OTMK
referaat
Co2
ehk traatkeevitus
Koostaja :
Juhendaja :Heino
Kannel 2014
aasta.
Sisukord:1.üldiselt
keevitamisest
2.üldiselt
keevitamisest
3.
elektroodkeevitus 4.traatkeevitus
inertgaasi keskkonnas
5.traatkeevitus
aktiivgaasi keskkonnas
6.
Keevitus sulamatu elektroodiga inertgaasi keskkonnas
7.
gaaskeevitus 8.teraste
keevitatavus 9.keevitusasendite
markeering ja tüübid
10.MIG
keevituse tööpõhimõte
11.
käpa ettevalmistamine
12.
keevitusaparaadi ettevalmistamine
keevitamiseks 13.traadi
etteandmine 14.kaitsegaasi
valik
15.
keevitamine 16.keevitusdefektid
17.
Keevituse
ettevalmistuses on oluline
18.
Keevituse
töövõtetes tuleks silmas pidada
19.ohutus
keevitamisel
Üldiselt
keevitamisest:Keevisliide on
kahest või enamast detailist koosnev keevitamise abil koostatud
liide .
Keevitamisel
toimub sulatatud
lisamaterjali ja põhimaterjali
segunemine ning
nende tardumisel moodustub keevisõmblus e. keevisliide.
Elektroodkeevitus:MMA
–
manual metallic arc Euronormidele vastav tunnusnumber on 111.
Elektroodkeevituses kasutatakse
lisamaterjalina elektroode, millel on
peal elektroodikate (vt joonis 1). Elektroodide suurus määratakse
elektroodi läbimõõdu ja pikkuse järgi, näit märge 2,5-300
tähendab, et elektroodi läbimõõt on 2,5mm ja pikkus 300mm.
Elektroodikate võib olla happeline (A), aluseline (B),
tsellulooskate (C) või rutiilkate (R). Elektroodkeevituse
eeliseks on see, et selle meetodiga saab keevitada mitmesugustes
ilmastikuoludes ja väga mitmesuguseid materjale. Puuduseks on see,
et elektroodi peab iga vähese aja tagant vahetama ning keevisõmblus
tuleb alati
puhastada šlakikoorikust – seega on elektroodkeevitus
aeganõudvam.
2.
Traatkeevitus inertgaasi keskkonnasMIG-MAG
keevitusMIG – metallic
inert gas. Euronormidele vastav tunnusnumber
on 131. Kõige levinum
keevitusel kasutatav
inertgaas on
argoon , Ar.
Laialdaselt kasutatakse
argooni
ja süsihappegaasi segu, näit AGAMIX-20, Kus argooni on 80% ja
süsihappegaasi 20%.
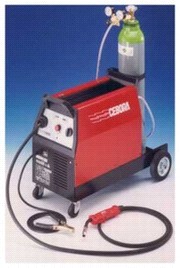
3.
Traatkeevitus aktiivgaasi keskkonnasMAG
– metallic activ gas. Euronormidele vastav tunnusnumber on 135. MAG
keevituses kasutatakse aktiivgaasina süsihappegaasi, CO2. (Vt
joonis 2). MIG-MAG keevituse agregaat koosneb vooluallikast,
traadietteandemehanismist, peavoolikust, keevituspõletist ning
kaitsegaasiballoonist koos reduktori ja voolikuga. Keevitusprotsessi
iseloomustab kõrge
tootlikkus ja hea kvaliteet kuna puuduvad
elektroodi vahetamisest tingitud
katkestused ja keevitamisel ei teki
räbu. Keevituskaar on soojuslikult kontsentreeritum, mistõttu
termomõju tsoon on kuni kaks korda kitsam kui elektroodkeevitusel ja
sellest tulenevalt on keevitatavas
materjalis deformatsioonid
väiksemad, suureneb ka läbikeevituse suurus.
