1. Keevituse põhimõisted. Keevitusprotsess, keevitustehnoloogia , keevitusmeetodid.
Keevitus on tehniline protsess, mis seisneb tervikliite
saamises ühendatavate det. vahel aatomsidemete loomise teel
kohaliku v. üldise
kuumutamise ,
plastse deformeerimise v. üheaegselt mõlema mooduse abil.
Protsess: konkreetne keevitusviis. Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus,
plasma , survejõud jm) järgi. Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063,
kus on 63 protsessi koos tunnusnumbritega.
Keevitusmeetodid:
liigituse aluseks on
tehnoloogilised tunnused.
Keevitamine jaotatakse: 1)
Sulakeevitus :
gaaskeevitus ;
kaarkeevitus (
elektrood keevitus, räbustis kaarkeevitus); kaitsegaasis kaarkeevitus (MAG, MIG, TIG,
plasma keevitus); elektronkeevitus;
laserkeevitus ;
termiitkeevitus .
2)
Survekeevitus :
kontaktkeevitus (punkt-, joon-, reljeef-, põkk-, sulapõkk-keevitus); külmsurvekeevitus;
hõõrdkeevitus; sepakeevitus; plahvatuskeevitus; ultrakeevitus; difusioonkeevitus; induktsioonkeevitus;
vastakkaarkeevitus.
Keevitustehnoloogia käsitleb keevitusprotsessi, kui toodete valmistamist detailidest ja pooltoodetest.
Keevitustehnoloogia hõlmab:
Keevitustoodete projekteerimine,
tugevusarvutused , kvaliteediastmed
Keevitusprotsesse, seadmeid, mehhaniseerimist
Keevitusmetallurgiat, põhi ja lisa materjalide sobivust, keevitatavust
Kvaliteedi tagamist, jörelvalvet, kontrolli, personali pädevust jm
Töökeskonda, eralduvaid gagase, kiirgust, müra, ergonoomikat jm
2. Keevisliited . Keevisliidete tsoonid ja keevitusasendid (skeemid!).
Nim keevitamise teel saadud mitme detaili tervikliidet. Keevisliited jagunevad: põkkliide; nurkliide; ots- ehk servliide;
katteliide; T e
vastakliide .
Keevisliidete tsoonid:
Põhimetall, põhimaterjal-
keevitatav metall v materjal
Keevisvann - keevitamise ajal
sulas olekus olev põhi- ja lisamteall, millest
tardumisel moodutstub keevisõmblus
Servavahemik -
keevitamiseks ettevalmistatud osade vaheline ruum.
Termomõju tsoon- põhimetalli sulamata osa, kus esinesid mikrostruktuuri muutused.
Sulamistsoon- keevitamise ajal sulanud lisametalli osa.
Segunemis - e legeerimistsoon- keevisõmbluse tsoon, mis koosneb segunenud põhi ja lisametallist.
Keevitustsoon- keevisõmblusest ja termomõju tsoonist moodustunud ala.
Keevitusasendid:
3. Keevitusmettallurgia, gaaside mõju, keevituse soojusnähtused.
Sulakeevitus sarnaneb metallurgilistele protsessidega, aga on tunduvalt keerulisem järgmisel põhjusel: 1) keevituse
soojusallika (elektroodi) ja sulametalli kõrge temperatuur. 2) väikese
mahuline sula keevisvann, mis on ümbritsetud
külma metalliga. 3) sula keevisvanni lühike kestus (terastel 4...40 s). 4)
sulamid eletroodivarda metallsiirdega
keevisvanni kaasnevad nähtused. Sulametalli vanni kõrge temp. tõttu ativeerivad paljud füüsikalis- keemilised
protsessid, näit. Gaaside ja metallide vahelised reaktsioonid, mis reeglina halvendavad keevismetalli omadusi.
Keevitusvanni ümbritsev põhimetall põhjustab sula metalli kiiret jahutamist, mistõttu ei kulge paljud keemilised
reaktsioonid lõpuni. Sula keevitusvanni lühikese kestuse tõttu ei jõua lahustanud gaasid ja räbu tõusta alasi õmbluse
pinnale enne metalli tasdumist, põhjustades poorsust ning räbupesasid. Kaarkeevitusel eristatakse reaktsiooni toime
vedela ja
gaasilise faasi vahel, kus toimuvad järgmised protsessid: a) gaaside
neeldumine ja lahustumine sulametallis.,
b) keemilise elementide väljapõlemine, c) sula keevitusmetalli
legeerimine elektroodikatte ja – varda metalliga, d)
õmblusmetalli
rafineerimine HAPNIKU MÕJU. Hapniku sisaldus keevisõmbluses keevitamise jäärel on suurem kui põhimetallis ja lisametallis
lähteolekus. Hapnikkusisalduse tõustes halvenevad õmblusmetalli mehaanilised omadused: lõõgisitkus,
korrosioonikindlus , lõike ja survetöödeldavus. Lahustunud hapnik vähendab pindpidevust ja suurendab metalli
voolavust, seega halvendab keevitamist ruumiasendis.
Õmblusmetalli põhiliseks oksüdeerijaks on keevitatava metalli pinnal asuv tagi,
roostekiht , niiskus,
mustus ja
kaitsegaasidest ning räbustist eralduv hapnik. Keevismetalli oksüdeerimine toimub keevituskaare piirkonnas,
elektroodimetalli tilkade pinnal ninde siirdel keevisvanni ja keevitamise ajal keevisvanni pinnal.
