Reijo Sild HÜDROSILINDRI TEHNOLOOGILISE PROTSESSI VÄLJATÖÖTAMINE JA TOOTMISJAOSKONNA PROJEKTEERIMINE LÕPUTÖÖ Mehaanikateaduskond
Masinaehituse eriala
Tallinn 2014
SISUKORD SISSEJUHATUS .................................................................................................................................. 3
1. TÖÖ ANALÜÜS .............................................................................................................................. 5
2. SILINDRI
KONSTRUKTSIOON ................................................................................................... 7
2.1
Tugevusarvutused ....................................................................................................................... 8
3. VALMISTAMISE
TEHNOLOOGIA ............................................................................................ 12
3.1 Tootmismaht ............................................................................................................................. 12
3.2 Sisseostu detailid ...................................................................................................................... 12
3.3 Seadmede andmed ja valiku põhjendus ................................................................................... 13
3.4 Detailide
tehnoloogiliste režiimide valik ja põhjendus ............................................................ 14
3.5 Operatsiooni aegade
normeerimine .......................................................................................... 42
4. TOOTMISJAOSKONNA PROJEKTEERIMINE ......................................................................... 46
4.1 Tootmistüübi valiku põhjendus ja selle töö organiseermine .................................................... 46
4.2 Seadmete
koondtabel ja koormusgraafik ................................................................................. 49
4.3 Põhitööliste ning muu personali vajaduse arvutus ................................................................... 51
5. ORGANISATSIOONILINE OSA ................................................................................................. 56
5.1 Tootmisüksuse varustamine toorikutega ja sisetranspordi
organiseerimine ............................ 56
5.2
Remondi – ja tööriistamajanduse organiseerimine .................................................................. 56
5.3 Töö organiseerimine ................................................................................................................. 61
6. MAJANDUSLIK OSA .................................................................................................................. 63
6.1 Materjalide arvutus, materjali kulu koondtabel ........................................................................ 63
6.2 Töötasude arvutus .................................................................................................................... 65
6.3 Kulude eelarve ja toote
omahinna kalkulatsioon ..................................................................... 66
6.4 Tootmisüksuse majanduslik efektiivsus ja
tasuvusaeg ............................................................ 70
6.5 Tootmisüksuse tehnilismajanduslikud näitajad ........................................................................ 71
KOKKUVÕTE ................................................................................................................................... 72
SUMMARY ....................................................................................................................................... 73
VIIDATUD ALLIKAD ...................................................................................................................... 74
LISAD ................................................................................................................................................ 76
2
SISSEJUHATUS Sissejuhatust alustaksin ma suurima probleemi lahti rääkimisega, mis
surub Eesti tootmist ja
eesrinnas meie riigi majandust.
1993. aastal seisnesid elu ümberkorraldused vaikses hiilimises majanduslike jõudude kontrollimatu
mängu poole.
Eraettevõtlus ajas oma juured järjest sügavamale. Lokkas üldine piraatlus. Oma nimel
töötav
varimajandus peksis peremeheta riigiettevõtlust nagu rannamees rotti.
Pendel liikus
äpardunud plaanimajanduse umbteelt ohjeldamatu turustiihia
kuristiku poole. Vana sotsialistlik
suurtootmine suruti üha sügavmasse kaitsekraavi.Käis riikliku omandi- „üldrahvaliku“,
„sotsialistliku“ või olgu ta nimi tahes- ohjeldamatu mahaparseldamine. Oli käimas enneolematu
varanduslik difenseerumine, toimus ebavõrdsuse plahvatuslik kasv. 1993. Aastal läks massiliseks
tööstusettevõtete erastamiseks. Põhiliseks näitajaks seati kiirus. Kähku käest ära! Kompetentsusest
oli asi kaugel. Tulemuse eest ei vastutanud mitte keegi. Tööstus, kui majanduse ja elu alustala ei
võtnud isevoolu teel õiget ja kindlat kurssi. Esimise valitsuse koalitsioonilepe kõlas: „Eesti
majanduse stabiilsuse tagamiseks on vajalik igati suurendada eksporti. Eesti riik peab ulatama
abikäe turu leidmiseks läänes. Toetuda tuleb erakapitalil tuginevate ekspordiinstrumentide teket
informatsiooni kogumiseks ning ettevõtjatele vahendamiseks.“ Kõlas ilusti, kuid loosungiks see
paberil jäigi.
Tootlik loov töö oli tahaplaanile surutud. Kiiresti ratsa rikkaks sai vahendustegevusega
see sai peamiseks ja valitsevaks kuid aeg on olnud parimaks kohtunikuks ja tõestanud ,et sellisel
teel riik rikkaks ei saa. Tulemuseks on, et loovad
töökohad on kadunud (erastamise kohustuslikust
töökohtade nõudest pole mitte midagi järele jäänud). Selle asemel, et esmatarbekaupu siin koos
eesrindlike lääneirmadega toota ja eksportida, veame me neid meie turule sisse. Kõik on
vahendajad, maaletoojad, kergema vastupanu teele minejad. Tulemused on tänapäeval näha. Ei ole
rikkust, mida jagada on jäänud vaesuse ümberjagamine. Lahenduseks oleks olnud
motivatsiooniprogramm läbi seadusandluse
loova töö tegemist, mis lõppkokkuvõttes oleks
suurendanud riigi ekspordivõmet ja seeläbi riigi rikkust, töökohtade loomist, inimeste heaolu.
Erastamisetulemustest võib vaid välja tuua üksikuid häid näiteid. Enamus ei täitnud oma otstarvet.
Neid näiteid võib tuua massiliselt.
3
Ka keemiettevõtte „Flora“ enamus vabrikud lõpetas loova tootmistöö. Kaasaegsed
tehnoloogilised seadmed müüdi maha,
kinnistud muutusid kinnisvaraobjektideks, mis enamikus pikapeale maha
müüdi. Heaks näiteks võib tuua värvtehase, mis tänapeäval kuulub Soome värvitootjale, „Tikkurilla
OY-le“ Seal on säilinud loov töö ja töökohad. Riik võib sellest ainult rõõmu tunda.
Oma lõputöö teemaks valisin ma „ Hüdrosilindri tehnoloogilise protsessi väljatöötamine ja
tootmisjaoskonna projekteerimine“. Teema sai valitud, põhimõttega, et vähendada „
Palmse metall OY“ ostutoodete
osakaalu , tootes ise kohapeal. Samuti on toodang suunatud sihtgrupile, kellede
vajadused on väiksemad
kogused , kuskil mõned sajad tellimuse peale.
Tegemist on ettevõttega, mis toodab ja turustab sihtotstarbelisi põllumajandusmasinaid, mida
tuntakse ja hinnatakse kõrgelt Skandinaavias ja Euroopas. Palmse Metalli toodangut iseloomustab
kvaliteet, vastupidavus, lihtsus ja funktsionaalsus.’
Minu lõputöö seisenb põllumajanduskäru tagaluugi liigutamiseks vajaliku silindri tehnoloogilise
protsessei välja töötamist, milles
kajastub :
pinkide valik, tehnoloogiliste režiimide arvutused samuti
masinaaegade leidmine ja nende normeermine. Töö teises
pooles keskendun ma tootmisjaoskonna
projekteerimisele, mis koosneb organisatsioonilisest osast ja majanduslikust osast, millest viimane
lõppeb jaoskonna tehnilismajanduslike näitajtega.
4
1. TÖÖ ANALÜÜS Töö ülesanne „Hüdrosilindri tehnoloogilise protsessi väljatöötamine ja tootmisjaoskonna
projekteerimine,“ püstitati mulle firmas Palmse Metall Oü.
Palmse metall OÜ on Eeesti juurtega
tootmisettevõte ja Palmse Traileri kaubamärgi omanik.
Palmse Metall OÜ alustas haagisete tootmiega 2005. Aastal Lääne-Virumaal. Palmse Metall OÜ
tootmistehas asub Palmses Vihula vallas. Tootmiskompleksi pindalda on kokku
4500 m .
Tootmistehnoloogia kaasajastamine algas 2007. Aastal, mille käigus renoveeriti tootmishoone ning
ehitati
kontor koos olmeruumidega. Tehase ruumid on jaotatud vastavalt tegevusele ja tööde
teostamise loogilisest järjestuses lähtuvalt. 2008. Aasta lõpus sai valmis haaveldus-ja värviruum,
tänu millele suudetakse pakkuda olulislet pareamt tootekvaliteeti kui algaastatel. Ettevõte toodab ja
turustab sihtostarbelisi põllumajandusmasinaid, mida tuntakse ja hinnatakse kõrgelt Skandinaavias
ja Euroopas. Palmse Metalli todangut iseloommustab kvaliteet, vastupidavus, lihtsus ja
funktsionaalsus.
Sele 1, Palmse Metall OÜ tootmishooned
Töö ülesanne ja eesmärk sai püstitatud, sooviga vähendada Palmse Metall OÜ ostutoodete
osakaalu ettevõttes. Tootanguga on plaan ära varustada kõik Palmse Metall OÜ vajadused, leida
5
turgu Eesti enda siseturul, kuid põhiliseks eesmärgiks on eksportida toodangut Skandinaaviasse ja
mujale Euroopasse just nendele klientidele, kelle
tellimused ei ole suured. Hetkel on
aastaprogrammiks prognoositud 5000 hüdrosilindrit aastas, mille sisse on arvestatud kõik
reaalsed prognoosid tellimuste suhtes turuuuringute põhjal. Leidsime, et 5000 silindrit alustamiseks on paras
ja täiesti reaalne. Samuti on tootmisjaoskond projekteeritud, võttes arvesse arenemise perspektiive
ja kindlat sooovi suurendada tootmismahtu. Välja arvutatud tootmise
omahind on konkurentsi
võimeline ja madalam hetkel olevast sisseostu
hinnast . [Tabel 13] Mistõttu leian, et on igati
mõistlik toota neid slindreid ise, mitte sisse osta. Samuti arvan ,et igasugune
konkurents elavdab
majandust ja kasvatab toodete kvaliteeti.
6
2. SILINDRI KONSTRUKTSIOON Hüdrosilinder ja hüdromootor on hüdrosüsteemis asendamatud kompo-nendid, millede abil
muudetakse
hüdroenergia mehaaniliseks energiaks. Nagu hüdromootor, nii on ka hüdrosilinder
ühendavaks lüliks hüdrosüsteemi ja tööorgani vahel. Erinevalt hüdro-mootorist, mille
väljundiks on
pöörlev liikumine, kasutatakse hüdrosilindreid kulgliikumise realiseerimiseks. Juhul kui tööorgan
kasutab funktsioneerimiseks kulgliikumist on hüdrosilindri kasutamisel järgnevad eelised:
- antud juhtudel on silindri kasutamine mugav ja masinaehitaja poolt vaadatuna lihtne
- kuna hüdroenergia muundamisel mehaaniliseks puudub vajadus kasutada vaheastmena pöörlevat
liikumist, saavutatakse silindri kasutamisega, seadme kõrge kasutegur
- silindri poolt arendatav jõud on
konstantne kogu kolvi liikumisulatuses
- samuti on konstantne kolvi
liikumiskiirus , mis sõltub vedeliku vooluhulgast silindrisse ajaühikus
ja kolvi pindalast
- Sõltuvalt konstruktsioonist võimaldab
silinder töötamist nii tõmbele kui tõukele
- Kasutades hüdrosilindreid on võimalik ehitada seadmeid, milledel on suur võimsus, kuid väike
mass ja gabariidid.
Hüdrosilindrite
tähtsamateks kasutus valdkondadeks on koormuste tõstmine ja langetamine,
lukustus ja nihutus.
Kahepoolse toimega silindri korral toimub kolvi liikumine mõlemas suunas töövedeliku toimel.
Kahepoolse toimega silindrite korral räägitakse kahest omavahel võrdsest või erineva suurusega
kolvi efektiivsest pindalast
7
Sele 2. Kahepoolse toimega hüdrosilinder.
Antud hüdrosilinder, mida käsitlen on varre läbimõõduga 25 mm, kolvi läbimõõduga 40 mm, käigu
pikkusega 280 mm ja silmade vahelise kaugusega 435 mm.
2.1 Tugevusarvutused Tugevusarvutuste teostamiseks on kasutatud
Solidworks tarkvara Simulation keskkonda.
Tugevusarvutused on tehtud olulisematele keevisliidetele.
Varras ja silm ohustegur Kuna silindrite puhul mõjuvad staatilised koormused siis peab konstruktsiooni
ohutustegur olema
minimaalselt 1,2.
Sele 3.
Koostu ohutustegur.
Ohutustegur 1,2 on saadud, rakendades koostule jõudu 30500 N. Jõud on raknedatud silma pesast
varre otsa poole.
8
Varras ja silm tekkivad pinged Maksimaalne pinge mis koostus tekib on 293,9 N/mm2, kuna väärtus on materjali voolavuspiirist
väiksem siis plastset deformatsiooni koostus ei teki.
Sele 4. Koostus tekkivad pinged.
Varras ja silm tekkiv läbipaine Koostus tekkiva elastse deformatsiooni tulemusena on maksimaalne dislokatsioon 0,643mm, mis
tekib silma juures.