MIG-MAG
keevituse puuduseks on see, et seda ei saa kasutada välitingimustes,
sest väiksemgi tuuleõhk puhub kaitsegaasi kaarleegi ümbert ära
ning ka keevitustraatide valik on tunduvalt väiksem elektroodide
omast.
4.
Keevitus sulamatu elektroodiga inertgaasi keskkonnas
TIG
keevitus
keevitus
sulamatu elektroodiga inertgaasi keskkonnas (TIG –
tungsten inert
gas, euronormidele vastav tunnusnumber on 141) TIG keevituses
kasutatakse inertgaasina tavaliselt puhast argooni või argooni segu
vähese lämmastikoksiidiga (AGA MISON) Harvemini kasutatakse
heeliumit (He) (Vt joonis 3) TIG keevitus on
elekterkaarkeevitusprotsess, kus
kaarleek põleb sulamatu
volframelektroodi ja keevitatava materjali vahel. TIG protsessiga
võib keevitada kas lisaainega või ilma. Lisaaine viiakse kaarleegi
toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine
sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse
kaarleegi juurde kaitsegaas, mis kaitseb keevisõmblust välisõhu
kahjuliku mõju eest. TIG keevitus sarnaneb oma
tehnoloogia poolest
gaaskeevitusega. TIG keevituse eelisteks on, et see sobib väga
paljude metallide keevitamiseks, ei ole
pritsmeid , saab keevitada
suhteliselt õhukesi materjale. Puuduseks on protsessi suhteline
aeglus, tundlikkus tuuletõmbe suhtes (nagu ka MIG-MAG-il) ja
tundlikkus ebapuhaste pindade suhtes.
5.
GaaskeevitusGaaskeevitus
GW
- gas
welding . Hapniku-atsetüleeni keevitus, euronormidele vastav
tunnusnumber on 311. (Vt joonis 4). Gaaskeevitus oli varemalt väga
laialdaselt kasutatav keevitusviis, kuid seoses uute
keevitustehnoloogiate kasutuselevõtuga on gaaskeevituse osatähtsus
langenud. Gaaskeevitus on sulakeevitusviis, kus
vajaminev kuumus
metalli sulatamiseks saadakse põlevgaasi ja hapniku segust süüdatud
leegist. Põlevgaasiks võib olla atsetüleen,
propaan või
butaan .
Kõige laialdasemalt kasutatakse hapniku (O2) ja atsetüleeni (
C2H2 )
segu, mis annab sulatustemperatuuriks kuni 3200°C. Enamikel juhtudel
kasutatakse gaaskeevitusel lisametalli traadi kujul. Gaaskeevituse
eeliseks on see, et see sobib peaaegu kõikide laiemalt kasutatavate
metallide keevitamiseks. Negatiivse poolena võib välja tuua
asjaolu, et gaaskeevitusel toimub väga suur soojuse ülekandumine
keevitatavale detailile, mis omakorda tekitab ulatuslikke
deformatsioone. Gaaskeevituse protsess on ka suhteliselt aeglane,
võrreldes elekterkeevitustega.
Teraste
keevitatavus:Legeerimata
terased on hästi
keevitatavad kui süsiniku sisaldus on neis alla
0,21%,
süsinik sulab 3632°C juures ja hakkab keema 4800°C juures,
süsinik annab terasele juurde
tugevust
kuid koguse kasvades suurendab ka terase rabedust. Kui süsiniku
sisaldus terases on üle 0,25% siis võivad keevitustsoonis tekkida
praod .
Terase
kõvaduse ja tugevuse
suurendamiseks lisatakse terasesse mangaani,
mis on samuti üks terase põhikomponente (tavaterastes kuni 1,65%)
Mangaan sulab 1260°C juures ja lisatakse üleliigse hapniku
(desoksüdeerija) eemaldamiseks terasest, suurendab läbikarastavust,
parandab keevitatavust.
