Üldiselt
keevitamisestTeemad:MMA-111:
MIG/MAG-131-135TIG-141 GAAS -311 Kaitsevahendid KeevitustarvikudTeraste
keevitatavus DEformatsioon keevitamisel Liited Keevitusasendid Keevisliidete kontrolli meetodidKeevitusvead-puuduste
kõrvaldamine Elektrikeevitus Keevitamiseks nimetatakse metalldetailide ühendamist nende kokkupuutekoha kohaliku
kuumutamise teel kuni sula olekuni (sulatuskeevitus) või plastilise
olekuni koos mehaanilise jõu rakendamisega (survekeevitus).
Elekterkeevituse
ajalugu algab aastast 1882.a. mil Nikolai Bernardos
leiutas kaarkeevituse süsielektroodiga
1904 .a.
võttis Oscar Kjellberg kasutusele
kattega metallelektroodi
1928.a.
kasutas A.
Alexander esimesena keevituspiirkonna kaitseks gaasi.
Hiljem on kasutusele võetud täidis- ja metallkeraamilised
keevitustraadid.
Tehnika
arenedes on lisandunud palju uusi keevituse liike: kontakt-, plasma-,
laser -, electron-, induktsioonkeevitus jne.
Keevitamisel
toimub sulatatud
lisamaterjali ja põhimaterjali
segunemine ning
nende
tardumisel moodustub keevisõmblus e.
keevisliide .
KaitsevahendidElektrikeevitusega
töötamisel tuleb kasutada
sobivat kaitseriietust ning jalanõusid
mis
kaitsevad keevitajat sulametalli, räbu pritsmete, keevituse
soojustoime ja muude mõjutuste eest. Parimaks
kaitseriietuseks on
spetsiaalne kombinesoon. Selle puudumisel tuleb kasutada pikkade
varrukatega kitlit ja tulekindlat põlle (Joon. 1). Keevitaja
jalanõud peavad olema kinnised.. Võimaluse korral tuleks kasutada
spetsiaalseid tugevdatud ninadega saapaid. Kinnastest tuleks
eelistada pikkade kätistega nahkkindaid (Joon. 2)..
Kuulmekäikude
kaitseks keevitussädemete eest kasutatakse kõrvatroppe (Joon. 3).
Kaitseb
ultraviolett ja infrapunase kiirguse eest
Toide
2kolevoldist liitiumpatareid. Keevitusklaasil on paikesepatarei, mis
pikendab patarei eluiga.30Cek. lülitub välja.
Viivituse
määramine- mask muutub heledaks DELAY nupuga.(SHORT-lühem
LONG-pikem viivitus )Tundlikkuse
määramine: SENSITIVITY nupuga-kõrge(HIGH)mõeldud igapäevaseks tööks........madal(LOV)
..kasutame kui maskit segab tugev valgus.Näo
ja silmade kaitseks kasutatakse kaitseprille (Joon. 4) ja
keevitusmaske (Joon. 5 ja 6). Kaitseprille kasutatakse keevitatavate
detailide töötlemisel nurklihvija ja meisliga ning šlaki
eemaldamisel . Keevitusmask kaitseb keevitaja nägu
sulametallipritsmete ja ultraviolettkiirguse kahjuliku toime eest.
Lisaks sellele võimaldab keevitusmaski tume
valgusfilter näha
keevitustsoonis toimuvat. Valgusfiltri tööpõhimõtte järgi
jagunevad keevitusmaskid kaheks: passiivse valgusfiltriga (Joon. 5)
ja aktiivse isetumeneva valgusfiltriga (Joon. 6). Passiivse
valgusfiltriga maskil on ühe kindla tumedusega valgusfilter
(tavaliselt 10-11 DIN). Valgusfiltrid on vajadusel vahetatavad.
Aktiivse isetumeneva valgusfiltri algtumedus on 3-4 DIN.
Kaarleegi süttides tumeneb valgusfilter silmapilkselt tumeduseni10-11 DIN.
Kaarleegi kustudes
taastub valgusfiltri algtumedus. Valgusfiltri
tumedusastmeid on võimalik muuta Aktiivse valgusfiltri toiteallikaks
on päikesepatareid. Valgusfiltri kaitseks keevituspritsmete eest on
filtri ees
tavalisest klaasist vahetatav plaat.
Tumeduse aste DIN
От 30 до 75 А
9
От 75 до 200 А
10
От 200 до 400 А
11
Свыше 400 А
12
KEEVITUS Keevitus
on teraste ja värvilismetallide enimlevinud ja tähtsaim
liitmismeetod:
tootmiskeevitus
(
production welding )
- detailide liitmine toodete valmistamisel;
remontkeevitus
(
repair
welding)
-
purunenud ja kulunud osade taastamine, moodustab kuni 20% kogu
keevitustööde mahust;
pealekeevitus .
Keevitusprotsesside
hulka loetakse ka jootmist, termopindamist ja termolõikamist.
Keevituse
põhimõistedKeevitus, keevitamine
(
welding)
- kahele või enamale osale kuumutamise või surve abil jätkuva kuju
andmine.
Võidakse
kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse
metalle , plaste, komposiite, keraamikat, klaasi jm.
Terminit “keevitamine” kasutatakse tegevuse tähenduses ja terminit
“keevitus” kui protsessi laiemas tähenduses. Kirjanduses
kasutatakse põhiliselt terminit “keevitusprotsess”.
Keevitustehnoloogia (welding technology )
- on tehnika ala, mis käsitleb keevitusprotsesse kui toodete
valmistamist detailidest
ja pooltoodetest.
Keevitustehnoloogia
hõlmab:
1. keevistoodete
projekteerimist, tugevusarvutusi, kvaliteeditasemete määramist;
2. keevitusprotsesse,
seadmeid, mehhaniseerimist;
3. keevitusmetallurgiat,
põhi- ja lisamaterjalide sobivust, keevitatavust;
4. kvaliteedi
tagamist, järelvalvet, kontrolli, personali pädevust jm.;
5. töökeskkonda,
eralduvaid
gaase , kiirgust, müra, ergonoomikat jm.
Keevituse
põhilised eelised teiste liitmismeetodite ees:1.
odavaim liitmismeetod;
2. väiksem
toodete mass materjali parema kasutamise tõttu;
3. sobib
enamikule tehnikas kasutatavatele metallidele;
4. võib
kasutada erinevates keskkondades;
5. suur
paindlikkus toodete konstrueerimisel.
Mõned
keevitust piiravad tegurid:1. paljud
protsessid sõltuvad inimfaktorist;
2. sageli
vajalik mittepurustav kontroll ja pidev järelvalve.
Keevitamisel
tekib keevisliide ( weld joint ). Keevisliited jagunevad 5 põhitüüpi:- põkkliide
(butt joint),
-
nurkliide (
corner joint),
- ots-
e. servliide (edge joint),
- katteliide
(lap joint),
- T-liide
e.
vastakliide (T-joint).
Keeviskoostu
keevisliidet iseloomustab keevitamise tulemus -
keevisõmblus
e. keevis
(
weld).
Põhiõmblustena eristatakse kolmnurkse ristlõikega
nurkõmblust
(
fillet
weld, FW)
ja
põkkõmblust
(
butt
weld, BW).
Keevisõmbluse
asend e. keevitusasend
(
welding position )
on määratud keevisõmbluse asendiga ruumis ja keevituse vooluallika
liikumise suunaga.
Eristatakse
järgmisi keevisõmbluse põhiasendeid ja keevitusasendeid:
- allasend
e. põrandaasend - tähis PA, (a)
- põranda nurk Pb
- rõhtasend,
horisontaalasend - tähis PC, (d)
- lae- seinanurk Pd
- laeasend
- tähis PE, (b)
- püstasend,
vertikaalasend; keevitamisel alt üles PF, ülalt alla PG, (c)
- kaldasend
torudele, tähistust HL-045 kasutatakse
torude keevitamisel.
Keevisliidete
tüübidKeevisliidete
põhitüübid (ocновные
типы сварочных соединений):
1.
põkkliited ----------
2.
nurkliited ------------
3.
otsliited
4.
katteliited
5.
T-liited
Keevisõmbluste
asendid e. keevitusasendid (положения
сварочных швов и положения сварки)
KEEVITUSJOONIS..........PõkkliideJoonis
5. Põkkliide "I" piluga [2:19]
"I"
pilu (vt joonis 5) kasutatakse põkkliidete puhul kuni 3 - 4mm
paksusega materjalide keevitamisel, pilu jäetakse ca 2 - 2,5mm
Joonis
6. Põkkliide „V“ piluga
Põkkliide
„V“ piluga kumera õmblusepealsega ja joonisel tähistusega (vt
Joonis 6). Kumera pealsega õmblust nimetatakse tugevdusega õmbluseks
ning selle saavutamiseks peaks
keevituskiirus olema väiksem, et
materjal kuhjuks õmbluse
keskele . Vastavalt standardile EV EN ISO
5817:2000 loetakse teatud
piirist õmblusepealne
kumerus defektiks
Joonis
7. Põkkliide „V“ piluga [2:23]
Põkkliide
„V“ piluga
sileda õmbluspealsega ja joonisel tähistusega (vt
joonis 7). Sileda õmbluspealsega õmblust võib valmistada kumera
õmbluse hilisema ülekäiamisega või niisuguse keevitusprotsessi
valikuga, kus
voolutugevus ja liikumine on tasakaalus, et õmblusele
ei tekiks lohku ega ülespoole kumerust.
Joonis
8. Põkkliide „V“ piluga [2:23]
Põkkliide
„V“ piluga nõgusa õmbluspealsega ja joonisel tähistusega (vt
joonis 8). Nõgusa õmbluspealisega õmbluse saavutamiseks on vaja
keevitada tugevama vooluga ning liikumisel pilu keskkoht kiiremini
ületada. Vastavalt standardile EV EN ISO 5817:2000 loetakse teatud
piirist õmblusepealne nõgusus defektiks.
NurkliideJoonis
9. Nurkliide [2:23]
Nurkliide,
(vt joonis 9), tekib sellisel juhul, kui omavahel kokkukeevitatavad
detailid asuvad teineteise suhtes nurga all ja keevisõmbluse
ristlõige kujuneb kolmnurga
kujuliseks . Kolmnurga kõrgust
tähistatakse "a" tähega ja kaatetite pikkust tähistatakse
"z" tähega.
Keevisliidete
tähistamine joonistelVastavalt
standardile EVS EN 22553:2000 koosneb keevisõmbluse tähistus
õmbluse asukohta suunatud viitenoolest (1), laudist (2a),
identifitseerimisjoonest (2b), õmbluse tähisest (3), sabaosas (4)
vajadusel keevitusprotsessi numbertähisest ja kvaliteedinõuetest
defektide järgi vastavalt standardile EVS EN ISO 5817:2000.
Servade töötlusviisi olemust või nurkõmbluse ristlõiget iseloomustav
tingmärk kantakse laudi (2) peale (vt joonis 10) Nurkõmbluse
kõrguse „a“ mõõt või tekkiva kolmnurga
kaateti pikkus „z“
märgitakse tingmärgist vasakule (vt joonis 11).
Levinum
on „a“ mõõdu tähistamine laudil,
kusjuures „a“ ei tohi
olla väiks
Joonis
11. "a" ja "z" mõõtude märkimine ja nende
omavaheline suhe [2:23]
Tingmärgist
paremale kantakse õmbluse pikkus, juhul kui õmblus ei ole detailiga
ühepikkune. Viitjoone ja laudi lõikepunktis näidatakse mööda
kinnist kontuuri keevitatud õmblused
ringiga . Vt. joonis 12 ja tabel
1 pos.1.
Joonis
12. Keevisõmbluse andmete tähistamise näide EN 22553:2000 järgi
[1:85] (tähistuste
selgitused Tabel 1)
Tabel
1. Keevisõmbluste tähistamise tingmärgid ja selgitused joonistel
tähistamisel [1:85-86]
Keevitusasendite
tüübid ja markeering Keevisõmblust
võib ruumilises mõttes teostada erinevates asendites. Eurostandardi
(EN) järgi tähistatakse keevitusasendeid tähekombinatsiooniga, USA
standardi järgi (AWS) tähe-numbrikombinatsiooniga (vt tabel 3)
Kõige kasutatavam ja kõige parema kvaliteedi tagab nn põrandaasend
e asend PA (USA tähistus: 1G põkkliidetel ja 1F nurkliidetel).