Sele 5. Koostus tekkiv läbipaine.
9
Hülss, põhi ja silm ohustegur Kuna silindrite puhul mõjuvad staatilised koormused siis peab konstruktsiooni ohutustegur olema
minimaalselt 1,2.
Sele 6. Koostu ohutustegur
Ohutustegur 1,2 on saadud, rakendades koostule jõudu 33200 N. Jõud on raknedatud silma pesast
hülsi otsa poole.
Hülss, põhi ja silm tekkivad pinged Maksimaalne pinge mis koostus tekib on 294,620 N/mm2, kuna väärtus on materjali voolavuspiirist
väiksem siis plastset deformatsiooni koostus ei teki.
Sele 7. Koostus tekkivad pinged
10
Varras ja silm tekkiv läbipaine Koostus tekkiva elastse deformatsiooni tulemusena on maksimaalne dislokatsioon 0,184 mm, mis
tekib silma juures.
Sele 8. Koostus tekkiv läbipaine.
11
3. VALMISTAMISE TEHNOLOOGIA 3.1 Tootmismaht Antud silindirt on vaja toota 950 valmis silindrit aastas.Jaoskonna tootmisplaaniks võtan 5000
silindrit aastas. Aastal 2014 on umbkaudne tööttundide arv 2002 tundi. [1] See oleneb, muidugi ka
aastast. Kontrollarvuks võtan nüüd aja, kus
ühegi iseseisva protsessi kestvus ei tohi ületada antud
arvu
2002
950 = 2,1 ℎ
Arvesse tuleks võtta, et eri protsessid ei pruugi olla alati
sünkroonis . Lisaks tuleks lahutada 2002-st
kogu protsessi kestvuse aeg ( aeg enne ja pärast aeglaseimat etappi). Seepärast vähendan
kontrollaega 2,1 h pealt 1,9 h peale.
3.2 Sisseostu detailid Tabel 1
Ostudetailid
nr
Nimetus
Firma, tootja
Mõõdud kogus
Hind €,komp, tk
11
Varrepühkija
Varson Oü, Simrit
25-35-7/10
1
7.50€ tk
12
Survetihend
25-35-10
1
13
Juhtpuks
25-28-18
1
14
O-rõngas
37,2*3
1
15
Kolvitihned
40-32-15.5
1
16
O-rõngas
20,2*3
1
17
Liigendlaager Varson Oü, Simrit
GE25
2
0,65€ tk
18
Määrdenippel Würth
M6
2
0,1875€ tk
19
Stutsid
PMT
3/8“S
2
0,45€ tk
12
nr
Nimetus
Firma, tootja
Mõõdud
kogus
Hind €,komp, tk
20
Otsmutter
PMT
25/50-L40
1
3,94€ tk
Hind 7.50€ silindri tihendikomplektile, kehtib ostes 5000 komplekti. Määrdeniplite hind 0,1875€
kehtib 10000 tk-le. Liigendlaagrite hind 0,65€ kehtib 10000tk-le.
3.3 Seadmede andmed ja valiku põhjendus Seadmed on valitud vastavalt antud materjalidele, mis tagavad nõutud toote valmistamiseks
vajaliku täpsuse, lihtsuse ja tootlikuse.
1. JET 7“ x 12“ HVBS. [2]
Saagimiseks valin horisontaalse lintsae, mille maksimaalne ristlõige 90 kraadi juures on
178mm. Saag on mõõtmetelt väike ja vajadusel ka liigutatav. See tagab lihtsuse ja tootlikuse
2.
Haas ST10 [3]
Valin treimiskeskuseks. Pink on valitud täisautomaatne, selleks et vähendada töötlusaegu ja
tagada täpsus. Kokkuvõttes tagab see suurema tootlikuse.
Pingi maksimaalne
töödeldav diameeter on 165mm ja maksimaale töötluspikkus ilma
toestamata on 356mm. Pingi
mootori võimuseks on 11,2 kW.
3.
ESAB Migmaster 215 Pro. [7]
Võrreldes elektroodkeevitusega on MIG-
keevitusel rida
eeliseid : puuduvad ajakaod
elektroodi vahetamiseks ja tootlikuse tõus; puuduvad elektroodi vahetamisest tingitud
katkestused , mistõttu õmbluse kvaliteet on parem; keevitamisel ei teki
räbu , termomõju
tsoon on kuni 2 korda kitsam.
4. Bernardo B610 PRO [8]
Kuna puurimist ei ole palju siis, puurpingiks valin lihtsa ja väikse
puurpingi maksimaalse
puurimissügavusega 32mm ja mootori võimsusega 2,2 kw.
5. HAAS BAR1006ST [6]
Otsustasin lati etteandja võtta, et automatiseerida tootmist. Valisin antud lati etteandja
lähtudes etteantava materjali läbimõõdust, milleks on Ø 38mm-60mm ja sobib tootja poolt
määratletlt treipingile HAAS ST10
13
3.4 Detailide tehnoloogiliste režiimide valik ja põhjendus Hülss saagimine Toorikute tükeldamine ümar toruprofiilist Ø50 mm pikkusega 350,5 mm, töötlemisvaruga 3mm.
Pingil on kaks võimalikku lõikekiirust 40/ 80 m/min.
4
= × 1,54 − 1,13
×
= 40 × 1,54 − 1,13
× 6 = 60,2 !" /" $
kus,
Qmax - materjali eemaldamise määr, !" /" $
Vc-
lõikekiirus , m/min
tpi- saelindil hambaid tolli kohta
Vastavalt materjali eemaldamise määrale leian masinaaja:
7,065
% =
= 60,2 = 0,12 " $ = 7 (
kus,
S- ristlõikepindala, cm2
Qmax- materjali eemaldamise määr, !" /" $
Leian materjali täis ristlõikepindala:
5
& = ) × * = ) × 2 = 19,625 !"
Kuna materjal on ümar toruprofiil siis leian tühja osa pindalda :
4
& = ) × * = ) × 2 = 12,56 !"
Leian lõigatava osa pindalda:
19,625 !"
-12,56 !"
= 7,065 !"
14
kus,
S- ristlõikepindala, !"
r- lõigatava materjali raadius, cm
Hülsi otspinna ja faasi töötlemine Tööriistahoidja
: CoroTurn
rigid clamp desigin DCLNR -1616H09
[4: A112]
Teriku tüüp
: CNMG 09 03 08
[4: A112]
Terik : CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1,5 mm
.- = 0,15 mm/p
[4: A408]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n:
0
733 2333
n= 1 2333
= 3185 /" $
4 5
= 6
4 73
Leian masinaaja koos faasi töötlemisega :
2=
Tm = 9
= 1,6 s ;
3,27 =2>7
Hülsi otspinna töötlemine Tööriistahoidja
: CoroTurn rigid clamp desigin DCLNR -1616H09
[4: A112]
Teriku tüüp
: CNMG 09 03 08
[4: A112]
Terik:
CNMG 09 03 08 PF GC4215
[4: A19]
15
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1,5 mm
.- = 0,15 mm/p
[4: A408]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n:
0
733 2333
n= 1 2333
= 3185 /" $
4 5
= 6
4 73
Leian masinaaja ilma faasita:
Tm = 9
=
0,9 s ;
3,27 =2>7
Hülsi sisemise astme kooriv töötlemine Tööriistahoidja:
Coromant Capto,
Coro T-max P C4-PCLNR -13080-09
[4: A203]
Teriku tüüp
: CNMG 09 03 08
[4: A95]
Terik:
CNMG 09 03 08 PF GC4215
[4: A19]
VDI kinnitusega
adapter : C4-RL K2040-00075M
[4: G16]
= 1,50 mm
[4: A408]
+
,-= 0,30 mm
[4: A408]
+ = 1,5 mm
.- = 0,15 mm/p
[4: A408]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n :
0
733 2333
n= 1 2333
= 3185 /" $
4 5
=
6
4 73
16
Arvutan masinaaja:
2
Tm = 9
=
1,5 s
;
3,27 =2>7
Hülsi sisemise astme puhas töötlus Tööriistahoidja
: Coromant Capto, Coro T-max P C4-PCLNR -13080-09
[4: A203]
Teriku tüüp: CNMG 09 03 08
[4: A95]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
: [4: A408]
+ = 1 mm
.- = 0,1 mm/p
[4: A408]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n :
0
7@3 2333
n= 1 2333
= 3567 /" $
4 5
=
6
4 73
Arvutan masinaaja:
2
Tm = 9
=
2 s
;
3,2 =7@?
Hülss keermestamine M44X2 Tööriistahoidja: Coromant capto T-max U-Lock
C4-R 166.0KF-
1206 -11
[4: C53]
Terik:
R166 .0L-11VM01-001 GC1020
[4: C30]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
+ = 1,17 mm
[4: C75]
17
.- = 2 mm/p
/ = 125 m/min
[4: G80]
Leian pöörete arvu n :
0
2 7 2333
n= 1 2333
= 796,2 /" $
4 5
=
6
4 73
Arvutan masinaaja:
2A
Tm = 9
=
0,5 s
; ?B@,
Hülss avade tsentreerimine Tsentripuu
r:MSP0300SB
[5]
C = 3 mm
+ = 2 mm
fn = 0,1 mm/p
Leian pöörete arvu n:
73 2333
n=
= 5308 /" $
4 =
Leian arvutusliku lõikekiiruse:
4 5 - 4 = 7=3>
= 2333 = 2333 =
50 m/min : =
fn*n=
0,1x5308 =
530,8 mm/min Leian masinaaja:
Tm = 9
0
= 0,2 s D
7=3,>
Kuna neid avasi on vaja tsentrerida kaks siis :
Tm = 0,2 x 2 = 0,4 s 18
Hülss ava puurimine Ø 7
mm Puur :
C = 7 mm
+ = 6 mm
fn = 0,1mm/p
Leian pöörete arvu n:
2=, 2333
n = = 600 /" $
4 ?
Leian arvutusliku lõikekiiruse:
4 5 - 4 ? @33
= 2333 = 2333 =
13,2 m/min :
= fn*n=
0,1x5308 =
530,8 mm/min Leian masinaaja:
Tm = 9
= 6 s ;
3,2 @33
Kuna neid avasi on vaja puurida kaks siis :
Tm = 6x2=12 s Varre saagimine Toorikute tükeldamine ümar kalibreeritud lattmaterjalist Ø25 mm pikkusega 364 mm, kus
töötlemisvaru on 4mm pikkusest. Pingil on kaks võimalikku lõikekiirust 40/ 80 m/min.
4
= × 1,54 − 1,13
×
= 40 × 1,54 − 1,13
× 6 = 60,2 !" /" $
kus,
Qmax- materjali eemaldamise määr, !" /" $
Vc- lõikekiirus, m/min
19
tpi- saelindil hambaid tolli kohta
Vastavalt materjali eemaldamise määrale leian masinaaja:
4,9
% =
= 60,2 = 0,08 " $ = 4,9(
kus,
S- ristlõikepindala, cm2
Qmax- materjali eemaldamise määr, !" /" $
Leian materjali täis ristlõikepindala:
2,5
& = ) × * = ) × 2 = 4,9 !"
kus,
S- ristlõikepindala, !"
r- lõigatava materjali raadius, cm
Varre otspinna kooriv töötlemine Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR-1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik:
CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,15 mm/p
[4: A408]
/ = 500/min
[4: A425]
20
Leian pöörete arvu n :
0
733 2333
n= 1 2333
= 6369 /" $
4 5
= 6
4 7
Leian masinaaja ilma faasita :
2A,7
Tm = 9
= 0,9 s ;
3,27 @=@B
Kuna on vaja töödelda kooriva töötlusega kaks otspinda siis:
Tm = 0,8 x 2 = 1,6 s Varre otspinna puhas töötlemine Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,1 mm/p
[4: A408]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n:
0
7@3 2333
n= 1 2333
4 5
= 7134 p/min 6
4 7
Leian masinaaja ilma faasita :
2A,7
Tm = 9
= 1,2 s ;
3,2 ?2=A
21
Kuna on vaja töödelda puhas töötlusega kaks otspinda siis:
Tm = 1,4 x 2 = 2,8 s Varre astme kooriv töötlemine Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1,5 mm
.- = 0,15 mm/p
[4: A408]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n :
0
733 2333
n= 1 2333
= 6369 /" $
4 5
=
6
4 7
Leian masinaaja
=2
Tm = 9
= 1,9 (
= ;
3,27 @=@B
Varre astme puhas töötlus Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4125
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
22
+ = 1 mm
.- = 0,1 mm/p
[4: A408]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n :
0
7@3 2333
n = 1 2333
= 7134 /" $
4 5
= 6
4 7
Leian masinaaja :
=2
Tm = 9
= 2,6 (
= ;
3,2 ?2=A
Varre keermestamine M16X2 Tööriistahoidja: T-max U-Lock R 166.4 FGZ-2525-16
[4: C49]
Terik: R166.0G-16VM01-001 GC 1020
[4: C30]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
+ = 1,21 mm
[4: C75]
.- = 2 mm/p
/ = 125 m/min
[4: G80]
Leian pöörete arvu n:
0
2 7 2333
n = 1 2333
= 1592 /" $
4 5
= 6
4 7
Arvutan masinaaja:
2@
Tm = 9
= 0,3 s ; 27B
Kolb saagimine Toorikute tükeldamine ümar kalibreeritud lattmaterjalist Ø38mm pikkusega 1000 mm. Lati pikkus
on ettenähtud ette
andmiseks latisööturiga. Pingil on kaks võimalikku lõikekiirust 40/ 80 m/min.