Legeeritud
terastel arvestatakse legeerivate ainete mõju keevisõmbluse
kvaliteedile nn süsinikuekvivalendi abil: CEV = C + Mn6 +(Cr + Mo +
V)5 + (Ni + Cu)15 . CEV peaks olema alla 0,41. Kui CEV arv on 0,41 –
0,45, tuleks hea kvaliteedi saamiseks kasutada aluselise
kattega elektroode.
Keevitusasendite
tüübid ja markeering:Keevisõmblust
võib ruumilises mõttes teostada erinevates asendites. Eurostandardi
(EN) järgi tähistatakse keevitusasendeid tähekombinatsiooniga, USA
standardi järgi (AWS) tähe-numbrikombinatsiooniga (vt tabel 3)
Kõige kasutatavam ja kõige parema kvaliteedi tagab nn põrandaasend
e asend PA (USA
tähistus : 1G põkkliidetel ja 1F nurkliidetel).
[1:16]
Väga
tihti kasutatakse mitmesuguste konstruktsioonide keevitamisel ka
asendit PB, kui on tegemist nurkõmbluste
koostamisega . Nurkõmbluse
puhul PB asendis
hoitakseelektroodi
nurga keskel, kui nurk on 90°, siis
elektrood liigub 45° nurga all ja liikumise suunas ca 70° nurga all.
Asend
PC on nn seinaasend, kus liikumine toimub
horisontaalselt , elektrood
on liikumise suunas kaldu ca 70°.
Asend
PD on ülanurkasend, Kus elektrood liigub nurga keskel.
Asend
PE on nn laeasend, mille puhul elektroodi kalle on liikumise suunas
ca 70°
Asend
PF on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse
moodustumine toimub vertikaalselt alt üles. Elektroodi
põlev ots on
suunatud kergelt ülespoole ning liikumine toimub poolkaartena
pilu ühest servast teise.
Asend
PG on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse
moodustumine toimub vertikaalselt ülevalt alla.
MIG-
keevituse tööpõhimõteJoon. 1
Keevitustraat
on ühendatud alandatud voolu plusspoolega,
keevitatav detail aga
miinuspoolega. Kui
traat viia kontakti keevitatava detailiga, tekib
kaarlahendus, traat ja detail hakkavad sulama ja tekib
sulametall .
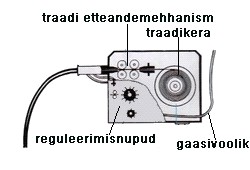
Traat,
mida söödetakse ette vastava mootori poolt (joon. 2), satub
keevitustsooni ja sulab kiirusega, mis sõltub valitud traadi
etteandmiskiirusest. Mida kiiremini töötab traadisöötmise mootor,
seda suurem on kaarlahenduse
voolutugevus . Traadi söötmiskiirus
kontrollib
keevitusvoolu .
Joon. 2
Keevisõmblust
oksüdeerimise ja ebaühtluste eest, kaitseb sulametalli inertsgaasi
kiht. Gaasi pealevool peab olema keevisõmbluse kaitse seisukohalt
piisav, kuid mitte raiskav.
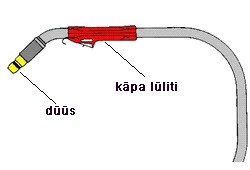
Käpa
ettevalmistamine:Esmalt tuleb kontrollida, et käpa (joon. 3)
kõri oleks sobiv traadi
läbimõõduga. Kui kõri ei sobi, tuleb see vahetada sobiva vastu.
Joon. 3
Keevitusaparaadi
ettevalmistamine keevitamiseks:
Etteanderulli reguleerimine. Etteanderullil tuleb valida
sobiv soon
kasutatava keevitustraadi jaoks. Selleks tuleb:
- lahti keerata traadi etteandmistugevust reguleeriva hoova kruvi ja vabastada traadi survekäpp;
- eemaldada survekäpp, keerata lahti etteanderulli fikseeriv mutter ja eemaldada klamber. Meeles tuleb pidada, et mutril on vasaku käe keere ;
- kohanda etteanderull kasutatava traadi läbimõõdule ja aseta etteandemehhanismi teised osad oma kohale.
