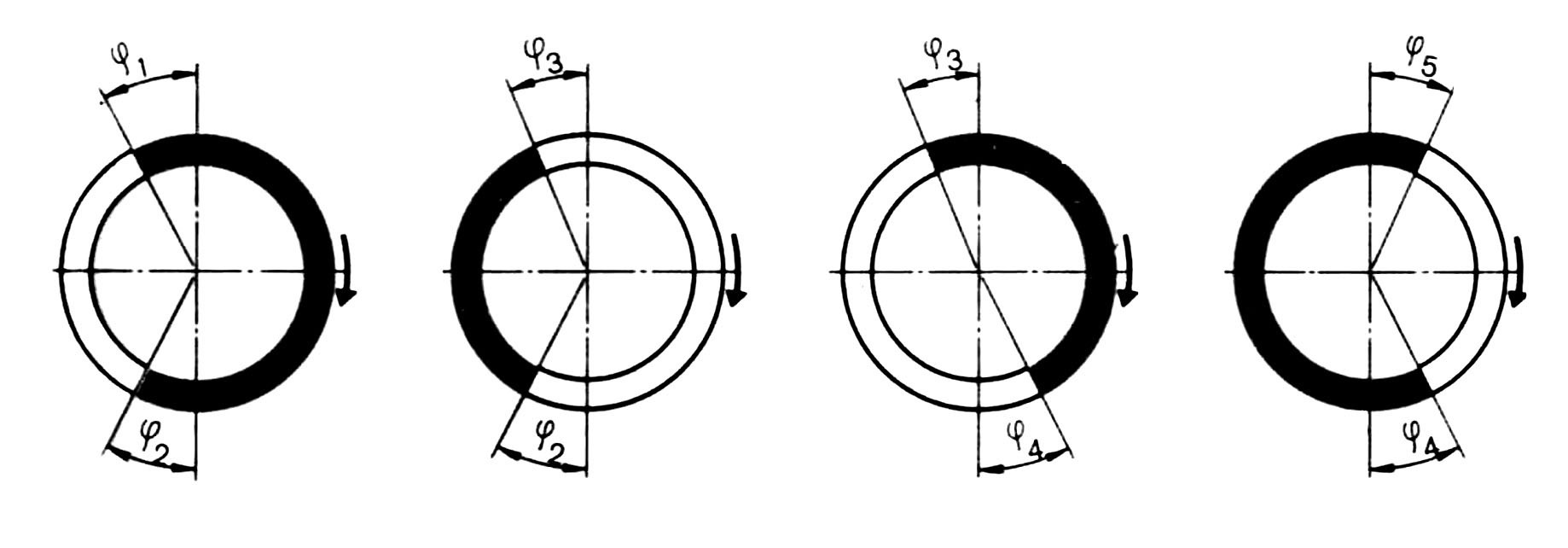
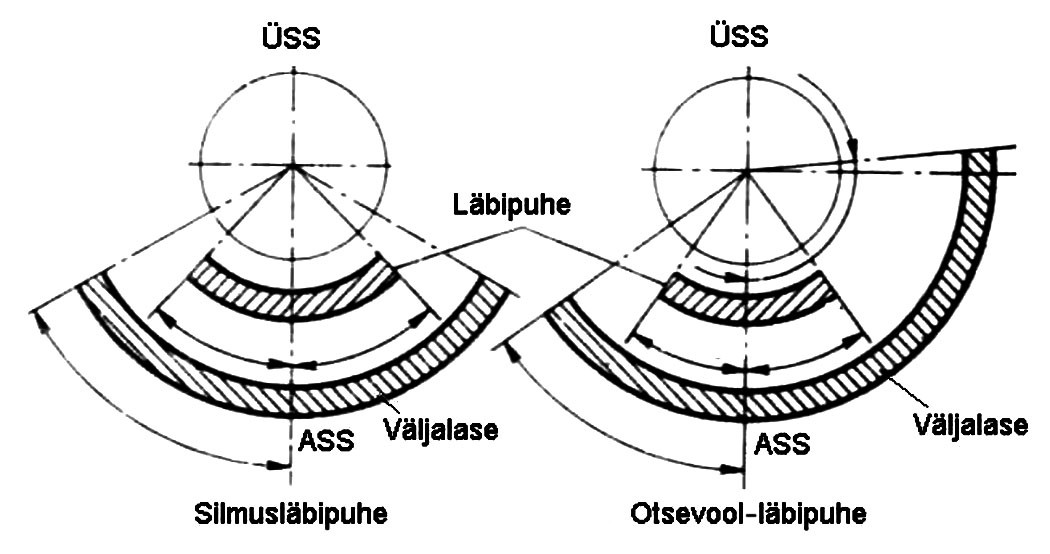
tagasi, kuna katkestati jõuvooluahel seiskub ka starter. Akud Kasutatakse väävelhappeakusid, elektrolüüdi tihedus 1,24 – 1, 28. Laadimisvool Võib olla kuni 10% aku nimi pingest.Elektrolüüdi tase peab olema 10mm üle plaatida pinna. Starter Alalisvoolu elektrimootor, mis on mõeldud tugevale voolule 500 – 600A . Seetõttu mähised on valmistatud vasklindist. Starteril võib olla lülitusmuhv (vabakäigusidur seda selleks, et ei lõhuks hambaid) LAEVA REVERSEERIMINE I Otse ülekandega PM siin on reverseeritav PM II Reverseerimine läbi reversreduktoriga III Reverseerimine RSS abil LAEVA SPM REVERSEERIMINE Mootori reverseerimiseks tuleb muuta kütuse silindrisse pritsimis nurka õhujagaja avanemis momenti klapide avanemis momenti Kõiki neid operatsioone teostatakse nukkvõlli nukkide abil st. Meil tuleb muuta nukkide asendit, kusjuures 4tak SPM korral on nukkvõll varustatud kahe komplekti nukkidega