23
4
= × 1,54 − 1,13
×
= 40 × 1,54 − 1,13
× 6 = 60,2 !" /" $
kus,
Qmax- materjali eemaldamise määr, !" /" $
Vc- lõikekiirus, m/min
tpi- saelindil hambaid tolli kohta
Vastavalt materjali eemaldamise määrale leian masinaaja:
11,3354
% =
= 60,2 = 0,12 " $ = 11,3 (
kus,
S- ristlõikepindala, cm2
Qmax- materjali eemaldamise määr, !" /" $
Leian materjali täis ristlõikepindala:
3,8
& = ) × * = ) × 2 = 11,3354 !"
kus,
S- ristlõikepindala, !"
r- lõigatava materjali raadius, cm
Kolb otspinna ja raadiuse kooriv töötlemine(1000mm lati saagimise järgse otsa) Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
24
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,15 mm/p
[4: A408]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n:
0
733 2333
n = 1 2333
= 4190 /" $
4 5
= 6
4 =>
Leian masinaaja:
2
Tm = 9
= 2 s ;
3,27 A=7>
Kolb otspinna ja raadiuse puhas töötlemine (1000mm lati saagimise järgse otsa) Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,1 mm/p
[4: A408]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n :
0
7@3 2333
n = 1 2333
= 4693 /" $
4 5
= 6
4 =>
25
Leian masinaaja:
2
Tm = 9
= 2,7 s ;
3,2 A@B=
Kolvi läbiva ava tsentri puurimine Tsentripuur:MSP0300SB
[5]
C = 3 mm
+ = 2 mm
fn = 0,1 mm/p
Leian pöörete arvu n:
0
73 2333
n = 1 2333
= 5308 /" $
4 5
= 6
4 =
Leian arvutusliku lõikekiiruse:
4 5 - 4 = 7=3>
=
2333
=
2333
=
50 m/min :
= fn*n=
0,1x5308 =
530,8 mm/min Leian masinaaja:
Tm = 9
0
= 0,2 s D
7=3,>
Kolvi puurimine Ø14 mm Puur:
CoroDrill
Delta C – R840-
1400 -30-A1A
[4: E11]
C = 14 mm
fn = 0,18 mm/p
[4: E72]
/ = 80 m/min
[4: E72]
26
Leian pöörete arvu n:
0
>3 2333
n = 1 2333
= 1820 /" $
4 5
= 6
4 2A
:
= fn*n=
0,18x1820 =
327,6 mm/min Leian masinaaja:
=2
Tm = 9
0
= 5,7 s D
= ?,@
Kolvi sisemise astme kooriv töötlemine Tööriistahoidja:Coro Turn 107 A10K-SCLCR 06R
[4: A224]
Teriku tüüp: CCMT 06 02 04
[4: A224]
Terik: CCMT 06 02 04 –PF GC4215
[4: A41]
Adapter: EasyFix sleeve 131-2010-B
[4: A304]
= 1,70 mm
[4: A415]
+ ,-= 0,10 mm
[4: A415]
+ = 1 mm
.- = 0,15 mm/p
[4: A415]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n :
0
733 2333
n = 1 2333
= 4190 /" $
4 5
= 6
4 =>
Leian masinaaja:
27
Tm = 9
= 1,4 s ;
3,27 A2B3
27
Kuna koorivas töötlemises on vaja teha kaks läbimit siis
Tm = 1,4x2= 8,8 s Kolvi sisemise astme puhas töötlemine Tööriistahoidja:Coro Turn 107 A10K-SCLCR 06R
[4: A224]
Teriku tüüp: CCMT 060204
[4: A224]
Terik: CCMT 06 02 04 –PF GC4215
[4: A41]
Adapter: EasyFix sleeve 131-2010-B
[4: A304]
= 1,70 mm
[4: A415]
+ ,-= 0,10 mm
[4: A415]
+ = 1 mm
.- = 0,1 mm/p
[4: A415]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n :
0
7@3 2333
n = 1 2333
= 4693 /" $
4 5
= 6
4 =>
Leian masinaaja:
27
Tm = 9
= 1,9 s ;
3,2 A@B=
Kolvi keermestamine M16X2 Tööriistahoidja: T-Max,U-Lock R 166.4 KF-16-16
[4: C55]
Terik: R166.0L-16VM01-001 GC 1020
[4: C30]
+ = 1,15 mm [4: C75]
.- = 2 mm/p
28
/ = 185 m/min [4: C80]
Leian pöörete arvu n :
0
2>7 2333
n = 1 2333
= 1550 /" $
4 5
= 6
4 =>
Leian masinaaja:
2@
Tm = 9
= 0,3 s ; 2773
Sisemise soone kooriv töötlemine Tööriistahoidja: Coro Cut MB, MB –A16-16-07
[4: B96]
Terik: MB 07G300-00-11 R GC 1025
[4: B89]
= 3 mm
+* = 2,8 mm
[4: B89]
+* = 1,5 mm
.- = 0,3 mm/p
[4: B125]
/ = 120 m/min
[4: B125]
Leian pöörete arvu n :
0
2 3 2333
n = 1 2333
= 1006 /" $
4 5
= 6
4 =>
Leian masinaaja:
2=
Tm = 9
= 2,6 s ;
3,= 233@
Sisemise soone puhas töötlemine Tööriistahoidja
: Coro Cut MB, MB –A16-16-07
[4: B96]
Terik: MB 07G300-00-11 R GC 1025
[4: B89]
29
= 3 mm
+* = 2,8 mm
[4: B89]
+* = 1 mm
.- = 0,1 mm/
[4: B125]
/ = 160 m/min
[4: B125]
Leian pöörete arvu n:
0
2@3 2333
n = 1 2333
= 1341 /" $
4 5
= 6
4 =>
Leian masinaaja:
2=
m = 9
= 4,7 s ;
3,2 2@?@
Kolvi välimiste astmete kooriv töötlus Tööriistahoidja: Coromant capto, Coro cut 1-and 2
edge C4RF 123 G20-27060B [4: B25]
Teriku tüüp: N123G2-0300-CM
[4: B25]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
Terik: N123G2-0300-002-CM GC 2135
[4: B16]
= 3 mm
+*2= 1 mm, +* = 1 mm, +*= = 0,5 mm
+* =18,9 mm [4: B16]
.- = 0,2 mm/ [4: B111]
/ = 110 m/min
[4: B125]
Leian pöörete arvu n :
0
223 2333
n = 1 2333
= 922 /" $
4 5
= 6
4 =>
30
Leian masinaaja kokku, koorival töötluses, kõigil läbimitel :
7@,?7
Tm = 9
= 18,5 s ;
3, B
Kolvi välimiste astmete puhas töötlus Tööriistahoidja: Coromant capto, Coro cut 1-and 2 edge C4RF 123 G20-27060B
[4: B25]
Teriku tüüp: N123G2-0300-CM
[4: B25]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
Terik:
N123G2-0300-002-CM GC 2135
[4: B16]
= 3 mm
+* =18,9 mm [4: B16]
+* = 0,5 mm
.- = 0,1 mm/ [4: B111]
/ = 150 m/min
[4: B125]
Leian pöörete arvu n:
0
273 2333
n = 1 2333
= 1257 /" $
4 5
= 6
4 =>
Leian masinaaja:
A3
Tm = 9
= 19
= s ;
3,2 2 7?
Kolvi otspinna ja raadiusete töötlemine koos mahalõikega Tööriistahoidja: Coromant capto, Coro cut 1-and 2 edge C4RF 123 G20-27060B
[4: B25]
Teriku tüüp: N123G2-0300-CM
[4: B25]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
Terik: N123G2-0300-002-CM GC 2135
[4: B16]
31
= 3 mm
+* = 18,9 mm [4: B16]
+* = 1 mm
.- = 0,05 mm/ [4: B111]
/ = 175 m/min
[4: B125]
Leian pöörete arvu n:
0
2?7 2333
n = 1 2333
= 1467 /" $
4 5
= 6
4 =>
Leian masinaaja:
2A
Tm = 9
= 11
= s ;
3,37 2A@?
Põhi saagimine Toorikute tükeldamine ümar kalibreeritud lattmaterjalist Ø50mm pikkusega 1000 mm. Lati pikkus
on ettenähtud ette andmiseks latisööturiga. Pingil on kaks võimalikku lõikekiirust 40/ 80 m/min.
4
= × 1,54 − 1,13
×
= 40 × 1,54 − 1,13
× 6 = 60,2 !" /" $
kus,
Qmax- materjali eemaldamise määr, !" /" $
Vc- lõikekiirus, m/min
tpi- saelindil hambaid tolli kohta
Vastavalt materjali eemaldamise määrale leian masinaaja:
19,625
% =
= 60,2 = 0,33 " $ = 19,6 (
kus,
32
S- ristlõikepindala, cm2
Qmax- materjali eemaldamise määr, !" /" $
Leian materjali täis ristlõikepindala:
5
& = ) × * = ) × 2 = 19,625 !"
kus,
S- ristlõikepindala, !"
r- lõigatava materjali raadius, cm
Põhja otspinna kooriv töötlemine(1000mm lati saagimise järgse otsa) Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,15 mm/p
[4: A408]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n :
0
733 2333
n = 1 2333
= 3185 /" $
4 5
= 6
4 73
Leian masinaaja:
Tm = 9
= 3,4 s ;
3,27 =2>7
33
Põhja otspinna puhas töötlemine(1000mm lati saagimise järgse otsa) Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,1 mm/p
[4: A408]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n :
0
7@3 2333
n = 1 2333
= 3567 /" $
4 5
= 6
4 73
Leian masinaaja:
Tm = 9
= 4,5 s ;
3,2 =7@?
Põhja astmete kooriv töötlemine Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4125
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1,5 mm
.- = 0,15 mm/p
[4: A408]
34
/ = 500 m/min
[4: A425]
Leian pöörete arvu n:
0
733 2333
n = 1 2333
= 3185 /" $
4 5
= 6
4 73
Leian masinaaja
72
Tm = 9
= 6,4 (
= ;
3,27 =2>7
Põhja astmete puhas töötlemine Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,1 mm/p
[4: A408]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n :
0
7@3 2333
n= 1 2333
= 3567 /" $
4 5
= 6
4 73
Leian masinaaja:
Tm = 9
= 4,7 s ;
3,2 =7@?
Põhja otspinna ja faasi töötlemine koos mahalõikega Tööriistahoidja: Coromant capto, Coro cut 1-and 2 edge C4RF 123 G20-27060B
[4: B25]
35
Teriku tüüp: N123G2-0300-CM
[4: B25]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
Terik: N123G2-0300-002-CM GC 2135
[4: B16]
= 3 mm
+* = 18,9 mm [4: B16]
+* = 1 mm
.- = 0,05 mm/ [4: B111]
/ = 175 m/min [4: B125]
Leian pöörete arvu n:
0
2?7 2333
n = 1 2333
= 1115 /" $
4 5
= 6
4 73
Leian masinaaja:
Tm = 9
= 29
= s ;
3,37 2227
Silm saagimine Toorikute tükeldamine ümar kalibreeritud lattmaterjalist Ø60mm pikkusega 1000 mm. Lati pikkus
on ettenähtud ette andmiseks latisööturiga. Pingil on kaks võimalikku lõikekiirust 40/ 80 m/min.
4
= × 1,54 − 1,13
×
= 40 × 1,54 − 1,13
× 6 = 60,2 !" /" $
kus,
Qmax- materjali eemaldamise määr, !" /" $
Vc- lõikekiirus, m/min
tpi- saelindil hambaid tolli kohta
36
Vastavalt materjali eemaldamise määrale leian masinaaja:
28,26
% =
= 60.2 = 0,47 " $ = 28 (
kus,
S- ristlõikepindala, cm2
Qmax- materjali eemaldamise määr, !" /" $
Leian materjali täis ristlõikepindala:
6
& = ) × * = ) × 2 = 28,26 !"
kus,
S- ristlõikepindala, !"
r- lõigatava materjali raadius, cm
Silm otspinnaja faasi kooriv töötlemine (1000mm lati saagimise järgse otsa) Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,15 mm/p
[4: A408]
/ = 500 m/min
[4: A425]
37
Leian pöörete arvu n:
0
733 2333
n = 1 2333
= 2654 /" $
4 5
= 6
4 @3
Leian masinaaja:
Tm = 9
= 4,8 s ;
3,27 @7A
Silma otspinna faasi puhas töötlemine (1000mm lati saagimise järgse otsa) Tööriistahoidja: CoroTurn rigid clamp desigin DCLNR- 1616H09
[4: A112]
Teriku tüüp: CNMG 09 03 08
[4: A112]
Terik: CNMG 09 03 08 PF GC4215
[4: A19]
= 1,50 mm
[4: A408]
+ ,-= 0,30 mm
[4: A408]
+ = 1 mm
.- = 0,1 mm/p
[4: A408]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n:
0
7@3 2333
n = 1 2333
= 2972 /" $
4 5
= 6
4 @3
Leian masinaaja:
Tm = 9
= 6,5 s ;
3,2 B?