Traadi
etteandmine: - Traadikeral (joon. 4) tuleb lahti keerata ja eemaldada kera hoidev mutter ja seib . Traadikera pidurimutrit ei tohi eemaldada.
Joon. 4
- Sobita traadikera rummule, kontrolli, et fikseeriv tihvt oleks pesas ning paigalda seib ja keera mutter tagasi oma kohale. Kontrollida tuleb, et rumm pöörleb vabalt. Kui vaja määrige rummule veidi laagrimääret.
- Lõika traat läbi (nii, et sellesse ei jääks keerdusid) ja lükka traadi ots traati suunavasse torusse. Aparaat peab olema seejuures ühendatud käpaga, millel puudub käpa otsik ja düüs.
- Lase survekäpp alla ja vabasta traadi etteandetugevust reguleeriv hoob.
- Vajuta käpa lülitile. Keera traadi söötmistugevust reguleerivat kruvi seni, kuni traat hakkab läbi käpa jooksma . Seejärel keera reguleerimiskruvi veel poole pöörde võrra. Mõnel mudelil on eraldi traadi etteandemehhanism, mille esipaneelil on traadi etteandmiseks eraldi nupp , mis võimaldab traadi ette söötmist nii, et see ei lähe voolu alla ja gaas ei avane. Sel juhul tuleb kasutada seda nuppu, aga mitte käpa lülitit.
- Kontrolli etteanderulliku survet , takista õrnalt käpast väljuvat traati pöidla ja nimetissõrme vahel. Selle mõjul ei tohi traat veel seiskuda.
- Vabasta käpa lüliti ja lõika väljajooksnud traat ära nii, et käpast jääks välja umbes 50 mm traati.
- Vali kasutatava traadi järgi sobiv düüs, lükka see käpast väljaulatuva traadi otsa ning keera tangide abil kindlalt oma kohale.
- Lõika väljaulatuv traat maha nii, et selle pikkuseks jääb 3 mm ja keerake või lükake paika sobiv otsik.
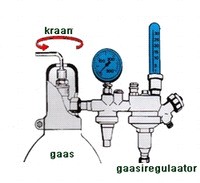
Kaitsegaasi
valik:
Pehmed
ja legeeritud terased. MIG-
keevitamisel on soovituslik kasutada gaasi koostisega: argoon, CO2,
2% hapnikku. Väike kogus hapnikku muudab kaarleegi stabiilsemaks ja
parandab sulametalli märguvust tööpinnaga, vähendades sulametalli
pindpinevusjõudu. Kasutada võib ka gaasi koostisega: argoon, 20%
CO2,
2% hapnikku. Süsinikdioksiidi (CO2)
kasutamisel tekib rohkem pritsmeid. Lisaks nõuab
süsinikdioksiid gaasiregulaatori (joon. 5) soojendaja kasutamist, et vältida
külmumist.
Joon. 5
Roostevaba teras. Gaas
koostisega: argoon, CO2,
2% hapnikku on enamlevinud gaas roostevaba terase keevitamisel,
väljaarvatud eriti madala süsinikusisaldusega teraste puhul. Siis
tuleks kasutada argooni. Soojendajat, mida kasutatakse
süsinikdioksiidiga keevitamisel argooni puhul ei kasutata
Keevitamine:
- Enne keevitama asumist kontrolli, et keevitusaparaat on korralikult käpa ja maandusjuhtmega. Puhasta traatharjaga keevitatav materjal ja ühenda maandusjuhe detaili puhta koha külge. Vahe kahe keevitatava detaili vahel tuleb hoida võimalikult väike.
- Ava gaasiventiil ja kontrolli gaasi survet. Järgnevalt keera keevitustüübi valiku lüliti keskmisesse asendisse (õmbluse keevitamine). Keera traadi ettesöötmiskiiruse reguleerija keskmisesse asendisse. Arvestades materjali paksust ja traadi läbimõõtu, keera voolutugevuse nupp sobivasse asendisse.