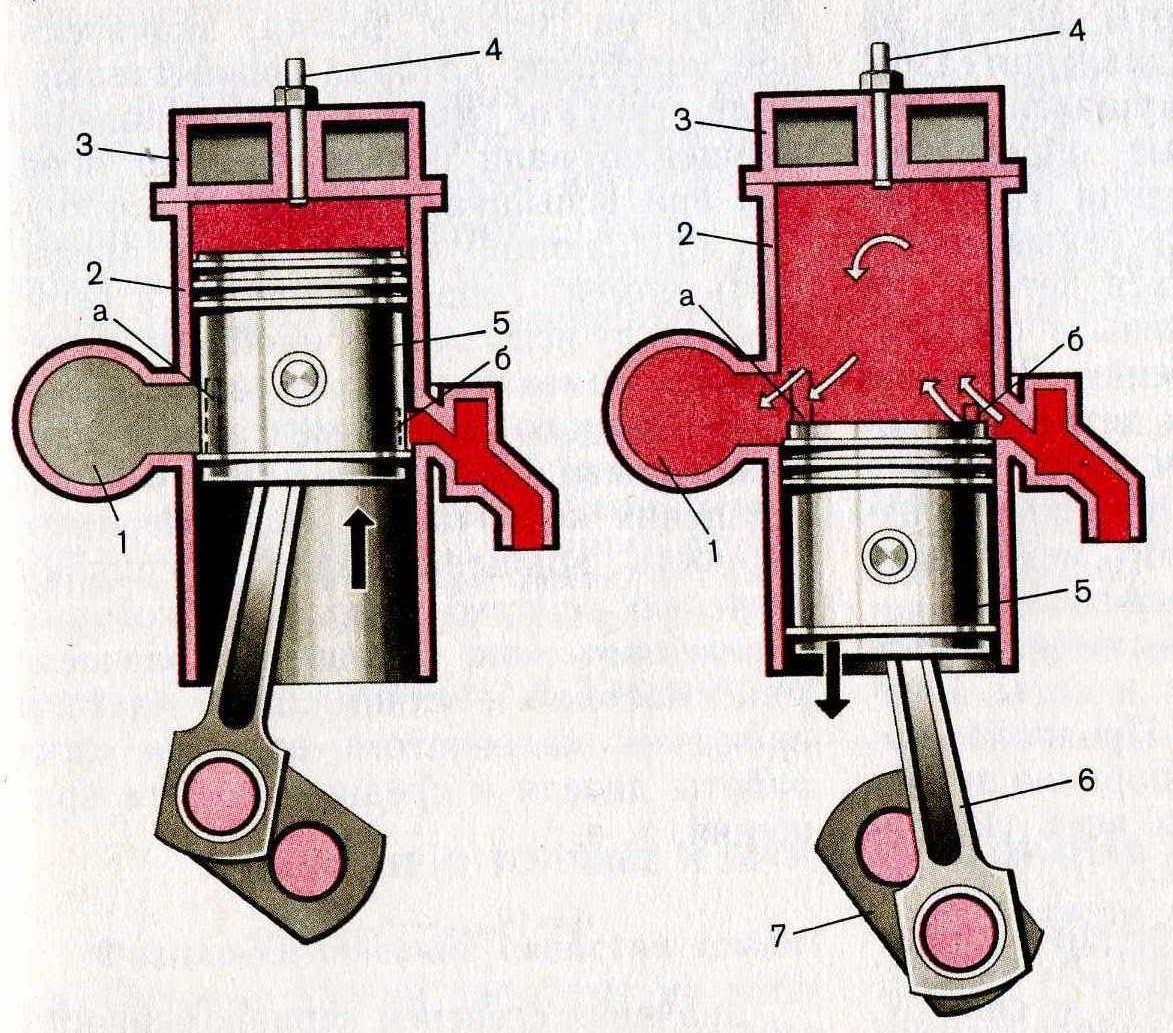
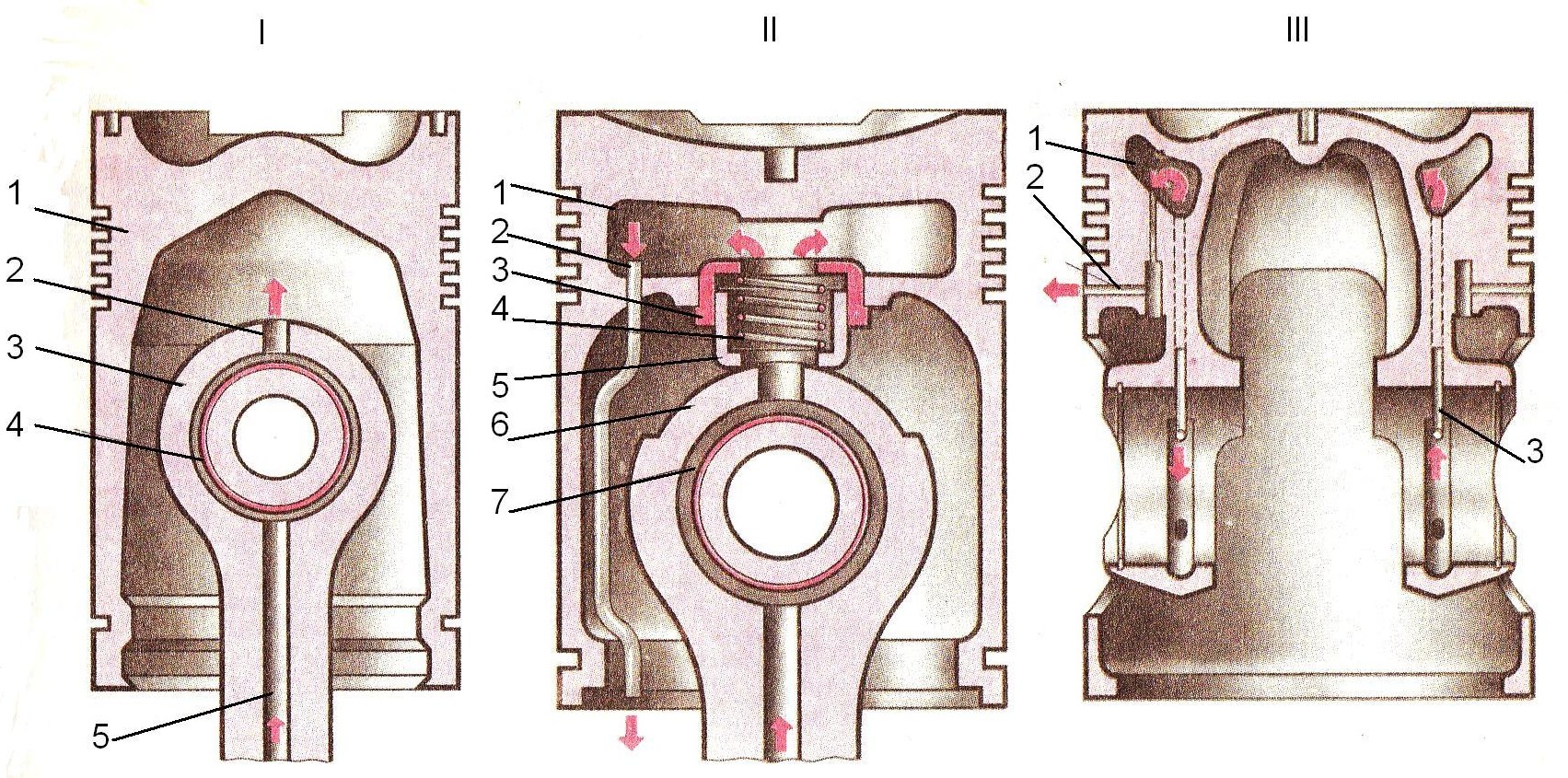
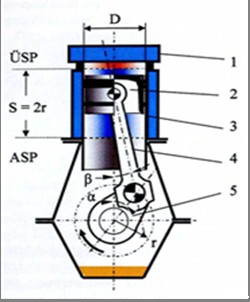
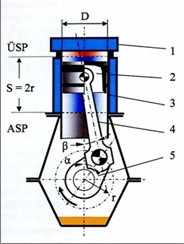
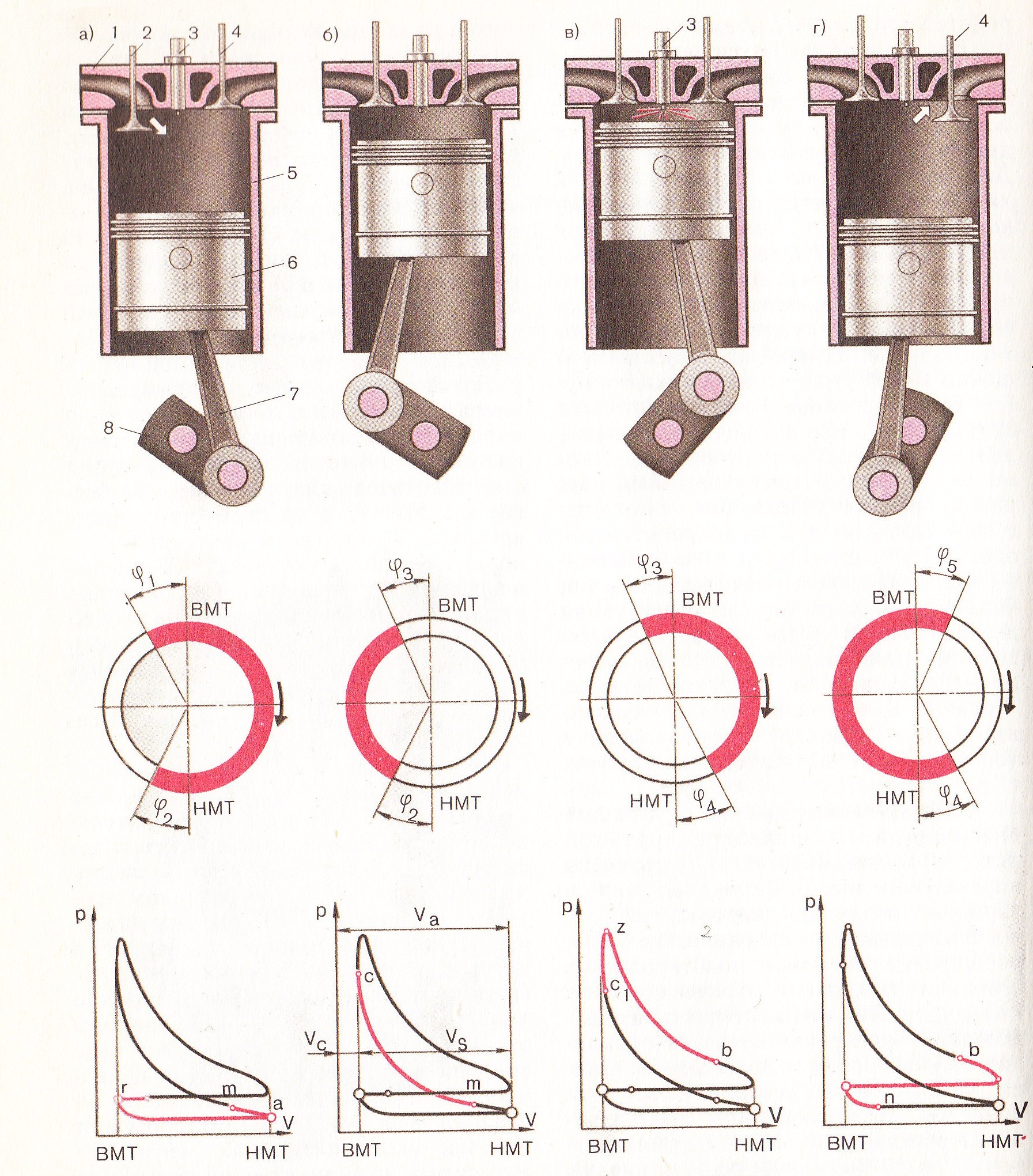
Mootor Olenevalt mootori ehitusest toimub see protsess kas ühe või kahe väntvõlli pöörde jooksul, kui ühe siis on tegemist 2 taktilise mootoriga, kui kahe siis 4taktilise. Taktiks nimetatakse töötsükli osa, mis toimub ühes äärmisest asendist teise. Kolvi äärmisi asendeid nimetatakse ülemiseks ja alumiseks surnudseisuks. 4taktilise mootori töötsükkel koosneb 4jast taktist. 1) Silindri täitmine põleva seguga, kolb liigub A.S.S-i väntvõlli poole väntvõll teeb pool pööret, silindri maht on kõige suurem see on sisselaske takt. 2) Kolb hakkab liikuma vastassuunas põleva segu silindrisse andmine lõppeb silindrisse jõudnud segu surutakse kokku kolb jõuab ülemisse surnud seisu, väntvõll on teinud järgmise poolpöörde silindri maht on kõige väiksem, seda nimetatakse surve taktiks. 3) Kokkusurutud põlev segu süüdatakse eletrisädemega kolb surutakse Ü.S.S alumisse