Silm puurimine Ø 39mm Puur: CoroDrill 880 – 880-D3900L40-02
[4: E45]
38
Terikplaadid
: 880-0704 W10A-P-LM GC4024
[4: E59]
C = 39 mm
fn = 0,1 mm/p
[4: E77]
/ = 250 m/min
[4: E76]
Leian pöörete arvu n:
0
73 2333
n = 1 2333
= 2041 /" $
4 5
= 6
4 =B
VG = fn*n=0,1x2041 = 204,1 mm/min
Leian masinaaja:
Tm = 9
0
= 6,5 s D
3A,2
ilma sisemise astme kooriv töötlemine ööriistahoidja:Coro Turn 107 A10K-SCLCR- 06R
[4: A224]
Teriku tüüp: CCMT 06 02 04
[4: A224]
Terik: CCMT 06 02 04 –PF GC4215
[4: A41]
Adapter:
EasyFix sleeve 131-2010-B
[4: A304]
= 1,70 mm
[4: A415]
+ ,-= 0,10 mm
[4: A415]
+ = 1 mm
.- = 0,15 mm/p
[4: A415]
/ = 500 m/min
[4: A425]
Leian pöörete arvu n :
0
733 2333
n = 1 2333
= 2654 /" $
4 5
= 6
4 @3
39
Leian masinaaja:
3
Tm = 9
= 3 s ;
3,27 @7A
Silma sisemise astme puhas töötlemine Tööriistahoidja:Coro Turn 107 A10K-SCLCR- 06R
[4: A224]
Teriku tüüp: CCMT 06 02 04
[4: A224]
Terik: CCMT 06 02 04 –PF GC4215
[4: A41]
Adapter
: EasyFix sleeve 131-2010-B
[4: A304]
= 1,70 mm
[4: A415]
+ ,-= 0,10 mm
[4: A415]
+ = 0,5 mm
.- = 0,1 mm/p
[4: A415]
/ = 560 m/min
[4: A425]
Leian pöörete arvu n:
0
7@3 2333
n = 1 2333
= 2972 /" $
4 5
= 6
4 @3
Leian masinaaja:
3
Tm = 9
= 4s ;
3,2 B?
Silma otspinna ja otspindade faaside töötlemine koos mahalõikega Tööriistahoidja: Coromant capto, Coro cut 1-and 2 edge C4R F 123 G20-27060B
[4: B25]
Teriku tüüp: N123G2-0300-CM
[4: B25]
VDI kinnitusega adapter : C4-RL K2040-00075M
[4: G16]
Terik: N123G2-0300-002-CM GC 2135
[4: B16]
40
= 3 mm
+* = 18,9 mm
[4: B16]
+* = 1 mm
.- = 0,05 mm/
[4: B111]
/ = 175 m/min
[4: B125]
Leian pöörete arvu n:
0
2?7 2333
n = 1 2333
= 929 /" $
4 5
= 6
4 @3
Leian masinaaja:
Tm = 9
= 47
= s ;
3,37 B B
Keevitamine Stutsid :
kasutan MIG keevitust:
HI-JKKL,M,NNKO
?7.=@
Tm = HPPQ,J ,ON,,LKO
= 2>3 / ,-
= 25,12s = 0,42 min Kuna stutse on kaks siis:
Tm = 0,42 x 2 = 0,84 min Varras +silm : kasutan MIG keevitust:
HI-JKKL,M,NNKO
?>,7
Tm = HPPQ,J ,ON,,LKO
= 2>3 / ,-
= 26,12 s Hülss+põhi: kasutan MIG keevitust:
HI-JKKL,M,NNKO
27?
Tm = HPPQ,J ,ON,,LKO
= 2>3 / ,-
= 52,3 s Hülss+põhi : kasutan MIG keevitust:
HI-JKKL,M,NNKO
BB.
Tm = HPPQ,J ,ON,,LKO
= 2>3 / ,-
= 33,1s 41
3.5 Operatsiooni aegade normeerimine Tabel 2
Normeerimine
Ajad, min
Jrk
Operatsioon Seade
%
%
%JPR-+ %P9 %Q %N 9N
nr
%ILS
Hülss
1
Tooriku saagimine JET 7“ x 12“ HVBS
20
163mm
0,12
0,4
20+10
0,3 0,84
2
Otspinna
Treimiskeskus
20
töötlemine koos
HAAS ST10
0,03
0,3
20+10
0,2 0,55
faasiga
3
Otspinna töötlus
0,015
0,2
20+10
0,1 0,54
4
Sisemise astme
kooriv töötlus
0,003
0,3
20+10
0,2 0,52
5
Sisemise astme
puhas töötlus
0,033
0,2
20+10
0,1 0,35
6
Keermestamine
M44X2
0,008
0,2
20+10
0,3 0,53
7
Avade
Puur
20
tsentreerimine
Bernardo-B610 PRO 0,006
0,3
20+10
0,2 0,53
8
Avade puurimine
Ø 7mm
0,2
0,3
20+10
0,2 0,72
Varras
1
Tooriku saagimine
JET 7“ x 12“
20
174mm
HVBS
0,08
0,4
20+10
0,3 0,80
2
Otspindade kooriv
Treimiskeskus
20
töötlemine
HAAS ST10
20+10
0,015
0,3
0,2 0,54
3
Otspindade puhas
töötlemine
0,05
0,2
20+10
0,1 0,37
42
4.
Astme kooriv
töötlemine
0,03
0,3
20+10
0,2 0,55
5.
Astme puhas
töötlemine
0,04
0,2
20+10
0,1 0,36
6.
Varre
keermestamine
0,005
0,2
20+10
0,3 0,53
M16x2
Kolb
1
Saagimine1000 mm JET 7“ x 12“
20
pikkusteks HVBS
toorikuteks
0,12
0,4
20+10
0,3 0,84
2
Saagimise järkse
Treimiskeskus
20
otspinnaja raadiuse
HAAS ST10
kooriv töötlemine
20+10
0,033
0,3
0,2 0,85
3
Otspinna ja faasi
puhas töötlemine
0,045
0,2
20+10
0,1 0,37
4
Läbiva ava
tsentreerimine
0,003
0,3
20+10
0,2 0,52
5
Läbiva ava
puurimine
20+10
Ø
14mm 0,095
0,3
0,2 0,62
6
Sisemise astme
kooriv töötlemine
0,15
0,3
20+10
0,2 0,67
7
Sisemise astme
puhas töötlemine
0,03
0,2
20+10
0,1 0,35
8
Keermestamine
M16X2
0,005
0,2
20+10
0,3 0,57
9
Soone kooriv
töötlemine
0,043
0,3
20+10
0,2 0,56
10 Soone puhas
töötlemine
0,08
0,2
20+10
0,1 0,40
11 Välimiste astmete
43
kooriv töötlemine
0,3
0,3
20+10
0,2 0,8
12 Välimiste astmete
puhas töötlemine
0,32
0,2
20+10
0,1 0,64
13. Otspinna ja raadiuse
töötlemine koos
mahalõikamisega
0,18
0,3
20+10
0,2 0,70
Põhi
1
Saagimine 1000
JET 7“ x 12“
20
mm toorikuteks
HVBS
0,33
0,4
20+10
0,3 1,05
2
Saagimise järgse
Treimiskeskus
20
otspinna kooriv
HAAS ST10
töötlemine
0,06
0,3
20+10
0,2 0,58
3
Saagimise järgse
otspinna puhas
töötlemine
0,08
0,2
20+10
0,1 0,40
4
Astmete kooriv
töötlemine
0,11
0,3
20+10
0,2 0,63
5
Astmete puhas
töötlemine
0,08
0,2
20+10
0,1 0,40
6.
Otspinna ja faasi
töötlemine koos
maha lõikamisega
0,48
0,3
20+10
0,2 1
Silm
1
Saagimine 1000mm JET 7“ x 12“
20
toorikuteks
HVBS
0,47
0,4
20+10
0,3 1,19
2
Saagimise järgse
Treimiskeskus
20
otspinna kooriv
HAAS ST10
töötlemine
0,08
0,3
20+10
0,2 0,60
3
Saagimise järgse
otspinna puhas
töötlemine
0,11
0,2
20+10
0,1 0,43
4
Läbiva ava
20+10
44
puurimine
0,11
0,3
0,2 0,63
Ø 39mm
5
Sisemise astme
kooriv töötlemine
0,05
0,3
20+10
0,2 0,57
6.
Sisemise astme
puhas töötlemine
0,067
0,2
20+10
0,1 0,37
7
Otspinna ja faaside
töötlemine koos
maha lõõikamisega
0,78
0,3
20+10
0,2 1,3
Koostu koostamine
1
Keevitamine stutsid ESAB Migmaster
20
215 Pro
0,84
0,3
20+10
0,2 1,36
2
Keevitamine
põhi+silm
0,55
0,3
20+10
0,2 1,07
3
Keevitamine
põhi+hülss
0,87
0,3
20+10
0,2 1,39
4
Keevitamine
varras+silm
0,44
0,3
20+10
0,2 0,96
KOKKU: 7,545 13,2 240 5,2 29,6 45
4. TOOTMISJAOSKONNA PROJEKTEERIMINE 4.1 Tootmistüübi valiku põhjendus ja selle töö organiseermine Töö toimub saritootmise tingimustes, kuna aastaprogramm on piisavalt suur, et sellist tootmistüüpi
üleval pidada.
Töö organiseeritakse tootmisdirektori käskluste järgi, kes annab need edasi meistrile, tema
omakorda põhitöölistele. Materjali liikumine toimub nii, et oleksid välditud seisakud ning töö
toimuks ladusalt. Tootmisjaoskonna aastaprogrammiks on toota 5000 silindrit aastas. Tootmisüksus
töötab esmaspäevast-
reedeni , päevasel tööajal, 8 tunniste tööpäevadega.
Tabel 3
Tootmisjaoskonna vajalikud seadmed, summeeritud
ajanormid Jrk Nimetus
Tootja
Seade
Hind, €, km-ta
Ti, min/tk
1
JET 7“ x 12“ HVBS
JET
TOOLS Horisontaal
600
4,72
lintsaag
2
ST10
HAAS
Treimiskeskus
37000
18,8
3
MIGMASTER PRO
ESAB
Keevitamine
1000
4,8
4
B 610 PRO
Bernardo
Puurpink 1000
1,06
5
BAR1006ST
HAAS
Latisöötur
11000
10,73
Vajalike pinkide arv arvutatakse vastavalt tehnoloogilisele protsessile valemiga:
TUV W2
Pa =XYD
46
kus
Pa – arvutuslik pinkide arv
grupis , tk; Apr – aastaprogramm, tk; T1 –
summaarne ajanorm kõigil
operatsioonidel ühe detaili töötlemiseks sellel pingil, min/tk; Fef – pingi efektiivne tööajafond, h;
Pingi efektiivne tööajafond leitakse valemiga:
Fef = (Kp – Pu – Pü) x Va x Vk x Sk = (365 – 104 – 8) x 1 x 8 x 0,94 = 1903 (h) Kus:
Kp – kalendripäevade arv aastas, 365 Pu – puhkepäevade arv aastas -104, Pü – pühade arv aastas-
7, Va –
vahetuse arv- 1 ,Vk – vahetuse kestus, 8h, Sk – seadme kasulikult kasutamise tegur Sk –
0,92...0,95, valin k = 0,94
Kasutades summeeritud ajanormide väärtust, arvutan välja
teoreetilise pinkide arvu Pa, mille
ümardan lähimaks suuremaks täisarvuks,
saades vajaliku pinkide arvu Pv.
Arvutan saagimise teoreetilise pinkide arvu:
TUV W2
7333 A,?
Pa =XYD = 2B3= @3
= 0,2 tk,
seega siit järeldub vajalik lintsaagide arv 1tk
Arvutan
treimise teoreetiliste pinkide arvu:
TUV W2
7333 A,>
Pa =XYD = 2B3= @3
= 0,8 tk,
seega siit järeldub vajalike treimiskeskuste arvuks 1tk, samuti arvestan ettevõtte arenemis
perspektiive ja soovi suurendada tootlikust, mistõttu lisan ühe treimiskeskuse juurde , mis tagab
kiirema tootlikuse, kui langetab seadmete koormust.
