Metallide
keevitustehnoloogiad ja –
seadmed Keevitus Sulakeevitus Survekeevitus
Keevitus on teraste ja värviliste metallide
enamlevinud ja
tähtsaim liitmismeetod.
Keevituseks nimetatakse tehnoloogilist protsessi, mis seisneb
liite
saamises ühendatavate detailide vahel aatomsidemete loomise
teel kohaliku või üldise kuumutamise,
plastse deformeermise või
üheaegse mõlema mooduse abil.
Keevitusprotsess ehk konkreetne keevitusviis. Eristatakse
kasutatavate energiaallikate (kaarlahendus, gaasileek,
kontaktikuumus,
plasma , survejõud jm) järgi.
Keevitusprotsesse liigitatakse ka keevismetalli kaitsmise
viisi järgi : ISO 4063 ja EN 24063, kus on 63 protsessi koos
tunnusnumbriga.
Keevitustehnoloogia hõlmab: Keevitustoodete projekteerimist, tugevusarvutusi, kvaliteediastmeid
Keevitusprotsesse, seadmeid, mehhaniseerimist
Keevitusmetallurgiat, põhi- ja lisamaterjalide sobivust, keevitavust
Kvaliteedi tagamist, järelvalvet, kontrolli, personali pädevust
Töökeskkonda, eralduvaid gaase , kiirgust, müra, ergonoomikat jm
Keevituse põhilised eelised teiste liitmismeetodite ees:
- Odavaim liitmismeetod
- Väiksem toote mass materjali parema kasutuse tõttu
- Sobib enamikule tehnikas kasutatavatele metallidele
- Võib kasutada erinevates keskkondades
- Suur paindlikkus toote konstrueerimisel
Keevitamise füüsikalised alused
Kõik metallid ja nende sulamid on kristallilise ehitusega.
Keevisliite kui monoliite lahutamatu liite saamiseks tuleb detailide
liitepinnad lähendada teineteisele niivõrd, et pindmiste
elementaarosakeste vahel tekiksid kindlad metallilised sidemed.
Elementaarosakeste vaheliste sidemete tekkimiseks on vajalik neid
lähendada aatomi raadiusega võrduva kauguseni ning aktiveerida,
milleks on vaja sisestada teatud hulk energiat ( soojus , mehaaniline
energia)
Keevitusmetallurgia
Sulakeevitus sarnaneb metallurgiliste protsessidega, aga on tunduvalt
keerulisem, sest:
keevituse soojusallika(elektroodi) ja sulametalli kõrgke temperatuur
väiksemahuline sula keevisvann , mis on ümbritsetud külma metalliga
sula keevisvanni lühike kestus 4-40s
sulanud elektroodivarda metallisiirdega keevisvanni kaasnevad nähtused
Sulametalli vanni kõrge temperatuuri tõttu aktiviseeruvad paljud
füüsikalis-keemilised protsessid. Näiteks gaaside ja metallide
vahelised reaktsioonid, mis reeglina halvendavad keevismetalli
omadusi.
Keevituskaare piirkonnas aurustatakse, oksüdeeritakse ja
desoksüdeeritakse märgatavaid metallikoguseid.
Keevisvanni ümbritsev põhimetall põhjustab sula metalli kiiret
jahtumist, mistõttu ei kulge paljud keemilised reaktsioonid lõpuni.
Sula keevisvanni lühikese kestuse tõttu ei jõua lahustunud gaasid
ja räbu tõusta alati õmbluse pinnale enne metalli tardumist,
põhjustades poorsust ning räbupesasid.
Kaarkeevitusel eristatakse reaktsioone tahke, vedela ja gaasilise faasi vahel, kus toimuvad järgnevad protsessid:
gaaside neeldumine ja lahustumine sulametallis
keemiliste elemntide väljapõlemine
sula keevismetalli legeerimine elektroodikatte ja –varda metalliga
õmblusmetalli rafineerimine
Sulas keevisvannis reageerib raudoksiid süsiniku, mangaani ja
räniga, mille tulemusena nende elementide sisaldus õmblusmetallis
väheneb.
Hapniku mõju
Hapniku sisaldus keevisõmbluses keevitamise järel on suurem kui
põhimetallis ja lisametallis lähteolekus. Hapnikusisalduse tõustes
halvenevad õmblusmetalli mehaanilised omadused: löögisitkus; korrosioonikindlus ; lõike- ja survetöödeldavus.
Lahustunud hapnik vähendab pindpinevust ja suurendab metalli
voolavust, seega halvendab keevitamist ruumiasendeis.
Õmblusmaterjali põhiliseks oksüdeerijaks on keevitatava metalli
pinnal asuv tagi, roostekiht , mustus ning kaitsegaasidest ja
räbustist eralduv hapnik.
Keevismetalli oksüdeerimine toimub keevitsukaare piirkonnas,
elektroodimetalli tilkade pinnal, nende siirdel keevisvanni ja
keevisvanni pinnal.
