Mis on tootmis- ja teeninduskorraldus (TTK)? • TTK on sellise protsessi juhtimine, mille käigus toodetakse või tarnitakse tooteid või teenuseid. • TTK funktsioon on omane kõikidele organisatsioonidele, kelle väljund on suunatud väliskeskkonda • TTK põhiliseks ülesandeks alati oli teha asju valmis – tooted ja teenused Tootmis- ja teeninduse protsessi (toote või teenuse) sisend on nõudlus ja väljund on kliendirahulolu. Selles protsessis tulemuse saavutamiseks on meil vaja kvaliteeti (me peame teadma kuidas me midagi teeme e tehnoloogia, teadmised, oskused) ning teisena on meil vaja ressursse ehk inimesi, materjale, seadmeid jne. Milline on toode - käega katsutavad, järjekindel toote määratlus, tootmine tavaliselt eraldatud tarbimisest, saab ladustada, vähe kokkupuudet kliendiga (nt. Nafta tootmine, allumiiniumi sulatamine, tööriistade tootmine) Milline on teenus – immateriaalne, toodetud ja tarbitud samal ajal, tihti unikaalne, suur kokkupuude kliendiga,
Variant A: 1) Mis asi on projekteeritud toode/teenus ning mis on toote struktuur? Projekteeritud toode: Kontseptsioon -> toote iseloomu ja väärtuse arusaamine/mõistmine Pakett -> toote komponendid (funktsioonid) ja kaasnevad hüved Protsess -> viis kuidas toodet valmistatakse ja tarnitakse Toote ja teenuse kontseptsiooni arendamine: Organisatsioon: kompetents ->toote/teenuse kontseptsioon <- tarbijad: tarbijate tüübid ja nende vajadused Materjalide struktuur/spetsifikatsioon tuleb kirjeldada ära absoluutselt kõik materjalid, millest toode koosneb. Kirjeldatakse ära selle tasandini, mis komponente ja materjale peame sisse ostma. Ka teenuse juures on olulised kõik materjalid, mida teenuse osutamiseks tarvis läheb. Ära ei tohi unustada ka firma logosid, pakkematerjale jne. Arvutihiire struktuur Toote/teenuse arendamise protsess: Tootearenduse etapid: 1. Kontseptsioonide arendamine 2. Kontseptsioonide analüüs 3. Eeldisa
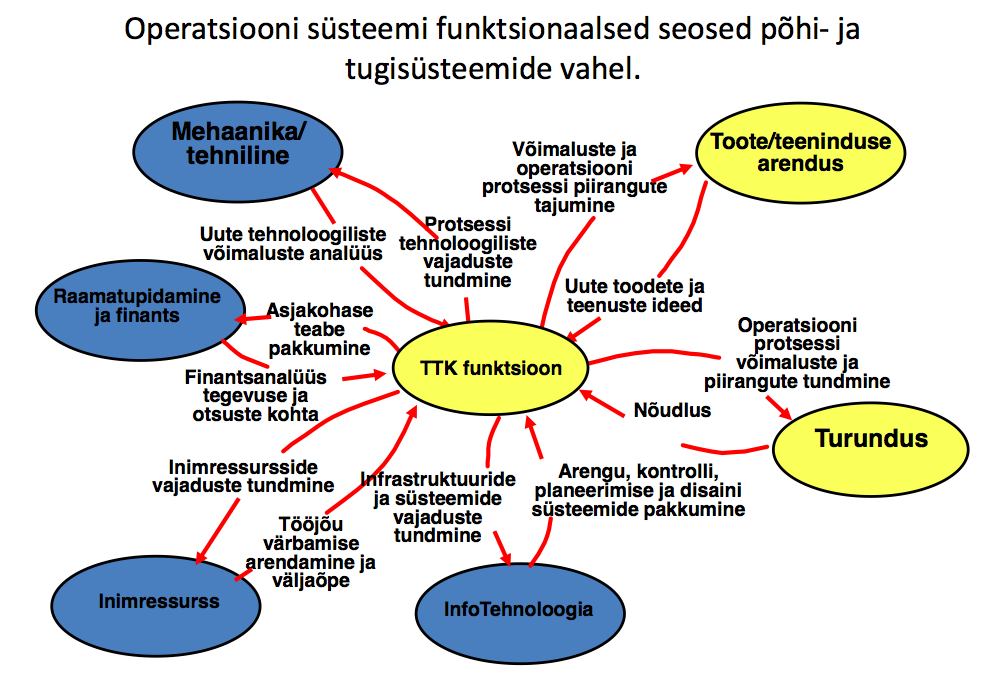
1) OPERATSIOONI SÜSTEEMI FUNKTSIONAALSED SEOSED PÕHI- JA TUGISÜSTEEMIDE VAHEL. ● On kolm põhilist süsteemi: 1) TTK funktsioon 2)Toote ja teeninduse arendus 3)turundus ja müük. ● Iga ettevõtte käekäik sõltub sellest, kui hästi erinevad süsteemid ja tugisüsteemid teevad omavahel koostööd ja kuidas me üksteist tunneme. ● Oluline on nt. see, et tootmis- ja teenindusprotsess annaks toote arendusele tagasisidet, mida saab teha ja mida ei saa jne. ● TTK funktsiooni ja turunduse seosed: turundusse tuleb protsessi nõudlus ja tagasiside on operatsiooni võimalused ja piirangud, et mida saab ja mida ei saa. ● On veel 4 tugisüsteemi(infotehnoloogia, inimressurss, raamatupidamine ja finants, mehaanika) ● Infotehnoloogia- lahenduste ülesanne on see, et nad peavad tegema meie protsesse lihtsamini jälgitavateks, infotehnoloogilised lahendused peavad olema lihtsad. Infotehnoloogilised rakendused peavad olema sellised, kus töökohtade