Oksüdeerimist mõjutavad järgmised tegurid:
Keevituskaare pikenedes suureneb keevismetalli oksüdeerimine
Lisametalli C, Mn, Si sisalduse suurenedes väheneb õmblusmetalli
hapnikusisaldus , kuid halveneb protsessi
kulgemine .
Keevitusvoolu suurus, kui sellega kaasneb elektroodimetalli peentilksiire nt happeliste elektroodide
kasutamisel .
Praktikas kasutatakse sadestajatena elektoodikatteis olevaid ferrosulameid: FeMn, FeSi, FeTi, mis
oksüdeerides desoküdeerivad
rauas . Difuussel desoksüdeerimisel räbus olev aluseline
oksiid FeO reageerib räbusse
viidud happelise oksiidiga nt SiO2. Kahjuliku lisandi- väävli eemaldamiseks kasutatakse kattesse viidud ferromangaani
või MnO.
VESINIKU MÕJU.
Vesinik satub keevitusvanni reeglina elektroodikattesse või räbustisse imatud niiskusest ja
keevitustraadile v detailile sattunud veest. Vesiniku
aatomid satuvad õmblusmetallis diffusiooni tagajärjel dendriitide
ja mittemetallsete
lisandite vahele, ühinedes seal molekulideks ning moodustavad tühikuid.
Kiirel jahtumisel tekivad
praod . Vesinik põhjustab teatud juhtudell kesk- ja kõrgsüsinikteraastel vesinikpragude teket. Vesinikpragude üheks
põhjuseks on vesiniku suurenenud
lahustuvus kamma rauas, võrreldes alfa rauaga, mida suurendab legeerimine Mn ja
Ni- ga.
LÄMMASITKU MÕJU. Atomaarne lämmastik esineb rauas nitriidide Fe2N ja FeN kujul konsertatsiooniga 0,065%.
Kõrgetel temperatuuridel tekivad räni- ja mangaannitriidid, mis on püsivad temperatuuridel üle 1500oC SiN ning
1300oC MnN. Sõltuvalt jahutumiskiirusest võib lämmastik osaliselt või täielikult eralduda.
Diasotseerunud N reageerib hapnikuga, võib lahustuda sulametallis ning jahtumisel moodusuvad
nitriidid ja oksiidid.
Siirdeprotsessis lahustub lämmastik sulametalli tilkades. Lämmastik halvendab teraste lõõgisitkust aga suurendab
tugevust ja kõvadust (
kogustes 0,001...0,008%).
SÜSIHAPPEGAASI MÕJU. CO2 etendab tähtsat osa poolautaomaatkeevitusel (MAG), kus ta kaitseb keevitusvanni
ümbritseva õhu eest. Dissotsieerunud CO2 esineb kõige enam keevisvanni lähedal, CO ja O kaare samba kõrgema
temperatuuri alas. CO2 ei lahustu sulas keevisvannis.
Keemiliste elementide oksüdeerimise intensiivsus sõltub nende afiinsusest ehk ühtivusvõimest hapnikuga. Esimesena
oksüdeerivad Si ja Mn.
KEEVITUS SOOJUSNÄHTUSED.
Keevitusel on vaja kasutada piisavalt kontsentreeritud soojusvoogu põhi- ja lisametalli
kuumutamiseks, soojuskadude ületamiseks ning lisametalli kuumutamiseks.
Keevitusprotsessi iseloomustatakse keevisõmbluse pikkusühiku kohta sisaldatud soojushulgaga e keevisenergjaga Q.
4. Kristallisatsioon keevisvannis ja keevisliidete struktuur.
Keevisliite mehaanilistele omadustele avaldab keemilise koostise kõrval suurt mõju keevisõmbluse ja tema lähiala, nn.
termomõju tsooni mikrostruktuur.
Keevisõmbluse metalli struktuur sõltub samuti elektroodikatte paksusest. Õhukese kattega elektroodiga keevitades tekib
peeneteraline struktuur. Paksukattelise elektroodiga käsikaarkeevitusel, aga ka keevitades räbustis, kus soojussisestus on
suur ja jahtumiskiirus väike, tekib jämedateraline struktuur.
Keevisõmbluse lähialas on mikrostruktuure otstarbekas vaadelda seoses faasi-diagrammiga. Eristatakse järgmise
mikrostruktuuriga alasid e. vööndeid:
1.
Kokkusulamis- e. segunemisala, aga ka
osalise sulamise vöönd põhimetallis, paksusega mõnest mikromeetrist
kuni 0,4 mm. Ala erineb keemiliselt koostiselt nii õmblus- kui ka põhimetallist, mis on tingitud difusioonist vedela-
tahke faasi vahel. Juhul kui selles alas ei ole
esinenud kokkusulamist e. metallilise sideme tekkimist, nt.
oksiidikelme või ebapiisava keevitusenergia tõttu, siis konstruktsioon kaotab töövõime.
2.
Ülekuumutusala (1100…
1450 ºC) – kus kuumutamisel tekib jämedateraline
austeniit . Löögisitkuse ja plastsuse
vähenemise määr sõltub
tera suurusest ja ala laiusest (kuni 1…3 mm). Loetakse kõige kriitilisemaks alaks
keevisliites.
3.