Põltsamaa Ametikool Automootor A1 MARTIN KIM Kaarlimõisa 2009 Sisukord 1. Automootorite liigitus 3 2. Mootori töötsükkel 5 3. Vänt kepsmehhanism 8 4. Gaasijaotussüsteemid 11 5. Õlitussüsteemid 12 2 1. Automootorite liigitus Sisepõlemismootorid Sisepõlemismootorites toimub kütuse ja õhu segamisel saadud põlevsegu põlemisel tekkivate gaaside kiire paisumise tagajärjel silindris tekkiva rõhu energia muutmine mehhaaniliseks energiaks. 1.1 Kütuse liigid · Bensiin · Diisel · Gaas · Tahke · Bio · Elekter · Hübriidajam - gaas + elekter või bensiin + elekter 1.2 Mootori litraaz · 1.1 · 1.2 · 1.4 · 1.5 · 1.6 · 1.8 · 1.9 · 2.0 · 2.2 · 2.4 · 2.5 · 2.8 · 3.0 1.3 Võimsus · 45kW · 55kW · 75kw 3 · 85k
1. Automootorite liigitus Sisepõlemismootorid Sisepõlemismootorites toimub kütuse ja õhu segamisel saadud põlevsegu põlemisel tekkivate gaaside kiire paisumise tagajärjel silindris tekkiva rõhu energia muutmine mehhaaniliseks energiaks. 1.1 Kütuse liigid · Bensiin · Diisel · Gaas · Tahke · Bio · Elekter · Hübriidajam - gaas + elekter või bensiin + elekter 1.2 Mootori litraaz · 1.1 · 1.2 · 1.4 · 1.5 · 1.6 · 1.8 · 1.9 · 2.0 · 2.2 · 2.4 · 2.5 · 2.8 · 3.0 1.3 Võimsus · 45kW · 55kW · 75kw · 85kW · 125kW · 150kW 1.4 Silindrite arv · R3 · R5 · R6 · V8 · V10 · V12 1.5 Mootori asetus · Keskmootor · Tagamootor · Eesmootor · Pikkupidi · Ristipidi 1.6 Silindrite paigutus · Ridamootor · V - mootor · Bokser mootor 1.7 Toitesüsteem · Karburaatormootor · Si
korrosiooni vastased omadused aurustuvus mehaanilised lisandid vee sisaldus Õli kvaliteet on välja töödatud APJ (ameerika petroolium instituut) poolt. S – karburaator mootor C – diiselmootor A, B, C, D, E, F, G, H Ladina tähestiku tähed näitavad õli kvaliteeti ja mida kaugemal tähestiku algusest täht on seda kvaliteetsem