[1:16]
Väga
tihti kasutatakse mitmesuguste konstruktsioonide keevitamisel ka
asendit PB, kui on tegemist nurkõmbluste koostamisega. Nurkõmbluse
puhul PB asendis hoitakse elektroodi nurga keskel, kui nurk on 90°,
siis
elektrood liigub 45° nurga all ja liikumise suunas ca 70°
nurga all.
Asend
PC on nn seinaasend, kus liikumine toimub
horisontaalselt , elektrood
on liikumise suunas kaldu ca 70°.
Asend
PD on ülanurkasend, Kus elektrood liigub nurga keskel.
Asend
PE on nn laeasend, mille puhul elektroodi kalle on liikumise suunas
ca 70°
Asend
PF on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse
moodustumine toimub vertikaalselt alt üles. Elektroodi põlev ots on
suunatud kergelt ülespoole ning liikumine toimub poolkaartena pilu
ühest servast teise.
Asend
PG on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse
moodustumine toimub vertikaalselt ülevalt alla.
Joonis
13. Skemaatiline keevitusasendite tähistamine
Tabel
3. Keevitusasendite tähistamine [2:27]
>
15.
Kaitsegaaside valik ja mõju MIG/MAG keevitusele.
Keevisliite tsoonid :1
- põhimetall (põhimaterjal) - keevitatav
metall või materjal;
2
- keevismetall
3
- segunemistsoon e. legeerimistsoon - keevisõmbluse tsoon, mis
koosneb segunenud põhi- ja lisametallist;
4
- sulamisjoon
5
- termomõju tsoon (HAZ) - põhimetalli sulamata osa, kus esinesid
mikrostruktuuri muutused;
6
- termomõju ala
7
- keevitustsoon - keevisõmblusest ja termomõju tsoonist moodustunud
ala.
Keevituse
kaasnähtusedKeevitus
on paljude üheaegselt toimuvate protsesside
kooslus : põhi- ja
lisametalli
sulatamine ja omavaheline segunemine e. legeerimine, sula
lisametalli
siirdega ja keevisvanniga seotud keerulised
füüsikalis-keemilised protsessid, kristalliseerumine koos sellega
kaasnevate mikrostruktuuride moodustumisega ja detailide
kujumuutustega e. termodeformatiivsete protsessidega.
KeevitusmetallurgiaSulakeevituse
metallurgiaprotsessid on sarnased metallurgiliste protsessidega, kuid
märksa keerukamad järgmistel põhjustel:
a) keevituse
soojusallika (elektroodi) ja sulametalli kõrge temperatuur (terastel
kuni 1800 ºC),
b) väikesemahuline
sula
keevisvann , mis ümbritsetud külma metalliga,
c) sula
keevisvanni lühike kestus, terastel 4…40 s,d) sulanud
elektroodivarda metalli siirdega keevisvanni kaasnevad nähtused.
- Sulametalli
vanni kõrge temperatuuri tõttu aktiveeruvad paljud
füüsikalis-keemilised protsessid tavametallurgiaga võrreldes, nagu
gaaside ja metalli vahelised reaktsioonid, mis reeglina halvendavad
keevismetalli omadusi.
- Keevisvanni
ümbritsev külm põhimetall põhjustab sula metalli kiiret
jahtumist, mistõttu paljud keemilised reaktsioonid ei kulge lõpuni.
- Sulakeevisvanni
lühikese kestuse tõttu ei jõua alati lahustunud gaasid ja räbu
tõusta õmbluse pinnale enne metalli tardumist, põhjustades nõnda
poorsust ja räbupesasid.
Keevituse
termotsükkel ja seos termomõju tsoonigaKeevituse
termotsükkel (термический
цикл сварки)
Keevitusprotsessi
termotsüklit iseloomustab:
a) temperatuuri
tõusu kiirus e. kuumutuskiirus;
b) maksimaalne
kuumutustemperatuur;
c) seisutusaeg
maksimaalsel temperatuuril;
d) jahtumisaeg
või jahtumiskiirus.
Keevitamisel
ühe läbimiga liigub soojusallikas piki keevisõmblust ja koos
temaga teda ümbritsev temperatuuriväli. Temperatuur keevistoote
erinevates punktides muutub pidevalt. Algul temperatuur kasvab ja
saavutab maksimaalse väärtuse ja seejärel langeb.
Keevituse
termotsükliks
nimetatakse keevistoote mingi keevisõmbluse lähiala punkti
temperatuuri sõltuvust ajast.Keevisliidete
omadused sõltuvad põhiliselt keevituse termotsükli maksimaalsest
temperatuurist ning jahtumiskiirusest.
Keevisliite
omadused ja lähiala struktuur sõltuvad suurel määral
jahtumiskiirusest vahemikus 800 ˚C kuni 500 ˚C, mida hinnatakse
jahtumisajaga selles vahemikus ja tähistatakse kirjanduses t8/5
või
τ8/5.
Väikese jahtumisaja korral iseloomustab keevisliidet ja kõrvalala
suur kõvadus ja madal külmhapruse piir löögisitkusele.
Aeglasel
jahtumisel väheneb kõvadus.Keevituse
termotsükkel on raskesti määratletav, kuna teda mõjutavad suured
keevisvanni, jahtunud keevismetalli ja põhimetalli temperatuuride
erinevused, füüsikaliste ja keemiliste protsesside lühike kestus
elektroodimetalli siirdeprotsessis, keevitusvanni väikesed mõõtmed
jne.
Keevitusega
kaasnevad soojusnähtused põhjustavad:a) kahanemispingeid
ja toodete kõverdumist,
tingituna metalli kohtkuumutusest ja
temperatuuri erinevustest;
b) plastsuse
ja löögisitkuse vähenemist keevisõmbluse termomõju tsoonis,
pragude tekkimist;
c) tugevuse
vähenemist termomõju tsoonis.
Kristallisatsioon keevisvannis ja keevisliite struktuurKeevisliite
mehaanilistele omadustele avaldab keemilise koostise kõrval suurt
mõju keevisõmbluse ja tema lähiala, nn.
termomõju
tsooni mikrostruktuur .Keevisõmbluse
metalli struktuur sõltub samuti elektroodikatte paksusest.
Õhukese kattega elektroodiga keevitades tekib peeneteraline
struktuur. Paksukattelise elektroodiga käsikaarkeevitusel, aga ka
keevitades räbustis, kus soojussisestus on suur ja jahtumiskiirus
väike, tekib jämedateraline struktuur.Keevisõmbluse
lähialas on mikrostruktuure otstarbekas vaadelda seoses
faasi-diagrammiga. Eristatakse järgmise mikrostruktuuriga alasid e.
vööndeid:
Keevisõmbluse
ja tema lähiala mikrostruktuur seostatult faasidiagrammiga
1. Kokkusulamis-
e. segunemisala, aga ka osalise sulamise vöönd põhimetallis, paksusega mõnest
mikromeetrist kuni 0,4
mm. Ala erineb keemiliselt koostiselt nii õmblus- kui ka
põhimetallist, mis on tingitud difusioonist vedela-tahke faasi
vahel. Juhul kui selles alas ei ole
esinenud kokkusulamist e.
metallilise sideme tekkimist, nt. oksiidikelme või ebapiisava
keevitusenergia tõttu, siis
konstruktsioon kaotab töövõime.
2. Ülekuumutusala
(1100… 1450 ºC) - kus kuumutamisel tekib jämedateraline austeniit .
Löögisitkuse ja plastsuse vähenemise
määr sõltub
tera suurusest ja ala laiusest (kuni 1…3 mm).
Loetakse kõige kriitilisemaks alaks keevisliites.
3. Normaliseerimisala
-
laius 1,2…4 mm. Kuumutamisel tekib peeneteraline austeniit.
Sõltuvalt terase margist, ala temperatuurist
ja kuumutusajast võib tekkida põhimetallist suurema tugevusega ala.
4. Osalise
normaliseerimise e.
rekristalliseerumise
ala.5. Rekristalliseerumisala
(450…750 ºC)
6. Sinihapruse
ala
(200…400 ºC) - on omandanud oma nime sinise värvuse järgi, kus
struktuur ei erine oluliselt põhimetallist
ja läheb
sujuvalt üle põhimetalliks
Metallide
keevitatavusKeevitatavuseks
nimetatakse ühesuguste või erinevate metallide omadust moodustada
kvaliteedinõuetele vastav keevisliide. Keevitatavus sõltub
keevitatavast materjalist, kasutatavast keevitustehnoloogiast, samuti
keevisliite konstruktsioonist.
4
keevitatavuse taset:
hea
-
keevisõmblusel on ligilähedaselt samad mehaanilised omadused kui
keevitataval metallilgi;
rahuldav
- kui piisavalt hea keevisõmbluse saamiseks tuleb valida kindel
keevitusrežiim;
piiratud
- tuleb kasutada erinevaid tehnoloogilisi võtteid või isegi muuta
keevitusviisi;
halb
- piisavat keevitatavust ei ole võimalik saavutada.
Teraste
keevitatavus1.
Erinevate metallide keevitus.
Harilike
konstruktsiooniteraste
C-sisaldus (C kuni 0,25%) ei halvenda nende keevitatavust. Suurema
süsinikusisalduse korral aga halveneb keevitatavus tugevalt, sest
soojusmõju piirkonnas võivad tekkida
praod . Süsiniku suur hulk
muudab keevisõmbluse poorseks.
Süsinikuvaesed
terased
(C kuni 0,25-% ) on hästi
keevitatavad . Keevisliited on hästi
lõiketöödeldavad. Kasutatakse maksimaalset lubatud
keevitusrežiimi.
Süsinikterased
on
keskmise (0,3...0,5%) ja suure (0,5...1,0%) süsinikusisaldusega
terased. Keskmise süsinikusisaldusega teraste keevitamisel võivad
tekkida praod nii põhi- kui ka õmblusmetallis. Kvaliteetse liite
saamiseks tuleb detail eelkuumutada temp 200...350 C°. Pärast
keevitamist kuumutatakse ahjus temp 675...700 C° ning jahutatakse
ahjuga aeglaselt tempini 100...150 C°. Lõplik
jahtumine toimub
õhus. Keevitatakse kitsaste vallidena ja lühikeste lõikude kaupa.
Kraater tuleb kindlasti täis keevitada või lõpetada õmblus
tehnoloogilisel lisaplaadil. Keevitada ei tohi keskkonna temp alla 5
C° ja tõmbetuule käes.
Legeerteraste
keevitamisel
tuleb detailide
servad hoolikalt
puhastada tagist, mustusest, tolmust
ja räbust ning eemaldada niiskus metalli pinnalt, kuumutades
servi gaasipõletiga temperatuurini 110...120 C°. Et vähendada
põhimetalli
karastumise ohtu, keevitatakse mitme läbimiga.
Vältimaks pragusid tuleb kuumutada temp 100...350 C°. 2 mm ja
paksemat terast vastupolaarse alalisvooluga. Üle 15 mm paksusi tuleb
pärast keevitamist kõrgnoolutada.
Keevitatavuse
kriteeriumid
Metallide
keevitatavuse kriteeriumideks loetakse järgnevaid tegureid, mis
võivad põhjustada defekte (pragusid), aga ka keevisliite omaduste
halvenemist:
a) külmpragudekindlus
(lamellpragudekindlus),
b) kuumpragudekindlus,
c) korduvkuumutuse
pragude
kindlus .
Metallide
keevitatavust hinnatakse praokindlusega.
Külmpraod
tekivad enamasti keevisõmbluse kõrval põhimetallis (
termilise mõju
tsoonis) või harvem ka õmblusmetallis kohe või 10...48 tunni
jooksul pärast keevitamist. Külmpragusid iseloomustab hele
kristalliline pind. Külmpragusid seostatakse suurest
jahtumiskiirusest tingitud karastusstruktuuride moodustumisega või
metalli vesinikhaprusega (vesiniku kõrgenenud kontsentratsioonist
tingituna). Viimasel ajal loetakse külmpragude hulka ka
lamellpragusid,
mis tekivad nurk- ja vastakliidetes keevisõmbluse all paralleelselt
plaadi pinnaga. Lamellpragude põhjuseks on konstruktsiooni liigne
jäikus. Neid on võimalik vältida eelkuumutamise ja
termotöötlemisega, aga ka terase kvaliteedi tõstmisega, nt.
väävlisisalduse vähendamisega.