Normaliseerimisala – laius 1,2…4 mm. Kuumutamisel tekib peeneteraline austeniit. Sõltuvalt terase margist, ala
temperatuurist ja kuumutusajast võib tekkida põhimetallist suurema
tugevusega ala.
4.
Osalise normaliseerimise e.
rekristalliseerumise ala.(450…750 ºC)
4.
Sinihapruse ala (200…400 ºC) –
omandanud nime sinise värvuse järgi, kus struktuur ei erine oluliselt põhimetallist
ja läheb
sujuvalt üle põhimetalliks
5. Keevitusprotsesside liigitus.
Kaarkeevituse alused, keevitusvoolu polaarsus.
Eristatakse kasutatavate energia liikide (kaarlahendus, gaasleek, kontaktkuumutus, plasma, survejõud jm) järgi.
Keevitusprotsessi liigitatakse ka keevismetalli kasutamise viisi järgi: ISO 4063; EN 24063, kus on 63 protsessi koos
tunnusnumbritega.
sulakeevitus (gaaskeevitus , metall kaarkeevitus , kaitsegaasis kaarkeevitus , laserkeevitus) ja survekeevitus(kontakt- ,
ultraheli - , difusioon- , vastakkaar- , hõõrd- , külmsurve keevitus)
Kaarkeevitus Keevituskaar on kaarlahendus, mis tekib
keevitamisel elektroodi otsa ja detaili vahel metalliaruude ning kaitsegaasise, elektroodikatte või räbusti koostisse
kuuluvate ainete
aurude ioniseeritud segus.
Kaarlahendusega kaasneb suure soojushulga ja valguse eraldumine. Kaarlahenduse tekkeks peab elektroodide vaheline
gaas olema ioniseeritud.
Keevitamisel päripolaarse alalisvooluga ühendatakse
elektrood vooluallika miinusklemmiga.
Päripolaarne alalisvool tagab väga püsiva elektrikaare ja keevitatav detail kuumeneb rohkem kui elektrood.
Vastupolaarse alalisvooluga keevitamisel ühendatakse elektrood vooluallika plussklemmiga. Vastupolaarse alalisvooluga keevitamisel on
elektrikaar ebapüsivam kuid keevitatav detail kuumeneb vähem kui elektrood vastupidiselt päripolaarse alalisvooluga
keevitamisele. Seega vastupolaarset alalisvoolu tuleks eelistada õhukese
lehtmetalli keevitamisel. Samuti on see oluline
legeerteraste keevitamisel (väheneb terases olevate legeerelementide väljapõlemine).
KEEVITUSKAAR on kaarlahendus, mis tekib keevitamisel elektroodi otsa ja detaili vahel metallaurude ning
kaitsegaaside, elektroodikatte või räbusti koostisse kuuluvate ainete aurude ioniseeritud segus.
Kaarlahendusega kaasneb suure soojushulga ja valguse eraldumune.
Kaarlahenduse tekkeks peab elektroodide vaheline gaas olema ioniseeritud.
6.
Elektroodkeevitus , elektroodkeevituse olemus, keevituselektroodid. Keevituselektroodide liigitus ja tähistus.
Sulava elektroodiga keevitamisel annab põhimetalli ja elektroodi sulamiseks vajaliku soojuse nende vahel põlev
elektrikaar. Kaare temperatuur on väga kõrge +4000…6000°C. Sulas olekus põhi- ja elektroodimetall segunevad
keevitusvannis ja tardudes moodustavad keevisõmbluse. Metallelektrood on kaetud erilise kattekihiga, mis sulades
tekitab
gaase ning räbu, kaitstes sellega keevitusvanni pinda ning elektroodimetalli
tilkasid hapniku ja lämmastiku
kahjuliku mõju eest.
Keevituselektroodi valmistatakse metallvarrastest läbim al. 1,5 kuni 25mm ja enam. Elektroodi pikkuse määrab voolu
juhtivus (nt
roostevaba teraste puhul on elektroodi pikkus väiksem). Kaarkeevitusel kasutatavad
elektroodid liigituvad:
sulavad elektroodid, sulamatud elektroodid.
Keevituselektroodid liigitatakse euronormide järgi nelja rühma: EN499- legeerimata ja madallegeerterastele, EN 1599
– kuumustugevatele terastele, EN 757- kõrgtugevatele terastele, roostevabadele ja kuumuspüsivatele terastele.
Elektroode tähistatakse rahvusvahelise ISO ja rahvuslike (DIN, SFS jt) STANDARDITE JÄRGI.
7. Kaarkeevitus räbustis, elekterräbukeevitus ja vastakkaarkeevitus.
Räbustis kaarkeevitus metallikaarkeevitus on protsess, kus keevituskaar põleb pulbrilise räbukihi all katteta
keevitustraadi ja detaili vahel. Kaar põleb õõnsuses, mis täidetud gaasidega ning metalliaurudega ja ümbritsetud pealt
saderäbuga.Osa pulbrilisest räbustist sulab ja surutakse keevituskaare poolt vastu tala keevisvanni seinu, reageerib
2
võimsusega ja muutub räbuks, mis tardudes moodustab õmbluse peal klaasja kelme. Sulamata räbusti kogutakse ja
taaskasutatakse. Kaare õõnsuses toimuvad metallurgiaprotsessid süsteemides metall-räbu ja metall-gaas, mille
tulemusena keevisõmbluse keemiline koostis muutub.