Oksüdeerimist mõjutavad järgmised tegurid:
keevituskaare pikenedes suureneb keevitusmetalli oksüdeerimine
lisametalli C, Mn, Si sisalduse suurenedes väheneb õmblumetalli hapnikusisaldus , kuid halveneb protsessi kulgemine
keevitusvoolu suurus, kui sellega kaasneb elektroodimetalli peentilksiire. Näiteks happeliste elektroodie kasutamisel .
Praktikas kasutatakse sadestajatena elektroodikatteis olevaid
ferrosulameid FeMn; FeSi ja FeTi , mis oksüdeerides desoksüdeerivad rauas . Difuussel desoksüdeerimisel räbus olev aluseline oksiid FeO
reageerib räbusse viidud happelise oksiidiga, näit SiO2.
Kahjuliku lisandi – väävli eemaldamiseks kasutatakse kattesse
viidud ferromangaani või MnO.
Vesiniku mõju
Vesinik satub keevisvanni reeglina elektroodikattesse või räbustisse
imatud niiskusest ja keevitustraadile või detailile sattunud veest.
Vesiniku aatomid satuvad õmblusdetailis difusiooni tagajärjel
dentriitide ja mitemetalsete lisandite vahele , ühinedes seal
molekulideks ning moodustades tühikuid. Kiirel jahtumisel tekivad
poorid.
Vesinik põhjustab teatud juhtudel kesk- ja kõrgsüsinikterastel
vesinikupragude teket.
Vesinikupragude üheks põhjuseks on vesiniku suurenenud lahustusvus
γ rauas, võrreldes α rauaga, mida suurendab legeerimine Mn ja
Ni-ga.
Lämmastiku mõju
Atomaarne lämmastik esineb rauas nitriitide Fe2N ja FeN
kujul kontsentratsiooniga 0,065%. Kõrgetel temperatuuridel tekivad
Si ja Mn nitriidid, mis püsivad temperatuuridel üle 1500˚ (SiN)
ning 1300˚ (MnN).
Sõltuvalt jahtumiskiirusest võib lämmastik osaliselt või
täielikult eralduda. Dissotsieerinud lämmastik reageerib hapnikuga,
võib lahustuda sulametallis ning jahtumisel moodustuvad nitriidid ja oksiidid .
Siirdeprotsessis lahustub lämmastik sulametalli tilkades. Lämmastik
halvendab teraste löögisitkust, aga suurendab tugevust ja kõvadust
(0,001...0,008%).
CO2 mõju
CO2 etendab tähtsat osa poolautomaatkeevitusel (MAG), kus
ta kaitseb keevisvanni ümbritseva õhu eest.
Dissotsieerinud CO2 esineb kõige enam keevisvanni
lähedal, CO ja O kaare samba kõrgema temperatuuri alas.
CO2 ei lahustu sulas keevisvannis.
Keemiliste elementide oksüdeerumise intensiivsus sõltub nende
afiinsusest ehk ühitusvõimest hapnikuga. Esimestene oksüdeeruvad
Si ja Mn.
Õmblusmetalli legeerimine
Desoksüdeerimine ei taga pealesulatatud keevismetalli ja
põhimetalliga sanast tugevust ega keemilist koostist, seepärast
tuleb keevismetalli legeerida, et kompenseerida põhimetallist välja
põlenud keemilise elemente.
Keevismetalli legeeritakse selliste elementidega, mis parandavad
keevisõmbluse omadusi.
Põhilised legeerivad elemendid on Cr; Ni; Mo; W; Si.
Legeerimisel tuleb arvestada afiinsust ehk ühitusvõimet hapniku
suhtes järgnevalt: Cu-Ni-Co-Fe-W-Mo-G-Mn-V-Si-Ti-Zn-Al (temperatuur alla 1600˚C). Fe
vasakul olevad keemilised elemendid lahustuvad keevismetallis täielikult. Paremal pool olevad W, Mo osaliselt, ülejäänud ei
lahustu. Seepärast ei saa legeerida keevituse käigus Ti, Zn ja
Al-ga.
Kõige lihtsam on keevismetalli legeerida Cu ja Ni-ga elektroodikatte
kaudu.
Hea löögisitkuse ja peeneteralise struktuuri saamiseks legeeritakse
keevismetalli Ni, Ti, Nb( niobium )-ga. Tera kasvu takistavad N, Cr,
Mo, Ni.
Kroom : süsiniktevaestes terastes kuni 0,3%,
konstruktsiooniterastes 0,7...3,5%, kroomterastes 12...18% ,
kroomnikkelterastes 9...35%. keevitamisel moodustuv kroomkarbiid
vähendab terase korrosioonikindlust ja suurendab keevitatavust
halvendavate rasksulavate oksiidide teket.
Nikkel: süsinikuvaestes terastes 0,2...0,3%,
konstruktsiooniterastes 1...5%, legeerterastes 18...35%. Mõnes
sulamis on niklit kuni 85%. Nikkel suurendab terase plastsust ja
tugevust ning annab peeneteralise struktuuri, halvendamata
keevitatavust.