Külmpraod
tekivad termomõju tsoonis karastumisel tekkivate sisepingete -
tõmbepingete tõttu metalli
kiirel jahtumisel. Külmpragude
tekkimisele aitab kaasa õmblusmetalli niisketest elektroodidest,
mustusest ja veest detailide servadele sattunud vesinik
Enamkasutatavad keevitusviisid on:
Elektroodi
süütamineKui
kaar on süttinud, tõstke elektroodihoidik aeglaselt tavalisele
keevituskaugusele. Kaare paremaks süütamiseks toidetakse kaart
keevitusvoolust tugevama algvooluga
(Hot-Start).
Elektrood sulab ja sadestub tilkadena keevitatavale esemele ja
elektroodi väliskate hakkab kuluma ning
eraldama keevituseks
vajalikku kaitsegaasi. Eralduvad
tilgad võivad tekitada elektroodi
ja keevisvanni vahele lühise. Elektrikaare voolavuse
soodustamiseks toidetakse kaart momentaanselt kasvava keevitusvooluga (
Arc- Force ),
mis
takistab keevituskaare kustumist.
Elektroodi
kinnikeevitumisel detaili külge on võimalik rakendada funktsiooni,
mis peale teatud lühistamisaega katkestab seadme toite. See
võimaldab eemaldada elektrood ilma seda kahjustamata. Kattega
elektroodide
kasutamisel peab keevisõmbluselt räbu eemaldama pärast
iga keevitusläbimit.
1. Elektroodkeevitus e. käsikaarkIONISATSIOONI parandavad ainedЭлементыKNaBaLiAlCaCrMnCHONUi4,32
5,12
5,19
5,37
5,96
6,08
6,74
7,40
11,22
13,53
13,56
14,50
PÄRIPOLAARNE ' (б)VASTUPOLAARNE
Lühenda
kaarleeki, liiguta massjuhet ,kasuta vahelduvavoolu allikatPinge mõju õmblusele ja läbikeevituseleLiikumiskiiruse mõju а - скорость до 25 м/ч, б - скорость больше 25 м/ч
Väike keevituskiirus- õmblusmadal ja laia; ~ 2-3mm-sekundis, VÕNGUTADES ANNA AEGA ÄÄRMISES ASENDIS a-liite mõlema ääre suur läbikuumutus b- ühe külje tugev kuumutus B- õmbluse keskosa tugev kuumutusКороткие(
LÜHIKESED ÕMBLUSED)
(KESKMISE PIKKUSEGA ÕMBLUSED)
Joonis
1.
Elektroodkeevitus
MMA
-
manual metallic arc.
Euronormidele vastav tunnusnumber on 111. Elektroodkeevituses
kasutatakse
lisamaterjalina elektroode, millel on peal elektroodikate
(vt joonis 1). Elektroodide suurus määratakse elektroodi läbimõõdu
ja pikkuse järgi, näit märge 2,5-300 tähendab, et elektroodi
läbimõõt on 2,5mm ja pikkus 300mm. Elektroodikate võib olla
happeline (A), aluseline (B), tsellulooskate (C) või rutiilkate (R).
Elektroodkeevituse
eeliseks on see, et selle meetodiga saab keevitada
mitmesugustes ilmastikuoludes ja väga mitmesuguseid materjale.
Puuduseks on see, et elektroodi peab iga vähese aja tagant vahetama
ning keevisõmblus tuleb alati puhastada šlakikoorikust - seega on
elektroodkeevitus aeganõudvam.
Keevitamine
alumises asendis PAKeevitamine
seinal PF-PG Lagi -PE)
kasuta >4mm elektroode. vähene vool 20%. väike keevisvann.
Lühista kaarleeki.elektrood
70-80 kraadi liikumissuunas.Рис. 1.10.44 Сварка потолочных швовKaarkeevituse
vooluallikadKeevituskaare
toiteks kasutatakse reeglina madalapingelist (15…40 V) ja suurt
voolu (15…500 A) andvat erikonstruktsiooniga vooluallikat.
Kaarkeevituse vooluallikaid iseloomustatakse staatiliste (väliste)
ja dünaamiliste tunnusjoontega.
Põhimõtteliselt
saab kõik keevituse vooluallikad staatilise tunnusjoone järgi
jagada kahte rühma:
a)
püsivpingega e. püsiva keevituspingega, nn. jäiga tunnusjoonega
vooluallikad - kus keevituskaare pinge tööpiirkonnas praktiliselt
ei sõltu keevitusvoolust,
b)
püsivvooluga e.
langeva tunnusjoonega vooluallikad - järsult
langeva tunnusjoonega;
keevitusvool tööpiirkonnas on praktiliselt
püsiv või muutub minimaalselt.
Kaarkeevituse
vooluallikad:
· trafod
- kasut. vahelduvvooluga keevitamisel; on oma konstruktsioonilt
lihtsad, töökindlad ega vaja erilist
hooldust ; koormavad vooluvõrku
ebaühtlaselt;
·
alaldid
- kui keevitamiseks kasut. alalisvoolu, töökoja tingimustes;
koormavad vooluvõrku ühtlasemalt kui trafod, kuid on kõrgema
hinnaga;
·
inverterid
- elektroonilised, kaasaegsed
keevitusvoolu allikad;
·
generaatorid.
Kaarkeevitusel
võib kasutada erineva polaarsusega a
lalisvoolu
(direct current , DC) ja
ka
vahelduvvoolu
(alternating current, AC).
Keevitusvool:a)
vahelduvvool - AC,b) alalisvool - DC,-
päripolaarne alalisvool - DC-, mass(+)
-
vastupolaarne alalisvool - DC+. mass(-)Elektoodkeevitusel
on levinud keevitamine päripolaarse vooluga.
ElektroodkeevitusElektroodkeevitus
e. käsikaarkeevitus kattega elektroodiga, ka lihtsalt
käsikaarkeevitus (manual
metal arc welding, MMA-welding, shielded
metal arc welding, SMAW) kuulub rahvusvahelise
liigituse järgi
kaarkeevituse protsesside rühma ja alarühma metallkaarkeevitus ilma
kaitsegaasita.
Elektrood
kinnitatakse elektroodihoidikusse. Detail ühendatakse vooluringi
maandusklemmi abil.
Süüdatakse
keevituskaar, mille temperatuuri 5000...6000 ºC
toimel sulab elektroodivarras, elektroodikate ja põhimetall.
Tekib
keevisvann, kuhu siirduvad elektroodimetalli tilgad.
Elektroodivarda
ots sulab kiiremini kui kate, tekitades süvendi, mis suunab
sulametalli tilkade ja gaaside joa keevisvanni.
Kattest
eralduvad
gaasilised ained tekitavad kaarevahemikus gaasipilve ja
keevisvanni kohale gaasikaitse ümbritseva keskkonna (õhu) hapniku
ja lämmastiku mõju vastu.
Räbuga
kaetud elektroodivarda sulanud metalli tilgad, aga ka katte sulamisel
tekkinud vedelad räbutilgad siirduvad sulanud põhimetallist
moodustunud keevisvanni.
Kergemad
lisandid (gaasid, oksiidid, räbu) kerkivad keevisvanni pinnale.
Sulametalli vanni peal olev vedel räbu kaitseb metalli ümbritseva
keskkonna eest.
Keevisvanni
jahtumisel moodustub keevisõmblus ning selle pinnale tardunud
räbukoorik.
Tänapäeval
kasutatakse elektroodkeevitamisel ainult kattega elektroode.
Keevituskiirus
ja
tootlikkus on elektroodkeevitusel väikesed - ühe elektroodi
sulamise aeg on 1-2 minuti piires, millele järgnevad ajakaod
elektroodi vahetamiseks ja kaare taassüütamiseks.
Kasutusalad.
Pärast kattega elektroodi leiutamist 1905 aastal algas
elektroodkeevituse tööstuslik kasutamine erinevates tööstusharudes.Tänapäeval
tema osatähtsus väheneb teiste keevitusprotsesside kasvu arvel ning
moodustab arenenud tööstusmaades 20...25 %. Surveanumate ja katelde
remondil aktsepteeritakse põhiliselt elektroodkeevitust.
Elektroodkeevitust
kasutatakse kõikide teraseliikide, malmi, Ni ja Cu sulamite
keevituseks ja
piiratult Al-sulamite remontkeevituseks.
Elektroodkeevitus
sobib kõigile keevisõmbluse asenditele, kui valitakse õige
elektrood ja keevitusparameetrid.Elektroodkeevitus
sobib materjali paksustele üle 1,0...1,5 mm ilma piiranguteta
suurimale
paksusele .
Elektroodkeevitus
sobib nii sise- kui ka välistingimustes keevitamiseks. Veealuseks
keevitamiseks kasutatakse ainult elektroodkeevitust.ELEKTROODI
VALMISTAMINEElektroodkeevituse
eelised:-
lai keevitatavate materjalide valik,
-
kasutatav kõikides keskkonnatingimustes,
-
lai lisaainevalik, s.o. elektroodide valik varda metalli ja katte
koostise järgi,
-
seadmete hea transporditavus, ligipääsetavus,
-
lihtsad ja hästi teisaldatavad
seadmed ,
-
lihtne keevitusparameetrite seadistamine,
-
õmbluse hea kvaliteet.
Elektroodkeevituse
puudused:-
väike tootlikkus, v.a. kõrgtootlikud
elektroodid ,
-
halb mehhaniseeritavus,
-
protsessi mittepidevus, palju
alustus - ja lõpetuskohti, mis on
keevitusvigade potentsiaalseks põhjuseks,
-
palju
kahjulikke keevitusgaase,
-
elektroodikatete niiskuseimavus, mis nõuab elektroodide hoolikat
ladustamist, säilitamist ja ettevalmistust - kuivatamist.
KeevituselektroodidTeraste
käsikeevituselektrood koosneb vähese lisanditesisaldusega
madalsüsinik- või kõrglegeerterasest vardast ja elektroodikattest.
Keevituselektroodi
läbimõõt (metallvarda läbimõõt) standardsetel elektroodidel:
1,6; 2,0; 2,5; 3,2; 4,0; 5,0; 6,0 mm.
Elektroodide
pikkus: 200, 300, 350, 450 mm.
Keevituselektroodide
omadused:-
kaare süüdatavus ja taassüüdatavus, kaare stabiilsus,
-
vardametalli siirdemehhanism sulamisel - jämetilksiire,
peentilksiire,
-
pritsmete tekkimine ja nende hulk,
-
räbu voolavus, eemaldatavus,
-
asendiomadused - keevismetalli voolavus,
viskoossus ,
-
õmbluse üleminek põhimetallile, õmbluse pinna tasasus.
Elektroodikate
koostise ja omaduste järgi liigitatakse kattega elektroode:- happelisteks
(A),
- rutiilseteks
(R),
- tselluloosseteks
(C),
- aluselisteks
(B),
- paksrutiilseteks
(RR),
- happelis-rutiilseteks
(RA),
- aluselis-rutiilseteks
(RB).
Happelise
kattega
e.
happelised elektroodid (A) sisaldavad happelisi Mn, Si ja Fe
oksiide ja ferromangaani (FeMn).
Oksiidide
lagunemisel eraldub hapnik, mis vähendab sula keevisvanni
pindpinevust ja suurendab metalli voolavust.
Väikese
keevismetalli pindpinevuse tõttu esineb peentilksiire, millega
kaasnevad väikesed keevitusvoolu ja kaare pinge muutused. Seetõttu
on keevituskaare võimsus suur ja elektroode nimetatakse „kuumalt”
keevitatavateks.
Saavutatakse suur läbisulatus ja keevituskiirus. ja tootlikkus
Liikuva
sula keevismetalli ja rikkalikult moodustuva räbu tõttu mis tardub
kiiresti on raske keevitada ruumiasendites. Kasutatakse põhiliselt
keevitamiseks allasendis.
Tardunud
räbu kõrge aktiivsuse tõttu ei ole vajalik õmbluse servade
puhastamine - „laisa mehe elektrood”.
Õmblusmetalli
tugevus vastab keevale terasele.
Keevitamisel
eralduvad Mn
aurud on mürgised.
