Õpiobjekti
nimetus: Keevisliited ja
keevitusasendid
Õpiobjekt
sisaldab
keevisliidete praktilise valmistuse ja tehnilistel joonistel
tähistuse kirjeldusi ning keevitusasendite olemust ja tähistamist
vastavalt euronormidele.
Autor: MSc
Ruubo Roots
Tehniline teostaja: MSc Andrus
Rähni
Õpiobjektist
Keevitustehnoloogiad on väga
laialdaselt kasutatavad nii
kaasaegses masinaehituses,
aparaaditööstuses kui ka ehituses. Vähemal või
suuremal määral peavad keevitusega seonduvat tundma tulevased insenerid,
tehnoloogid-konstruktorid, tootmisjuhid ja keevitajad, kes on seotud
otseselt keevisliidete projekteerimisega või
keevitustöödega.
Esitatav õpiobjekt „
Keevisliited ja keevitusasendid " on mõeldud nii kõrgkoolide üliõpilastele,
kui ka keevitajate algõppe ja täiendõppe kursustest osavõtjaile.
Õpiobjekt võib olla abiks materjali iseseisval omandamisel
töölistele, ametikoolide õpilastele ja kõigile huvilistele, kes
oma oskusi ja teadmisi keevituse alal tahavad
täiendada .
Õpiobjekt
on mõeldud täiendavaks abimaterjaliks masinaehitusinseneride,
tehnomaterjalide ja turunduse inseneride ning autoinseneride
keevitusalases õppes vastavalt antud erialade
ainekavadele.
Õpiobjekt on suunatud järgmistele
sihtrühmadele:
- TTK mehaanikateaduskonna kaugõppe üliõpilased
- TTK statsionaarõppe üliõpilased
- täiend- ja ümberõppekursuslased, kes õpivad keevitustehnoloogia teooria ja praktika alaseid temaatikaid.
Õpiobjekti eesmärgid on:
- anda informatsiooni laiemalt keevitusliikidest ja nende olemusest;
- anda teadmisi erinevate keevitusviiside tööasendite tähistamisest vastavalt euronormidele;
- anda teadmisi keevisliidete tähistamisest tehnilistel joonistel vastavalt euronormidele;
- anda kursuslastele võimalus aine omandamiseks neile sobivas tempos .
Õpiobjekti läbi töötades:
- õppija saab aru erinevate keevitusviiside tööasenditest ja nende tähistusest;
- õppija oskab lugeda ja koostada keevitusalaseid jooniseid ja nende järgi keevisliiteid koostada;
- teadmiste omandamisel mõistetakse lihtsamalt keevitustehnoloogiaid;
Enne
õpiobjektiga tutvumist peaksid õppijal olema üldised eelteadmised
keevitustehnoloogia olemusest ja põhimõtetest, mõningased
praktilised kogemused ning eelteadmised metallide keevitatavusest ja
keevitusmaterjalidest. Enne praktiliste harjutuste alustamist on
kohustuslik tutvuda ohutustehnikaga keevitustöödel.
Töös
kasutatavate jooniste autor on Andrus Rähni ja
fotode autor on Ruubo
Roots. Õppematerjal on tähistatud
Creative Commonsi`i litsentsiga
BY-NC. Selline
litsents lubab materjali levitada, kuid keelab selle
kommertseesmärgil kasutamise ning muutmise teiste kasutajate poolt.
Loe lähemalt Creative Commonsi Eesti ametlikult kodulehelt
http://www.creativecommons.ee/ .
Üldiselt keevitamisest
Keevisliide on kahest või enamast detailist koosnev keevitamise abil koostatud liide.
Keevitamisel toimub sulatatud
lisamaterjali ja põhimaterjali segunemine ning nende
tardumisel moodustub keevisõmblus e. keevisliide.
Enamkasutatavad keevitusviisid on:
1. Elektroodkeevitus e. käsikaarkeevitus
Joonis 1.