Molübdeen: terastes 0,15...0,8%. Mo suurendab teraste vastupidavust löökkoormustele ja kõrgele temperatuurile ning annab
peeneteralise struktuuri. Mo soodustab pragude teket pealesulatatud
metallis ja termomõju piirkonnas. Keevitamisel oksüdeerub Mo
kergesti ja põleb välja.
Vanaadium : eriterastes 0,2...0,8%, stantsiterastes 1..1,5%.
Vanaadium soodustab teraste karastatavust, halvendades sellega
keevitatavust. Keevitamisel oksüdeerub vanaadium intensiivselt ja
põleb välja.
Volfram : tööriista- ja stantsterastes 0,8...18%. Kõrgetel
temperatuuridel suurendab wolfram teraste küvadust ja
tugevust(punapüsivust) hüppeliselt, kuid tugeva oksüdeerimise
tõttu halvendab keevitatavust.
Titaan ja niobium: lisatakse roostevabadesse ja
kuumtugevatesse terastesse 0,5...10%, et suurendada korrosiooni ja
kuumakindlust. CrNi teraste keevitamisel põhjustab Nb kuumapragude
teket.
Mangaan : terastes harilikult 0,3...0,8%, ei halvenda
keevitatavust. Keskmise mangaanisisaldusega teraste keevitamisel
võivad tekkida praod , sest mangaan põhjustab terase karastuvust.
Keevitamisel põleb suur osa mangaanist terastest välja.
Räni (Si) : terastes 0,02...0,3%, ei halvenda keevitatavust.
Si sisaldusel 0,8...1,5% halvendab keevitatavust suur vedelvoolavus
ja rasksulavate ränioksiidide teke.
Süsinik: tähtsaim lisand, mis määrab terase tugevuse,
plastsuse, karastuvuse ja keevitatavuse. Harilike
konstruktsiooniteraste ( C kuni 0,25%) sisaldus ei halvenda
keevitatavust. C sisalduse suurenedes halveneb keevitatavus tugevasti, sest termomõjutsoonis moodustub karastunud ala, kus
võivad tekkida praod ja lisametall muutub poorseks.
Keevitusprotsessis eristatakse kolm staadiumit:
Füüsilise kontakti teke
Keemiliste sidemete teke
Difusioon
Keevisliide moodustub kahe esimese staadiumi jooksul, viimane määrab
vaid liite mehaanilised omadused.
Keevitust raskendavaks teguriks on materjalide struktuur, oksiide või
mustusega kaetud pinnakonarused.
Keevisliited
Keevisliiteks nimetatakse keevitamise teel saadud mitme detaili
tervikliidet.
Keevisliited jagunevad:
- põkkliide
- nurkliide
- ots- ehk servliide
- katteliide
- T ehk vastakliide
Keevitamise tulemusel saadakse keevisõmblus, mis iseloomustab
keeviskoostu.
Keevisõmbluseks nimetatakse keevisliite osa, mis moodustub keevisvannis oleva sulametalli kristalliseerumisel.
Põhilised keevisõmbluste tüübid:
Üleskeeratud servadega õmblus, korkõmblus, soonõmblus,
joonõmblus, pindõmblus, punktõmblus, juureõmblus.
Keevisliite tsoonid :
Põhimetall, põhimaterjal – keevitatav metall või materjal.
Keevisvann – keevitamise ajal sulas olekus olev põhi- ja
lisametall , millest tardumisel moodustub keevisõmblus.
Servavahemik – keevitamiseks ettevalmistatud osade vaheline ruum.
Termomõju tsoon – põhimetalli sulamata osa, kus esinesid
mikrostruktuuri muutused.
Sulamistsoon – keevitamise ajal sulanud põhimetalli osa.
Segunemis – ehk legeerimistsoon – keevisõmbluse tsoon, mis
koosneb segunenud põhi- ja lisametallist.
Keevitustsoon – keevisõmblusest ja termomõjutsoonist moodustunud
ala.
__________________________________________________________________________________
Keevituselektroodid
Kaarkeevitusel kasutatavad ekektroodid liigituvad:
sulavad elektroodid
sulamatud elektroodid
Keevituselektroodide liigituse aluseks on järgmised tunnused:
elektroodivarda materjal
keevitatav metall
elektroodikatte paksus
varda ja katte keemiline koostis
katte sulamisel tekkiv räbu
õmbluse mehaanilised omadused
Keevituselektroodid liigitatakse euronormide järgi nelja rühma: EN
499 – legeerimata ja madallegeerterastele, EN 1599 –
kuumustugevatele terastele, EN 757 – kõrgtugevatele terasetele,
roostevabadele ja kuumuspüsivatele terastele.
Elektroode tähistatakse rahvusvahelise ISO ja rahvuslike (DIN, SFS
jt ) standardite järgi.