Tänapäeval
selliste elektroodide kasutamine väheneb, võidakse kasutada
kombineeritult RA katte
koosseisus .
Tsellulooskattega
elektroodid (C) sisaldavad kattes palju orgaanilisi gaasitekitajaid
aineid: tärklis, puidujahu,
puuvilla kedrust
teravilajahu
mistõttu keevitamisel eraldub palju vähemürgist keevitussuitsu.
Iseloomustab
keevituskaare suur võimsus ja hea läbisulatusvõime.
Räbu
jahtub suhteliselt kiiresti, mistõttu saab keevitada kõigis
asendites, ka ülalt alla.
Kasutatakse
torustike keevitamiseks.
Keevismetalli
mehaanilised omadused ei ole kõrged.
Rutiilkattega
e. rutiilelektroodid (R). Elektroodikate sisaldab suurel hulgal
titaani-ühendeid, näiteks
TiO2 ,
millel on hea
elektrijuhtivus .
Seetõttu
on kaar hästi süüdatav ja taassüüdatav.
Elektroodivarda
siire keevitusvanni toimub keskmise suurusega tilkadena.
Suhteliselt
lihtne keevitada, keevituskaar on püsiv, vähe
pritsmeid , õmbluse
pind sile ja kergesti eemaldatav räbu.
Õhukese
kattega (R) elektroodid sobivad hästi asendis õhukeste metallide
keevitamiseks.
.
Paksukatteliste
(RR)
elektroodide kate sisaldab suurel hulgal rauapulbrit, tekib palju
raskestijuhitavat räbu.
Tilga
pihustav siire põhimetalli..
Õmblused
ühtlased ja siledad.
Seetõttu
eelistatakse kasutada keevitamiseks allasendis.
Avatud
elektroodipakid võivad niiskuse käes imada vett ning siis tuleb
neid enne kasutamist kuivatada temperatuuril 80…100 ºC umbes 2
tundi
kuivatuskapis .
Keevismetall
sisaldab palju H2
ja O2,
mistõttu õmbluse löögisitkus on madal.
Keevitamiseks
võib kasutada nii vahelduv- kui vastupolaarset alalisvoolu.
Rutiilkatet
kasutatakse laialdaselt roostevabade elektroodide valmistamisel.
Aluselis-rutiilkate
(RB)
sisaldab aluselisi koostisaineid, mis parandavad õmbluse
löögisitkust.
hea
plastsus .
Keskmine
tilkade siire põhimetalli.
Parem
RR elektroodist. kasutatakse torude
keevitusel , juurekeevitusel ja
kostrukts.õblustel
Tselluloos-
rutiil (RC) ühendavad endas mõlema katte positiivseid omadusi.
Keskmine
katte paksus .
Väike
tilk siire põhimetalli.
Kasutatakse
asendis PG (Ü-A)
NB!
Ei tohi keevitada torude põkkõmblusi
Happelis-rutiil
(RA)Aluselise
kattega
e. aluselised elektroodid (B).
Kate
koosneb põhiliselt CaCO3
ja CaF2.
Esimene
komponent tagab kaare hea gaasikaitse.
Aluselise
räbu desoksüdeerivad omadused on head ja keevismetall on
metallurgiliselt puhas.
Keevitatakse
vastupolaarse alalisvooluga (DC+).
Elektroodimetall
siirdub keevismetalli jämedate tilkadena, mis lühistavad
kaarevahemiku, väheneb kaare võimsus ja energiavoog õmblusse.
Seetõttu
nimetatakse elektroode „külmalt” keevitatavateks.
Keevismetall
sisaldab vähe hapnikku, mistõttu keevismetalli suurema pindpinevuse
tõttu on pindõmblused kumeramad → sobivad paremini
asendi-keevituseks.
Keevismetallil
on järgmised head keevismetallurgilised omadused:
-
madal vesinikusisaldus → väheneb külmpragude e. vesinikpragude
tekkimise oht,
-
hea löögisitkus miinustemperatuuridel.
Aluseliste
elektroodide puuduseks on suur niiskuseimavus → suurendab
õmblus-metalli vesinikusisaldust, külmpragude ohtu, pritsmeid,
poore.
Elektroodide
niiskumise
kahtluse korral tuleb elektroode kuivatada 300…400 ºC
2…3 tundi.
Aluseliste
elektroodidega keevitamisel peavad keevitajal olema kõrged
kutseoskused, samuti peab ta oskama kasutada kaasaegseid
vooluallikaid.
Mehaaniliste
omaduste (plastsus, löögisitkuse) tagamiseks lisatakse elektroodi
vardasse ja kattematerjali
-
ALumiiniumi Al-, üldiselt harva sest tekitab õmbluses pragusid ja
raskestisulavaid oksiide-AL2O3
-
Titaan Ti-, hea taandaja, tekitab metallis nitriide mis vähendavad
lämmastiku sisaldust metallis.
-
Räni-Si- hea taandaja, kasutatakse kattematerjalis koos
kvartsliivaga. Kiirenda räbu pinnale jõudmist ja
vhapniku
eraldumist keevisvannist (mullidena)
-
Süsinik C- reageerib keevisvannis hapnikuga , tekib CO
süsinikoksiid, mis ei lahustu vaid tõuseb pinnale
mullidena
tekitades poore õmluses.
-
Mangaan Mn- kasutatakse laialdlaselt elektroodi katetes ja traadis.
Vähendab
kahjulike lisandeid: väävlit FeS+ Mn = MnS +Fe......
ELEKTROODI
katete paksus on 0,7- 2,5mm. Suhtena D/d elektroodi varda ja katte
vahel
M-õhuke
kate
C-keskmine
kate
D-
paks kate
G-
ülipaks kate
Keevituselektroodide
liigitus ja tähistus.
Teraste keevituselektroodid liigitatakse euronormide järgi 4 rühma:
- EN
499 - legeerimata ja madallegeerterastele,
- EN
1599 - kuumustugevatele terastele,
- EN
757 - kõrgtugevatele terastele,
- EN
1600 - roostevabadele ja kuumuspüsivatele terastele.
Elektroodide
tähistuse näide:
ISO
2560 E 51 3 B 160 2 0 HISO
2560 - ISO standardi number (mittelegeer- ja madallegeerterased),
E
- käsikaarkeevituselektrood,
51
- õmblusmetalli tõmbetugevus 51…65 kgf/mm2,
3
- õmblusmetalli katkevenivuse ja purustustöö tunnusnumber
löökpaindel (etteantud temperatuuril), katkevenivus 24% ja
purustustöö -20ºC juures 27J,
B
- elektroodikatte tüüp, aluseline kate,
160
- elektroodimetalli väljatulek 160%,
2
- kõik keevitusasendid, v.a. ülalt-alla,
1-
kõik asendid
3-
Pa, Pc, Pf asendid
4-
PA, PE, asend [soovitatakse ( ülespidi
vann -V ja allapoole vann
asndis )]
0
- vastupolaarne alalisvool,
H
- Keevismetalli madal H2
sisaldus.
Elektroodide
ja keevitusparameetrite valik.
Ülesandeks on valida elektroodid majanduslikult põhjendatult,
millega tagatakse kvaliteedinõudeid rahuldavad keevis-õmblused.
Põhinõudeks
on põhimetalliga võrdtugeva keevisõmbluse saamine.
Arvestada
tuleb koormamise viisi, kasutustemperatuuri, aga ka konstruktsiooni
iseärasusi.
Keevitusparameetrite
valik:
1. Elektroodi
tüüp terase tugevuse järgi.
2. Elektroodi
või traadi läbimõõt.
3. Keevitusvool.
MAG-keevitusel ka kaare pinge.
4. Keevituskiirus
- vajadusel.
Elektroodi Ø mm
2
2,5
3
3,25
4
Voolutugevus A
min
50
60
80
100
140
max
80
110
140
160
200
Толщина свариваемых кромок, 202
Диаметр электрода, мм
2
3 - 4
4 - 5
5 - 6
6 - 7
7 - 8
8 - 10
I
= (40/50) · dэ (а)
I
= (20-6 dэ)
· dэ (б)
Где:
I
- величина сварочного тока (А)
dэ
- диаметр электрода мм.
1.1. MIG/MAG tehnoloogia ajalugu
Keevitusprotsess
MIG/MAG k eevitus sai alguse Ühendriikidest 1948 aastal. Sel ajal
oli
kaitsegaasina kasutusel heelium ja protsessi kutsuti S.I.G.M.A keevituseks ( Shield Inert
Gas
Metal Arc). Algselt oli S.I.G.M.A mõeldud alumiiniumi ja teiste
värviliste metallide
keevitamiseks,
varsti võeti ta kasutusele ka teraste keevitamisel, sest protsess
võimaldas
keevitada
kiiremini võrreldes teiste keevitus moodustega.
Suurt
tähtsust omab ka NSV Liidus 1953 aastal venelaste Ljubovski ja
Novoshilovi poolt
leiutatud
võimalus kasutada kaitsegaasina kergesti kättesaadavat ja odavat
süsinikdioksiidi.
Aastatel
1958… 1959 muutis lühema kaare leiutamine traatkeevitamise
gaasikeskkonnas
mitmekülgsemaks.
Võimalikuks sai õhukesemate materjalide keevitamine tänu
peenematele
elektroodidele ja edasiarenenumatele voolutarvikutele.
Olemasolevaid
protsesse on muidugi moderniseeritud ja arendatakse jätkuvalt
arendatakse
uusi
versioone ning rakendusi. Uue protsessi leiutamine ning praktiline
kasutuselevõtt
võtab
aega umbes 15- 20 aastat. Investeeringuid ja kulusid sellises mahus suudavad
kahjuks
kanda ainult juhtivad tööstusriigid. Sellele vaatamata pole
keevitustehnika areng
sugugi peatunud.
1.2. MIG/MAG
keevitamise põhimõtted
Keevitamine
MIG/MAG meetodil on levinuim keevitusmeetod Euroopas, Ühendriikides
ja
Jaapanis.
Meetodi populaarsus tuleneb äärmiselt kõrgest produktiivsusest.
Samuti on
MIG/MAG
süsteeme kerge automatiseerida ja integreerida tööstuslikele
robotliinidele.
Keevituspüstolist
automaatselt väljutatav keevitustraat toimib (+) elektroodina ja
kaarleegis
sulades ka täiteainena. Keevituspüstoli otsikust, läbi
spetsiaalsete avade , väljub
automaatselt
ka niiöelda kaitsegaas , mis kaitseb elektrikaart ja sulametalli
õhuhapniku eest.
Tähtede
kombinatsioon MIG tähendab, et kaitsegaasiks on inertne gaas
( lisaMetall +
Inertse
Gaasi keskkond). Inertne kaitsegaas keevitatava metalliga
keemilistesse
reaktsioonidesse
ei astu. Selliste gaaside hulka kuuluvad näiteks argoon , heelium,
lämmastik
jt. Inertseid gaase kasutatakse värviliste metallide, kõrglegeeritud
teraste ja
erisulamite
keevitamiseks.
Tähtede
kombinatsioon MAG tähendab, et kaitsegaasiks on aktiivne gaas (
lisaMetall
+Aktiivse
Gaasi keskkond ). Aktiivse kaitsegaasi kasutamisel mingi osa sellest
laguneb
keevituskaares
ja reageerib keevitatava metalliga. Argooni segu süsinikdioksiidi
või
hapnikuga
on näiteks aktiivne gaas. Keevitamist süsihappegaasis kasutatakse
peamiselt
konstruktsiooni-
ja vähelegeeritud teraste puhul.
Gaasi
osa eelmainitud keevitusprotsessides on äärmiselt tähtis, määrates
ära protsessi
karakteristika
ja tulemuse.
Erinevate
materjalide keevitamiseks on välja töötatud erinevad gaasisegud.
1.3. MIG keevitusgaasid
ТИП
maht
bar
liitrit
50
50
200
10000
40
40
150
6000
10
10
200
2000
EN
440 - G 46 3 M G3Si1,
где:
EN
440 - номер стандарта;
G
- сплошная
проволока;
46
- прочность и относительное удлиннение;
3
- ударная вязкость;
М
- защитный газ;
G3Si1
- тип
химического состава проволоки.