Elektroodkeevitus MMA –
manual metallic arc. Euronormidele vastav tunnusnumber on 111. Elektroodkeevituses kasutatakse
lisamaterjalina elektroode, millel on peal elektroodikate (vt joonis 1). Elektroodide suurus määratakse elektroodi läbimõõdu ja pikkuse järgi, näit märge 2,5-300 tähendab, et elektroodi läbimõõt on 2,5mm ja pikkus 300mm. Elektroodikate võib olla happeline (A), aluseline (B), tsellulooskate (C) või rutiilkate (R). Elektroodkeevituse
eeliseks on see, et selle meetodiga saab keevitada mitmesugustes ilmastikuoludes ja väga mitmesuguseid materjale. Puuduseks on see, et elektroodi peab iga vähese aja tagant
vahetama ning keevisõmblus tuleb alati puhastada šlakikoorikust – seega on elektroodkeevitus aeganõudvam.
2. Traatkeevitus inertgaasi keskkonnas
Joonis 2. MIG-MAG
keevitus MIG – metallic inert gas. Euronormidele vastav tunnusnumber on 131. Kõige levinum keevitusel kasutatav inertgaas on
argoon , Ar. Laialdaselt kasutatakse argooni ja süsihappegaasi segu, näit AGAMIX-20, Kus argooni on 80% ja süsihappegaasi 20%. (Vt joonis 2).
3. Traatkeevitus aktiivgaasi keskkonnas
MAG – metallic activ gas. Euronormidele vastav tunnusnumber on 135. MAG keevituses kasutatakse aktiivgaasina süsihappegaasi, CO2. (Vt joonis 2). MIG-MAG keevituse agregaat koosneb vooluallikast, traadietteandemehanismist, peavoolikust, keevituspõletist ning kaitsegaasiballoonist koos reduktori ja voolikuga. Keevitusprotsessi iseloomustab kõrge
tootlikkus ja hea kvaliteet kuna puuduvad elektroodi vahetamisest tingitud
katkestused ja keevitamisel ei teki
räbu . Keevituskaar on soojuslikult kontsentreeritum, mistõttu termomõju tsoon on kuni kaks korda kitsam kui elektroodkeevitusel ja sellest tulenevalt on keevitatavas
materjalis deformatsioonid väiksemad, suureneb ka läbikeevituse suurus.
MIG-MAG keevituse puuduseks on see, et seda ei saa kasutada välitingimustes, sest väiksemgi tuuleõhk puhub kaitsegaasi
kaarleegi ümbert ära ning ka keevitustraatide valik on tunduvalt väiksem elektroodide omast.
4. Keevitus sulamatu elektroodiga inertgaasi keskkonnas
Joonis 3. TIG keevitus
keevitus sulamatu elektroodiga inertgaasi keskkonnas (TIG –
tungsten inert gas, euronormidele vastav tunnusnumber on 141) TIG keevituses kasutatakse inertgaasina tavaliselt puhast argooni või argooni segu vähese lämmastikoksiidiga (AGA MISON) Harvemini kasutatakse heeliumit (He) (Vt joonis 3) TIG keevitus on elekterkaarkeevitusprotsess, kus
kaarleek põleb sulamatu volframelektroodi ja keevitatava materjali vahel. TIG protsessiga võib keevitada kas lisaainega või ilma.
Lisaaine viiakse kaarleegi toimepiirkonda tavaliselt käsitsi. Kaarleegi piirkonnas lisaaine sulab ning moodustub keevisõmblus. Gaasisuudme kaudu juhitakse kaarleegi juurde kaitsegaas, mis kaitseb keevisõmblust välisõhu kahjuliku mõju eest. TIG keevitus sarnaneb oma
tehnoloogia poolest gaaskeevitusega. TIG keevituse eelisteks on, et see sobib väga paljude metallide
keevitamiseks , ei ole
pritsmeid , saab keevitada suhteliselt õhukesi materjale. Puuduseks on protsessi suhteline aeglus, tundlikkus tuuletõmbe suhtes (nagu ka MIG-MAG-il) ja tundlikkus ebapuhaste pindade suhtes.