Rahvusvaheline klassifikatsioon jagab elektroode järgmiste tunnuste aluses :
õmblusmetalli mehaanilised omadused
katte tüüp
õmbluste asend ruumis
voolu liik ja polaarsus
Legeerimata ja madallegeeritud teraste keevituselektroodid jaotatakse
rühmadesse katte tüübi järgi. Kasutatakse põhiliselt kolme
elektroodi tüüpi: rutiil -, happelised - ja aluselised elektroodid.Enamus elektroodikatteid koosneb suures osas mineraalsest
okmponendist ja vesiklaasist, kuid mõned tüübid võivad sisaldada 5...10% orgaanilist materjali (orgaanilised rutiilid).
R - rutiil
A – happeline
B – aluseline
C - tselluloos
Rutiilelektroodid: sisaldavad kattes 50...70% rutiili ( titaanoskiid
TiO2) ja nendega on lihtne keevitada kõigis ruumiasendeis
(tardub kiiresti). Nad taluvad paremini keevitatavate pindade
ebapuhtusi kui happelised elektroodid. Pealesulatustegur on väiksem
kui happelistel elektroodidel, mis taluvad kõrgemat keevitusvoolu.
Rutiilelektroodidega on kergem töötada.
Happelised elektroodid : kate koosneb kvartsist (SiO2).
Elektroodid taluvad kõrget keevitusvoolu, mis annab all-asendis
kõrge pealesulatusteguri tootlikuks keevitamiseks. Happelised
elektroodid ei sobi suure piluga koostatud detailide keevitamiseks
(pilu läheb veel suuremaks), kuid väikeste liitekohtade
läbikeevitavus on hea. Elektrood on tundlik metallis sisalduvate
kahjulike lisandite suhtes. Seepärast ei tohiks keevitada kõrge
väävli (max 0,05%) ja süsiniku (max 0,25%) sisaldusega terast.
Aluselised elektroodid : elektroodikatted sisaldavad põhiliselt
kaltsiumkarbonaati (CaCO3) ja/või kaltsiumfluoriide
(CaF2).
Aluselised elektroodid on vähem tundlikud kahjulike lisandite suhtes
(reageerivad nendega). Keevisel on suurem löögisitkus ja paremad
mehaanilised omadused, mille tõttu kasutatakse kõrgema tugevusega metalli keevitamiseks. Elektroodid peavad olema kuivad. Niiskus
põhjustab pragude ja pooride tejet. Aluseliste elektroodidega
keevitatakse lühikese kaarega, ning neil on veidi kõrgem
pealesulatustegur kui rutiilelektroodidel.
Legeerimata terase keevitamine
Keevitustingimused
aluseline
Rutiil
happeline
suured nõudmised
mehhaanilistele omadustele
1
3
2
Lisandid põhimetallis
1
2
3
Kalduvus pooridele
1
3
2
Vertikaalkeevitus
1
2
3
Õhuke materjal
3
1
3
Süütamine/taassüütamine
3
1
2
Räbu eemaldaatavus
3
2
1
Kaare stabiilsus
3
1
2
1=esimene valik
2=teine valik
3=kolmas valik
EN49-1995
E 46 3 1Ni B 5 4 H5
E – kattega elektrood kaarkeevituseks
46 – tõmbetugevus, voolavuspiir
3 – külmhapruslävi
1Ni – keemiline koostis
B – katte tüüp
5 –
4 – keevituse asend
H5 – veesisaldus 100 g keevitusmaterjali kohta
E 19 12 2 R 3 4
E – kattega elektrood
R – rutiilkattega elektrood
12 – keemiline koostis
Elektroodide ja keevitusparameetrite valik
Valiku ülesandeks on majanduslik põhjendus ja kvaliteedinõudeid
rahuldavad keevisõmblused. Erandi moodustavad laevad, surveanumad, katlad , kus kasutatakse elektroode, mis on järelvalveametkondade
poolt määratud.
Põhinõudeks on põhimetallige võrdtugeva keevisõmbluse saamine.
Arvestada tuleb koormamise viisi ( staatiline, dünaamiline koormus,
väsimusnähtused), kasutustemperatuuri, ka konstruktsiooni
iseärasusi, näit. jäikust. Väsimusele töötavate keevisliidete korral on vaja vältida pingekontsentraatorite teket – sisselõiked
üleminekul õmbluselt ja saada soovitavalt nõgusad nurkõmblused –
seda võimaldab happelise kattega elektroodide kasutamine.
Hermeetiliste õmbluste kõige usaldusväärsemad tulemused saadakse
aluseliste kattega elektroodidega.
Elektroodi valikul tuleb arvestada põhimetalli keevitatavust, tema karastumise võimalikkust, materjali paksust ja konstruktsiooni
jäikust. Terase süsinikusisaldusel üle 0,2% kasutatakse reeglina
aluselisi elektroode.
Kvaliteedinõuete järel tuleb arvestada majanduslikke näitajaid .
Põhilisteks on elektroodide tootlikkus ja hind.