Маркировка
электродной проволоки, химический
состав которой соответствует G3Si1
по
требованиям таблицы 1.8.4:
EN
440 - G3Si1
Таблица
1.8.2.Символы
обозначения предела текучести, предела
прочности и
относительного
удлиннения металла шва
Tähistus
vedelvoolavusMPa
tõmbetugevus-MPa Suhteline pikenemine A%
35
355
440 - 570
22
38
380
470 - 600
20
42
420
500 - 640
20
46
460
530 - 680
20
50
500
580 - 720
18
Таблица
1.8.3. Символы
ударной вязкости металла шва
Символ
Purustustöö tegur 47 J
Z
Нет требований
+ 20
0
0
2
- 20
3
- 30
4
- 40
5
- 50
6
- 60
Обозначение
типов защитных газов по EN
439:
М
- газовые смеси на основе аргона,
С
- углекислый газ.
Таблица
1.8.4.
Маркировка химического состава
электродных проволок
Символ
С
Si
Mn
Ni
Mo
Al
Ti + Zr
GO
G2Si1
0,06-0,14
0,5-0,8
0,9-1,3
0,15
0,15
0,02
0,15
G3Si1
0,06-0,14
0,7-1,0
1,3-1,6
0,15
0,15
0,02
0,15
G4Si1
0,06-0,14
0,8-1,2
1,6-1,9
0,15
0,15
0,02
0,15
G3Si2
0,06-0,14
1,0-1,3
1,3-1,6
0,15
0,15
0,02
0,15
G2Ti
0,04-0,14
0,4-0,8
0,9-1,4
0,15
0,15
0,05-0,2
0,05
G3Ni1
0,06-0,14
0,5-0,9
1,0-1,6
0,8-1,5
0,15
0,02
0,15
G2Ni2
0,06-0,14
0,4-0,8
0,8-1,4
2,1-2,7
0,15
0,02
0,15
G2Mo
0,08-0,12
0,3-0,7
0,9-1,3
0,15
0,4-0,6
0,02
0,15
G4Mo
0,06-0,14
0,5-0,8
1,7-2,1
0,15
0,4-0,6
0,02
0,15
G2Al
0,08-0,14
0,3-0,5
0,9-1,3
0,15
0,15
0,35-0,75
0,15
Рисунок
1.8.3. Конструктивные узлы сварочного
выпрямителя:
1.
Подвод сетевого напряжения
2.
Выключатель сварочного тока
3.
Трансформатор с переключателем напряжения
4.
Выпрямитель
5.
Дроссель
Inertsgaasis sulava elektroodiga keevitamine pole eriti levinud, sest
õmblusmetallis tekib
intensiivselt
poore. Pooriteket inertgaasis või nende segudes keevitamisel
põhjustab
inertgaasi
suur lisandisisaldus, sulametalli puudulik kaite, aktiivgaside suur
sisaldus
põhimetallis
ja keevitustraadis, ebapiisav desoksüdeerijate sisaldus
keevitustraadis, niiskus
keevitatavate
detailide pinnal jms.
1.3.1.
Lämmastikus keevitamine
Värviliste
metallide suhtes on lämmastik inertgaas . Kasutatakse suure puhtusega
lämmastikku.
Keevitatakse sulamatu elektroodiga.
Lämmastik
on inertgaasiks vase ja selle sulamite suhtes. Süsinikuvaeste ja
süsinikurikaste
teraste
keevitamisel soodustab lämmastik õmblusmetallis pooriteket.
Inertgaasis
keevitamisel kasutatakse enamasti sama keemilise koostisega
keevitustraati
nagu
on keevitataval tootel.
1.3.2.
Argoonis keevitamine
…on rakendatav kuumatugevast ja roostekindlast terasest ning värvilisest
metallist ja
nende
sulameist toodete valmistamisel. Keevitatakse kas sulamatu või
sulava elektroodiga.
Sulamatu
elektroodiga keevitatakse päripolaarse alalisvooluga või
vahelduvvooluga.
Sulamatute
elektroodidena kasutatakse folframelektroode.
• Kõrglegeerteraste
keevitamisel sulamatu elektroodiga tarvitatakse lisametallina
keevitustraati,
millel on keevitatava materjaliga sama koostis. Keevitatakse
päripolaarse
alalisvooluga.
• Alumiiniumi
ja magneesiumisulameid keevitatakse vahelduvvooluga, et purustada
nende
oksiidikelmet.
• Titaani
ja selle sulameid, tsirkooniumi, molübdeeni, tantaali jt. Aktiivseid
metalle on
soovitatav
keevitada päripolaarse alalisvooluga.
Argoonis
käsikaarkeevitamisel on mõned iseärasused: keevituspõletit ei
võngutata,
lisametalli
ja keevitatava toote pinna vaheline nurk hoitakse piires 15…20º,
keevituspõleti
nurk
toote pinna suhtes on 75…80º. Keevitamise režiim valitakse
olenevalt keevitatava
toote
paksusest ja keemilisest koostisest.
1.3.3.
Heeliumis keevitamine
…on
sarnane argoonis keevitusega. Võrreldes argoonis keevitamisega põleb
kaar
heeliumis
püsivamalt ja põhimetalli läbisulatus on sügavam.
Argooni
(65%) ja heeliumi (35%) segus keevitamisel saadakse põhimetalli
sügav läbi-
sulatus ,
hästi moodustunud õmblus ning keevitamisel tekib vähe pritsmeid.
Niisuguses
segus
keevitamine tuleb tunduvalt odavam kui puhtas heeliumis keevitamine.
1.4. MAG
Aktiivgaasidena
on keevitamisel kasutusel süsihappegaas ja selle segud hapnikuga.
1.4.1.
Süsihappegaasis keevitamine
Süsihappegaasis
keevitamisel kaitstakse kaart ja sulametalli hapniku ja lämmastiku
toime
eest.
Keevitada võib kas sulamatu või sulava elktroodiga. Süsihappegaasis
keevitamisel
kasutatakse
sulava elektroodina suure desoksüdeerijate (mangaan, räni jt.)
sisaldusega
keevitustraati,
et kompenseerida nende elementide väljapõlemist
keevituspiirkonnast.
Süsikuvaeste
ja madallegeerteraste süsihappegaasis keevitamiseks kasutatakse
mangaanränitraati.
Hapnik
vähendab õmblusmetalli süsinikusisaldust. Hapnikuliig kaitsegaasis põhjustab
pooriteket
õmblusmetallis ning ka desoksüdeerijate küllaldase olemasolu
korral suureneb
hapnikusisaldus
õmblusmetallis, mistõttu selle mehaanikalised omadused halvenevad.
1.5. MIG/MAG
keevitustehnika
See
mõiste hõlmab keevituspüstoli suunamist keevitatava liite suhtes,
põleti kaldenurka ja
suudmiku
kaugust keevitatavast pinnast. Põleti liikumise iseloom keevisliite
suhtes oleneb
liite
tüübist, keevitatavate kihtide arvust ja õmbluse asendist ruumis.
Keevituspõleti
liikumisega
moodustatakse etteantud mõõtmete ja kujuga õmblus. Seejuures saab
põleti
liikumisega
mõjutada õmblusmetalli struktuuri. Eriti tuleb seda silmas pidada
karastumisele
kalduvate kõrglegeerteraste ja sulamite keevitamisel.(lisa viide argoonis
keevitamise
tehnika kohta punkt 1.3.2)
2.
Traatkeevitus inertgaasi keskkonnas
Joonis
3. TIG keevitus
keevitus
sulamatu elektroodiga inertgaasi keskkonnas (TIG - tungsten inert
gas, euronormidele vastav tunnusnumber on 141) TIG keevituses
kasutatakse inertgaasina tavaliselt puhast argooni või argooni segu
vähese lämmastikoksiidiga (AGA MISON) Harvemini kasutatakse
heeliumit (He) (Vt joonis 3) TIG keevitus on
elekterkaarkeevitusprotsess, kus kaarleek põleb sulamatu
volframelektroodi ja keevitatava materjali vahel. TIG protsessiga
võib keevitada kas lisaainega või ilma. Lisaaine viiakse kaarleegi
toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine
sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse
kaarleegi juurde kaitsegaas, mis kaitseb keevisõmblust välisõhu
kahjuliku mõju eest. TIG keevitus sarnaneb oma tehnoloogia poolest
gaaskeevitusega. TIG keevituse eelisteks on, et see sobib väga
paljude metallide keevitamiseks, ei ole pritsmeid, saab keevitada
suhteliselt õhukesi materjale. Puuduseks on protsessi suhteline
aeglus, tundlikkus tuuletõmbe suhtes (nagu ka MIG-MAG-il) ja
tundlikkus ebapuhaste pindade suhtes.
Päripolaarsus
on tavaliselt kõige enam kasutatav polaarsus , mis võimaldab
keevitada enamikku materjale. See tähendab, et TIG-põleti on
ühendatud P2 negatiivse pesaga ja keevitatava eseme klemm on
ühendatud positiivse pesaga P1. Selle polaarsuse kasutamisel on
elektroodi kulumine piiratud, sest kuumus mõjub põhiliselt
keevitatavale esemele.
Seda
polaarsust kasutatakse siis, kui keevitatakse hea soojusjuhtivusega
materjalide, nagu vask ning samuti ka terase keevitamiseks. Terase
keevitamiseks on soovitav kasutada punaseid tooriumiga legeeritud (2%
tooriumi) volframelektroode. Elektroodi läbimõõt varieerub vastavalt valitud keevitusvoolule.
?
Päripolaarsus
impulssvooluga (pulseeriva vooluga) keevitamisel:
Impulssvool
(pulseeriv vool) võimaldab paremini kontrollida keevisvanni ja tagab
väiksema termiliselt mõjutatud ala koos väiksema deformatsioonide,
pooride tekkimise ja kuumpragunemise ohuga. Sageduse suurendamisega
saavutatakse stabiilsem ja intensiivsem keevituskaar. See võimaldab
saavutada kõrgema kvaliteediga keevisõmbluse õhukeste materjalide
puhul.
?
Vastupolaarsus:
Vastupolaarsus
teisest küljest võimaldab keevitada sulameid, mis on kaetud
kuumuskindla oksiidkattega (mille sulamistemperatuur on kõrgem
metalli sulamistemperatuurist). Sellisteks oksiidkattega metallideks
on näiteks alumiinium (ja tema sulamid ) ning magneesium .
Vastupidiselt
päripolaarsusele kinnitatakse vastupolaarsuse korral TIG-põleti
positiivse kaablipesa P1 külge ja keevitatava eseme kinnitusklemm
negatiivse kaablipesa P2 külge. Selle polaarsuse korral mõjub
elektroodile tugev kuumus, mille tõttu elektrood kulub. Seepärast
võib keevitada ainult väikeste vooludega.
AC
(vahelduvvooluga) TIG-keevitus
AC
TIG-keevitust kasutatakse alumiiniumi ja ?sulamite ning magneesiumi
keevitamiseks. Positiivse poollaine ajal saavutatakse oksiidikihi
lõhkumine ja negatiivse poollaine ajal elektrood jahtub ja
saavutatakse hea läbikeevitus, kuna see suurendab soojuse ülekannet
materjalile. Muutes vahelduvvoolu balanssi saab reguleerida
puhastamise ja läbikeevituse suhet.
AC
TIG keevituseks saab kasutada puhtaid volftramelektroode (rohelised)
või kroom -tsink lisandiga elektroode (valged). Elektroodi
ettevalmistamiseks tuleb ots ümardada vastavalt keevituse
parameetritele.
5. Gaaskeevitus
GW
- gas
welding.
Hapniku-atsetüleeni keevitus, euronormidele vastav tunnusnumber on
311. (Vt joonis 4). Gaaskeevitus oli varemalt väga laialdaselt
kasutatav keevitusviis, kuid seoses uute keevitustehnoloogiate
kasutuselevõtuga on gaaskeevituse osatähtsus langenud. Gaaskeevitus
on sulakeevitusviis, kus vajaminev kuumus metalli sulatamiseks
saadakse põlevgaasi ja hapniku segust süüdatud leegist.
Põlevgaasiks võib olla atsetüleen, propaan või butaan. Kõige
laialdasemalt kasutatakse hapniku (O2) ja atsetüleeni (C2H2) segu,
mis annab sulatustemperatuuriks kuni 3200°C. Enamikel juhtudel
kasutatakse gaaskeevitusel lisametalli traadi kujul. Gaaskeevituse
eeliseks on see, et see sobib peaaegu kõikide laiemalt kasutatavate
metallide keevitamiseks. Negatiivse poolena võib välja tuua
asjaolu, et gaaskeevitusel toimub väga suur soojuse ülekandumine
keevitatavale detailile, mis omakorda tekitab ulatuslikke
deformatsioone. Gaaskeevituse protsess on ka suhteliselt aeglane,
võrreldes elekterkeevitustega.