Arvutan keevituse teoreetilise arvu:
TUV W2
7333 A,>
Pa =XYD = 2B3= @3
= 0,21 tk, seega siit järeldub vajalik keevituste arv 1tk
47
Arvutan puurpinkide teoreetilise arvu:
TUV W2
7333 2,3@
Pa =XYD = 2B3= @3
= 0,05 tk,
seega siit järeldub vajalik puurpinkide arv 1tk
Arvutan latisööturite teoreetilise arvu :
TUV W2
7333 23,?=@
Pa =XYD = 2B3= @3
= 0,5 tk,
seega siit järeldub vajalik sööturite arv 1tk
Arvutusliku ja vajaliku saagimisseadmete arvu
suhtest leian pinkide koormusteguri Kt:
Z
3,
Kt = [ 100% = [ 100% =
ZQ
2
20% Arvutusliku ja vajaliku treimisseadmete arvu suhtest leian pinkide koormusteguri Kt:
Z
3,>
Kt = [ 100% = [ 100% =
ZQ
40% Arvutusliku ja vajaliku keevitusseadmete arvu suhtest leian pinkide koormusteguri Kt:
Z
3, 2
Kt = [ 100% =
[ 100% =
ZQ
2
21% Arvutusliku ja vajaliku puurpinkide arvu suhtest leian pinkide koormusteguri Kt:
Z
3,37
Kt = [ 100% =
[ 100% =
ZQ
2
5% Arvutusliku ja vajaliku latisööturite arvu suhtest leian pinkide koormusteguri Kt:
Z
3,7
Kt = [ 100% = [ 100% =
ZQ
2
50% Jaoskonna koormusteguri leian valemiga:
]K
L-P Z
2,?@
Ktj = ]K
L-P ZQ
x 100% = @
x100 = 29,3% 48
4.2 Seadmete koondtabel ja koormusgraafik Tabel 4
Seadmete koondtabel
Seade
Nimetus
Ti, min/tk
Fef, h
Apr,tk Pa,
Pv,
Kt,
Hind €
tk
tk
%
km-ta
Saagimine
JET 7“ x 12“
4,72
1903
5000
0,2
1
20
600
HVBS
Treimiskeskus
Haas,
18,8
1903
5000
0,8
2
40
74000
ST10
Puurpink
Bernardo
1,06
1903
5000
0,05
1
5
1000
B 610 PRO
Keevitus -
ESAB
4,8
1903
5000
0,21
1
21
1000
aparaat Migmaster
280 Pro
Latisöötur
Haas
10,73
1903
5000
0,5
1
50
11000
BAR1006ST
KOKKU 40,11
1,76
6
87600
29,3
JAOSKONNA KOORMUSTEGUR 100
Lintsaag
90
Treimiskeskus
80
Puurpink
70
Latisöötur
60
Keevitamine
50
40
Keskmine
30
koormus
20
29,3%
10
0
Seadmete koormustabel
Sele 9. Koormusgraafik
49
Seadmete ja töökohtade paigutus Töökohad ja seadmed on paigutatud nii, et toimuks tootmisprotsessi otsevoolulisus toorikute
sissetulekust kuni valmisdetailide väljalaskmiseni. Samuti peab olema tagatud valmiva toodangu
lühike liikumistee tootmisprotsessis. Sujuva töö ja üleliigse segaduse vältimiseks ei tohi toorikute ja
pooltoodete liikumisteed
ristuda .
Seadmete ja töökohtade alla kuuluvate ruumide leidmine ja arvutused Tootmispind Arvestatakse keskmiselt ühele pingile 10...16m . Valin 14m , suuregabariidilisi pinke on antud
jaoskonnas 2, ülejäänud on väiksemad
pingid ja käsitööriistad. Tootmispind 110m . suurus on
valitud , arvestades jaoskonna arenemise perspektiivi ja soovi laieneda
Abipind Abiruumide alla kuuluvad remondi- ja instrumendijaoskonna pindala, teritusruumi pindala,
toorikute ja pooltoodete lao pindala.
Toorikute ja pooltoodete lao pindala on arvutatav valemiga:
^ _ J
S ꞊` N
Kus:
S – lao pindala m ,
Q – toorikute ja detailide kaal, mis keskmiselt läbib ladu päevas, t/päevas;
bPJ TML 3,332B2 7333
Q ꞊ =@7
꞊ =@7
0,03 t/päevas Kus
det – valmisdetaili kaal, t;
q – kasuliku laopinna koormus, t/m2; q = 0,5...1,5 t/m2, valin 0,5 t/m2.
k – laopinna kasutamise tegur, k = 0,1...0,5, valin k= 0,1
50
t – materjali varu päevades t = 3...5 päeva, valin 5 päeva.
^ _ J
3,3= 7
S ꞊` N
= 3,7 3,2
3 "
Instrumentide teritusruum Instrumentide teritusruumi suuruseks arvestatakse keskmiselt 8...10m , terituspinkide arv
moodustub jaoskonna pinkide üldarvust 3...6%. Siit järeldub, et on vaja ühte terituspinki ja ruumi
suuruseks valin 8m .
Instrumentide ja rakiste jaotusladu Arvestatakse seeriatootmises ühe
metallilõikepingi kohta 0,65...0,85m . Valin 0,85
Kokku 0,85x2= 1,7 "
Pinkide remondi- ja teenindusruum Pindala määramisel tuleb arvestada ühe metallilõikepingi kohta 1,5...3,5 m . Valin 3 m .
Kokku 3x2 = 6 "
Teenindusruumid (riietusruumid, dušširuumid, tualett jne.) Pindala määratakse vastavalt sanitaarnormidele. Normid näevad teenindusruumide pindalakse ühe
põhitöölise kohta ühevahetusliku töö korral mahaanikatšehhides ette 2,7m . Põhitöölisi on neli,
kokku teenindusruumi pindala on 4x2,7= 10,8m
Kontor Kontori pindalaks arvestan 16 m
Jaoskonna pindala kokku :
110+3+8+1,7+6+10,8+16 = 155,5 "
4.3 Põhitööliste ning muu personali vajaduse arvutus Jaoskonnas peavad olema
esindatud järgmised ametikohad:
51
Jaoskonna juhataja – meister, insener
Insener-tehniline personal, ITP –
tehnoloog , tehnik
Teenistujad – arveametnik,
raamatupidaja , tööde korraldaja, ökonomist jne.
Põhitöölised – pingioperaatorid
Abitöölised – laotöölised,
elektrikud , lukksepad jne.
Noorem
teenindav personal, NTP – koristajad, laastukogujad jne.
Vajaliku põhitööliste arvu määran lähtudes jaoskonna aastasest tööde üldmahust ja tööliste
efektiivsest tööajafondist.
Tabel 5
Tööliste efektiivne tööajafond
Jrk
Tööajafond
2013 a. päevad
2013 a.
tunnid %
1
Kalendripäevad
365
2920 2
Nädalavahetsed
104
832
3
Pühad
8
64
4
Nominaalne tööajafond
253
2024
100
5
Tööajakaod
35
280
13,9
-phkus
28
224
-lisapuhkus
2
16
-haigused
3
24
-muud
2
16
86,1
6
Töölise efektiivne ajafonf FdeG
218 1744 86 Vajalike põhitööliste arvu nd leitakse valemiga :
W
TML gh
ij
J
= XJP:
= XJP:
Kus
nt – vajalik tööliste arv;
52
T – aeg aastaprogrammi täitmiseks, h;
Ftef – töölise efektiivne tööajafond aastas, h;
T1 – summaarne ajanorm ühe detaili töötlemiseks sellel pingil, min/tk;
Saagimsie operaatori arvtuskäik:
W
TML gh
ij
J
= = 7333 k,lm
ij = 0,23
XJP:
= XJP:
2?AA
=> 1 Treimise operaatori arvtuskäik:
W
TML gh
ij
J
= = 7333 hn,n
ij = 0,90
XJP:
= XJP:
2?AA
=> 1 Keevitamise operaatori arvtuskäik:
W
TML gh
ij
J
= = 7333 k,n
ij = 0,23
XJP:
= XJP:
2?AA
=> 1 Puurimise operaatori arvtuskäik:
W
TML gh
ij
J
= = 7333 h,ji
ij = 0,05
XJP:
= XJP:
2?AA
=>0, kuna puurimist on vähe siis , puurimisega hakkab tegelema saagimise
operaator .
Tabel 6
Vajalik põhitööliste arv
Nr
Operatsioon
Arvutatud tööliste arv Valitud tööliste arv
1
Saagimine
0,23
1
2
Treimine 0,9
1
3
Keevitamine
0,23
1
4
Puurimine
0,05
0
Põhitöölisi kokku:
1,41
3
Abitööliste arvuks on ette nähtud 25...50% põhitööliste arvust olenevalt töö iseloomust. Valin 25%,
53
seega abitöölisi on vaja 0,25x4= 1
abitööline . Abitööliste ametiteks on laotööline,
elektrik , lukksepp
ja instrumendilukksepp.
Insener-tehniline personal moodustab põhitööliste ja abitööliste arvust 8...12%, valin 8%.
3+1= 4
0,08x4= 0,32 => 1 insner-tehniliseks personaliks on vaja ühte inimest. See inimene täidab nii
meistri kui ka tootmisjuhi kohustusi.
Teenistujate arv moodustab põhitööliste arvust 2...6%, valin2,5%, seega vaja on:
0,025x3 = 0,075 => 1 vaja on ühte teenistujat, kes töötab veerand kohaga ja kelle ametiks on
ökonomist-arvepidaja.
Noorem teenindav personal moodustab põhitööliste arvust 1...2%, valin 1%, seega vaja on:
0,01x3 = 0,03=>1 vaja on veerand kohaga
nooremat teenindavat personali, kelle ametiks on
koristaja .
Jaoskonna töötab kokku 7 inimest neist 5töötab täiskohaga ja neist kaks veerandkohaga.
Tabel 7
Jaoskonna töötajate koondtabel
Töötajategrupp
Kokku
Suurimas vahetuses
% töötajte
üldarvust
Põhitöölised
3
3
43
Saagimis ja
1
1
puurimis operaator
Keevitusoperaator
1
1
Treimisoperaator
1
1
Abitöölised
1
1
14,25
Laotööline,
luksepp 1
1
ITP
1
1
14,25
Meister/tootmisjuht
54
Töötajategrupp
Kokku
Suurimas vahetuses
% töötajte
üldarvust
Teenistujad
1
0,25
14,25
Öknomist/arvepidaja
NTP
1
0,25
14,25
Koristaja
KOKKU:
7
5,5
100
Toorikute ja pooltoodete liikumine Liikumine toimub sujuvalt materjali või tooriku saabumisest jaoskonda kuni valmisdetailide
väljasaatmiseni, haarates tehnoloogilise protsessi kõiki operatsioone. Toorikute ja pooltoodete
transpordiks kasutatakse standartseid euroaluseid,millide peal on puidust
kastid ,mille sisse pannakse
ümardetailid, et nad ei
hakkaks transpordi käigus veerema.Igal töökohal on kaks alust, üks toorikutele ja
teine valmisdetailidele. Nende liigutamine töökohtade ja lao vahel on abitöölise ülesanne, kes kasutab
töö teostamiseks kahvelkäru tõstejõuga 2500 kg.
55
5. ORGANISATSIOONILINE OSA 5.1 Tootmisüksuse varustamine toorikutega ja sisetranspordi organiseerimine Toormaterjal tuuakse lattu, sealt tõstetakse lattmaterjalid käsitsi aluste peale lattu, ladu asub
vahetusläheduses saagimis pingiga. Valmis lõigatud pooltooteid liigutatakse euroalustel,
kahvelkäruga. Laotööline viib toorikud vastava töökoha juurde. Edasi toimub toorikute liikumine
nagu eelnevas peatükis kirjeldatud.
5.2 Remondi – ja tööriistamajanduse organiseerimine Pinkide remondiplaani koostamisel tuleb remonditsükkel arvestada kalendrikuudeks:
2 W
N
= X
YD
kus
Tk – remonditsükkel kuudes;
T – remonditsükkel, h;
Fef – efektiivne tööajafond, h;
Remonditsükkel T on leitav valemiga:
T = βt x βm x βs x βti x Nts, Kus
βt - tootmise tüübi tegur, seeriatootmise puhul βt = 1,3;
βm - töödeldava materjali tegur, terase puhul βm = 1,0;
βs - seadme suurust
arvestav tegur, kerged ja keskmised pingid βs = 1,0;
56
βti - töötingimused, normaalsete töötingimuste korral βti = 1,0;
Nts - normaalne tsükkel lõikepinkidele 24000 tundi ehk 10 aastat.
Leian remonditsükli T:
T = 1,3 x 1,0 x 1,0 x 1,0 x 24000 = 31200 h Arvestan remonditsükli ümber kuudeks:
2 W 2 =2 33
N
= X
=YD
2B3=
= 197 kuud Remontide vaheline periood %LMkuudes:
Wo
LM = NpQp2
kus arvestan, et jaoskonna pinkide remondi
keerukus vastab kategooriale 11R, see tähendab, et kahe
kapitaalremondi Kr vahel nõuab pink:
k - 2 keskmist remonti;
v - 6 väikest remonti;
ü – 12 ülevaatust.
Wo
2B?
LM
= NpQp2
= p@p2
21,8 => 22 kuud Ülevaatuse vaheline periood %üMkuudes:
Wo
2B?