5. Gaaskeevitus
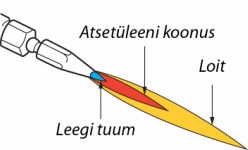
Joonis 4.
Gaaskeevitus GW - gas
welding . Hapniku-atsetüleeni keevitus, euronormidele vastav tunnusnumber on 311. (Vt joonis 4). Gaaskeevitus oli varemalt väga laialdaselt kasutatav keevitusviis, kuid seoses uute keevitustehnoloogiate kasutuselevõtuga on gaaskeevituse osatähtsus langenud. Gaaskeevitus on sulakeevitusviis, kus
vajaminev kuumus metalli sulatamiseks saadakse põlevgaasi ja hapniku segust süüdatud leegist. Põlevgaasiks võib olla
atsetüleen ,
propaan või
butaan . Kõige laialdasemalt kasutatakse hapniku (O2) ja atsetüleeni (C2H2) segu, mis annab sulatustemperatuuriks kuni 3200°C. Enamikel juhtudel kasutatakse gaaskeevitusel lisametalli traadi kujul. Gaaskeevituse eeliseks on see, et see sobib peaaegu kõikide laiemalt kasutatavate metallide keevitamiseks. Negatiivse poolena võib välja tuua asjaolu, et gaaskeevitusel toimub väga suur soojuse ülekandumine keevitatavale detailile, mis omakorda tekitab ulatuslikke deformatsioone. Gaaskeevituse protsess on ka suhteliselt aeglane, võrreldes elekterkeevitustega.
Teraste keevitatavus
Legeerimata terased on hästi
keevitatavad kui süsiniku sisaldus on neis alla 0,21%,
süsinik sulab 3632°C juures ja hakkab keema 4800°C juures, süsinik annab terasele juurde tugevust kuid koguse kasvades suurendab ka terase rabedust. Kui süsiniku sisaldus terases on üle 0,25% siis võivad keevitustsoonis tekkida praod.
Terase kõvaduse ja tugevuse
suurendamiseks lisatakse terasesse
mangaani , mis on samuti üks terase põhikomponente (tavaterastes kuni 1,65%)
Mangaan sulab 1260°C juures ja lisatakse üleliigse hapniku (desoksüdeerija) eemaldamiseks terasest, suurendab läbikarastavust, parandab keevitatavust.
Legeeritud terastel arvestatakse legeerivate ainete mõju keevisõmbluse kvaliteedile nn süsinikuekvivalendi abil: CEV = C + Mn6 +(Cr + Mo + V)5 + (Ni + Cu)15 . CEV peaks olema alla 0,41. Kui CEV arv on 0,41 – 0,45, tuleks hea kvaliteedi saamiseks kasutada aluselise
kattega elektroode.
Keevisliidete tüübid
Põkkliide
Joonis 5. Põkkliide "I" piluga [2:19]
"I"
pilu (vt joonis 5) kasutatakse põkkliidete puhul kuni 3 - 4mm paksusega materjalide keevitamisel, pilu jäetakse ca 2 - 2,5mm
Joonis 6. Põkkliide „V“ piluga
Põkkliide „V“ piluga kumera õmblusepealsega ja joonisel tähistusega (vt Joonis 6). Kumera pealsega õmblust nimetatakse tugevdusega õmbluseks ning selle saavutamiseks peaks
keevituskiirus olema väiksem, et materjal kuhjuks õmbluse
keskele . Vastavalt standardile EV EN ISO 5817:2000 loetakse teatud
piirist õmblusepealne
kumerus defektiks
Joonis 7. Põkkliide „V“ piluga [2:23]
Põkkliide „V“ piluga
sileda õmbluspealsega ja joonisel tähistusega (vt joonis 7). Sileda õmbluspealsega õmblust võib valmistada kumera õmbluse hilisema ülekäiamisega või niisuguse keevitusprotsessi valikuga, kus
voolutugevus ja liikumine on tasakaalus, et õmblusele ei tekiks lohku ega ülespoole kumerust.