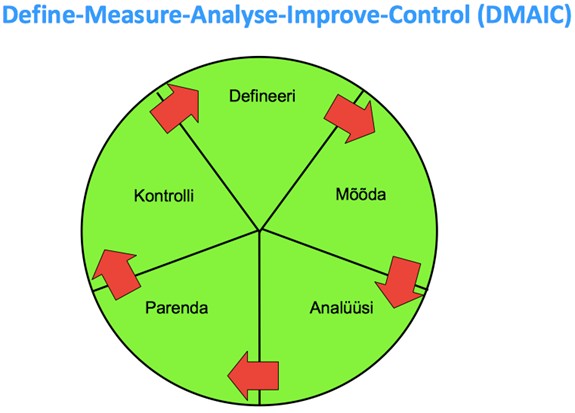
Millised on operatsioonijuhtimise ülesanded ? 1. Organisatsiooni operatsioonisüsteemi üldise arengustrateegia kavandamine ja elluviimine – millised on eesmärgid, kes on kliendid (sellest peab ettevõte lähtuma) 2. Operatsioonistrateegia ja taktika – kuidas toodame, milliste ressurssidega 3. Operatsioonisüsteemi arendamine ja juurutamine (tootmisprotsess, tootmisvõimsus, asukoht, tootearendus, standardid, töökorraldus..) 4. Süsteemi talitluse planeerimine ja kontroll plaanide täitmise üle (varude juhtimine, tarneahela juhtimine, tootmisplaanid, kvaliteedikontroll..) 5. Kvaliteedi tõstmine (kvaliteedijuhtimine, protsesside parendamine, riskijuhtimine..) Operatsioonisüsteemi sisendid ja väljundid. Muudetavad sisendid: •Materjal – kasutavad tootmisettevõtted; jaekaubandus; posti- ja transpordiettevõtted, laoteenuste pakkujad. •Info – raamatupidamisteenuse pakkujad; turu-uuringute ettevõtted; finantsanalüütikud; telek
1. Tootmise planeerimise olemus (plaanimise mõiste, komponendid ja eesmärgid, plaan, kavandamine, plaanimise struktuur ja etapid) Planeerimine- e. plaanimine, kavandamine kõige laiemas tähenduses mingi tulevikus saavutada kavatsetava majandusliku eesmärgi ja sellele viivate teede põhjalik läbimõtlemine (läbitöötamine), et valida kõige soodsamaid teid ja ökonoomsemaid talitusviise juba enne vastavate eesmärkide tegelikule taotlemisele asumist. Selles mõttes plaanimiseta pole kunagi saadud läbi ühegi keerukama majandusliku ülesande lahendamisel ega saada läbi ka tulevikus. Planeerimine -on ettevõtte tulevaste eesmärkide ja nende saavutamiseks vajalikke meetmete ja resursside määratlemine. Lähtuvalt aja horisondist eristatakse: 1)pikaajaline/strateegiline planeerimine 1- 5 a.; 2)keskmise ajalist/taktikaline planeerimine 1a; 3)lühiajaline/operatiivne planeerimine- nädala pikkune. Plaan- kava, programm; tulevikus ellu viia kavatsetavate ürituste üksikasjalik