Esineb lisametalli peentilksiire ilma lühiseta.
Siirete arv suureneb ja ulatub 20-100 ni sekundis.
Räbusti kiht kaitseb hästi kiirguse ja soojuse levimise eest keskkonda, prandades töötingimusi. Ühtlasi kasutatakse
efektiivsemal kaare energiat. Keevituskaare energiast 75% kulub põhi- ja lisametalli sulatamiseks.
Keevitatakse põhiliselt alalisvooluga, kui kasutatakse ka vahelduvvoolu, eelistatult mitmetraadisüsteemide korral.
Kaarkeevitus räbustis on tavalisetl masinakeevitus ehk mehaniseeritud või
automatiseeritud keevitus.
Keevitusprotsessi iseloomustab suur
keevitusvool 300...1600 A ja voolutihedus elektroodis (70...150 A/mm2). See
võimaldab vähendada nurkõmbluste nominaalkõrgust näit a-millimeetrit 8-lt 6-le ja keevitustraadi kulu kuni 40%.
Keevitada võib nii sise- kui välistingimustes. Saab keevitada kuni 15 mm paksusi põkkõmblusi X- servakuju ja mitme
läbimiga saab keevitada kuni 40...200 mm paksusi materjale.
Räbustis kaarkeevituse
seadmed liigitatakse traadi mudetava etteandekiirusega ning traadi standardse etteantud
kiirusega. Keevitusseade koosneb vooluallikast, keevituspeast, räbusti etteandmis- ja kogumisseadmes, jälgivast ja
juhtseadmest, kaare süüteseadmest, liikuvseadmest.
Räbustis kaarkeevitusel kasutatakse madalsüsüinikterasest keevitustraate läbim 2...6 mm.
Vedela räbu ja vedela keevismetall- keevisvanni vahelised protsessid mõjutavad oluliselt keevisõmluse keemilist
koostis, struktuuri, pooride teket, kaare püsivust ja keevisliite mehaanilisi omadusi.
Elekterräbukeevitus on kaarkeevituse protsess, kus
liidetavate det
servade ja elektroodi sulatamsieks kasutatakse
keevisvanni peal asetsevat räbukihti läbivat elektrivoolu.
Protsessi alustamiseks tekitatakse elektrikaar elektrooditraadi otsa ja alusplaadi vahel, millele on puistatud pulbrilise
räbusti kiht. Pärast teatud koguse sularäbu tekkimist kaob elektrikaar ja keevitusvool läbib
vedelat räbu. Vedel räbu on
elektrolüüdiks, milles eraldub keevituseks vajalik
soojus . Keevitusvanni piiratakse külgede poolt veega jahutavate
tugiplaatidega ehk kristallisaatoritega. Perioodiliselt lisatakse keevisvanni pulbrilist räbustit. Kasutatakse ühe ja mitme
elektroodiga üheläbimikeevitust. Keevitamiseks kasutatakse vastupolaarset alalisvoolu, traadi etteandekiirus on
konstantne .
Kasutatakse kuni 950 ,, paksus madalsüsinik-, madallegeer- ja austeniitteraste keevitamiseks ühe läbimiga.
Minimaalne õmbluse pikkus on 100 mm, maksimaalne 6500 mm.
Protsessi iseloomustab kõrge
tootlikkus (kuni 22 kg/h), suur
keevituskiirus , väike
lisamaterjali kulu, minimaalsed
deformatisoonid, keevituspritsmete puudumine, kõrge kvaliteet.
Vastakkaarkeevitus on keevitusprotsess tihvtide, poltide jms otspinna kaudu külgkeevitamiseks.
8. MIG/MAG keevitus, keevituse olemus ja kasutusalad. MIG/MAG keevitusseadme ehitus.
Kaarkeevitust kaitsegaasis liigitatakse kasutatava kaitsegaasi omaduste järgi: keevitamine aktiivgaasis või keevitamine inertgaasis MAG – 135, MIG – 131.Keevitusprotsessi iseloomustab kõrge tootlikkus 80..500A (suur voolu tihedus 100...500A/mm, kuna traadi läbimõõt on 0,6...2,0mm). MIG/MAG keevituse eelised: Pidev elektrood ja puuduvad
elektroodivahetusest tingitud ajakaod, Puuduvad elektroodivahetusest tingitud katkestused ja seega parem kvaliteet,
Lihtne mehhaniseerida ja automatiseerida, Keevitamisel ei teki räbu ning puudub vajadus täiendavalt õmblust puhastada,
Puuduvad räbustist tingitud defektid, Protsessi käigus õmblus vahetult nähtav, Keevituskaar soojuslikult kontsentreeritud
ja termomõju tsoon 2 korda kitsam ning struktuuri muutused väiksemad, Suurem läbikeevitus, Keevituselektroodil puudub
kate ja eraldub vähem keevitussuitsu, Võmaldab keevitada kõigis ruumiasendeis, Väiksem õmblusmetalli vesinikusisaldus
ning väiksem külmpragude tekkimise oht,Keevituskaare isereguleeruvus.
MIG/MAG keevituse puudused: Ei sobi
kasutamiseks välitingimustes, Keevitustraatide valik väiksem kui kaarkeevituse elektroodidel, Lühikaarkeevitamisel võib
tekkida palju pritsmeid.