Gaaskeevituse
asendid ja leegitüübid
Joonis
14. Normaalleek [3:3-9]
Gaaskeevitus
on sulakeevitusviis, kus vajaminev kuumus metalli sulatamiseks
saadakse põlevgaasi ja hapniku segust süüdatud leegist.
Põlevgaasiks võib olla atsetüleen, propaan või butaan. Kõige
laialdasemalt kasutatakse hapniku (O2) ja atsetüleeni (C2H2) segu,
mis annab sulatustemperatuuriks kuni 3200°C. Enamikel juhtudel
kasutatakse gaaskeevitusel lisametalli traadi kujul. Gaaskeevituse
eeliseks on see, et see sobib peaaegu kõikide laiemalt kasutatavate
metallide keevitamiseks. Negatiivse poolena võib välja tuua
asjaolu, et gaaskeevitusel toimub väga suur soojuse ülekandumine
keevitatavale detailile, mis omakorda tekitab ulatuslikke
deformatsioone. Gaaskeevituse protsess on ka suhteliselt aeglane,
võrreldes elekterkeevitustega.
Joonis
15. Oksüdeeriv leek
Vajaliku
gaasisurve reguleerimiseks avatakse põletil korraks kumbki
gaasikraan, et tekiks gaasi läbivool läbi ballooni küljes oleva
reduktori. Gaasi läbivoolul läbi reduktori reguleeritakse
gaasisurve reduktori kraanist vajaliku surveni. Gaasileegi süütamisel
avatakse kõigepealt kergelt põletil olev hapnikukraan, seejärel
põletil olev atsetüleenikraan ja süüdatakse gaasisegu. Gaasisegu
süttimisel reguleeritakse leek vastavalt vajadusele. Tavaliselt
kasutatakse keevitus ja jootetöödel normaalleeki (vt joonis
14).
Gaasileeki,
milles on hapniku suur ülehulk, nimetatakse oksüdeerivaks leegiks,
sel juhul on põletisse antava hapniku maht atsetüleeni mahust
rohkem kui 1,3 korda suurem (vt joonis 15). Niisugust leeki
kasutatakse messingi keevitamisel või vase ja valuterase
kõvajootmisel.
Joonis
16. Taandav leek [3:3-9]
Gaasileegi
segu, mis on rikastatud atsetüleeniga, nimetatakse taandavaks
leegiks (vt joonis 16), sellist leeki kasutatakse valuterase,
alumiiniumi ning tsingi jootmisel ja keevitamisel.
Tabelis
3 on välja toodud materjalid, mille puhul kasutatakse normaalleeki,
oksüdeerivat leeki ja teendavat leeki.
Tabel
3. Leekide kasutamine vastavalt materjalidele
Gaaskeevituse
võtted ja asendid
Gaaskeevituses
kasutatakse põhiliselt kahte keevitusvõtet (suunda), vasak- ja
paremasuunalist keevitust. Võtted erinevad teineteisest lisametalli
asendi poolest keevitusleegi suhtes ja põleti liikumissuunast.
Vasaksuunalisel keevitusel suunatakse leek keevitussuunas ja
lisametalli varras asetseb/liigub leegi ees. Liikumine toimub
paremalt vasakule ja nii põleti kui ka lisametalli varras asetsevad
põhimaterjali suhtes ca 45° nurga all (vt joonis 17)
Joonis
16. Vasaksuunaline keevituse asend
Vasaksuunalist
keevitusvõtet kasutatakse põhiliselt kuni 3mm paksuste materjalide
keevitamisel.
Lisametalli varrast hoitakse nii, et leek kuumutaks varda otsa ning
varrast liigutatakse kergelt edasi-tagasi. Keevitust alustades
kuumutatakse pilu servi nii, et pilusse sulaks pirnikujuline pesa,
kuhu sulatatakse lisamaterjali varrast. Keevisõmblus peab jääma
kõrgemaks põhimaterjali pinnast ja olema pealt kerge tugevdusega e
kumerusega.
Joonis
18. Paremsuunaline keevituse asend [2:229]
Paremsuunalise
keevituse puhul on leek suunatud keevisõmbluse poole ja liikumine
toimub vasakult paremale. Nii põleti kui ka lisametalli varras
asetsevad põhimaterjali suhtes ca 45° nurga all (vt joonis 18).
Paremsuunalise
keevitusega keevitatakse üle 3mm
paksusega
materjale.
Lisamaterjali varrast liigutatakse ovaalselt keevisvanni pilus. Varda
ots ulatub peaaegu pilu põhjani, et toimuks kvaliteetne läbikeevitus
ja keevisõmblusele moodustuks nõuetekohane juur.
Gaaskeevitust
kasutatakse põhiliselt torude keevitamisel mitmesugustes asendites.
Kitsastes kohtades kasutatakse vaatevälja parandamiseks
keevituspeegleid.
Gaaskeevituse
lisamaterjali varda läbimõõdu valikul lähtutakse keevitatava
materjali paksusest (t). Lisamaterjali varda Ø d=0,5t. Näiteks, kui
t=4mm, siis d=2mm. Liiga peenike lisamaterjali varras raskendab
keevitust, kuna see sulab kiiresti ja materjali tuleb ka kiiresti
peale sulatada. [2:229]
Gaaskeevitusel
kuni 3mm paksustel materjalidel kasutatakse I- pilu ja pilu laius on
2-3 mm. Üle 3mm paksuste materjalide keevitamisel kasutatakse V
-pilu, mille faasid moodustavad 60°-se nurga ning pilu on 2-4mm.
Alumiinium
Väikese
tugevuse ja suure plastsuse tõttu kasutatakse tehnikas puhast
alumiiniumi suhteliselt vähe. Enimkasutatavad sulamid on
duralumiinium
ja silumiin .
Peamised
raskused alumiiniumi ja selle sulamite keevitamisel on järgmised:
Sulametalli
pinnal moodustub rasksulav (Al2O3) kiht, mis takistab metalliosakeste
kokkusulamist. Eriti keerukas on protsess veel seetõttu, et
aloksiidil on kõrge ( 2050 C°) ja alumiiniumil madal (658 C°)
sulamistemp.
Suure soojusjuhtivuse tõttu tuleb massiivseid detaile eelkuumutada
Kuni
5 mm paksust lehtal faasimata, üle selle servad faasitakse. Kuni 25
mm detaile võib eelkuumutuseta. Üle 25 mm paksusi soovitatav
eelkuumutada temp 300...400 C°
Kaitsegaasidest
on argoon kõige sobivam . Võidakse keevitada käsitsi
poolautomaatselt või automaatselt. Käsitsi keevitamisel kasutatakse
sulamatuid volframelektroode ja erihoidikuid. Keevitustraadi läbimõõt
(mm) võetakse vastavalt keevitatava metalli paksusele. Keevitada
võib vastupolaarse alalisvooluga või vahelduvvooluga. Kui
alumiiniumi ja selle sulamite keevitamisel kasutati kattega
elektroode või räbustit, siis tuleb õmblustelt pärast keevitamist
räbu tulise veega pestes korralikult eemaldada. Räbu on sööbiva
toimega ja võib metalli rikkuda.
Duralumiiniumist
ja silumiinist toodete keevisliited tuleb pärast keevitamist
lõõmutada, hoida 1,5...2 tundi temperatuuril 300...370 °C ning
jahutada pärast seda aeglaselt. Karastuvast duralumiiniumist detaile
on soovitatav pärast keevitamist vees karastada (kuumutada
temperatuurini 500...510°C) ja seejärel vanandada.
AL-d
liigitatakse sõltuvalt keevitatavusest järgnevalt:
hästi
keevitatavad Al-d mida saab kasutada erinevate konstruktsioonide
valmist.
piiratud
keevitatavusega Al sulamid mida ei soovitata keevitada
konstruktsioniks
keevituseks
sobimatud Al-d mida ei tohi kasutada konstruksiooniks keevitada
Vase
ja selle sulamite
keevitamiseks sobivaid teraste keevitamiseks kasutatavad räbustid.
Vase
keevitamist raskendavad:
suur soojusjuhtivus ,
hea
vedelvoolavus,
kalduvus
tugevasti oksüdeeruda kuumas (eriti aga sulavas olekus).
soojusjuhtivus
on 6x suurem kui terasel .
Keevitatavust
mõjutavad tema koostises olevad lisandid, kõige rohkem vismut.
Kuni
4 mm paksusi keevitatakse ilma servamata. Põkkliited vahedeta. Nurk-
ja vastakliidete keevitamiseks tuleb toode asetada nii, et mõlemad
keevitatavad pinnad paikneksid rõhtpinna suhtes 45° nurga all.
Üle
5 mm paksusi tuleb eelkuumutada tempi 200...300°C.
Vaske
saab keevitada ka kaitsegaasis:argoonis või lämmastikus.
Kuumas
või sula olekus oksüdeerub vask vask(I)oksiidiks Cu2O . See
reageerib metallis lahustunud vesinikuga ning põhjustab
pinnapragusid. Kõige paremini keevitatav on elektrolüütiline vask,
mille lisandisisaldus on kuni 0,05%. Vase keevitamisel kasutatakse
käsikaarkeevitust, automaatkeevitust räbustis, gaaskeevitust ja
kaitsegaasis keevitust.
Vaske
saab keevitada ka kaitsegaasis:argoonis või lämmastikus. Vaske saab
argoonis või lämmastikus keevitada sulamatu volframelektroodiga või
sulavelektroodiga. Ulatuslikult on levinud volframelektroodiga
keevitamine päripolaarse alalisvooluga. Lisametallina kasutatakse vasest M1, M2 ja M3 vardaid.
Sulavelektroodiga
keevitatakse samuti päripolaarse alalisvooluga. Elektroodid tehakse
vasktraadist (M1) või pronkstraadist.
Gaaskeevitust
rakendatakse vase puhul kõige enam. Kuni 5 millimeetri paksuse vase
keevitamisel on lisametalliks vask M1, M2 või M3.
Malmi
ja tundmatu terase keevitamine.
Malmi
keemiline koostis ja struktuur raskendavad oluliselt tema
keevitatavust.
Raskendavad:
kõrgendatud haprus , ebaühtlasel kuumutamisel ja jahutamisel võivad tekkida
praod.
kiirel
jahtumisel võib termomõju tsoonis tekkida raskelt töödeldav
valgemalm.
keevitamisel
tekivad gaasid mis tekitavad poore.
põhimetall
ja keevismetall nakkuvad halvasti
sulam on vedelvoolav ning seega keevisvanni on raske juhtida.
malmi
keevitamist kasutatakse ainult remondi puhul mitte konstuktsioonide
tootmisel. Enne keevitamist kuumutatakse detail 600…700 oC.
Täitematerjalis kasutatakse palju lisandeid, et keevisõmblus oleks
elastsem (Ni; NiFe; CuSn; NiC).
Eelkuumutamise
eesmärk on vähendada keevismetalli ja toote temperatuuride
erinevust ja sellest tingitud sisepingeid ja võimalikke pragusid.
Materjali
jahtumisest ja sellega kaasnevast sisepingete vähendamise ja
võimalikult kitsa temomõju vööndi saamiseks põhimaterjalis on
soovitav teostada keevitus võimalikult külmalt. Sellisel juhul
kasutatakse käsikaarkeevitusel väikese läbimõõduga elektroode ja
väikest keevitusvoolu. Elektroodi liikumine toimub ilma
võnkumisteta, keevisõmblus moodustub lühikestest väikestes ja
kitsastest keevitusläbimitest. Õmbluse läbitagumine toimub jahtumise ajal.
Malm on habras ja tal ei ole suurt võimet deformeerides kuju muuta.