Joonis 8. Põkkliide „V“ piluga [2:23]
Põkkliide „V“ piluga nõgusa õmbluspealsega ja joonisel tähistusega (vt joonis 8). Nõgusa õmbluspealisega õmbluse saavutamiseks on vaja keevitada tugevama vooluga ning liikumisel pilu keskkoht kiiremini ületada. Vastavalt standardile EV EN ISO 5817:2000 loetakse teatud piirist õmblusepealne nõgusus defektiks.
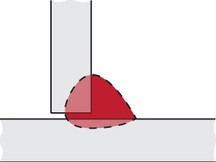
Nurkliide
Joonis 9.
Nurkliide [2:23]
Nurkliide, (vt joonis 9), tekib sellisel juhul, kui omavahel kokkukeevitatavad detailid asuvad teineteise suhtes nurga all ja keevisõmbluse ristlõige kujuneb kolmnurga
kujuliseks . Kolmnurga kõrgust tähistatakse "a" tähega ja kaatetite pikkust tähistatakse "z" tähega.
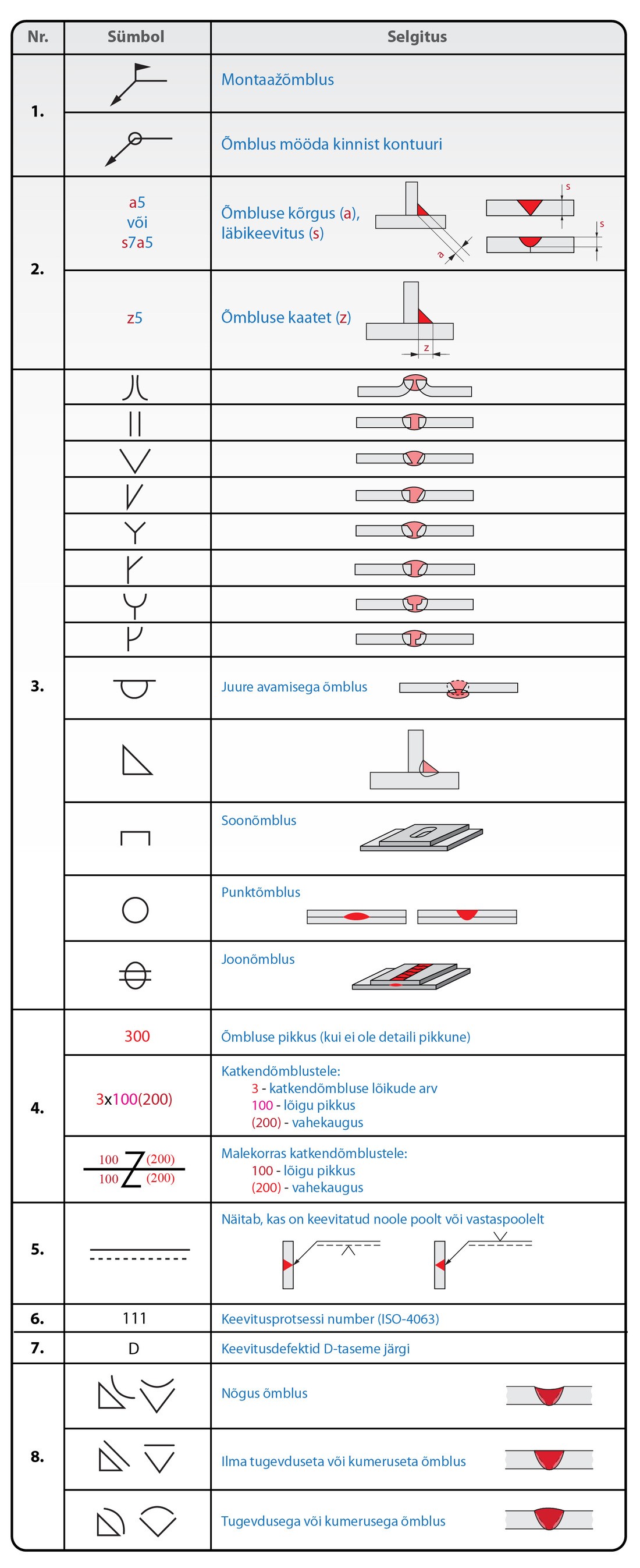
Keevisliidete tähistamine joonistel
Vastavalt standardile EVS EN 22553:2000 koosneb keevisõmbluse
tähistus õmbluse
asukohta suunatud viitenoolest (1), laudist (2a), identifitseerimisjoonest (2b), õmbluse tähisest (3), sabaosas (4) vajadusel keevitusprotsessi numbertähisest ja kvaliteedinõuetest defektide järgi vastavalt standardile EVS EN ISO 5817:2000.