üM
= NpQpüp2
= p@p2 p2
= 9,4 => 10 kuud Tööriistamajanduse organiseerimine Tööriista kulud on 5...30% seadme maksumusest, see on 1,5...15% toote omahinnast, mis on
märkimisväärne kulu. Tööriistamajanduse organiseerimise eest vastutab jaoskonnas
instrumendilukksepp, kelle tööülesanneteks on:
Spetsialsete tööriistade ja rakiste valmistamine;
Universaaltööriistade soetamine;
57
Tööriistade hoidmine ja kättejagamine;
Tööriistade kvaliteedi ja kasutamise kontroll;
Lõikeriistade hooldus ja
remont :
Tabel 8
Kasutatavad
instrumendid Instrument Valmistaja
Hind, €/tk Masinaeg
Püsivusaeg
Tm,min
Tp, h
Treitera : CNMG 09 03 08 PF GC 4215
Sandvik 3
0,8135
1
Treitera: CCMT 06 02 04 PF GC 4215
Sandvik
3
0,297
1
Soone
tera : MB07G300-00-1 R GC 1025
Sandvik
4
0,123
1
Mahalõiketera: N123 G2-0300-002-CM
Sandvik
4
2,06
1
GC2135
Keermetera(välimine) M16X2 166.0G-
Sandvik
5
0,005
1
16VM01-001 GC 1020
Keermetera(sisemine) M16X2 166.0L-
Sandvik
5
0,025
1
16VM01-001 GC 1020
Keermetera(sisemine) M44X2 R166.0L -
Sandvik
5
0,008
1
11VM01-001V GC 1020
Tsentripuur MSP0300SM
Mitsubishi 3
0,009
0,5
Puur Ø7mm
Mitsubishi
5
0,2
0,5
Puur CoroDrill Delta C Ø14mm R840-
Sandvik
13
0,095
0,5
1400-30-A1A
Puur CoroDrill 880 Ø39mm,
Sandvik
3
0,11
1
terikplaadid: 880-0704 W10A-P-LM
GC4024
Lintsae leht
Bosch 12
1,12
5
Et tagada jaoskonna õigeaegne ja pidev varustatus kõikide vajalike instrumentidega on tarvis
arvutada instrumentide kulu. Seeriatootmise puhul kasutatakse selleks valemit:
58
r TUVsg6
, = Wt @3
Li – lõikeinstrumentide arv, tk;
Tm – masinaaeg, min;
Ti – instrumendi kasutusaeg selle täieliku kulumiseni, h. Mitteteritatavatel lõikeriistadel võrdub see
püsivusajaga.
Teritatavatel riistadel on kasutusaeg Ti leitav valemiga:
u
Ti = (/
+ 1) x Tp x (1 – β) L – instrumendi tööosa pikkus, mm;
C – teritamisel mahavõetava kihi suurus, mm;
Tp – instrumendi püsivusaeg, h;
β – juhusliku väljalangevuse tegur (0,05....0,15), valin β = 0,1;
Treitera: CNMG 09 03 08 PF GC 4215
TUVsg
7333 3,>2=7
Treitera = 6
W, @3
=> @3
=8,5=>9 terikut Treitera: CCMT 06 02 04 PF GC 4215
TUVsg
7333 3, B?
Treitera = 6
W, @3
=A @3
=6,2=>7 terikut Soone tera : MB07G300-00-1 R GC 1025
TUVsg
7333 3,2 =
Soonetera = 6
W, @3
=2 @3
=10,25=>11terikut Mahalõiketera: N123 G2-0300-002-CM GC2135
TUVsg
7333 ,3@
Mahalõiketera = 6
W, @3
=@3
=85,8=>89terikut Keermetera(välimine) M16X2 166.0G-16VM01-001 GC 1020
59
TUVsg
7333 3,337
Keermetera = 6
W, @3
== @3
=0,14=>1terik Keermetera(sisemine) M16X2 166.0L-16VM01-001 GC 1020
TUVsg
7333 3,3 7
Keermetera = 6
W, @3
== @3
=0,7=>1 terikut Keermetera(sisemine) M44X2 R166.0L -11VM01-001V GC 1020
TUVsg
7333 3,33>
Keermetera = 6
W, @3
== @3
=0,22=>1 terikut Tsentripuur MSP0300SM
u
Ti = (/
+ 1) x Tp x (1 – β) = (3,
+ 1) x 0,5 x (1 – 0,1) = 7,2h TUVsg
7333 3,33B
Tsentripuur = 6
W, @3
= ?, @3
=0,1=>1 tsentripuur Puur Ø7 mm
u
Ti = (/
+ 1) x Tp x (1 – β) = (3,
+ 1) x 0,5 x (1 – 0,1) = 16,2h TUVsg
7333 3,
Puur Ø7mm = 6
W, @3
= 2@, @3
=1,03=>2 puuri Puur Ø14 mm
u
2A
Ti = (/
+ 1) x Tp x (1 – β) = (3,
+ 1) x 0,5 x (1 – 0,1) = 31,95h TUVsg
7333 3,3B7
Puur Ø14 mm = 6
W, @3
= =2,B7 @3
=0,25=>1 puur Puur CoroDrill 880 Ø39mm, terikplaadid: 880-0704 W10A-P-LM GC4024
TUVsg
7333 3,22
Puur Ø14mm = 6
W, @3
= A @3
=2,29=>3 terikut Lintsaeleht Bosch:
TUVsg
Lintsaeleht 6
W, @3
= 7333 2,2
7 @3
=18,7=>19 terikut 60
Tabel 9
Instrumentide koondtabel
Instrument
valmistaja
Hind, Tm,min Tp,h Ti,h
Li,tk
Hind €
€/tk
Treitera: CNMG 09 03 08 PF
Sandvik
3
0,8135
1
8
9
27
Treitera: CCMT 06 02 04 PF
Sandvik
3
0,297
1
4
7
21
Soonetera: MB07G300-00-1 R
Sandvik
4
0,123
1
1
11
44
Mahalõiketera: N123 G2-0300-
Sandvik
4
2,06
1
2
89
356
002-CM
Keermetera: M16X2 166.0G-
Sandvik
5
0,005
1
3
1
5
16VM01-001
Keermetera: M16X2 166.0L-
Sandvik
5
0,025
1
3
1
5
16VM01-001
Keermetera: M44X2 R166.0L -
Sandvik
5
0,008
1
3
1
5
11VM01-001V
Tsentripuur MSP0300SM
Mitsubishi
3
0,009
0,5
7,2
1
3
Puur Ø7mm
Mitsubishi
5
0,2
0,5
16,2
2
10
Puur CoroDrill Delta C Ø14mm
Sandvik
13
0,095
0,5
32
1
13
R840-1400-30-A1A
Puur CoroDrill 880 Ø39mm,
Sandvik
3
0,11
1
4
3
9
terikplaadid: 880-0704 W10A-P-
LM GC4024
Lintsaeleht
Bosch
12
1,12
5
5
19
228
Kokku : 726€
5.3 Töö organiseerimine Töö organiseerimisel jaoskonnas on väga oluline roll tootmise optimaalse efektiivsuse tagamisel.
Õigel organiseerimisel tuleks arvestada järgmisi põhiprintsiipe:
• Tootmisprotsessi otsevoolavus alates toorikute laost kuni valmistoodangu laoni.
• Valmiva toodangu lühike liikumistee jaoskonnas.
61
• Toorikute ja pooltoodete liikumisteed ei tohi ristuda.
Tootmisseadmed tuleb paigutada vastavalt tehnoloogiale järjestikku. Planeerimisel tuleb arvestada
tootmispindade ja abipindade otstarbekat paigutamist. Kõikidel seadmetel peab olema
transpordivahenditega vaba juurdepääs, et toorikute ja pooltoodete liikumine toimuks kiirelt. Uste ja
transpordivahendite
laiused peavad olema vastavuses.
62
6. MAJANDUSLIK OSA 6.1 Materjalide arvutus, materjali kulu koondtabel Tootmisprotsessi tähtsaim sisend on materjali, millest toode otseselt valmistatakse. Toormaterjali
hind moodustab hinnanguliselt 40...60% toote valmistamise kuludest, seega on väga oluline
kasutada toormaterjale säästlikult ja vähendada jääkide teket. Stabiilse töö garanteerimiseks peab
vajamineva materjalikoguse eelnevalt välja arvestama ja ettevõttel peab laos olema mingi kindel
hulk materjali, näiteks paari päeva jagu.
Materjali kulu 5000 detailile Q kilodes leitakse lähtuvalt materjali kulunormist ja aastaprogrammist.
Q = q x Apr, Kus,
Q – materjali kulu 5000 detailile, kg;
q – materjali kulu ühe detaili jaoks, kg;
Apr – aastaprogramm, tk.
Vastava toote kulunormi saan toote tehnoloogiliselt spetsifikatsioonilt.
Vajaminevate materjalide kogused on esitatud tabelis 10.
Ühe detaili materjalide maksumus& eurodes on leitav valemiga:
&
= (q x h) – ( Jk x Jh) Kus,
Sm – ühe detaili materjali maksumus, €;
h – materjali ühe kilo hind, 0.70€/kg; []
63
ℎ - materjali ühe kg hind ( hülss 0,89€/kg, varras 1,1€/kg ) [9]
Jk – ühe detaili valmistamisel tekkiv jääk, kg;
Jh – jääkmaterjali kokkuostu hind, 0.20 €/kg; [10]
Detailide materjalide maksumused on esitatud tabelis 10.
Tabel 10
Materjalikulu koondtabel
Jrk
Materjal,detail
Kulu,kg
h, €/kg/
Jk, kg Jh, €/kg Sm, €
q, kg; 1-le
q, kg; 5000-
tootele,
le tootele
1
Hülss toruprofiil
1,95kg
8775kg
0,89
0,08
0,25
1,7355
ST52.3 50x40x6000mm
2
Varras
1,40kg
7000kg
1,1
0,07
0,25
1,54
kalibreeritud,kroomitud
lattmaterjal
25x6000mm
3
Kolb kalibreeritud
0,26kg
1300kg
0,70
0,12
0,20
0,158
lattmaterjal S355J2G3
38x6000mm
4 Põhi kalibreeritud
0,25kg
1250kg
0,70
0,13
0,20
0,149
lattmaterjal S355J2G3
50x6000mm
5 Silm kalibreeritud
0,47kg
2350kg
0,70
0,25
0,20
0,279
lattmaerjal S355J2G3
60x6000mm
KOKKU: 4,33kg
20675kg
3,8615€
19307,5€
Kulutused materjalile kogu aastaprogrammi täitmiseks on 3,8615x5000= 19307,5 €.
64
6.2 Töötasude arvutus Töötaja
palgafond =
brutopalk +sotstiaalmaks (ettevõte 33%)+töötuskindlustuse maks (ettevõte
1,4%)
Töötasu kokku = töötajate arv x tunnitasu x aastas töötatud tunnid
Selle
töötasu pealt maksab ettevõte töötukindlustust 1,4%
Tööline maksab
brutopalga pealt 2,8% töötukindlustust ja 2% kogummispensionit.
Netopalk +
tulumaks = brutopalk –
kogumispension – töötukindlustus
Tulumaks = (brutopalk – töötukindlustus 2,8% – tulumaksuvaba miinimum 144€ - kogumispension
2%) x 0,21
Kokku peetakse töötasu pealt kinni riigile:
Töötukindlustus 2,8% + tulumaks 21% + kogumispension 2%
Ftef – töötaja efektiivne tööajafond = 1744 h
Tabel 11
Töötasude koondtabel
Kategooria Arv
€/h
BP €/a
SM 33%
TK 2% T
TK 1% E
Põhitööline 3
8
41856
13812
837
418,5
Abitööline
1
5
8720
2878
174,4
87,2
ITP
1
10
17440
5755
349
174,5
Teenistuja 0,25
8
3488
1151
70
35
NTP
0,25
4
1744
576
35
17,5
Kokku:
4,50
35
73248
24172
1465,4
732,7
Kategooria
Kp 2%
MVM
TM 21%
Netopalk
Palgafond
Põhitööline
837
5184 8790
31774
56086,5
Abitööline
174,4
1728 1831
6644
11685,2
ITP
349
1728
3624,4
13257
22369,5
65
Teenistuja
70
432
732,5
2676
4674
NTP
35
432
366,24
1388
2337,5
Kokku:
1465,4
9504
15344
55689
97153 BP – brutopalk;
SM – sotsiaalmaks 33%;
TK – töötukindlustus, millest 2% maksab töötaja ja 1% ettevõte;
KP – kogumispension 2%;
TM – tulumaks 21%;
MVM –
maksuvaba miinimum 144€;
ITP – insener-tehniline personal;
NTP – noorem teenindav personal;
6.3 Kulude eelarve ja toote omahinna kalkulatsioon Seadmete tööga seotud kulud Seadmete käitamise kulutused lähevad peamiselt elektrienergiale. Kulu suurus sõltub pinkide
võimsusest, arvust ja koormatusest. Pinkide käitamiseks
kuluva elektrienergia hind leitakse valemiga:
Sq = Sk x W, Sq – elektrienergia hind seadmete käitamiseks, €;
Sk – kWh elektrienergia hind 0,0415 €; (
elektrihind on võetud , hetke turuhinna keskmine) [11]
W – aastane elektrienergia kulu, kWh. See on leitav valemiga:
vt ?@33
T = Z6 =
H
•
@@23
= 3,3 ++( +
Pm – pinkide summaarne maksumus €;
Ka – aastane kasum €.