Keevismetalli ja põhimaterjali segunemisel muutuvad õmblusmetalli
omadused. Kasutatakse süvistuselektroodi servade eetevalmistamiseks,
pragude, defektsete õmbluste süvistamiseks ja õmbluse juure
avamiseks. Keevitada ei saa tervet lõiku korraga vaid vaheldumisi keevitades ja jahutades, sest muidu kuumuse tõttu malm paisub ja
tekivad praod tema sisse. Peale õmbluse valmimist tuleb seda
vasardada, et eeemaldada sisepinged. Alalisvoolu ja miinuspooluseid
tuleks kasutada juhul, kui see on ette nähtud. Selle kasutamine
põhjustab vähem martensiidi tekkimist.
Roostevaba terase
iseärasused süsinikkonstruktsiooniterasega võrreldes on järgmised:
1)madalam
sulamistemp. - vajalik väiksem keevitusvool
2)väiksem
soojusjuhtivus, suurem läbisulatus ja termomõju tsooni kõrgem
temperatuur - vaja piirata keevitusenergiat ja -voolu.
3)Suurem joonpaisumistegur , järelikult suuremad deformatsioonid ja kahanemine
- rakiste kasutamine, tagasisammuga keevitamine, traagelõmblused
tihedamalt
4)Kõrgem
elektritakistus, mis tingib elektroodi suurema kuumenemise sama
keevitusvoolu korral - piiratakse keevitusvoolu ja elektroodide
pikkust.
Roostevabade
teraste keevitatavust sõltuvalt nende keemilistest koostisest saab
hinnata täiustatud Schaeffleri diagrammi abil, kus on näidatud
võimalikud teraste, lisametallide ja keevisõmbluste struktuurid sõltuvalt kroomi ja nikli ekvivalendist, aga ka ebasoovitatavad
piirkonnad.
Legeerimata
terased on hästi keevitatavad kui süsiniku sisaldus on neis alla
0,21%, süsinik sulab 3632°C juures ja hakkab keema 4800°C juures,
süsinik annab terasele juurde tugevust kuid koguse kasvades
suurendab ka terase rabedust. Kui süsiniku sisaldus terases on üle
0,25% siis võivad keevitustsoonis tekkida praod.
Terase
kõvaduse ja tugevuse suurendamiseks lisatakse terasesse mangaani ,
mis on samuti üks terase põhikomponente (tavaterastes kuni 1,65%)
Mangaan sulab 1260°C juures ja lisatakse üleliigse hapniku
(desoksüdeerija) eemaldamiseks terasest, suurendab läbikarastavust,
parandab keevitatavust.
Legeeritud
terastel arvestatakse legeerivate ainete mõju keevisõmbluse
kvaliteedile nn süsinikuekvivalendi abil: CEV = C + Mn6 +(Cr + Mo +
V)5 + (Ni + Cu)15 . CEV peaks olema alla 0,41. Kui CEV arv on 0,41 -
0,45, tuleks hea kvaliteedi saamiseks kasutada aluselise kattega
elektroode.
Kaitsegaasi
valik sõltub keevitatavast materjalist.
Kaitsegaasi
tähtsus:
Kaitsta
keevisõmblust, elektroodi, keevitustraadi otsa ja sula lisametalli
tilku õmbluses oleva hapniku ja lämmastiku eest.
Luua
eeldused kaarleegi põlemiseks soovitud viisil.
Põleti
otsa jahutamine
Kaitsegaas
mõjutab:
Keevisliite
sügavust ja kuju
Keevituskiirust
Pritsmete
suurust ja hulka
Keevitusrežiimi
Keevisõmbluse
kõrguse ja laiuse suhet
Töö
kvaliteeti
Keevise hinda
Töökeskkonna mugavust , puhtust ja ohutust
Süsihappegaas
(CO2)
keevituskaare
pinge kasvab kiiresti kaare pikenedes, mis raskendab sobiva
keevitamisrežiimi leidmist
tänu suurele tihedusele annab hea kaitse sulametallile
Keevituskaar
ei ole juhitav
Keevituskarel
ei teki süsihappegaasi kasutades selget tsentrit, seega saadakse lai
sulamispiirkond
Suured
pritsmed, kuna lisametalli siirdumine toimub suurte tilkadena
Tekib
palju keevitussuitsu
Süsihappegaas
on kaheaatomiline gaas, mille CO2 molekul laguneb kaares 2CO2 ->2CO
+ O2 Süsinikoksiidiks ja hapnikuks ja edasi 2CO -> 2C+O
süsinikuks ja hapnikuks. Siis võib süsinik tungida sulamisse ja
vaba hapnik mõjub hapendavalt teatud aineosale. Süsihappegaasi
lagunedes hapnikuks ja süsinikoksiidiks hapnik põletab ära
keevitustraadi seosained, eelkõige räni ja mangaani. Lisaks
nõrgendab õmblusesse jääv vaba hapnik löögisitkust. Katsed
näitavad, et löögisitkus
väheneb
kuni 50% madalatel temperatuuridel .
Süsihappegaas
annab suurema
ja kõrgema keevisõmbluse
kui segugaas, mille tõttu on suurem ka lisaaine kulutus , samuti on
suuremad kaod pritsmete näol.
Argoon(80%)+CO2(20%)=
Agamix 20
Argooni
ja süsihappegaasi segu, AGAMIX-20 annab kasutajale võimaluse saada
kasu mõlema gaasi parimatest keevitus-tehnilistest omadusetest.
Segugaasi eelised on:
Suur
tihedus (80% Ar, 20% CO2) umbes 1,73 kg/m3, mis on küll väiksem kui
puhtal CO2’l
Keevitusseadme
režiimi leidmine on lihtne
Pritsmete
suurus ja hulk väheneb
Keevise
mehaanilised omadused on märgatavalt paremad
Suurem
keevituskiirus
Tekib
vähem keevitussuitsu
Keevituseks
sobilik kaarleek. Pinge muutub vähe, kuigi keevitusvool muutub
palju. Selle tõttu metalli ja keevituspüstoli vahelise kauguse
muutumine mõjutab kaarleegi pinget väga vähe.
Lisametalli
siirdumine toimub ühtlaselt
Kindlat
kaarleeki andev reziimi ala on segugaasi kasutades CO2-ga võrreldes
tunduvalt suurem. Selle tõttu on sobiva
keevitusreziimi leidmine segugaasi kasutades kiirem ja lihtsam.
Samuti on nii tõmbetugevus
kui ka löögisitkus
segugaasiga
keevitamisel märgatavalt paremad
kui süsihappegaasi abil tehtud keevitusel.
Segugaasi
ioniseeritud kaarleegis tekit elektrit hästi juhtiv ala. Selle tõttu
on keevituspinge
segugaasiga keevitamisel 3V väiksem
kui CO2 gaasiga . Segugaasiga keevitades võib suurendada
keevitustraadi etteannet
ja saavutada niimoodi suurem
keevituskiirus.
Süsihappegaasilt segugaasile üleminnes tuleb traadi etteandekiirust
tõsta 20-30%. Katsed näitavad, et segugaasiga käsitsi keevitamisel
võib keevituskiirus tõusta 20-40% ja masinaga kuni 2x.
20. purustav ja mittepurustav kontroll. Kontrolli seadmed ja aparatuur .
Põhilised
mitte
purustava kontrolli
tüübid:
visuaalne uurimine
kapillaarkatse
magnetpulbri
katse
katse
pöördvooludega
radiograafia
ultraheli kontroll
Visuaalne
kontroll (VT)
- kõige levinum ja odavam kontrolli liik. Enne teiste tüüpide
juurde liikumist kontrollitakse alati visuaalselt . Inimsilma täpsus
ja kogemustele rajanev pagas moodustavad väga hea kontrollmooduse.
Inimsilm on võimeline märkama pragu , mis on 50 mikromeetri laiune
ja ümarat auku ( poori , jne) kui selle läbimõõt on vähemalt 100
mikromeetrit.
Kontrolli
tingimused katsel:
kontrollitav
pind peab olema hästi valgustatud
kontrollimisel
olev keevisliide peab olema vaadeldav lähemalt kui 600 mm
vaatlusnurk
peab ületama 30 kraadi
Otsesel visuaalsel kontrollil kasutatavaid abivahendeid: mõõtejoonlaud skaalaga 1mm, nihikkaliiber, pilukaliiber, luup suurendusega 2x-5x,
profiilkamm traadi läbimõõduga alla 1mm.
Kaudsel
visuaalsel kontrollil kasutatavad abivahendid ja seadmed: vaatluspeeglid, videokaamerad, fiiberoptika
Kappilaar
kontroll (PT)
hea, odav ja lihtne kontroll meetod. Kuna katse läbiviimine ei eelda
elektrivoolu olemas olu, siis saab seda meetodit kasutada kõikides
tingimustes. Ainus eeldus on, et katset viiakse läbi temperatuuril
15-50 kraadi. Kui tahetakse kontrollida madalamatel või kõrgematel
temperatuuridel nõutakse katsetuse eelnevat kalibreerimist.
Peamiselt
kasutatakse pinna pragude, pooride, liitekohtade, ülevaltsimiste ja
lekete kontrollimiseks. Soodsatel tingimustel on võimalik avastada
pragusid, mis on 1mm pikad ja laius üle 0,1 mikromeetri. Katseviisi
puuduseks võib lugeda seda, et see ei näita ära, kui sügav pragu
on.
Kapillaar
katseid jagatakse kahte liiki: värviliseks ja fluorestseerivaks .
Värvilise lahenduse puhul on defektid nähtavad päevavalguses ja
üldiselt on need punast värvi. Fluore. variandi puhul on defektid
nähtavad ainult UV valguses käes ja neid otsitaks tavaliselt
UV-lampidega.
Magnetpulberkontroll
(MT)
- kontrollitavas detailis luuakse magnetvoog, detaili pinnale
puistatakse magnetiseeruva metalli (üldiselt raua) pulbrit. Materjalis olevad praod ja pinna defektid tekitavad magnetvoos
lokaalseid häireid ja metalli pulber koguneb nendesse kohtadesse.
See ilming aitab eriti hästi leida tihedalt kokkusurutud praolisi
defekte. Lisaks sellele on magnet kontrolli lihtne teostada ka
keeruka kujuga komponentidel, ning ka kontroll seadmed on lihtsa
ehitusega ja kergelt transporditavad.
Kontrollimise
käigus tekkivad ilmingud on selgesti eristatavad ja see on suureks
plussiks. Lisaks sellele on võimalik määrata ka pragude sügavusi.
Mida sügavam on pragu, seda rohkem koguneb selle kohale
magnetiseerunud rauapulbrit. Samas võib ilmneda ka vigu, kui
kontrollitav pind ei ole korralikult puhastatud või mõnel harval
juhul ka keevisõmbluse geomeetriast tingituna.
Meetodi kõige suuremaks veaks ja puuduseks on see, et seda saab kasutada
ainult raua põhiste metallide kontrollimisel, sest muud metallid ei
magnetiseeru.
Radiograafia
(RT e. röntgenkontroll)
- radiograafias kasutatakse kahte kiirguse liiki röntgen ( tehislik )
ja gamma (looduslik) kiirgust. Põhiline vahe on selles, et röntgen
kiirhus tekitatakse elektriliste abivahenditega, aga gamma kiirgust
ei saa elektriimpulsside abil reguleerida (kiirgab pidevalt kuni aatomituumas on mida lagundada).
Röntgenkontrolli
eelised:
Katse
tulemusena saadakse püsiv dokument (pilt), mida saab ka hiljem uuest
üle kontrollida.
Kontrollobjekti
materjalil ja pinna ettevalmistusel on vähene mõju saadavatele
tulemustele.
Annab
ettekujutuse katseobjekti sisemistest defektidest ja struktuurist.
Röntgenkontrolli
puudused:
Defekti
paiknemise sügavust ei saa määrata ilma erivahenditeta
Praod
ja liitevead võivad jääda märkamatuks, kui kiirgus ei lange
nendele võimalikult otse
Paksema
materjali korral võib tekkida kiirguse hajumine , mis halvendab
saadava pildi kvaliteeti
Meetod
on oma hinnalt kallis ja sellega on võimalik kontrollida ainult
suhteliselt õhukesi detaile, mis on kuju poolest lihtsad ja kergesti
käsitsetavad
Röntgen
seade on suur ja kaalub palju, seega on seda keeruline saada
kitsamatesse kohtadesse, sammuti eeldab katsetehnika ka piisava
fookuskauguse säilimist objektiivi ja detaili vahele, et saadaks terav kujutis
Katsetamisega
kaasneb suur kiirgus oht ja seega tuleb töö katsetamise ajaks
peatada
Ultrahelikontroll
(UT)
Ultrahelimeetod
põhineb ultraheli (2...5 MHz) suunatavusel, mille tõttu on võimalik
teda suunata materjali sisse sellele materjalile omase sagedusega ja
fikseerida tema tagasipeegeldused võimalikelt hävingutelt ja
piirpindadelt nagu näidatud joonisel
UT-ga
on võimalik avastada mittepoorsete materjalide sees esinevaid
hälvinguid nagu: poorid , praod, kahanemistühikud, kihistumine , tahked lisandid jms. Kontrolliobjektideks võivad olla
lehtmaterjalid, keevisõmblused, valandid jms. Hälving on üldjuhul
avastatav olenemata katseobjekti kujust ja hälvingu suunast.