õli on Mõned näited: APJ SG, APJ CB, ABJ SG/CD, ABJ CG/CC Laevamootori õlid: Tavaliselt kasutatakse laeva mootorites mineraalõlisid ja lisandite hulk on väiksem kui seda on autoõlides. Samas näitavad leava diislite tootjad ära millist õli peab kasutama. PLASSED MÄÄRDED Kasutatakse hõõrduvate sõlmede määrimiseks ja õlitamiseks, kus juures detailide temperatuur ei tohi tõusta üle 120°C. Laagritapid milledes töötamise ajal temperatuur ei tõuse üle 85°C kasutatakse määrdeid mida nimetatakse solidoolideks (tavot), laagritapid millede temperatuur töötamisel on 85° - 120°
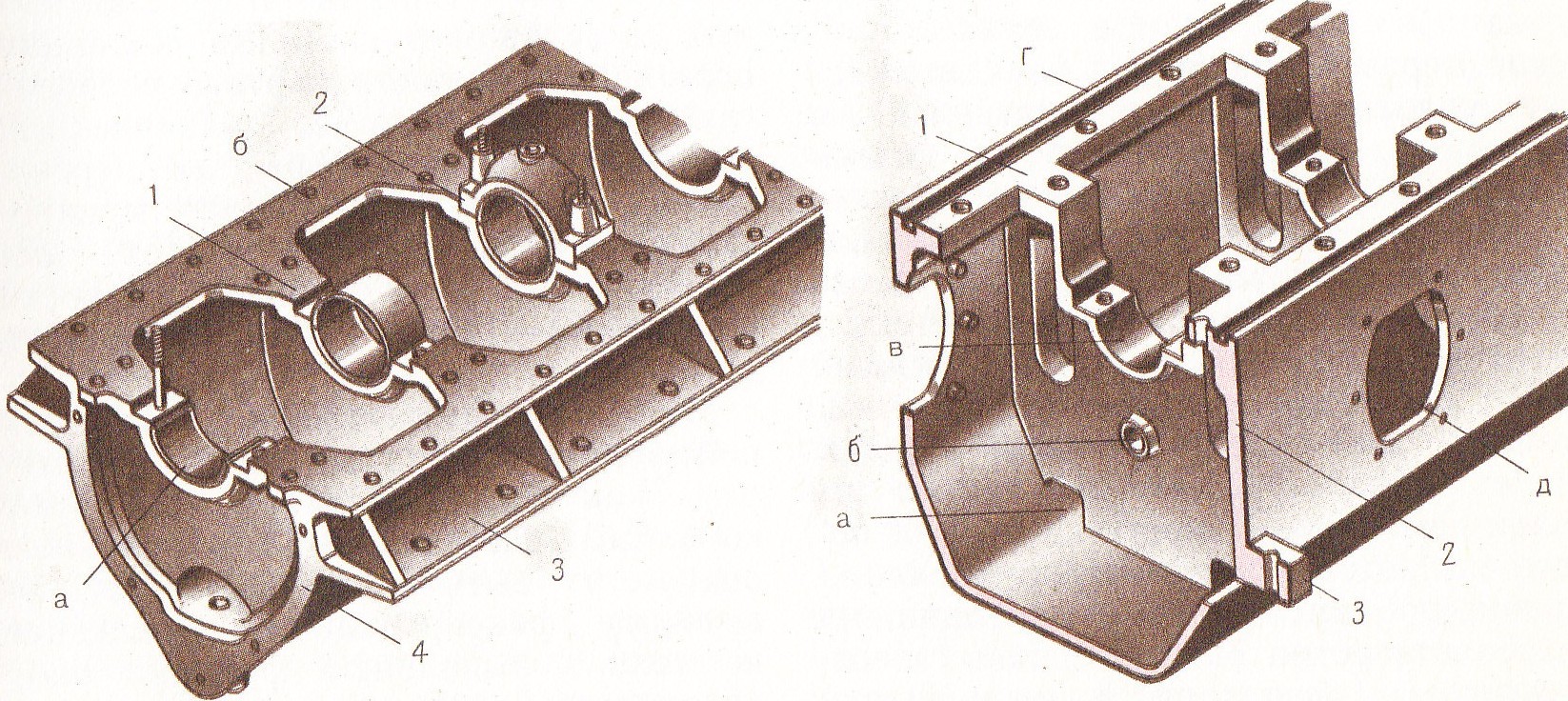
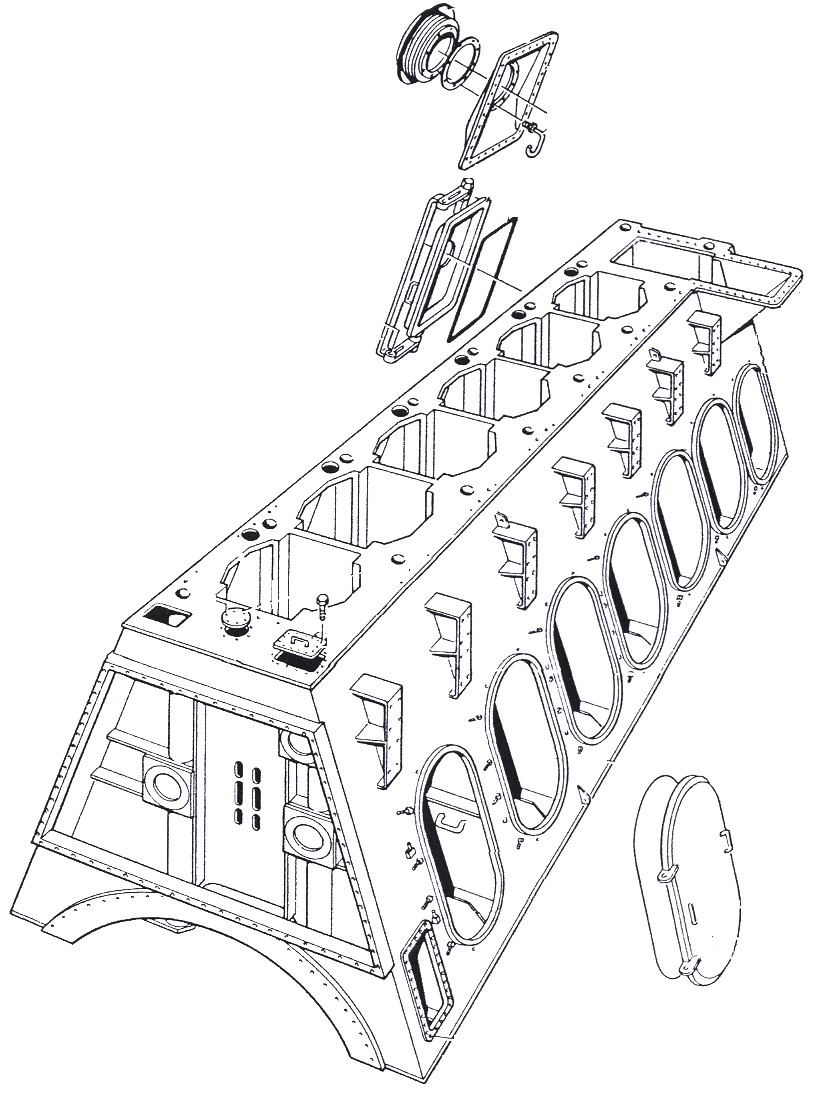
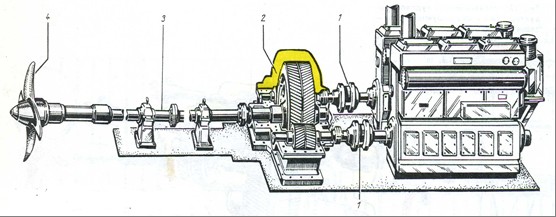
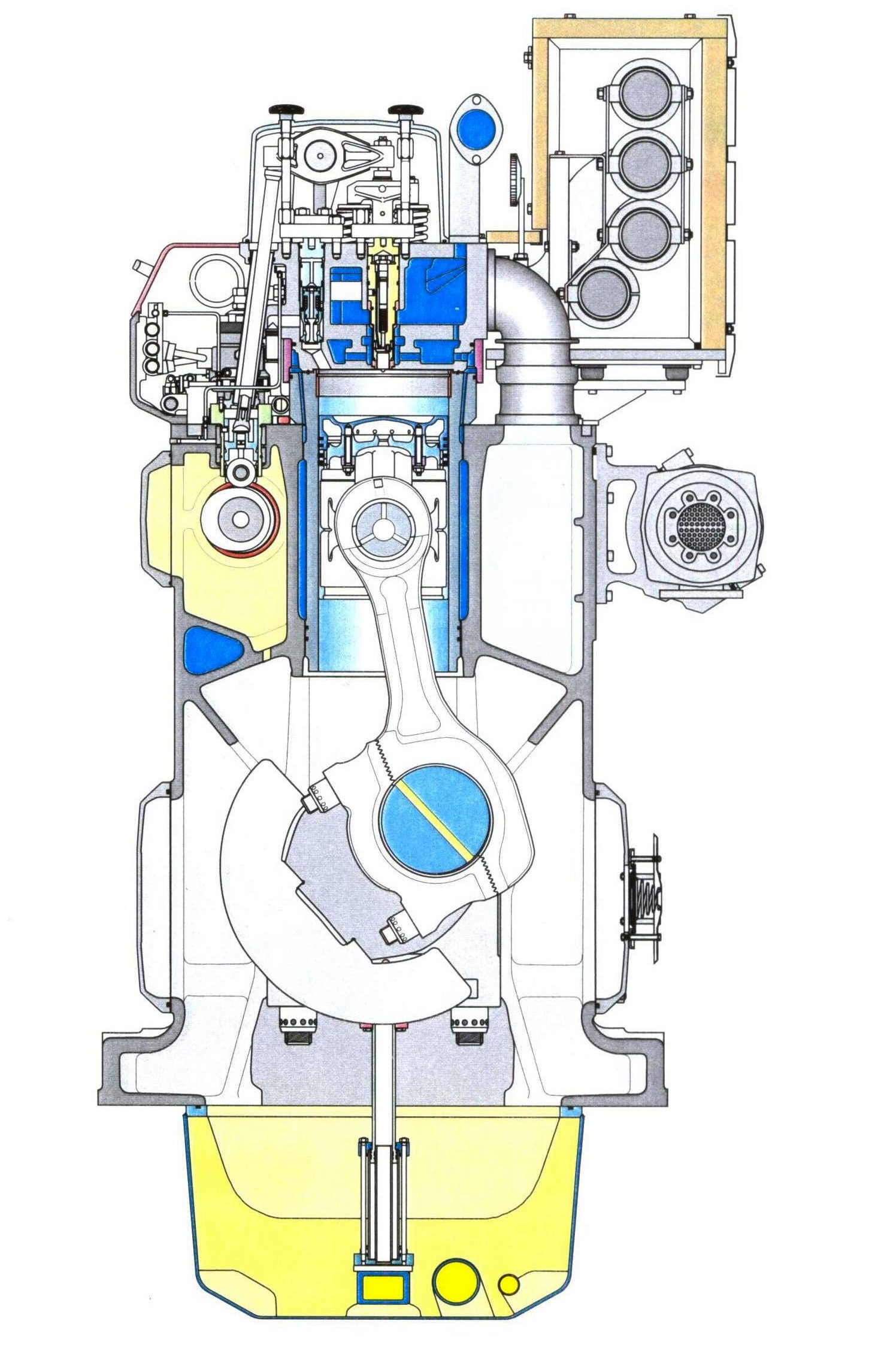
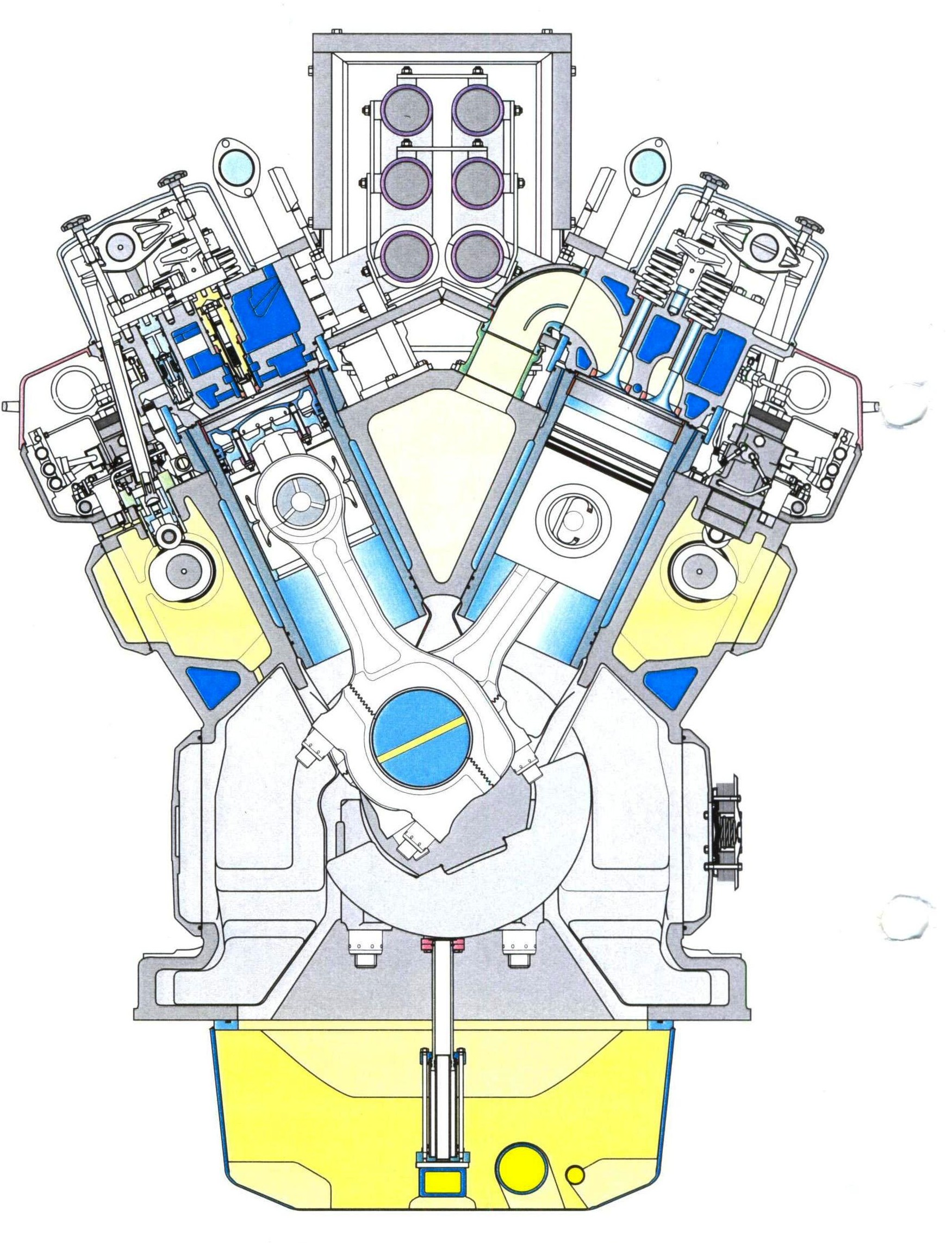
Vahepeal on ka kindlati amortisaatorid.Rooliseade peab tagama, et rool liiguks ühest pardast teise vähemalt 28 sekundi jooksul. Pöörde ulatus on kuni 45° kummalegi parda