6.5 Tootmisüksuse tehnilismajanduslikud näitajad Tabel 14
Tehnilismajanduslikud näitajad
Nr Näitajad
Mõõtühik Suurus
Märkused
1
Seadmete arv
tk
6
2
Seadmete keskmine koormus
%
29,3
3
Töötajate arv
inimest
7
Kellest kaks on veerand
kohaga.
Põhitöölisi
inimest
3
4
Palgafond
€
97153
Põhitööliste palgafond
€
56086,5
5
Tootmispind
m
155,5
6
Toote omahind
€
42,32378
7
Materjali maksumus
€
17732,7
aastaprogrammile
8
Tootmise
otsekulude osakaal
%
58,5
9
Tootmise kautsete kulude osakaal
%
27,3
10 Tootmise majanduslik efektiivsus
%
12,5%
11 Investeeringute tasuvusaeg
a
3,3
71
KOKKUVÕTE Töö eesmärgiks oli välja töötada käruluugi liigutamise hüdrosilindri tehnoloogiline protsess, koos
tootmisjaoskonna projekteerimisega. Soov oli vähendada Palmse Metall OÜ ostutoodete osakaalu.
Töö eesmärgi kindel kriteerium oli tootmise omahind 5000 silindri puhul saada samasuguseks nagu
on ta praegu sisseostu puhul või siis sinna lähedale. Toote omahind on konkurentsivõimeline ja
madalam sisseostu hinnast! Leian, et alustuseks 5000 silindri puhul madalam tootmise omahind,
praeguses sisseostu hinnast, tagab võrdlemisi madala tootmismahu juures perspektiivi ja kindluse
edasi areneda. Tootmisjaoskonnas töötab hetkel
seitse töölist: kolm põhitöölist, üks abitöölline,
üks meister-insener, üks raamatupidaja veerand kohaga ja üks koristaja ,kes on samuti tööl veerand
kohaga. Tootmismahu kasvades suurenevad pingite keskmised koooorrrmused, antud pinkide
võimsused lubavad toota kuni 15000 silindrit aastas. Investeeringute tasuvusaeg 5000 silindri
tootmisega aastas on: 3,3 aastat kasumiprotsendiga 12% tootelt. Kokkuvõttes leian ma, et sain
endale antud eesmärgi- ülesandega hakkama, kuna tootmise omahind on madalam ,kui hetkel olev
sisseostuhind ja tootmisjaoskond on praeguses võtmes arnemise võimeline tootmismahu poolest.
72
SUMMARY The aim of the
present project was to
develop a technological
process for the
hydraulic cylinder for
moving a trolley
hatch and design
production facilities . The
goal was do
reduce the
share of
purchase parts for the Palmse Metall OÜ. The decided criterion for the aim of the project was to
obtain for the 5000 cylinders production cost
same as or close to the present procurement
price . The
manufacturing cost of the product is competitive and
lower than the present procurement price! I
am in the
position that
begin with 5000 cylinders, the lower production
costs of the cylinder
compared to the present procurement price ensures at the relatively low production
volume a
prospect and perspective and
confidence to evolve
further . At the production facilities are currently
employed
seven employees: three regular
workers , one auxiliary worker, a foreman-engineer, one
part -time
accountant and one part-time janitor. As production volume increases, this increases the
average load of
machine tools, because the output
capacity of the machine tools allows production
up to 15000 cylinders per
year . The investment payoff
period at the production
rate of 5000
cylinders per year is 3.3
years having 12% profit per product. All in all I am in the position that the
task /
objective is achieved, because the manufacturing costs are lower than present procurement
price and the production facilities at the present production volume has the possibility to
growth .
73
VIIDATUD ALLIKAD [1]
„www.lrb.ee“. Lr Businesss OÜ raamatupidamis teenused, [Võrgumaterjal].
Available :
http://lrb.ee/tooajafondi-arvestus. [Kasutatud märts 2014]. [2]
„www.jettools.com“. JPW Industries Inc. tööriista
kataloog , [Võrgumaterjal]. Available:
http://www.jettools.com/eu/en/p/hvbs-7mw-7-x-12-horizontal-vertical-bandsaw-115-230v -
1ph/414459. [Kasutatud märts 2014].
[3]
„
http://int.haascnc.com“. Haas Automation Inc seadmete kataloog, [Võrgumaterjal]. Available: http://int.haascnc.com/cs_spec1.asp?intLanguageCode=1033&id=ST -
10&chucksize=6%20Inch&webID=2AXIS_STD_LATHE. [Kasutatud märts 2014].
[4]
„
http://www.sandvik.coromant.com“. Sandvik Coromant Main Catalogue 2009, [Võrgumaterjal]. Available:
http://www.sandvik.coromant.com/sitecollectiondocuments/downloads/global/catalogues/. [Kasutatud märts-aprill 2014].
[5]
„www.mitsubishicarbide.com“. Mitsubishi Materials
Corporation puuride kataloog,
[Võrgumaterjal]. Available:
http://www.mitsubishicarbide.com/mmc/en/product/catalog/catalog.html. [Kasutatud märts 2014].
[6]
„
http://int.haascnc.com“. Haas Automation Inc seadmete kataloog, [Võrgumaterjal]. Available: http://int.haascnc.com/mt_spec1.asp?intLanguageCode=1033&id=BAR1006ST&webID=BA RFEEDER. [Kasutatud aprill 2014].
[7]
„
products .esab.com/“. ESAB Group
tootekataloog , [Võrgumaterjal]. Available:
http://products.esab.com/Templates/T041.asp?id=111380. [Kasutatud aprill 2014]. [8]
„www.
stokker .ee“. AS Mecro tootekataloog, [Võrgumaterjal]. Available:
http://www.stokker.ee/p:1549495/metallitootluspingid/metalli-puur--ja -
freespingid /www.bernardo.at. [Kasutatud aprill 2014].
74
[9]
„
http://helensbaltic.com“. Benteler Distribution Estonia OÜ tootekataloog, [Võrgumaterjal]. Available:
http://helensbaltic.com//wp-content/uploads/2012/03/kroomvarras.pdf. [Kasutatud aprill 2014].
[10] „www.kuusakoski.ee“. Kuusakoski AS
hinnakiri , [Võrgumaterjal]. Available:
http://www.kuusakoski.ee/ettevotted/Hinnakiri. [Kasutatud aprill-mai 2014]. [11] „www.elektrihind.ee“. Datahouse OÜ elektrihinna võrdlusportaal, [Võrgumaterjal]. Available:
http://www.elektrihind.ee/[Kasutatud mai 2014]. 75
LISA 1 Käruluugi liigutamise silinder, põllumajandus haagis 76
LISA 2 Käruluugi liigutamise silinder, põllumajandus haagis 77
TKTK MARŠRUUTKAART Leht/lehti:
Masinaehitusteaduskond
1/1
Tähis:
Nimetus:
Detaili
Hülss
mass:
0,82kg
Materjal (toorik):
Tooriku
ST52.3
mass:
0,9kg
Oper .
Operatsiooni nimetus ja sisu
Seade,
rakis , töö- ja
nr.
mõõteriistad
1.
Materjali sisseost Kalibreeritud hülsi toru
välisläbimõõduga 50mm,
sisemise läbimõõduga
40mm, pikkusega
6000mm
2.
Saagimine Horisontaalne Hülsi torust pikkusega 6000mm , toorikute saagimine
lintsaag: JET 7“ x pikkusega 360,5mm, töötlemisvaruga +3mm
12“ HVBS, 3.
Treimine mõõdulint 1.Otspinna töötlemine koos faasiga.
2.Otspinna töötlemine.
3.Sisemise astme kooriv töötlmine.
Treimiskeskus HAAS
4.Sisemise astme puhas töötlemine.
ST10
5.M44X2 keermestamine.
Nelja pakiline spindel
4.
Puurimine 1.Avade tsentreerimine
2. Avade puurimine Ø7mm
Puur Bernardo B610 PRO,
viil
Koostas:
Allkiri :
Kuup .
Kontrollis :
Allkiri:
Kuup.
Reijo Sild
22.05.2014
Janis
Piiritalo 22.05.2014
78
TKTK
MARŠRUUTKAART Leht/lehti:
Masinaehitusteaduskond
1/1
Tähis:
Nimetus:
Detaili
Varras
mass:
0,61kg
Materjal (toorik):
Tooriku
20MNV6
mass:
0,68kg
Oper.
Operatsiooni nimetus ja sisu
Seade, rakis, töö- ja
nr.
mõõteriistad
1.
Materjali sisseost Kalibreeritud,kroomitud
ümar lattmaterjalist
Ø25mm, pikkusega
6000mm
2.
Saagimine Horisontaalne Ümar lattmaerjalist pikkusega 6000mm, toorikute
lintsaag: JET 7“ x saagimine pikkusega 364mm, töötlemisvaruga + 4mm.
12“ HVBS, mõõdulint 3.
Treimine 1.Otspindade kooriv töötlemine
2.Otspindade puhas töötlemine
Treimiskeskus HAAS
3.Astme koriv töötlemine
ST10
4.Astme puhas töötlemine
Nelja pakiline spindel
5.M25x2 keermestamine.
Koostas:
Allkiri: Kuup. Kontrollis:
Allkiri:
Kuup.
Reijo Sild
22.05.2014
Janis Piiritalo
22.05.2014
79
TKTK
MARŠRUUTKAART Leht/lehti:
Masinaehitusteaduskond
1/1
Tähis:
Nimetus:
Detaili
Kolb
mass:
0,14kg
Materjal (toorik):
Tooriku
S355J2G3
mass:
0,26kg
Oper.
Operatsiooni nimetus ja sisu
Seade, rakis, töö- ja
nr.
mõõteriistad
1.
Materjali sisseost Kalibreeritud ümar
lattmaterjalist Ø38mm,
pikkusega 6000mm
2.
Saagimine Horisontaalne lintsaag: JET 7“ x Ümar lattmaterjalist pikkusega 6000mm, 1000mm
pikkuste toorikute saagimine , lati etteanduri jaoks.
12“ HVBS, 3.
Treimine 1.Lati saagimise järgse otspinna kooriv töötlemine
Treimiskeskus HAAS
2. Otspinna puhas töötlemine
ST10
Nelja pakiline spindel
4.
Paigaldamine 1000mm, tooriku paigaldamine lati etteandurisse ja
pinki Lati etteandur: HAAS
Treimine BAR1006ST
5.
1.Saagimise järgse otsa kooriv töötlemine koos faasiga
2.Saagimise järgse otsa puhast töötlemine koos faasiga
3.Läbiva ava tsentri puurimine
Treimiskeskus HAAS
4.Läbiva ava puurimine Ø14mm
ST10
5.Sisemise astme kooriv töötlemine
Nelja pakiline spindel
6.Sise asemise puhas töötlemine
7.M25x2 keermestamine
8.Soone kooriv töötlemine
9.Soone puhas töötlemine
9.Välimiste astmete kooriv töötlemine
10.Välimiste astmete puhas töötlemine
11.Otspinna faasi töötlemine koos mahalõikega
Koostas.:
Allkiri: Kuup. Kontrollis:
Allkiri:
Kuup.
Reijo Sild
22.05.2014
Janis Piiritalo
22.05.2014
80
TKTK
MARŠRUUTKAART Leht/lehti:
Masinaehitusteaduskond
1/1
Tähis:
Nimetus:
Detaili
Põhi
mass:
0,12kg
Materjal (toorik):
Tooriku
S355J2G3
mass:
0,25kg
Oper.
Operatsiooni nimetus ja sisu
Seade, rakis, töö- ja
nr.
mõõteriistad
1.
Materjali sisseost Kalibreeritud ümar
lattmaterjalist Ø50mm,
pikkusega 6000mm
2.
Saagimine Horisontaalne lintsaag: JET 7“ x Ümar lattmaterjalist pikkusega 6000mm, 1000mm
pikkuste toorikute saagimine , lati etteanduri jaoks.
12“ HVBS, 3.
Treimine 1. Lati saagimise järgse otspinna kooriv töötlemine
Treimiskeskus HAAS
2. Otspinna puhas töötlemine
ST10
Nelja pakiline spindel
4.
Paigaldamine 1000mm, tooriku paigaldamine lati etteandurisse ja pinki
Lati etteandur: HAAS
Treimine BAR1006ST
5.
1. Astme kooriv töötlemine
2. Astme puhas töötlemine
Treimiskeskus HAAS
3. Otspinna ja faasi töötlemine koos maha lõikamisega
ST10
Nelja pakiline spindel
Koostas.:
Allkiri: Kuup. Kontrollis:
Allkiri:
Kuup.