- Hoia käppa keevitatavast detailist umbes 10 mm kaugusel ja hoiata kõiki lähedalseisjaid, et nad kaitseksid oma silmi.
-
- Sea käpp keevitatava pinna suhtes 70- kraadise nurga alla ja vajuta käpa lülitile. Tekib kaarlahendus.
- Kui kaarlahendus on tekkinud, liiguta käppa aeglaselt vasakule, piki keevisõmblust.
- Kasutades traadi kiiruse regulaatorit, seadke kiirus selliseks , et kaarlahendusega kaasneb krõpsuv heli ja ilus sula õmblus .
NB! - Hoia käpa otsik pritsmetest puhas, kasuta selleks pritsimise vastast pulverisaatorit.
- Keevitamise lõppedes hoia käpp veel paari sekundi jooksul samas asendis.
- Kui traat on kinni jäänud või ära põlenud, eemalda kontakti otsik, sööda traati edasi ja lõika rikutud osa maha.
- Traadi kinnijäämise korral reguleeri traadi ettesöötmistugevust.
Keevitusdefektid:Defekte
liigitatakse nende asukoha ja tekkepõhjuse järgi.
Asukohajärgi
eristatakse välis- ja sisedefekte. Välised
defektid on visuaalselt
avastatavad, sisemisi on võimalik
avastada eriseadmete abil.
Tekkepõhjuste
järgi jaotatakse defektid kahte rühma:
Esimese
rühma defektid on seotud metallurgiliste, termiliste ja
hüdrodünaamiliste protsessidega keevitusvanni moodustamisel,
kristalliseerumisel ja jahutamisel. Siia kuuluvad kristalliseerumis-
ja külmapraod õmbluses ning õmbluslähedases
alas ,
poorid ,
räbupesad, mittekeevitunud piirkonnad, rabedus, õmbluse tugevus
ning plastsuse mittevastavus nõutavale, mittesoovitatavad muutused
õmbluslähedase ala metallis.
Teise
rühma defektid tekivad õmbluse kujunemisel. Nende hulka kuuluvad
keevitumatus,
lõikumine , läbipõletus,
laiendid , kraatrid, õmbluse
mõõtmete vähenemine jne. Nende teket põhjustavad vale
tehnoloogiline protsess või keevitusrežiim, rikkis
seadmed ,
elektroodi vale asend õmbluse suhtes, keevitatavate detailide halb
ettevalmistamine või koostamine,
keevitaja vähesed oskused, halvad
keevitustingimused jne.
Defektide
hulka arvatakse ka üksikute elementide või kogu
keevituskonstruktsiooni
kaardumine .
Kristalliseerumispraod:
Kristalliseerumispraod
tekivad sulametalli kristalliseerumisel, kui metalli temperatuur on
hapruse temperatuuri vahemikus. Kristalliseerumise ajal mõjuvad
õmblusmetallile tõmbepinged, mis tekivad keevitatava metalli
ebaühtlase kuumenemise ja jahutamise tõttu. Pingete teket
soodustavad ka jäigad rakised, mis takistavad metalli kahanemist.
Tõmbepingete tõttu õmblusmetall
deformeerub plastselt ning
põhjustab
kristallide vahel pragusid.
Keevitamisel
tuleb kristalliseerumispragude vältimiseks arvestada metalli hapruse
temperatuuride vahemikust, tõmbepingete tekkimise kiirusest ja
keevitusvanni
suurusest ning
kujust .
Keevitamisel
saab tõmbepingete mõju kristalliseeruvale
metallile vähendada aga
mitte täielikult vältida. Tähelepanu tuleb pöörata metalli
keemilisele
koostisele , millest oleneb hapruse temperatuuride
vahemiku ulatus ja metalli
plastsus ning seega ka vastupidavus
kristalliseerumispragudele.