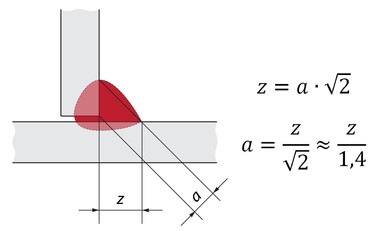
Servade töötlusviisi olemust või nurkõmbluse ristlõiget iseloomustav tingmärk kantakse laudi (2) peale (vt joonis 10) Nurkõmbluse kõrguse „a“ mõõt või tekkiva kolmnurga
kaateti pikkus „z“ märgitakse tingmärgist vasakule (vt joonis 11).
Levinum on „a“
mõõdu tähistamine laudil,
kusjuures „a“ ei tohi olla väiksem kui 2mm.
Joonis 10. Keevisõmbluse andmete tähistamine [5:13]
Joonis 11. "a" ja "z" mõõtude märkimine ja nende omavaheline suhe [2:23]
Tingmärgist paremale kantakse õmbluse pikkus, juhul kui õmblus ei ole detailiga ühepikkune. Viitjoone ja laudi lõikepunktis näidatakse mööda kinnist kontuuri keevitatud õmblused
ringiga . Vt. joonis 12 ja tabel 1 pos.1.
Joonis 12. Keevisõmbluse andmete tähistamise näide EN 22553:2000 järgi [1:85] (tähistuste
selgitused Tabel 1)
Tabel 1. Keevisõmbluste tähistamise tingmärgid ja selgitused joonistel tähistamisel [1:85-86]
Keevitusasendite tüübid ja markeering
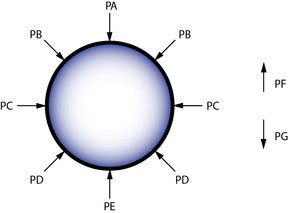
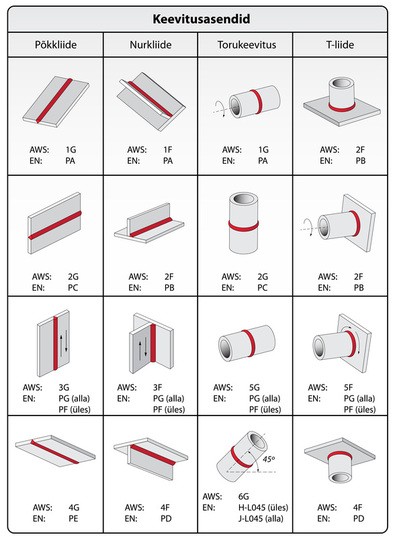
Keevisõmblust võib ruumilises mõttes teostada erinevates asendites. Eurostandardi (EN) järgi tähistatakse keevitusasendeid tähekombinatsiooniga, USA standardi järgi (AWS) tähe-numbrikombinatsiooniga (vt tabel 3) Kõige kasutatavam ja kõige parema kvaliteedi tagab nn põrandaasend e asend PA (USA tähistus: 1G põkkliidetel ja 1F nurkliidetel). [1:16]
Väga tihti kasutatakse mitmesuguste konstruktsioonide keevitamisel ka asendit PB, kui on tegemist nurkõmbluste koostamisega. Nurkõmbluse puhul PB asendis hoitakse elektroodi nurga keskel, kui nurk on 90°, siis
elektrood liigub 45° nurga all ja liikumise suunas ca 70° nurga all.