1.MIS ON LOGISTIKA?.......................................................................... 7 2.MIS ON HANKELOGISTIKA?................................................................ 7 3.MIS ON JAOTUSLOGISTIKA?............................................................... 7 4.MIS ON TARNELAHEL?....................................................................... 7 5.MIS ON LOGISTIKA MISSIOON?.......................................................... 7 6. KIRJELDA KOGUKULUDE KONTSEPTSIOONI LOGISTIKAS?.................... 8 7.KIRJELDA KULUDE KOMPROMISSI LOGISTIKAS?................................... 8 8.MIS ON SUBOPTIMEERIMISE EHK LOKAALSE OPTIMEERIMISE VÄLTIMINE?......................................................................................... 8 9.MIS ON FRAGMENTEERITUS?............................................................. 8 10.MIS ON INTERDISTSIPLINAARSUS?................................................... 8 11.KUI SUUR ON TARNEAHELA ULATUS?..............
Kordamisteemad ärilogistika eksamiks Kõik alljärgnevalt toodud punktid on vähemal või rohkemal määral loengutest või seminaridest läbi käinud. Loendist leiad ka viited eksami jaoks kõige tähtsamale lugemismaterjalile: Ain Kiisleri ,,Logistika ja tarneahela juhtimine". Logistika olemus Logistika eesmärgiks on..... töötab kui sild..... Logistika on osa tarneahela protsessist, mille eesmärgiks on juhtida kauba/teenuse voogusid tarnijalt lõppkliendini kõige efektiivsemal meetodil, rahuldades samaaegselt lõpptarbija vajadused parimal viisil. Töötab kui sild nõudluse ja pakkumise vahel Kolm voogu materjalivoog, infovoog ja ajaline mõõde Ärilogistika eesmärk on tagada katkematu, nõudluse ja pakkumisega sünkroniseeritud voog. Mida parem on voog, seda vähem on seisakuid ning seda vähem on varude kuhjumist. Materjalid ja valmistooted jõuavad kohale õigel ajal ja järjestuses just sinna kus neid vajatakse. Hea infovoo tagajärjeks on läbipaistvam tarneae
1. Määratlege vabas sõnastuses tarneahela juhtimise mõiste, kommenteerige, milline on teie arvates tarneahela juhtimise seos tootmisjuhtimisega ning finantsjuhtimisega? (6p) Tarneahela juhtimine hõlmab tarneahela tegevuste kompleksset käsitlust, arvestades nende tegevuste planeerimist, rakendamist ja kontrollimist ja pidades silmas tarneahela kui terviku toimumise tõhusust. Tarneahela juhtimine hõlmab materjalide hankimise ja tootmisega seotud kõiki planeerimis ja juhtimistegevusi, tootmist ja kõiki logistikajuhtimise tegevusi. Hõlmab ka tarne-ja nõudlusahela juhtimist ettevõtte sees ja nende vahel. Tänapäevast tarneahela juhtimise kontseptsiooni võib vaadelda kui äritegevuste integratsiooni lõpptarbijast kuni tarnijateni nii, et see tagaks toodete teenuste ja info lisandväärtuse loomise kliendile. Tarneahelate juhtimise paradigma on arenenud välja strateegilise logistika-, ostu-, tootmise- ja finantsjuhtimise, samuti müügi ning klienditeeninduse omavahelise inte


























Kõik kommentaarid