poole. Eristatakse balanseeritud, pool balanseeritud, balanseeritud ripprooli ja tavalist rooli. Roolil võib olla ka abiseadmeid, näitesks abisõukruvi, mis asetseb otsas või niiöelda lisalaba rooli otsas. Kuid osadel laevadel on jõusedameks käitur, mis pöörleb 360°. Rooliseadme ülesandeks on laeva juhtivuse tagamine. 3.Alusraam - mootori alus, mis kinnitatakse mootori vundamendile ja millele toetuvad kõik ülejäänud detailid. Peab olema suure jäikusega, sest tallemõjuvad kõik mootori poolt arendatavad jõud: raskusjõud, gaaside survejõud,detailide inerts. Üldreeglina valmistatud (valatuna) malmist, kuid väga suurtel mootoritel keeviskonstruktsiooniga terasest. Konstruktsioonilt kujutab alusraam
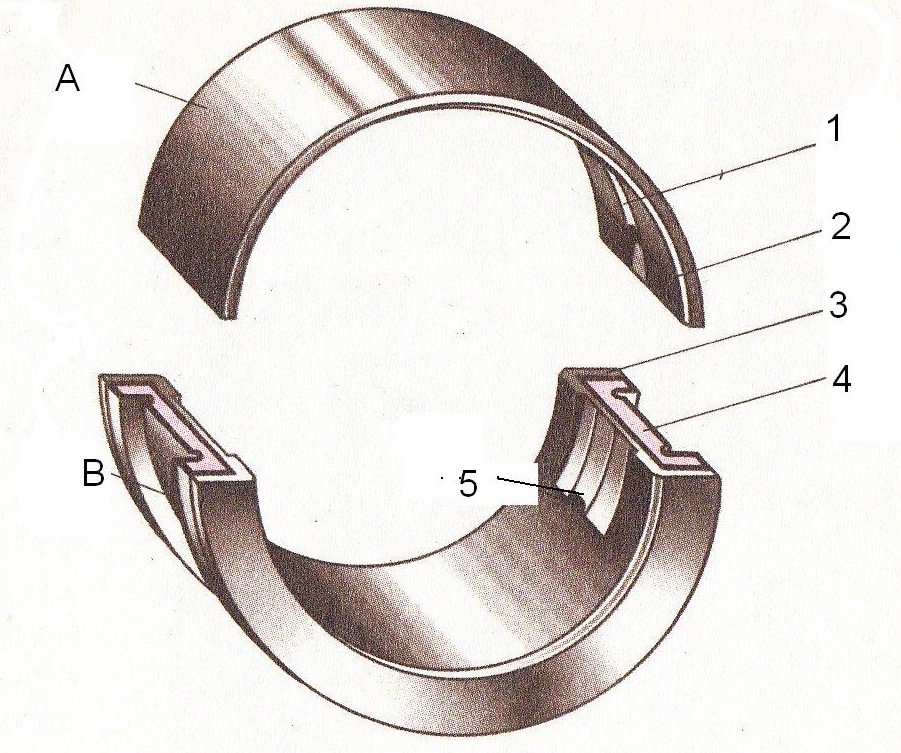
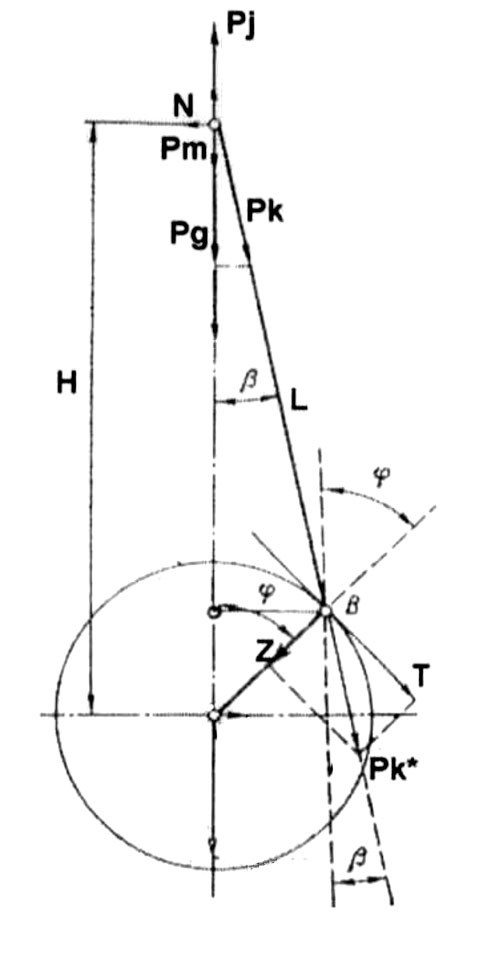
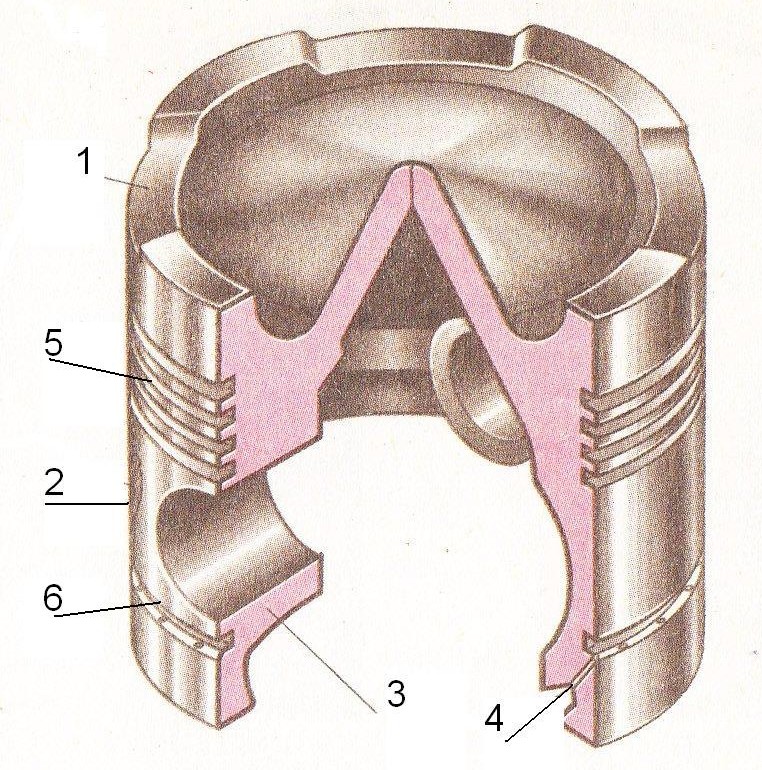
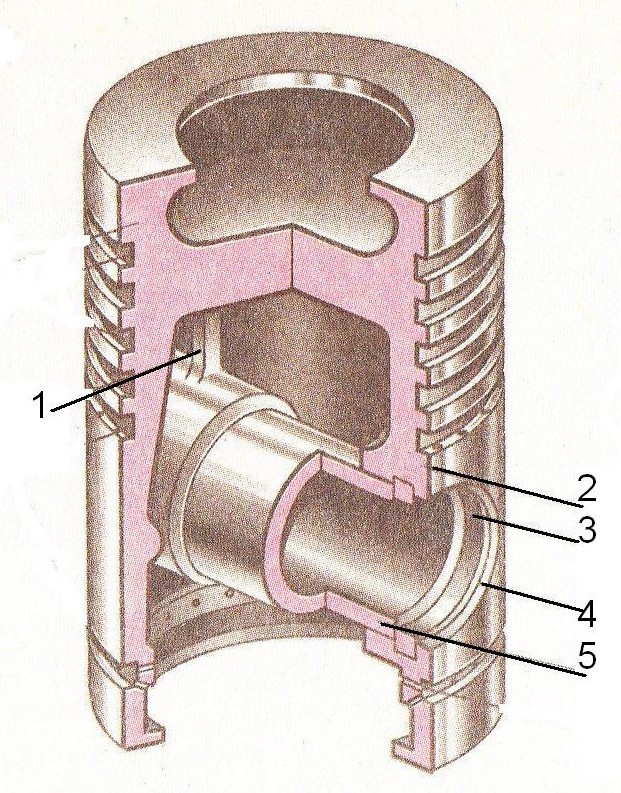
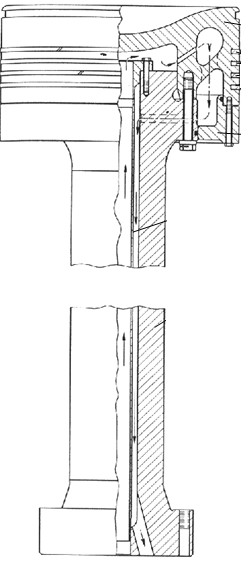
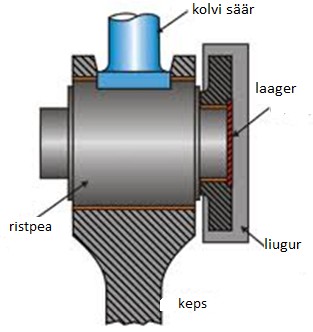