Purustav kontroll
- kontrolli liik, mille tagajärjel kontrollitav detail/õmblus/objekt
purustatakse. Katsetamisel kasutatakse kas spetsiaalselt valmistatud
kontrollteime (Risttõmbeteim, põikpaindeteim, löökpaindeteim,
murdeteim) või valmistatud detaili.
Purustava
kontrolli alla langeb ka kõvaduse mõõtmine ( Brinelli , Vickersi ja Rockwelli kõvadus). Keevisliidete kõvaduse mõõtmine teostatakse
standardi EN 1043-1 kohaselt. Peamiselt kasutatakse Vickersi kõvaduse
meetodit koormustel 49 N või 98 N (HV 5 või HV 10).
Kõvaduse
mõõtmisel määratakse madalaim ja kõrgeim kõvadusarv õmbluse
ristlõikes mõlemal pool keevisõmblust põhimaterjalis ja
termotsoonis ning keevitusmaterjali kõvadusarv õmbluse keskel.
Kõvaduskatse eesmärk on tuvastada kas on tekkinud ebasoovitatavad
karastusstruktuurid.
5.
Keevitusvigade liigitus, tähistus ja mõju keevisliidete töövõimele
Keevitusviga - keevisõmbluse defekt , mis ületab mõõtmete või hulga poolest
etteantud piirväärtust. Nõuab parandamist e. remontkeevitust.
Defekt
- kõrvalekalded keevisõmbluse pidevuses, kujus ja mõõtmetes, mis
on veel lubatud piirides (aktsepteeritavad).
Keevitusdefektid
on liigitatud standardis kuude rühma: Praod, Tühimikud, Tahked
võõrlisandid ja Suletised, Vaegläbisulatus (liiteviga) ja
Läbikeevitamatus, Kujuhälbed ja Mõõtmehälbed, Muud defektid
Pragunemisnähtusid
võib jagada: praod; kuumpragu; tardumispragu; likvatsioonipragu;
disperioonpragu; kõvenemispragu; külmpragu; haprumispragu;
kahanemispragu; vesinikpragu; lamellpragu; pragu õmbluse piiril;
vananemispragu (lämmastiku diffusioonist).
Poorid
ja tühimikud vähendavad keevisliite tihedust ja tugevust.
Keevitusvead:
Pritsmed
(Suur keevitusvool; Suur keevituskaar; Kaare kõrvalekalle
magnetvälja toimel e. Magnetpuhumine; Mustus detailide servadel ;
Traadi etteandekiiruse, Mustus keevitustraadil) Poorid (Liiga suur
keevituskiirus; Vale polaarsus; Vale kleevitusvoolu tugevus; Pikk
keevituskaar; Terase pinnal värv, mustus, õli, rooste; Niisked elektroodid (Eriti aluselise kattega); Ebapiisav keevismetalli
gaasikaitse; Mustus detailide servadel; Keevitustraadi ebaühtlane
etteandmine)
Räbupesad
(Väike keevitusvool; Vale elektroodi liikumine; Detailide servade
liigsuur kaldenurk; Ebapiisav räbu eemaldamine; Ebapiisav juure avamine )
Sisselõige
(Suur keevitusvool; Kõrge kaarepinge; Pikk keevituskaar; Vale
elektroodi liikumine; Suur nurkõmbluse kõrgus e mõõde)
Keevisõmbluse
Kraatersüvend (Juureläbimi keevitamise lõpus tardumist
kahanemisest tekkiv süvend või tühimik)
Kokkusulamatus
e liitumisviga (Vale elektroodi või keevituspüstoli liikumine;
Liiga väike keevitusvool suurel materjali paksusel; Liiga jämedad
elektroodid;)
Praod
või lõhed keevisõmbluse kõrval (külmpraod) (Mustus servpindadel;
Põhimetalli keemiline koostis; Suur materjali paksus; Niisked
elektroodid; Jäik konstruktsioon; Kiire jahtumine)
Pikipraod
õmbluse keskel( kuumpraod ) (Kahjulike lisandite (P, S) koondumine
keevisõmbluse keskele; Vibratsioonid



















































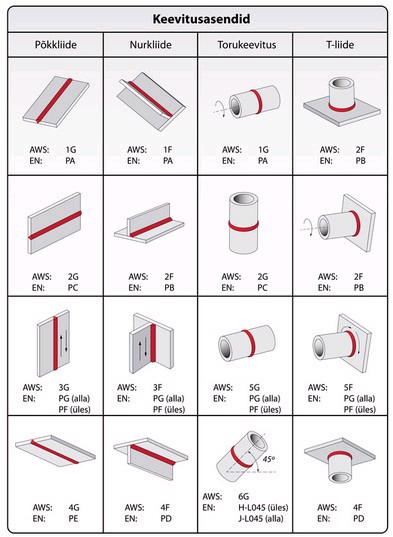


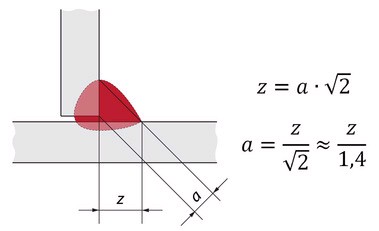
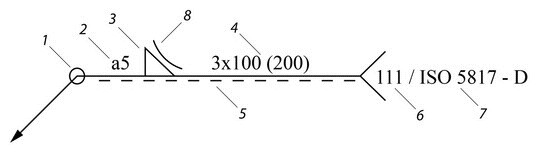
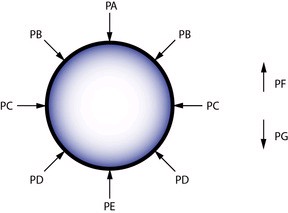
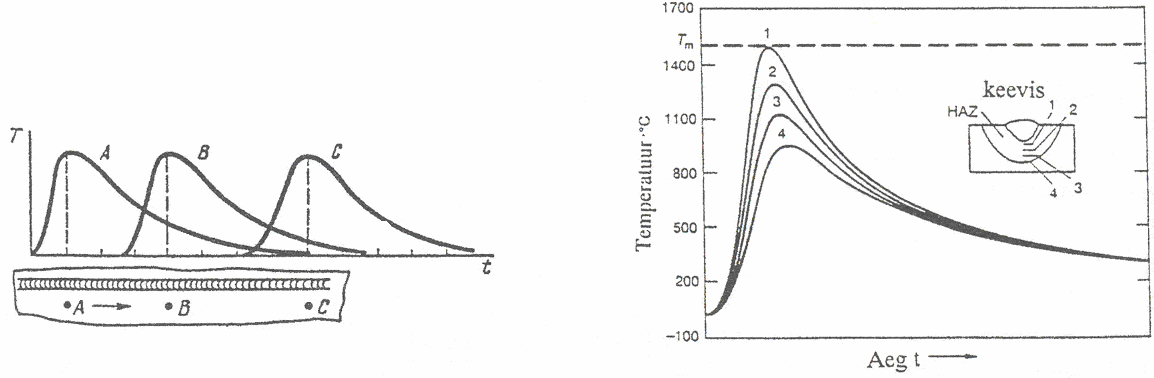
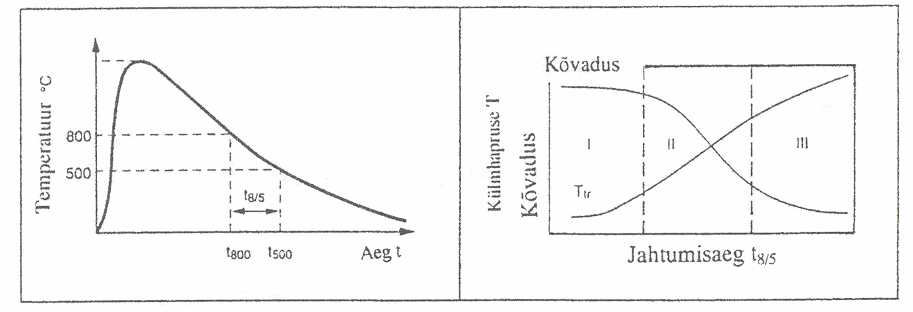
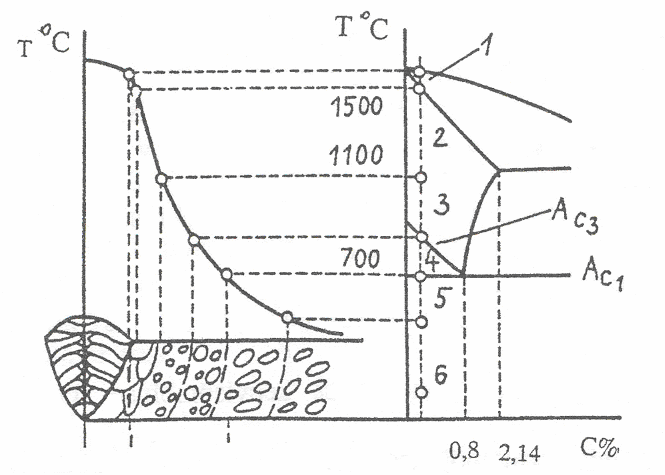
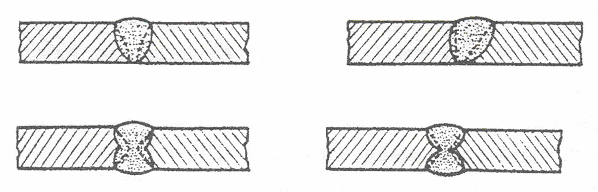
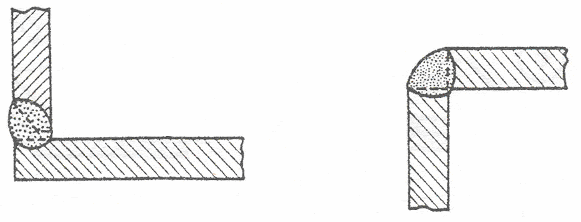

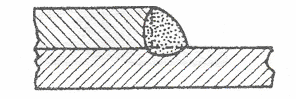
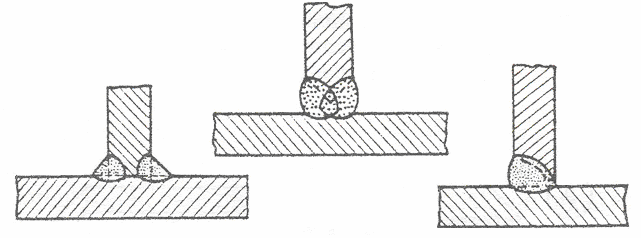
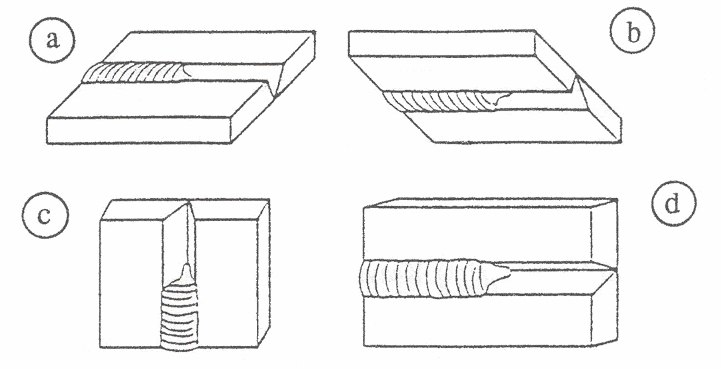




Kõik kommentaarid