Asend PC on nn seinaasend, kus liikumine toimub
horisontaalselt , elektrood on liikumise suunas kaldu ca 70°.
Asend PD on ülanurkasend, Kus elektrood liigub nurga keskel.
Asend PE on nn laeasend, mille puhul elektroodi kalle on liikumise suunas ca 70°
Asend PF on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse moodustumine toimub vertikaalselt alt üles. Elektroodi põlev ots on suunatud kergelt ülespoole ning liikumine toimub poolkaartena pilu ühest servast teise.
Asend PG on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse moodustumine toimub vertikaalselt ülevalt alla.
Joonis 13. Skemaatiline keevitusasendite tähistamine
Tabel 3. Keevitusasendite tähistamine [2:27]
Gaaskeevituse asendid ja leegitüübid
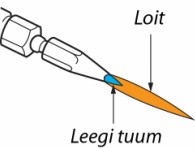
Joonis 14. Normaalleek [3:3-9]
Gaaskeevitus on sulakeevitusviis, kus vajaminev kuumus metalli sulatamiseks saadakse põlevgaasi ja hapniku segust süüdatud leegist. Põlevgaasiks võib olla atsetüleen, propaan või butaan. Kõige laialdasemalt kasutatakse hapniku (O2) ja atsetüleeni (C2H2) segu, mis annab sulatustemperatuuriks kuni 3200°C. Enamikel juhtudel kasutatakse gaaskeevitusel lisametalli traadi kujul. Gaaskeevituse eeliseks on see, et see sobib peaaegu kõikide laiemalt kasutatavate metallide keevitamiseks. Negatiivse poolena võib välja tuua asjaolu, et gaaskeevitusel toimub väga suur soojuse ülekandumine keevitatavale detailile, mis omakorda tekitab ulatuslikke deformatsioone. Gaaskeevituse protsess on ka suhteliselt aeglane, võrreldes elekterkeevitustega.
Joonis 15. Oksüdeeriv
leek Vajaliku gaasisurve reguleerimiseks avatakse põletil korraks kumbki gaasikraan, et tekiks gaasi läbivool läbi ballooni küljes oleva reduktori. Gaasi läbivoolul läbi reduktori reguleeritakse gaasisurve reduktori kraanist vajaliku surveni. Gaasileegi süütamisel avatakse
kõigepealt kergelt põletil olev hapnikukraan, seejärel põletil olev atsetüleenikraan ja süüdatakse gaasisegu. Gaasisegu süttimisel reguleeritakse leek vastavalt vajadusele. Tavaliselt kasutatakse keevitus ja jootetöödel normaalleeki (vt joonis 14).
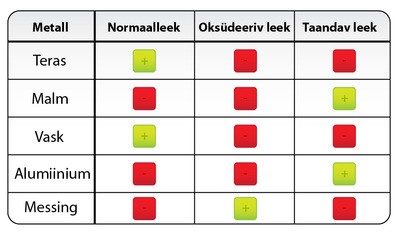
Gaasileeki, milles on hapniku suur ülehulk, nimetatakse oksüdeerivaks leegiks, sel juhul on põletisse antava hapniku maht atsetüleeni mahust rohkem kui 1,3 korda suurem (vt joonis 15). Niisugust leeki kasutatakse
messingi keevitamisel või vase ja valuterase kõvajootmisel.