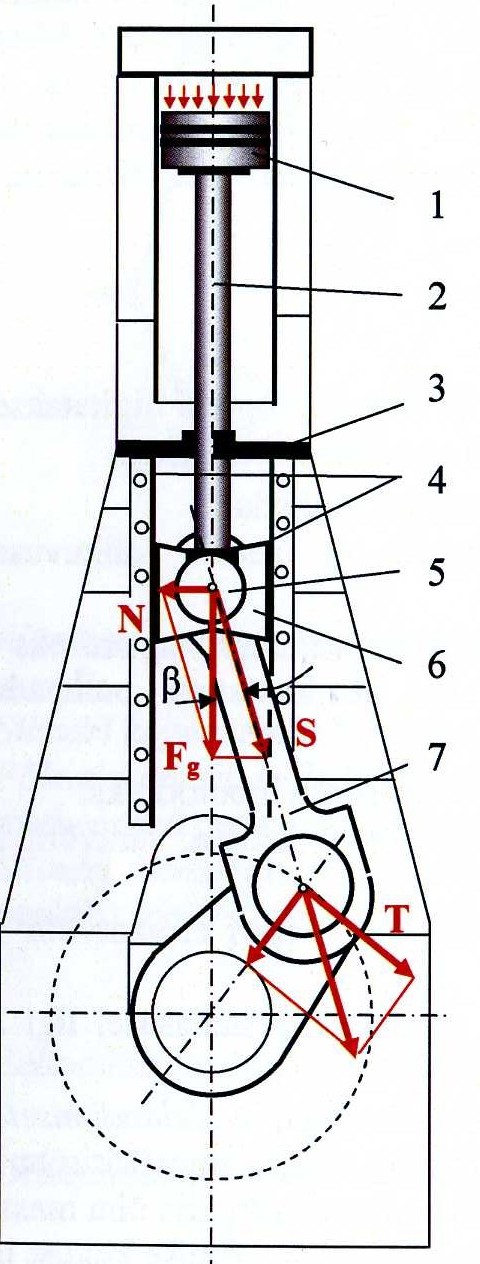
Põltsamaa Ametikool Mootor A1 Margo Pukki Kaarlimõisa 2008 1.Mootori ehitus 1. Väntmehhanism 1.1 Ülesanne? 1.2 Ehitus?(Põhiosad) 1.3 Tööpõhimõte? Väntmehhanism- muudab kütuse põlemisel tekkinud gaaside rõhu (edaspidi-indikaatorrõhk pi) kolvi edasi-tagasi liikumise abil väntvõlli pöörlevaks liikumiseks. Tema osad on: plokikaas, silinder, kolb koos rõngaste ja sõrmega, keps ja väntvõll. Vänt-kepsmehhanism koosneb järgmistest osadest: a) kolb (piston); b) kolvirõngas (piston-ring); c) kolvisõrm (wristpin); d) keps (connecting rod) ja selle laagrid; e) väntvõll (crankshaft) ja selle laagrid; f) hooratas. 1. Kolb Kolvi funktsioonid on a) kanda põlemisgaaside poolt tekitatud jõud üle kepsule, b) töötada koos kepsuga ja tagada silindris selle liikumisteekond, c) oma konstruktsiooni ja lisaelementidega tihendada mootori põlemiskambrit ja eristada see karterist, d) üle
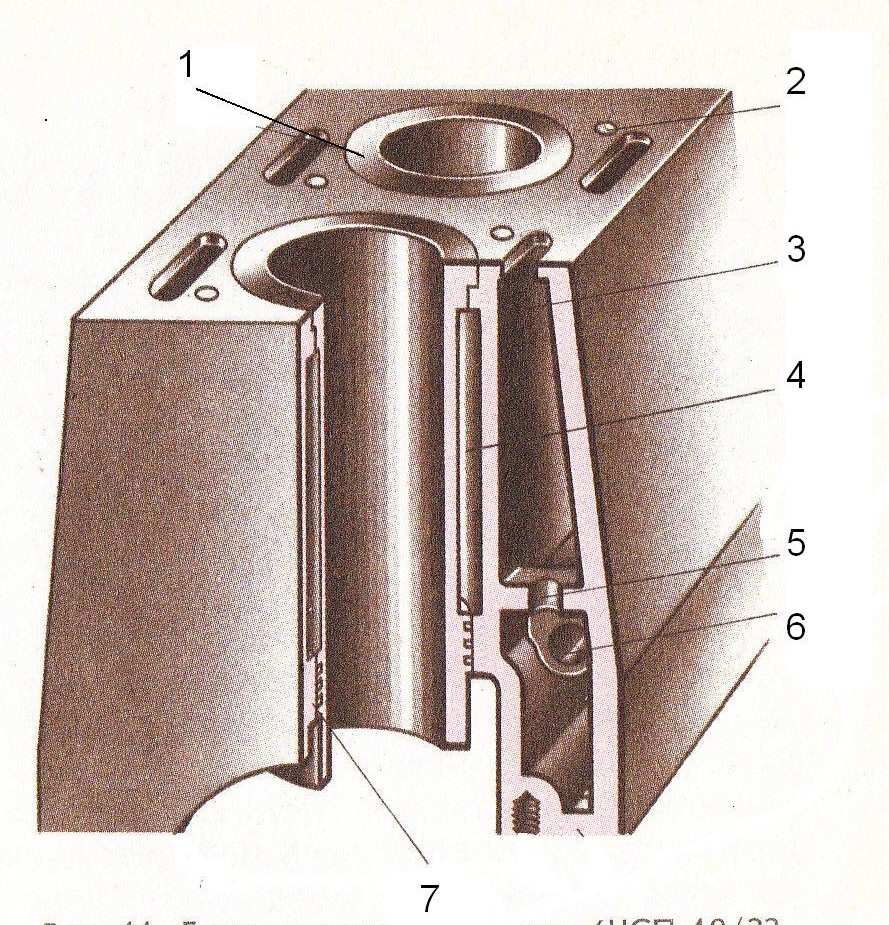