Kaitsegaas valitakse sõltuvalt keevitatavast materjalist. MIG/MAG keevitusel kasutatakse
vastupolaarset alalisvoolu st. elektrood on ühendatud vooluallika plussklemmiga ja tagasivoolujuhe miinusklemmiga.
Osad: Vooluallikas ja juhtimisaparatuur; Traadi etteandeseade; Gaasiseadmed
Keevitamine sulava elektroodiga ehk MIG/MAG-keevitus – keevitamisel kasutatakse keevitustraati.
Kaarleek tekitatakse keevitustraadi ja keevitatava detaili vahele. Keevitustraat antakse etteandemehhanismi abil
sulamiskiirusele vastava kiirusega
kaarleegi piirkonda. Kaitsegaas võib paikneda eraldi
mahutis , kus voolikute abil
juhitakse see kaarleegi põlemispiirkonda või paikneda keevitustraadis.
9. TIG- ja
plasmakeevitus .
TIG – Keevituskaar põleb sulamatu volfram elektroodi otsa ja detaili vahel ning on ümbritsetud suudmest väljuva
gaasijoaga. Kaitsegaasiks:
argoon (harvemalt
heelium ) – kaitseb õhu ning lämmastiku mõju eest, jahutab
keevituspõletit. Keevitada võib kõike
metalle , paksusega alates 0,1mm, ei kasutaa paksema materjali keevitamiseks,
kuna keevituskaar on vähe kontsentreeritud ja väiksema kasuteguriga. Terase keevitamisel kasutatakse päripolaarset
alalisvoolu – tõstab elektroodi püsivust.
Plasmakeevitus jaguneb kaheks keevitusviisiks: keevitamine plasmajoaga, keevitamine plasmakaarega.
Plasma tekkimiseks süüdatakse plasmatronis kas otsene või kaudne elektrikaar. Seejärel juhitakse kaare
sambale gaas,
mis läbib samba ja väljub põletist kõrge temperatuuriga plasmana. Otsene kaar süüdatakse põleti elektroodi ja
keevitava materjali vahel. Kaudne kaar süüdatakse elektroodi ja düüsi vahel ning põletist väljub ainult plasmajuga.
Plasmakaare annab otsese kaarega põleti, plasmajoa aga kaudse kaarega põleti. Elektroodid valmistatakse kas
vasest või volframist.
Plasmat moodustavate gaasidena kasutatakse lämmastiku, argooni, vesiniku, heeliumi, hapnikku ja
nende segusid.
Plasmakaart kasutatakse lõikamisel, keevitamisel ja pealesulatamisel,
kusjuures töödeldav materjal peab elektrit
juhtima. Plasmajuga kasutatakse peamiselt kuumutamiseks kuid ka elektrit mitte juhtivate materjalide keevitamiseks.
Plasmakaarega on võimalik keevitada igas asendis.
3
10. Kontaktkeevitus, sulatuspõkk-, kõrgsagedus-, induktsioonkeevitus.
Kontaktkeevitamisel kuumutatakse liidetavaid detaile neid läbiva vooluga ja surutakse liidetavaid kohad kokku kuni
plastse deformatsiooni tekkeni.
Enamlevinud on punktkeevitus ja joonkeevitus.
Punktkeevitusel liidetakse detailil üksikutes piiratud pindade kontaktkohtades ehk punktides. Selleks asetatakse
ühendatavad detailid servadega ülestiku ja surutakse elektroodiga kokku. Joonkeevitusel saadakse pidev õmblus
jadamisi asuvate ja üksteisega kattuvate punktidega.
Sulatuspõkk – Keevitamiseks kasutatakse ühefaasilist vahelduvvoolu. Toorikute otspinnad sulatatakse ja seejärel
jämendatakse. Toorikud kinnitatakse keevitusmasina rakisesse, pingestatakse keevitustrafo ja lähendatakse toorikud
aegamisi teineteisele. Toorikud puutuvad kokku üksikuis punktides, kus moodustuvad sulametalli
sillad ; need
aurustuvad hetkeliselt. Toorikute edasisel lähendamisel aurustuvad uued sillad. Nii
kuumenevad otspinnad sügavuseni
ja moodustavad sula metalli kile. Jämendamiseks surutakse detailid kokku.
Kõrgsagedus –
torude otspindu kuumutatakse neid läbiva kõrgsagedusvooluga, mille järel rakendatakse valtside
survejõud.
Induktsioon – Induktsioonjoonkeevitus on sarnane eeltooduga, kuid keevituskoha ees asuva pooli abil kuumutatakse
detailide otspind pöörisvoolude toimel. Kõrgsagedusvool liigub detaili ühte serva pidi kuni keevituspunkti ja läheb seal
üle vastasservale ning väljub metallist libiseva kontakti kaudu. Keevitatavate torude sisse on asetatud ferritterasest
südamik mis piirab voolusid torusiseküljel. Induktsioonkeevitust kasutatakse torude keevitamisel. Induktsioonkeevitust
iseloomustab suur keevituskiirus- kuni
150m /min.
11. Mehaanilisel energial põhinevad keevitusprotsessid. Tardfaaskeevitus, hõõrdkeevitus, plahvatuskeevitus,
ultrahelikeevitus, difusioonkeevitus.