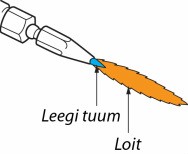
Joonis 16.
Taandav leek [3:3-9]
Gaasileegi segu, mis on rikastatud atsetüleeniga, nimetatakse taandavaks leegiks (vt joonis 16), sellist leeki kasutatakse valuterase, alumiiniumi ning tsingi jootmisel ja keevitamisel.
Tabelis 3 on välja toodud materjalid, mille puhul kasutatakse normaalleeki, oksüdeerivat leeki ja teendavat leeki.
Tabel 3. Leekide kasutamine vastavalt materjalidele
Gaaskeevituse võtted ja asendid
Gaaskeevituses kasutatakse põhiliselt kahte keevitusvõtet (suunda), vasak- ja paremasuunalist keevitust. Võtted erinevad teineteisest lisametalli asendi poolest keevitusleegi suhtes ja
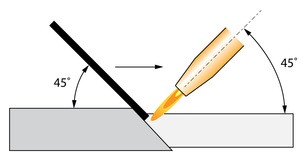
põleti liikumissuunast. Vasaksuunalisel keevitusel suunatakse leek keevitussuunas ja lisametalli
varras asetseb/liigub
leegi ees. Liikumine toimub paremalt vasakule ja nii põleti kui ka lisametalli varras asetsevad põhimaterjali suhtes ca 45° nurga all (vt joonis 17)
Joonis 16. Vasaksuunaline keevituse asend
Vasaksuunalist keevitusvõtet kasutatakse põhiliselt kuni 3mm paksuste materjalide keevitamisel. Lisametalli
varrast hoitakse nii, et leek kuumutaks varda otsa ning varrast liigutatakse kergelt edasi-tagasi. Keevitust alustades kuumutatakse pilu
servi nii, et pilusse sulaks pirnikujuline pesa, kuhu sulatatakse lisamaterjali varrast. Keevisõmblus peab jääma kõrgemaks põhimaterjali pinnast ja olema pealt kerge tugevdusega e kumerusega.
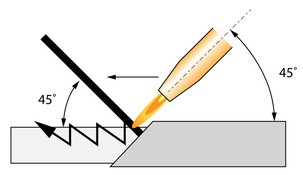
Joonis 18. Paremsuunaline keevituse asend [2:229]
Paremsuunalise keevituse puhul on leek suunatud keevisõmbluse poole ja liikumine toimub vasakult paremale. Nii põleti kui ka lisametalli varras asetsevad põhimaterjali suhtes ca 45° nurga all (vt joonis 18). Paremsuunalise keevitusega keevitatakse üle 3mm paksusega materjale. Lisamaterjali varrast liigutatakse ovaalselt keevisvanni pilus. Varda ots ulatub peaaegu pilu põhjani, et
toimuks kvaliteetne läbikeevitus ja keevisõmblusele moodustuks nõuetekohane juur.
Gaaskeevitust kasutatakse põhiliselt torude keevitamisel mitmesugustes asendites. Kitsastes kohtades kasutatakse vaatevälja parandamiseks keevituspeegleid.
Gaaskeevituse lisamaterjali varda läbimõõdu
valikul lähtutakse keevitatava materjali paksusest (t). Lisamaterjali varda Ø d=0,5t. Näiteks, kui t=4mm, siis d=2mm. Liiga peenike lisamaterjali varras raskendab keevitust, kuna see sulab kiiresti ja materjali tuleb ka kiiresti peale sulatada. [2:229]
Gaaskeevitusel kuni 3mm paksustel materjalidel kasutatakse I- pilu ja pilu laius on 2-3 mm. Üle 3mm paksuste materjalide keevitamisel kasutatakse V -pilu, mille
faasid moodustavad 60°-se nurga ning pilu on 2-4mm.