Kristalliseerumispragude
vältimise tõhus
moodus on tekkivate pingete vähendamine või nende
kriitilise väärtuse saabumise hetke edasinihutamine, kuni
metall on
kristalliseerunud ja tema plastsus
küllaldane . Selleks peab eelkõige
keeviskonstruktsioon olema tehnoloogiline: võimalikult väheste
õmblustega, nende liigse koondamiseta, liigse jäikuseta jne. Ka
tehnoloogilised võtted, nagu optimaalne
servamine , õmbluste
keevitamise ratsionaalsed võtted, õige keevitusviis ja – režiim
aitavad pingete teket vähendada. Paljudel juhtudel on otstarbekas ja
isegi hädavajalik keevitatava metalli eelkuumutamine, mis pingeid
küll ei vähenda, kuid aeglustab nende tekkimise kiirust.
Kuum-
ja külmpraod:
Õmbluslähedases alas võivad tekkida teatud tingimustel
kuumapraod., mis tavaliselt kulgevad mööda põhimetalli terade
piire , kuid vahel ulatuvad ka õmblusesse või põhimetalli teistesse
osadesse. Kuumapraod tekivad põhimetalli sulamistemperatuurist
madalamal temperatuuril, kui terade vahele on koondunud
kergsulavatest
ühenditest vahekiht. Seejuures peeneteralise
struktuuri puhul on kuumpragude tekke oht tunduvalt väiksem kui
jämedateralise puhul. Kuumapragusid on võimalik vältida, kui
keevitamisel on energia väike. Mõnevõrra vähendab kuumapragude
teket keevitatava materjali termotöötlus.
Külmapraod
tekivad keevisliidetes temperatuuridel alla 200 0C, mil õmbluse- ja
põhimetalli omadused on praktiliselt samad kui normaaltemperatuuril.
Külmapraod on tüüpilised defektid periit- ja martensiitklassi
kesk- ja kõrglegeeritud
terastest.
Keevisliidetes. Et külmpraod tekivad hästi karastuvate või
karastatud struktuuride puhul, siis nimetatakse neid sageli ka
karastuspragudeks. Need praod on peamiselt õmbluslähedases alas,
harva õmbluses endas. Külmpraod tekivad tavaliselt mõne aja
möödudes pärast keevitamist ja levivad metallis pikkamööda (mõne
tunni või isegi päeva kestel). Külmpragude
vältimine on lihtne,
kuid tõhusaim moodus on keevituse termilise tsükli reguleerimine
nii, et õmbluslähedase ala
jahutamine oleks
aeglasem , kui on vaja
metalli karastamiseks. Selleks tuleb valida optimaalne keevitusviis
ja –režiim ning kuumutada detaili keevitamise ajal.
Läbipõletus:
Läbipõletuseks nimetatakse tühimikke õmbluses, mis tekivad
keevitusvanni tühjaksvalgumisel. Läbipõletuse põhjuseks on liiga
tugev keevitusvool, liiga lai pilu keevitatavate
servade vahel,
elektroodi või toote liigne
nihkumine keevitamisel ja räbustipadja
(või alusplaadi) halb asend.
Defekt on parandatav täiskeevitamisega.
Põletus :
Põletuseks nimetatakse põhimetalli sulanud kohti väljaspool
õmblust, mis tekivad peamiselt kaare süütamisel või juhusliku
kontakti tõttu elektroodihoidikuga. Põletuskohtades on metall vähem
plastne .
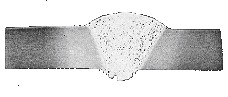
Õmbluse ebaühtlane laius:
Õmbluse ebaühtlane laius on tingitud kaare pinge või
keevituskiiruse kõikumisega.
Õmbluse poorsus :
Õmbluse poorsus (joon.1) tekib metallis lahustunud gaaside
eraldumisel kristalliseeruvast keevitusvannist. Poorid võivad
paikneda õmbluse
teljel , õmbluse ristlõikes ja samuti
kokkusulamisala lähedases ketina või üksikute rühmadena. Mõnikord
on poore ka õmbluse pinnal. Nende suurus võib olla mõnest
mikromeetrist kuni mõne millimeetrini. Keevisõmbluste poorsus on
täiesti lubamatu
survega või vaakumiga töötavais aparaatides ning
vedelate ja gaasiliste ainete anumais.