Elektroodi läbimõõt valitakse materjali paksuse, õmbluse
servakuju ja õmbluse ruumilise asendi järgi. Asendiõmblusi tehakse
peenemate elektroodidega (alla 4 mm). Nurkõmbluse keevitamisel
valitakse elektroodi läbimõõt kaateti ja asendi järgi.
Madalsüsinikteraste keevituselektroodide läbimõõt lehe paksusel
kuni 3...4 mm peaks olema võrdsed.
Keevitusvoolu tugevus sõltub elektroodi läbimõõdust, põhimetalli
paksusest ja servavahemiku kujust , keevitusläbimitest ( juure- või
täitvad läbimid), elektroodi tüübist, keevitusasendist,
põhimetalli soojusjuhtivusest jm.
Maksimaalne keevitusvool on piiratud antud eletrooditüübile lubatud
maksimaalse voolutihedusega. minimaalne keevitusvool on piiratud
keevituskaare normaalse põlemise tingimustega. Suurim lubatud
keevitusvool on paksukattelistel elektroodidel ja kasvab efektiivsuse
suurenedes.
Keevitusvoolu ligikaudseks määramiseks kasutatakse järgmisi
valemeid:
Ik = 60(del – 1)
Ik = 6del 2 + 20del
Ik = 40del ( aluseline elektrood, süsinikteras)
Ik = 30del ( rutiilelektrood, roostevaba teras)
Püstõmbluse keevitamisel tuleb keevitusvoolu vähendada 15% ja
laeõmbluste korral 10%.
Keevituskaare pinget keevitamisel ei reguleerita, ta sõltub kaare
pikkusest, keevitusvoolust ja katte tüübist ning on määratav
standardtingimustel valemiga :
Uk = 20 + 0,04 I
Elektroodkeevituse eelised:
- lai keevitusmaterjalide valik
- kasutatav kõigis keskkonnatingimustes
- lai lisaainevalik, s.o elektroodide valik varda metalli ja katte koostise järgi
- seadmete hea transporditavus
- lihtsad ja hästi teisaldatavad seadmed
- lihtne keevitusparameetrite seadmed
- õmbluste hea kvaliteet
Puudused:
- väike tootlikkus
- halb mehhaniseeritavus
- protsessi mittepidevus ( palju alustus ja lõpetuskohti)
- palju kahjulikku keevitusgaasi
- elektroodide niiskusimavus
keevituselektroode valmistatakse metallivarraste läbimõõtudega
alates 1,5mm kuni 25mm ja enam. Elektroodi pikkuse määrab voolu juhtivus ( näiteks roostevabade teraste puhul on elektroodi pikkus
väiksem).
Elektroodide põhiomadused:
- kaare süüdatavus ja taassüüdatavus
- kaare stabiilsus
- vardametalli siirdemehhanismid sulamisel
- pritsmete tekkimine ja nende hulk
- sula keevismetalli voolavus ning juhtivus, asendiomadused
- räbu iseloom, kaitseomadused, voolavus ja eemaldatavus
- õmbluse juure läbikeevitusvõime
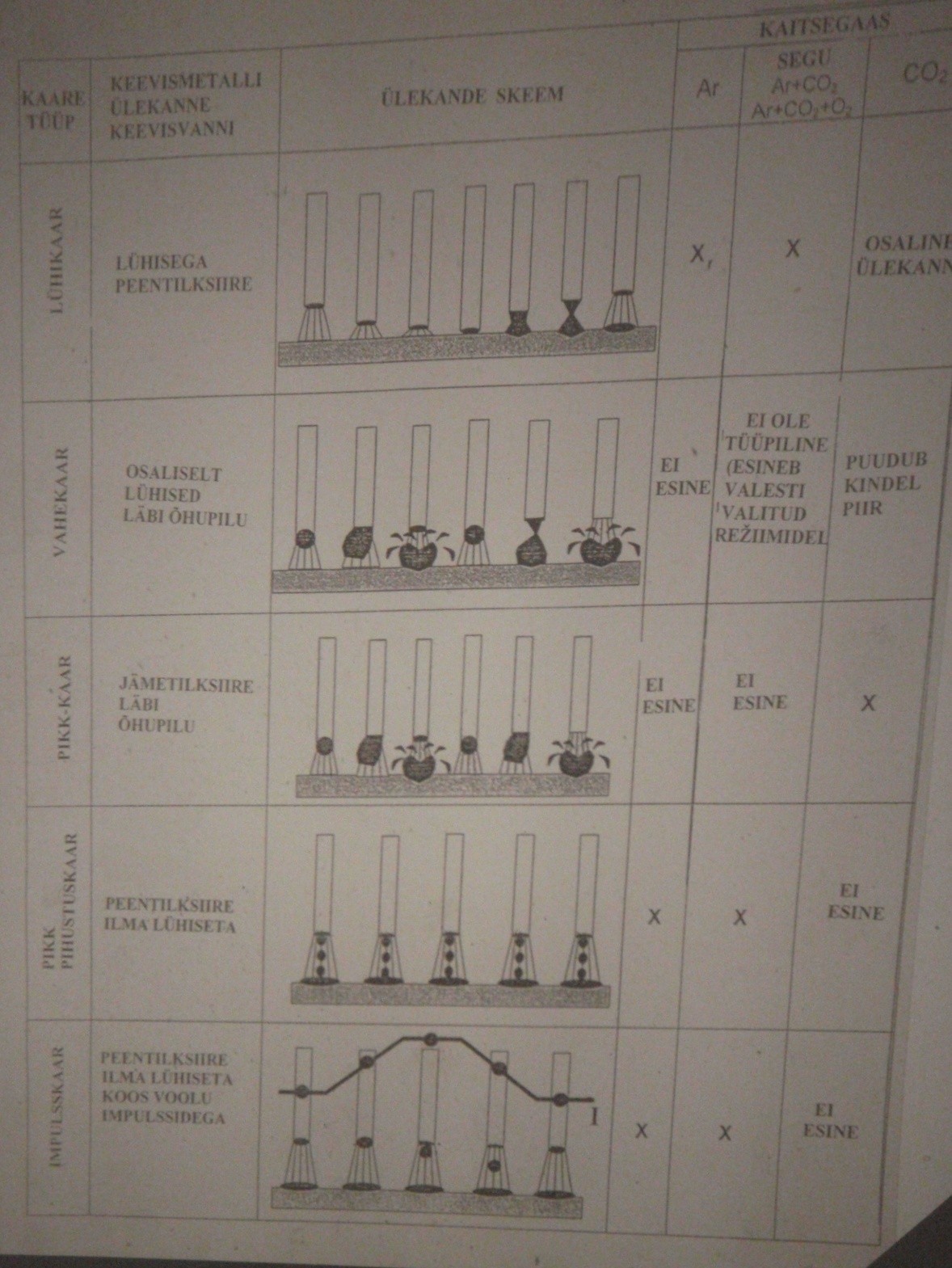
Kaaretüübid MIG/MAG keevitusel
Siirdemehhanism määrab läbisulatuse, tootlikkuse, õmbluse kuju,
kvaliteedi ja sõltub keevituskaare pingest ning voolutugevusest.
Lühiskaars: väiksematle keevitusvooludel ja madalamal kaarepingel
Usiire . Sula elektroodimetalli tilk
lühistab kaarevahemiku, mille tulemusel elektromagnetiliste (Pinch´i
jõud) ja pindpinevusjõudude toimel eraldub traadi otsast
metallitilk. Protsess kordub ning lühiste arv on 30...200 korda
minutis. Iseloomulik on väike keevitusenergia. Kasutatakse õhukese
lehtmetalli või mitmekihiliste õmbluste juure ehk põhjaläbimi
keevitamiseks.
Pihustuskaar: suurematel keevitusvooludel ja kaarepingetel U =
28...50V või argoonipõhiste segugaaside kasutamisel esineb
peentilksiire ilma keevituskaare lühiseta. Eristatakse kriitilist
keevitusvoolu, kus metallitilkade läbimõõt hakkab järsult
vähenema ja siire toimub uduna. Keevituskaar on stabiilne ja suure
energiaga. Keevitada saab suure tootlikkusega paksemat materjali
allasendis. Keevisõmbluse pind on sile ning pritsmeid tekib vähe.
Vahekaar ehk poolpihustuskaar: esineb lühiskaare ja kuumkaare
piirkondade vahel, keskmistel keevitusvooludel ja –pingetel
U=22...24V ning segugaasi kasutamisel. Tekib palju pritsmeid ning
seepärast püütakse antud piirkonda vältida.
Pikk-kaar : CO2 keevitamisel ei saa suurte keevitusvoolude
puhul peentilksiiret – suured tilgad kalduvad kõrvale ja tekib
palju keevituspritsmeid ning õmbluste pind on konarlik.
Impulsskaar : keevitamine toimub pihustuskaarega inertgaasides ( Ar
või He). Keevituse plootvoolule lisanduvad vooluimpulsid sagedusega
20...400Hz ja esineb peentilksiire. Kasutatakse põhiliselt
alumiiniumi keevitamisel, suureneb keevituskiirus.