Enesekontrolli küsimused
1. Elektroodkeevituse inglisekeelne lühend on?
On ainult üks õige vastus.
TIG
MIG
MMA
MAG
2. Keevitus sulamatu elektroodiga inertgaasi keskkonnas on?
On ainult üks õige vastus.
TIG
MIG
MMA
MAG
3. MAG keevituse tunnusnumber eurostandardi järgi on?
On ainult üks õige vastus.
141
111
311
135
4. Gaaskeevituse tunnusnumber eurostandardi järgi on?
On ainult üks õige vastus.
141
111
311
135
5. Legeerimata terased on hästi keevitatavad kui süsiniku sisaldus on neis alla?
On ainult üks õige vastus.
0,02%
0,45%
0,12%
0,21%
6. Terase kõvaduse ja tugevuse suurendamiseks lisatakse terasesse?
On ainult üks õige vastus.
Räni
Mangaani
Titaani
7. „I“ pilu kasutatakse põkkliidete puhul materjali paksuseni kuni:
On ainult üks õige vastus.
3-4 mm
5-6 mm
7-8 mm
8. „V“ pilu kasutatakse põkkliidete puhul, kui materjali paksus on:
On ainult üks õige vastus.
alla 4 mm
üle 4 mm
9. „a“ mõõt nurkliitel ei tohi olla alla:
On ainult üks õige vastus.
1mm
2mm
3mm
4mm
10. Keevisõmbluste kvaliteedinõuded määrab:
On ainult üks õige vastus.
standard EVS EN 22553:2000
standard EVS EN ISO 5817:2000
11. Eurotähistus nn põrandaasendile on
On ainult üks õige vastus.
PC
PF
PG
PA
12. Eurotähistus nn laeasendile on
On ainult üks õige vastus.
PE
PF
PA
PC
13. Eurotähistus alt üles keevitusasendile
On ainult üks õige vastus.
PB
PF
PD
PA
14. Hapniku-atsetüleeni põlevsegu annab temperatuuriks kuni
On ainult üks õige vastus.
1500°C
1800°C
2800°C
3200°C
15. Gaasileegi süütamisel avatakse kõigepealt
On ainult üks õige vastus.
põletil olev hapnikukraan, seejärel põletil olev atsetüleenikraan
põletil olev atsetüleenikraan, seejärel põletil olev hapnikukraan
16. Atsetüleeniga rikastatud leeki nimetatakse
On ainult üks õige vastus.
normaalleegiks
taandavaks leegiks
oksüdeerivaks leegiks
17. Hapnikuga rikastatud leeki nimetatakse
On ainult üks õige vastus.
normaalleegiks
taandavaks leegiks
oksüdeerivaks leegiks
18. Normaalleegiga keevitatakse
On ainult üks õige vastus.
terast
alumiiniumi
messingit
Viidatud allikad
Laansoo , A. (2010) Keevitamine . MIG- MAG keevitus. Kirjastus Argo , 87lk.
Lepola, P. Makkonen M. (2005) Hitsaustekniikat ja teräsrakenteet. Werner Söderström Osakeyhtiö. Helsinki , 429lk.
Haines, J. Storer, J. (1994) The Haines Welding Manual. Haynes North America inc.USA, 215 lk.
Eesti Standard (2007) EVS-EN ISO 5817:2007. Keevitus. Terase, nikli , titaani ja nende sulamite sulakeevitusliited. Keevitustasemed keevitusdefektide järgi. Eesti Standardikeskus 2011, 29lk.
Eesti Standard (2000) EVS-EN 22553:2000 Keevisliited ja jootliited. Tähistamine joonistel. Eesti Standardikeskus 2000, 54lk.









































![Joonis 11. "a" ja "z" mõõtude märkimine ja nende omavaheline suhe [2:23]](./mpic/173438/Backup-7_2.jpg)




Kõik kommentaarid