Poorsuse vähendamiseks on
vaja
suurendada
keevitusvanni, aeglustada selle jahtumiskiirust ning luua sel moel
tingimused gaaside täielikuks eraldumiseks.
Joon. 1
Räbupesad:
Räbupesad on õmbluses kanalitena, mis ei
välju õmbluse pinnale.
Kanali laius on tavaliselt võrdne keevitatavate materjalide vahelise
piluga, pikkus aga võrdne või kordne keevitusvanni pikkusega.
Sellised räbupesad tekivad peamiselt räbustis keevitamisel, kui
kahepoolse õmbluse esimest läbimit keevitatakse räbupadjal,
harvemini õmbluse ühe poole keevitamisel servade täieliku
läbisulatamisega. Räbupesade teke oleneb pilu suurusest. Näiteks
kuni 3 mm laiuse pilu korral seda defekti ei esine. Räbupesade
vältimiseks soovitatakse samu abinõusid, mis poorsuse puhul.
Kokkusulamatus:
Kaar-
ja räbukeevitamisel tekib mõnikord õmbluse- ja põhimetalli
kokkusulamatus kas keevitusvanni kogu perimeetri või selle mingi osa
ulatuses. Seda põhjustab suur keevituse kiirus või tugev vool üle
1500A. Räbukeevitusel võib kokkusulamatus tekkida isegi normaalsel
režiimil. Kokkusulamatus on seletatav keevitusvanni kujunemisega.
Viimast võib vaadelda kui põhimetalli süvendi tekkimist ja selle
täitumist sulametalliga. Kui süvendi pinda
kattev sulanud
metallikiht tardub enne süvendi täitumist ja keevitusvanni
soojussisaldus pole küllaldane selle taassulatamiseks, siis põhi-
ja õmblusmetall ei sula kokku. Defekt on välditav mitme kaarega
keevitamisel, kuumutamisega keevitamise ajal, keevituskiiruse ja
–voolu vähendamisega.
Kahanemisrabedus:
Räbusti mitme kaarega suure kiirusega keevitamisel tekib omapärane
defekt – kahanemisrabedus. Defektsed kohad asuvad teineteisest
keevitusvanni pikkusega võrduval kaugusel ja on 2 … 3 mm
sügavused. Arvatakse, et selline kohtrabedus on seotud metalli
ebaühtlase siirdega vanni tagumisse
ossa .
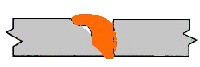
Keevitumatus:
Kokkusulamatusele analoogne, kuid keevitumatus (joon. 2) , milleks
nimetatakse kohatist kokkusulamatust keevitavate elementide vahel,
õmblus- ja põhimetalli vahel või mitmekihilise õmbluse üksikute
kihtide vahel.
Joon. 2
Lõikumine:
Lõikumiseks nimetatakse põhimetalli paksuse kohtvähenemist õmbluse
serval, mis esineb sagedamini nurkõmbluse ja mitmekihilise õmbluste
esimese kihi keevitamisel. Lõikumine võib tekkida õmbluse ühel
või mõlemal serval, viimane on tüüpilisem. Enamasti on lõikumise
põhjuseks liiga kõrge pinge või
elektroodi kõrvalekaldumine õmbluse
teljest .
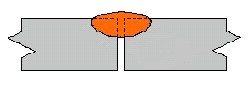
Laiendid:
Laiendid (joon. 3) tekivad siis, kui õmblusmetalli voolab
põhimetallile, sellega kokku sulamata. Laiendid esinevad peamiselt
servamata põkk- ja nurkõmbluste keevitamisel ning pealesulatamisel.
Defekti põhjustab vale keevitusrežiim või paks tagakiht
keevitatavatel servadel.