Mehaanilisel energial põhinevad keevitusprotsessid kuuluvad reeglina tardfaas- keevituse hulka. Tardfaaskeevituse all
mõeldakse keevitusprotsesside rühma, kus detailide ühendamine toimub allpool materjalide sulamistemperatuuri,
ilma põhimetalli märkimisväärse kuumutamiseta survejõu
rakendamise toimel. Võimalik ühendada erinevaid metalle.
Tardfaaskeevituse all mõeldakse keevitusprotsesside rühma,
kus detailide ühendamine toimub allpool materjalide sulamistemperatuuri, ilma põhimetalli märkimisväärse
kuumutamiseta survejõu rakendamise toimel. Võimalik ühendada erinevaid metalle.
Hõõrdkeevitus on tardfaas- ja survekeevituse protsess, kus
keevisliide tekib üksteise
suhtes pöörlevate või liikuvate detailide vastastikusest hõõrdumisest tekkiva soojuse
ja rakendatava survejõu toimel.
Plahvatuskeevitus on tardfaaskeevituse e. külmkeevituse protsess, mis põhineb
suunatud lööklaine kasutamisel.
Ultrahelikeevitus on tardfaaskeevituse protsess, kus keevisliide tekib lokaalsete
kõrgsageduslike võnkumiste energia mõjul ning detaile hoitakse survejõuga koos.
Külmkeevitus on tardfaaskeevitus suurte survete ja sellega kaasnevate plastsete
deformatsioonide kasutamisega.
Difusioonkeevitus - difusioonkeevitus on tahkete materjalide liitmisprotsess mille käigus kuumutatakse kaks või enam
liidetavat materajli 50-70%-ni sulamistemperatuurist. Difusiooni käigus materjalide aatomid ühinevad ja moodustavad
ühtse struksuuri. Kasutatakse ka
survet pindadele , vältimaks tühjasid kohti kahe pinna vahel mis on tingitud
erinevast pinna
kujust . Kasutatakse lehtmetalliliste materjalide liitmiseks, kosmonautikas, aatomite ja elektri tööstustes
12. Keevitus fokuseeritud energiakiirega. Elektronkeevitus, laserkeevitus.
Laserkeevitus on fokuseeritud energiakiirega keevitus. Keevitusenergia juhitakse detailile nähtamatu fokuseeritud e.
ühte piirkonda kontsentreeritud kitsa energiakiire abil ja
soojus eraldub alles kiire kokkupõrkel metalliga. Tööstuslikult
kasutatakse keevitamiseks lasereid võimsusega kuni 10…15 kW.
Laser -keevitus on efektiivne õhemate materjalide
(paksusega kuni 12 mm) keevitamiseks. Laserkeevitus kuulub nii sulakeevituse kui ka kiirguskeevituse protsesside
hulka ja põhineb liitekohale suunatud laserkiirguse energia kasutusel. Gaaslaseritest (CO2) või tahkislaseritest
(Nd/YAG laseritest) saadakse suunatav ja fokuseeritav kindla lainepikkusega monokromaatiline elektromagnetkiirgus
e. laserkiirgus. Keevituse soojussisestus e. energiahulk õmbluse pikkusühiku kohta on
murdosa kaarkeevitusel
kasutatavast, mistõttu termomõju tsoon ja keevitusdeformatsioonid on minimaalsed, keevismetalli löögisitkus kõrge.
Keevitamisel ei vajata vaakumit, sageli kasutatakse kaitsegaasina heeliumi. Ühe läbimiga saab keevitada kuni 40 mm
paksust terast ja keevisõmbluse ristlõige on spetsiifilise kujuga.
Kontaktkeevitus e. elekterkontaktkeevitus (RW) on survekeevituse rühma protsesside üldnimetus, kus metallide
ühendamine toimub detaile läbiva elektrivoolu ja survejõu rakendamise toimel.
Keevisõmbluse geomeetria järgi eristatakse:
- punktkontaktkeevitust (RSW),
- joonkontaktkeevitust (RSEW),
- reljeefkontaktkeevitust (PW),
- sulatuspõkk-keevitust (FW),
- takistuspõkk-keevitust (UP).
Kontaktkeevitus erineb kaarkeevitusest selle poolest, et ei kasutata lisametalli, räbusteid, kaitsegaase, kuid
rakendatakse survejõudu. Keevitusoperatsioonid on hästi automatiseeritavad, kusjuures keevisõmbluse kvaliteet
sõltub ainult seadme reguleerimise õigsusest, mitte
keevitaja kutseoskustest.
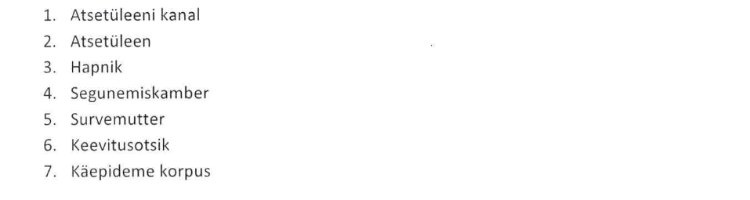
13. Gaaskeevitus,
keevitusgaasid , keevitusseadmed ja gaaskeevituse põletid.
Gaaskeevitus kuulub sulavkeevituse rühma.
Soojusallikaks on põleti
leek , mis tekib põlevgaasi ning tehniliselt puhta
hapniku segu põlemisel. Keevitada on võimalik peaaegu kõiki tehnikas kasutatavaid metalle. Keevitusleek moodustub
põlevgaasi põlemisel hapnikus.