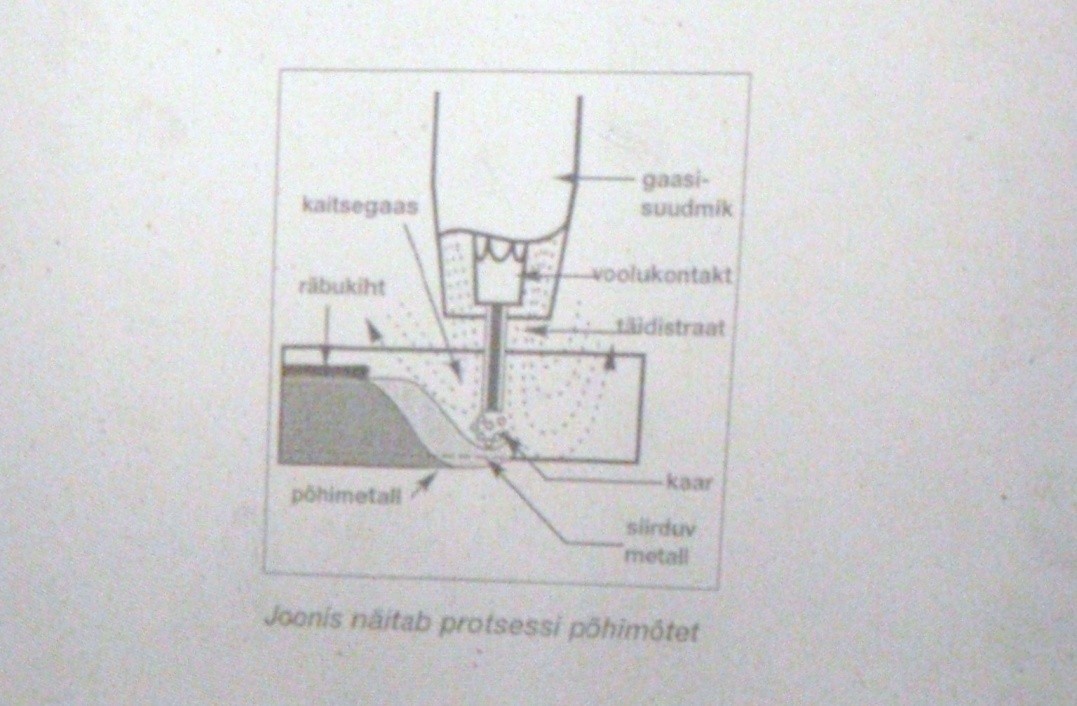
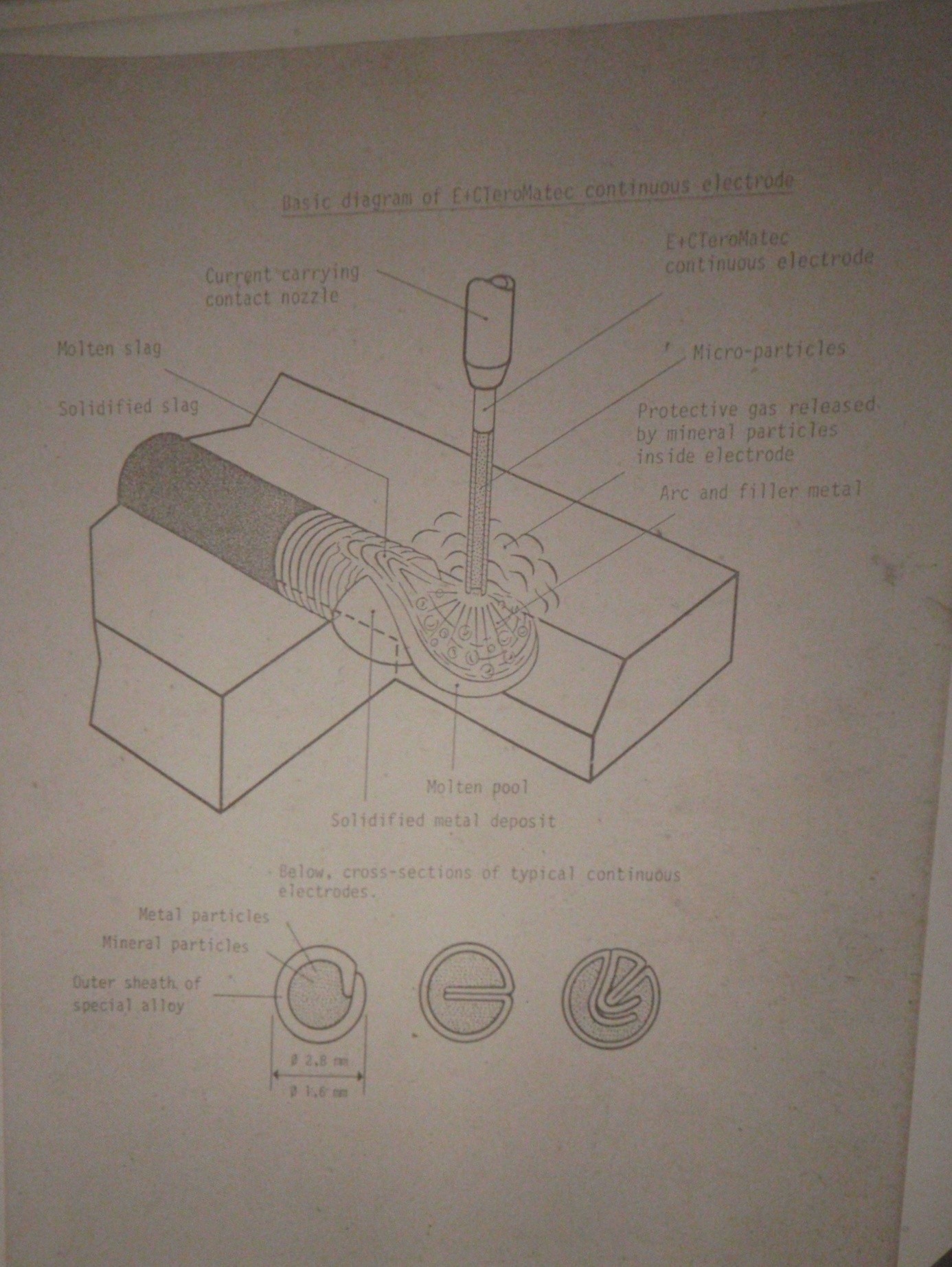
Täidistraatkeevitus
Täidistraatkeevitus gaasikaitsega on kaarkeevitusprotsess, kus kaar
põleb keevitatava pinna ja täidistraadi vahel, traati antakse
automaatselt ette poolilt vastavalt sellele, kuidas see kaares sulab.