Joon. 3
Defektide
vältimiseks tuleb enne keevitama asumist mõelda kolmele olulisele
tegurile:
- põhjalik ettevalmistus;
- keevitusrežiim;
- täpsed töövõtted.
Keevituse
ettevalmistuses on oluline: - faasida keevitatavad servad, et need oleksid puhtad;
- rasvaeemaldaja ja roostevabast terasest harja abil tuleb eemaldada pinnalt mustus, õli, rasv ja värv ning seejärel pind kuivatada;
- elektroodid peavad vastama õigetele tehnoloogilistele tingimustele, samuti on tähtis kasutada õige keemilise koostisega traati.
Keevituse
töövõtetes tuleks silmas pidada: - tuleb fikseerida keevitatavad detailid;
- tähtis on jälgida keevituskiirust, et tekiks õige kujuga keevitusõmblus;
- keevitada võimalikult kiiresti, see viib miinimumini ebaühtlused ja praod;
- püüda keevitada õmblus korraga;
- katkestuste ajal puhastada traatharjaga õmblus ja parandada defektid;
- parima tulemuse saamiseks tuleks valmis õmblus harjata üle;
Enne
keevitusaparaadiga tööle asumist tueleb kindlasti läbi lugeda
ohutusnõuded. Keevitustöödel tuleb kanda vastavaid tööriideid,
kindaid ja spetsiaalset kaitseklaasiga varustatud näokatet või
keevitusmaski.
Keevitusaparaati on normaaltingimustes lihtne ja ohutu kasutada. Kui seda aga kasutada
teistsugustes oludes, näiteks niiskuses, kaldpindadel,
kõrgematel kohtadel jne. tuleb arvestada vastavates oludes
kaasnevate võimalike ohtudega. Aparaati ei tohi tõsta koos selle
tagaküljele kinnitatud gaasiballooniga. Enne tõstmist tuleb
eemaldada gaasiballoon. Kaldpindadel töötamisel tuleb fikseerida
enne tööle asumist aparaadi
rattad .
Enne
töö alustamist tuleb kõik kergestisüttivad materjalid eemaldada
keevitustsoonist. Kaarlahendust ei tohi tekitada gaasiballoonil või
selle läheduses.
Keevituse
puhul eralduv
toksiline gaas võib jääda halva ventilatsiooni puhul
hõljuma keevitustsooni. Nende gaaside suhtes tuleb olla eriti
valvas. Kindlasti tuleb töötsoonis kasutada äratõmbega
ventilatsiooni.
Keevituse
elektrilisest kaarleegist eraldub soojust ja
ultra -violettkiirgust.
Seetõttu tuleb keevitamise ajal keevitusaparaadi kasutajal ja
läheduses viibivatel isikutel kaitsta oma silmi kiirguse eest.
Keevitamisel tuleb alati kasutada spetsiaalse kaitseklaasiga
varustatud näokatet või keevitusmaski. Keevitusmask kaitseb ka
lendavate metalliosakeste silma
sattumise eest. Keevitusmaskidest on
soovitav kasutada ise tumeneva klaasiga maski. Maski
klaasipuhastamiseks võib kasutada seebivees
niisutatud lappi.
Kindaga klaasi puhastamine kriimustab klaasi.
Kuumuse
kaitseks tuleb keevitamise ajal panna kätte keevituskindad (joon.
2).
Kindad kaitsevad käsi ka lendavate metallosakeste ja
kaarleegi ultra-violettkiirguse eest.
Joon. 2
Keevitaja
peab kasutama tööriideid (joon. 3), mille
kaeluse ja käised on
võimalik kinni nööpida. Metalli pritsmete eest aitab kaitsta
nahkpõll.
Joon. 3
Keevitamisel
tuleb kanda vastavaid tööjalatseid. Õhukesest materjalist
jalatsite kandmine on keelatud.
Joon. 4




































Kõik kommentaarid