Leegi ülesanne on kuumutada ja sulatada keevituskohas põhi- ja lisametalli. Kõige
4
rohkem kasutatakse gaaskeevitamisel hapniku ja atsetüleeni leeki kõrge temperatuuri ja soojuse kontsentreerituse
tõttu.
14. Termiitkeevitus.
Termiitkeevitus (thermite welding) – energia allikaks on termiitsegu reageerimisel eraldunud soojus. Keevitamine
toimub keemilise reaktsiooni ilma surve rakendamiseta või surve all. Sula metall on ühtlasi lisametalliks. Termiitsegu
on tavaliselt rauaoksiidi baasil (
Fe3O4 ) Al-pulbri lisandiga. Protsessi temperatuur ulatub 2600…3000 °C.
15. Metallide
keevitatavus . Keevitatavuse kriteeriumid, külmpraod, kuumpraod, korduvkuumutuspraod ja
lamellpraod.
Füüsikalisest
seisukohast lähtudes määravad metalli keevitatavuse sulamisalas toimuvad protsessid, mille tulemusena
moodustub keevisõmblus. Tehnoloogilisest seisukohast on keevitatavus metalli allumine konkreetsele keevitusviisile
ja -režiimile ja võime moodustada keevisliidet nõutavate omadustega.
Metallide tehnoloogiline keevitatavus sõltub keemilisest aktiivsusest, legeerimisastest, lisandite struktuurist ja
sisaldusest. Mida suurem metalli keemiline aktiivsus, seda kergemini ta reageerib ümbritseva keskkonnaga, mis
reeglina halvendab keevismetalli omadusi.
Vesinik- e. külmpraod
tekkivad reeglina keevisõmbluse kõrval termomõju tsoonis keevitamise lõpetamise järel või 10-
48 tunni möödumisel pärast keevitamist. Vesinikpragusid terastes
seostatakse suurest jahtumiskiirusest tingitud
karastumispragudega ja õmbluse metalli sattunud vesiniku difusiooniga. Süsiniku sisalduse kasvades tõuseb
martensiidi kõvadus ja
haprus termomõju tsoonis, samuti suureneb külmpragude tekkimise tõenäosus.
Kuum- e. kristalliseerumispraod tekivad reeglina keevismetalli kristalliseerumisel keevisõmbluses, kuni ta on
kahefaasilises (vedel ja tahke faas) olekus. Tardumisel metall kahaneb ja tekkivad sisepinged võivad väiksema
tugevusega
faasides tekitada piki keevisõmblust pragusid.
Teraste
kalduvus kuumpragudele oleneb tema C, S, P ja Si kõrgendatud sisaldusest. Kuumpragude tekkele kalduvad
austeniitsed roostevabad terased, alumiiniumi- ja
vasesulamid ning harvem konstruktsiooniterased.
Korduvkuumutusepraod – võivad tekkida Cr-Mo-V terastes kõrge noolutuse ajal või ekspluatsioonis 500-700C juures,
samuti keevisõmbluste keevitamisel mitme läbimiga.
Lamellpraod on T-liidetes koormamisel tekkinud praod paralleelselt plaadi pinnaga. Põhjuseks madal terase kvaliteet,
liiga jäik konstruktsioon, suured sisepinged keeviskonstruktsioonis.
16. Keevituspinged ja –
deformatsioonid . Keevitusdeformatsioonide vähendamine, keevitusrakised. Keevisõmbluste
termotöötlus.
Metallide keevitamisel tekivad toodetes sisepinged e. keevituse jääkpinged, lühidalt keevituspinged. Eristatakse piki-
ja ristpingeid. Plastsetes materjalides sisepinged ületavad voolavuspiiri ning tekitavad plastseid deformatsioone, mida
nimetatakse keevitusdeformatsioonideks. Viimaste all mõeldakse nii mõõtmete muutusi – piki- ja põikkahanemist kui
ka kuju muutusi – detailide väändumine, läbipaindumine,
väljakummimine ja nurkdeformatsioon.
17.
Jootmine , olemus ja iseärasused. Jootmisel kasutatavad materjalid.
Jootliited ja jootmistehnoloogia.
Jootmine on materjalide ühendamise protsess, kus kasutatakse tahkes olekus joodiseid, mis sulatamise juures
märgavad joodetavaid pindu, imbuvad liitepragudesse ja kristalliseerudes moodustavad püsiva liite.
Üheaegselt mõjuvate füüsikalis-keemiliste protsesside poolest on jootmine üks keerukaimatest toimingutest.
Samaaegselt peavad sobilikult suhestuma
sulavus , pinna märgamine, kapillaarne
voolavus , aurustumine,
kristalliseerumine jne.
Tööstuslikel jooteliinidel kasutatavad meetodid on induktsioonmeetod, muhvelahjus ja kaitsekeskonnas
kuumutamine, laser- ja plasmatehnoloogiad ning elektroonikaosiste liinil jootmine tinavannis.
18. Termolõikamine, olemus ja
liigitamine . Hapnikulõikamine, kaarlõikamine, plasmalõikamine, laser- ja
elektronkiirlõikamine.