Keevisvanni kaitseb välisõhu mõju eest juurde antav kaitsegaas.
Kasutatakse nii inert -, aktiiv-, kui ka segugaase.
Metalli üleminek ehk siire võib kaares toimuda erinevatel viisidel ,
olenevalt täidistraadi ja kaitsegaasi tüüpidest, keevitusvoolust
ja keevituspingest. Räbutekitajatega täidetud täidistraadid
moodustavad räbukatte, mis jahtumise ajal kaitseb täiendavalt
keevismetalli. Räbu on kergesti eemaldatav. Metallpulbriga täidetud
täidistraadid sisaldavad peamiselt metallpulbrisegu ja minimaalselt
räbu moodustavaid koostisosi. See annab täidistraadile suurema
tootlikuse.
Täidistraadi tüübid
Üldiselt: räbumoodustavad täidistraadid jagatakse tavaliselt
rutiilseteks, mikrolegeeritud rutiilseteks ja aluselisteks.
Peale selle on olemas räbuvabad, metallipulbriga täidetud traadid .
Täidistraadid grupeeritakse kasutusomaduste järgi:
Kiire täitmine ( fast fill) muudab täidistraadi õmbluse
setvavahemiku täitmise jaoks sobivaks võimalikult kiiresti, ilma
eriliste nõudmisteta mehaanilistele omadustele; kasutatakse ainult
hotisontaalasendis keevitamiseks. Võimalik kasutada suurt
etteandekiirust ( näit õhukses plaadi keevitamine).
Kiiresti jahtuv räbu (fast freeze), tardub kiiresti ja
seetõttu on võimalik keevitada kõigis asendeis.
Täidistraadid
Rutiiltäidistraadid on tuntud selle poolest, et neil on teatud
piirangud mehaaniliste omaduste osas, eriti löögisitkusele
madalatel temperatuuridel. Seetõttu on rutiiltäidistraate
täiustatud mikrolegeerimise, parandatud tootmistehnika ja rangema
kvaliteedikontrolliga.
Keevismetalli garanteeritud vesinikusisaldus on rutiiltäidistraatides
madalam, kui 5 ml 100g keevismetalli kohta. See on suurendanud seda
tüüpi täidistraadi kasutamist ja hõlmab ka kõrgtugevat terast
ning rakendusi, mis nõuavad löögisitkuse omadusi kuni
temperatuurini -60C juures. Näiteks merepuurtornide konstruktsioonid
ja allveelaevade kerede keevitamiseks.
Aluselised täidistraadid
Tuntud oma heade mehaaniliste omaduste poolest. Vesinikusisaldus
keevismetallis on normaalselt väga madal. Keevitusomadused ei ole
nii head kui rutiiltäidistraatidel. Materjali üleminek kaares
toimub suurte tilkadena, mis tekitab rohkem pritsmeid. Aluselised
täidistraadid ei sobi eriti asendikeevituseks, kuid keevitusomadusi
saab parandada spetsiaalsete gaasidega ja /või impulsskaare
kasutamisega.
Metallpulbriga täidetud täidistraadid
Täidistraadid, kus räbumoodustavate ainete asemel on metallipulber,
annavad keevismetalli, mis on peaaegu räbuvaba ja mille kasuteguron
kuni 95%. Võimalik on saavutada mitme kihiga /l’bimiga põkkõmblus,
ilma et räbu oleks vaja läbimite vahelt eemaldada.
Lühikaar on asendikeevitusel hädavajalik, välja arvataud kõige
väiksemate traadiläbimõõtude korral (1,0 mm või väiksem).
Antud traadid on eriti sobivad põranda- ja all-nurkasendis, kuid
sobivad ka vertikaalsete ülalt-alla ja alt-üles asendite korral.
Nendel traatidel on ka kõrge pealesulatustegur, suur
keevitamiskiirus ning head keevitusomadused. See traaditüüp annab
normaalse keevitusmetalli väga madala vesinikusisalduse korral.


































Kõik kommentaarid