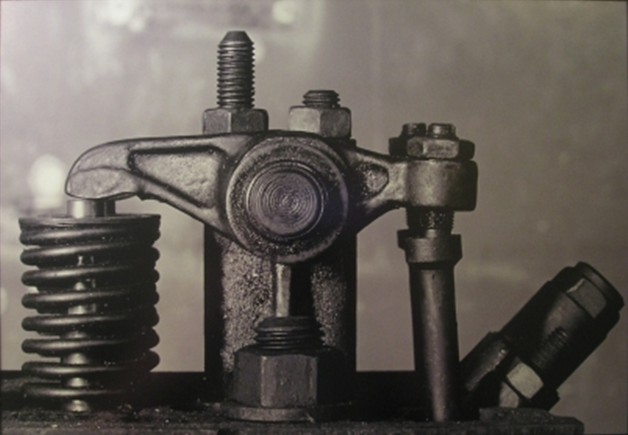
Surve omad tihendavad silindri lõtkusid ja ei lase gaase karteriruumi.Õli omad pühivad seintelt karterisse üleliigse õli mis on paisatud kiire väntvõlli pöörde poolt. Howautowork.com Gaasijaotusmehhanism: Ül on varustada silindreid värske kütuseseguga või õhuga ning eemaldada silindrist vanad töötanud gaasid. Gaasijaotusmehhanism koosneb: · Jaotushammasrattad · Nukvõllid · Ülekandeseadmed,tõukurid,nookurid,tõukurvarrdad · Klappid Tüübid: · Püstklappidega mootor: SV(side valve) · Rippklappidega: OHV(overhead valve) · Ülanukkvõllidega: OHC(overhead camshaft) mõnikord ka SOHC(single overhead camshaft) · Kahe ülanukkvõlliga DOHC(double overhead camshaft) mootorid 1. Nukkvõll 2. Reguleerseib 3. Vedrutaldrik 4. Tõukur 5. Vedru 6. Klapisääre tihend 7. Klappijuht puks 8. Sisselaskeklapp 9. Klapipesa 10. Väljalaskeklapp Hüdrotõukur: 1





































































Kõik kommentaarid