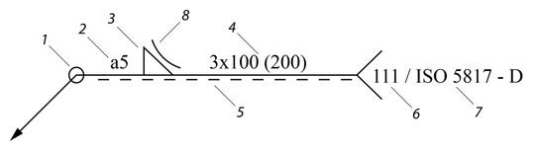
19. Keevisliidete tähistamine joonistel.
Vastavalt standardile EVS EN 22553:2000 koosneb keevisõmbluse tähistus õmbluse asukohta suunatud viitenoolest
(1), laudist (2a), identifitseerimisjoonest (2b), õmbluse tähisest (3), sabaosas (4) vajadusel keevitusprotsessi
numbertähisest ja kvaliteedinõuetest defektide järgi vastavalt standardile EVS EN ISO 5817:2000. Servade töötlusviisi
olemust või nurkõmbluse ristlõiget iseloomustav tingmärk kantakse laudi (2) peale (vt joonis 10) Nurkõmbluse kõrguse
„a“ mõõt või tekkiva kolmnurga
kaateti pikkus „z“ märgitakse tingmärgist vasakule (vt joonis 11).
Tingmärgist paremale kantakse õmbluse pikkus, juhul kui õmblus ei ole detailiga ühepikkune. Viitjoone ja laudi
lõikepunktis näidatakse mööda kinnist kontuuri keevitatud õmblused
ringiga .
20. Erinevate teraste, -malmide, -titaani ja värviliste metallide keevitamine.
Roostevaba terase keevitamine – keevitatavus on eriti hea (N: kasutades käsikaarkeevitust) on madala
sulamistemperatuuriga – vajalik väiksem keevituskaare võimsus; madal
soojusjuhtivus (suureneb termotsoonimõju
5
temp.)- on vaja piirata keevitusenergiat ja keevitusvoolu; suur joonpaisumis tegur – detailid tuleb kinnitada rakistesse
ja keevitada lõikudena
Malmi keevitamine – kasutatakse külmkeevitust või poolkuumkeevitust
nikkel , nikkel-raud, pronks .. elektroodidega.
Malmi keevitust raskendavad: habras, väike deformatsioonivõime, kiire jahutamise korral võib tekkida hapra
struktuuriga
valgemalm Alumiiniumi keevitamine – hästi keevitatav materjal, kasutada võib erinevaid
meetodeid : sula- ja survekeevitust.
Põhiliseks kaarkeevitus (MIG- ja TIG keevitus, plasmakeevitus, elektroodkeevitus). Survekeevitusprotsessid
alumiiniumi keevitamisel: Punkteevitus, joonkeevitus, laserkeevitus. Keevitamisel tuleb erilist tähelepanu pöörata
oksiidikilele, mis on tihe ja kõva ning takistab kaare põlemist. Oksiid tuleb eemaldada ennem keevitamist – selle
sulamis temp on 2050C ja ta ei sula keevituskaares. Keevitamist raskendavad: al hea
soojusjuht , jahtub kiiresti-
kergesti tekivad pined.
Keevitatavad detailid ei tohi olla kinnitatud jäigalt – peavad saama
liikuda .
21. Pihustus- ja sualtuspinded. Pinnete kasutamine remondi- ja tugevustehnoloogias.
Sulatuspinne - pealesulatamise teel saadud kate. Kuumsulatuspindeid kasutatakse kaitsmisekse nt metallosade
katmiseks korrosiooni või käitlemisel tekkivate kahjustuste vähendamiseks,
laevanduses ja ladustamises. Detailid
kastetakse kuuma paaki mis tavaliselt sisaldab polümeere segatud õlidega, plastifikaatorit, ja muid materjale.
Pihustuspinnete poorsus on 5...15% (v.a. kiirpihustuse korral). Pinnete paksus kuni 3,5 mm. Leekpihustatud pinnete
kõvadus on tunduvalt suurem kui pealepihustatud pinnetel. Ka plasmapihustus annab väga kõvasid ja kulumiskindlaid
katteid .
Pihustuspinded saadakse järgmiste moodustega: kaarpihustamine, kõrgsageduskeevitus, leekpihustamine,
plasmapihustamine, detonatsioonpihustamine. Pihustuspindamisel kasutatavad materjalid:
metallid, intermetalliidid, mittemetallid, kõvamaterjalid, kermised, kõvad sulamid, karbiid- ja
nitriid -keraamika: WC,
TiN jt; sulamid.
22. Keevituse ohutusnõuded.
Keevitustöödel tuleb kanda vastavaid tööriideid,
kindaid ja spetsiaalset kaitseklaasiga varustatud näokatet või
keevitusmaski. Enne töö alustamist tuleb kõik kergestisüttivad materjalid eemaldada keevitustsoonist. Kaarlahendust
ei tohi tekitada gaasiballoonil või selle läheduses. Töötsoonis tuleb kasutada äratõmbega ventilatsiooni. Keevitamisel
tuleb alati kasutada spetsiaalse kaitseklaasiga varustatud näokatet või keevitusmaski. Keevitusmask kaitseb ka
lendavate metalliosakeste silma
sattumise eest. Keevitusmaskidest on soovitav kasutada ise tumeneva klaasiga maski.
Kuumuse kaitseks tuleb keevitamise ajal panna kätte keevituskindad. Keevitaja peab kasutama tööriideid, mille
kaeluse ja käised on võimalik kinni nööpida. Metalli pritsmete eest aitab kaitsta nahkpõll. Keevitamisel tuleb kanda
vastavaid tööjalatseid. Õhukesest materjalist
jalatsite kandmine on keelatud.
6






















Kõik kommentaarid