Reijo Sild
22.05.2014
Janis Piiritalo
22.05.2014
81
TKTK
MARŠRUUTKAART Leht/lehti:
Masinaehitusteaduskond
1/1
Tähis:
Nimetus:
Detaili
Silm
mass:
0,22kg
Materjal (toorik):
Tooriku
S355J2G3
mass:
0,47kg
Oper.
Operatsiooni nimetus ja sisu
Seade, rakis, töö- ja
nr.
mõõteriistad
1.
Materjali sisseost Kalibreeritud ümar
lattmaterjalist Ø60mm,
pikkusega 6000mm
2.
Saagimine Horisontaalne lintsaag: JET 7“ x Ümar lattmaterjalist pikkusega 6000mm, 1000mm
pikkuste toorikute saagimine , lati etteanduri jaoks.
12“ HVBS, 3.
Treimine 1. Lati saagimise järgse otspinna kooriv töötlemine
Treimiskeskus HAAS
2. Otspinna puhas töötlemine
ST10
Nelja pakiline spindel
4.
Paigaldamine 1000mm, tooriku paigaldamine lati etteandurisse ja pinki
Lati etteandur: HAAS
Treimine BAR1006ST
5.
1. Läbiva ava puurimine Ø39mm
2. Astme kooriv töötlemine
3. Astme puhas töötlemine
Treimiskeskus HAAS
4. Otspinna ja faaside töötlemine koos maha
ST10
lõõikamisega
Nelja pakiline spindel
Koostas.:
Allkiri: Kuup. Kontrollis:
Allkiri:
Kuup.
Reijo Sild
22.05.2014
Janis Piiritalo
22.05.2014
82
Tallinna Tehnikakkõrgkool Operatsioonikaart Toote nr, nimetus Hüdrosilinder
Masinaehitusteaduskond Detaili Nr, nimetus 000.000.011, Hülss
Operatsiooni nimetus Hülss treimine
Nr 1
Det. arv
Det.mass
Toor.mass
Kulunorm
Kkoef.
Toorik (materjal), mark, nimetus: Hülsi toru 50x40x6000 St 52.3 DIN 17100 5000tk
1,87kg
1,95
0,08kg
Siire Paigaldus. Operatsiooni, siirde sisu Jahutus.
Seade, rakised,
lõikeriistad , mõõteriistad
Tt Te
Tp Ta
Neljapakilises isetsentsreeruvas padrunis, vesiemulsioon
i
n
isetsentreeruv neljapakiline
padrun ,nihik,
Tööriistahoidja:
CoroTurn rigid clamp desigin DCLNR 1616H09,
Terik:
CNMG PF GC4215,Tööriistahoidja: Coromant Capto Coro
T-max P C4-PCLNR-13080-09,
VDI kinnitusega adapter :
C4-RL K2040-00075M,
Tööriistahoidja: Coromant Capto,
Coro T-max P C4-PCLNR-13080-09, Tööriistahoidja:
Coromant capto T-max U-Lock C4-R 166.0KF-1206-11,
Terik: R166.0L-11VM01-001 GC1020,
1.
Treida hülsi
otspind välis Ø50mm mõõtu 349 ±0,25 mm ja
töödelda faas 4x .
1,5 0,15 500 3185
Treida hülsi otspind välis Ø50mm mõõtu 347,5 ±0,25 mm.
2.
Kooriv, töödelda hülsi sisemine aste mõõtu Ø43mm, l= 10mm, 1...1,5 0,1...0,15...2 125...500...560 3567
puhas,töödelda hülsi sisemine aste mõõtu Ø45mm , l=10mm
Keermestada
sisekeere M44X2, l=12.
Koostas:
Nimi
Allkiri
Kuupäev
Kontrollis
Nimi
Allkiri
Kuupäev
Leht: 1
Leht: 1
R.Sild
14.05.2014
J.Piiritalo
Tallinna Tehnikakkõrgkool Operatsioonikaart Toote nr, nimetus Hüdrosilinder
Masinaehitusteaduskond Detaili Nr, nimetus 000.000.021, Varras
Operatsiooni nimetus Varras treimine
Nr 1
Det. arv
Det.mass
Toor.mass
Kulunorm
Kkoef.
Toorik (materjal), mark, nimetus: Kroomitud toru 25x6000mm 20MNV6
5000tk
1,33kg
1,40
0,07kg
Siire
Paigaldus. Operatsiooni, siirde sisu Jahutus.
Seade, rakised, lõikeriistad, mõõteriistad
Tt Te
Tp Ta
Neljapakilises isetsentsreeruvas padrunis, vesiemulsioon
i
n
Isetsentreeruv neljapakiline padrun,nihik,
Tööriistahoidja:
CoroTurn rigid clamp desigin DCLNR 1616H09, Terik:
CNMG PF GC4215, Tööriistahoidja: T-max U-Lock
R 166.4
FGZ-2525-16,
Terik: R166.0G-16VM01-001 GC 1020, VDI
kinnitusega adapter : C4-RL K2040-00075M
1.
Kooriv töödelda varre otspind välis Ø25mm, mõõtu 363 ±0,25
1 0,1...0,15 500...560 6500
mm.Puhas töödelda varre otspind välis Ø25mm, mõõtu 362
±0,25 mm
2.
Kooriv töödelda varre otspind välis Ø25mm, mõõtu 361 ±0,25
1...1,5 0,1...2 500...560 6500
mm. Puhas töödelda varre otspind välis Ø25mm, mõõtu 360
±0,25 mm. Kooriv töödelda varre aste mõõtu Ø22mm , l= 28,5.
Puhas töödelda varre aste mõõtu Ø20mm l=28,5. Keermestada
varras M16X2, l=14,5.
Koostas:
Nimi
Allkiri
Kuupäev
Kontrollis
Nimi
Allkiri
Kuupäev
Leht: 1
Leht: 1
R.Sild
14.05.2014
J.Piiritalo
Tallinna Tehnikakkõrgkool Operatsioonikaart Toote nr, nimetus Hüdrosilinder
Masinaehitusteaduskond Detaili Nr, nimetus 000.000.022, Kolb
Operatsiooni nimetus Kolb treimine
Nr 1
Det. arv
Det.mass
Toor.mass
Kulunorm
Kkoef.
Toorik (materjal), mark, nimetus: Kalibreeritud
latt Ø38x6000mm S355J2G3 5000tk
0,14kg
0,26
0,12kg
Siire
Paigaldus. Operatsiooni, siirde sisu Jahutus.
Seade, rakised, lõikeriistad, mõõteriistad
Tt Te
Tp Ta
Neljapakilises isetsentsreeruvas padrunis, vesiemulsioon
i
n
Isetsentreeruv neljapakiline padrun,nihik,
Tööriistahoidja:
CoroTurn rigid clamp desigin DCLNR 1616H09, Terik:
CNMG PF GC4215,
Tsentripuur
:MSP0300SB,
Puur:
1.
Kooriv töödelda kalibreeritud
latti Ø38mm saagimise järgne ots CoroDrill Delta C – R840-1400-30-A1A,
mõõtu 999mm,puhas töödelda saagimise järgne ots mõõtu
Tööriistahoidja:Coro Turn 107 A10K-SCLCR 06R,
Terik:
998mm, töödelda R=1,5x . Tsentreerida kolvi läbiv ava.
CCMT PF GC4215,
Adapter: EasyFix sleeve 131-2010-B,
Tööriistahoidja:
Puurida ava Ø14mm, l= 29,5mm(1mm üle). Kooriv töödelda
T-Max,U-Lock R 166.4 KF-16-16,
Terik:
R166.0L-16VM01-001 GC 1020,
Tööriistahoidja:
Coro Cut
kolvi sisemine aste Ø18mm (kahe läbimiga), l =14mm. Puhas
MB, MB –A16-16-07,
Terik: MB 07G300-00-11 R GC 1025,
töödelda kolvi sisemine aste Ø20mm , l =14mm.
Tööriistahoidja:
Coromant capto, Coro cut 1-and 2 edge
Keermestamine M16X2, l=15mm. Kooriv töödelda sisemine
C4RF 123 G20-27060B, Terik:
N123G2-0300-002-CM GC
soon Ø23mm l=4mm, Puhas töödelda sisemine soon Ø25mm
2135,
VDI kinnitusega adapter : C4-RL K2040-00075M
l=4mm. Kooriv töödelda kolvi
välimised astmed kolme
läbimiga. Puhas töödelda kolvi välimised astmed. Kolvi
pikkusesse 28,5mm töötlemine, raadiuse 1,5x töötlemine,
(mõlemad
faasid , pärast esimest mahalõiget) koos mahalõikega. 0,5...2 0,05...2 500...560 4500
Koostas:
Nimi
Allkiri
Kuupäev
Kontrollis
Nimi
Allkiri
Kuupäev
Leht: 1
Leht: 1
R.Sild
14.05.2014
J.Piiritalo
Tallinna Tehnikakkõrgkool Operatsioonikaart Toote nr, nimetus Hüdrosilinder
Masinaehitusteaduskond Detaili Nr, nimetus 000.000.012, Põhi
Operatsiooni nimetus Põhi treimine
Nr 1
Det. arv
Det.mass
Toor.mass
Kulunorm
Kkoef.
Toorik (materjal), mark, nimetus: Kalibreeritud latt Ø50x6000mm S355J2G3 5000tk
0,12kg
0,25
0,13kg
Siire
Paigaldus. Operatsiooni, siirde sisu Jahutus.
Seade, rakised, lõikeriistad, mõõteriistad
Tt Te
Tp Ta
Neljapakilises isetsentsreeruvas padrunis, vesiemulsioon
i
n
Isetsentreeruv neljapakiline padrun,nihik,
Tööriistahoidja:
CoroTurn rigid clamp desigin DCLNR 1616H09, Terik:
CNMG PF GC4215,
Tööriistahoidja:
Coromant capto, Coro
.
cut 1-and 2 edge C4RF 123 G20-27060B, Terik:
N123G2-
0300-002-CM GC 2135,
VDI kinnitusega adapter : C4-RL
K2040-00075M
Kooriv töödelda kalibreeritud latti Ø50mm saagimise järgne ots
1.
1...1,5 0,05...0,15 500...560 3000
mõõtu 999mm,puhas töödelda saagimise järgne ots mõõtu
998mm. Kooriv töödelda põhja astmed. Puhas töödelda põhja
astmed. Töödelda otspinnale faas 1 x ja
sooritada mahalõige
tagades detaili laius 15mm.
Koostas:
Nimi
Allkiri
Kuupäev
Kontrollis
Nimi
Allkiri
Kuupäev
Leht: 1
Leht: 1
R.Sild
14.05.2014
J.Piiritalo
Tallinna Tehnikakkõrgkool Operatsioonikaart Toote nr, nimetus Hüdrosilinder
Masinaehitusteaduskond Detaili Nr, nimetus 000.000.013, Silm
Operatsiooni nimetus Silm treimine
Nr 1
Det. arv
Det.mass
Toor.mass
Kulunorm
Kkoef.
Toorik (materjal), mark, nimetus: Kalibreeritud latt Ø60x6000mm S355J2G3 5000tk
0,22kg
0,47
0,25kg
Siire
Paigaldus. Operatsiooni, siirde sisu Jahutus.
Seade, rakised, lõikeriistad, mõõteriistad
Tt Te
Tp Ta
Neljapakilises isetsentsreeruvas padrunis, vesiemulsioon
i
n
Isetsentreeruv neljapakiline padrun,nihik,
Tööriistahoidja:
CoroTurn rigid clamp desigin DCLNR 1616H09,
Terik:
CNMG PF GC4215,
Puur: CoroDrill 880 – 880-D3900L40-
.
02,Terikplaadid: 880-0704 W10A-P-LM GC4024,
Tööriistahoidja:Coro Turn 107 A10K-SCLCR 06R, Terik:
CCMT PF GC4215, Adapter: EasyFix sleeve 131-2010-B,
Tööriistahoidja: Coromant capto, Coro cut 1-and 2 edge
C4RF 123 G20-27060B, Terik: N123G2-0300-002-CM GC
2135, VDI kinnitusega adapter : C4-RL K2040-00075M
Kooriv töödelda kalibreeritud latti Ø60mm saagimise järgne ots 1...1,5 0,05...0,15 1 500...560 2500
1.
mõõtu 999mm,puhas töödelda saagimise järgne ots mõõtu
998mm ja töödelda faas 1,5 x . Puurida läbiv ava Ø39mm,
l=20mm. Kooriv töödelda sisemine aste mõõtu Ø41mm,
l=18mm. Puhas töödelda aste mõõtu Ø42 H7 mm. Töödelda
otspindade faasid 2x 1,5 x (teine faas, pärast esimest
mahalõiget) ja sooritada mahalõige, tagades detaili laius 20mm.
Koostas:
Nimi
Allkiri
Kuupäev
Kontrollis
Nimi
Allkiri
Kuupäev
Leht: 1
Leht: 1
R.Sild
14.05.2014
J.Piiritalo
Ra 1,6
2xR1,5
25
20
4
7
4
14
6
28,5
15,5
Ra 1,6
M16x2
31
35
38
Ra 3,2
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
S355J2G3 EN 10025-2
ISO
2768 -1 f
0.14
2:1
Nimetus:
Faili nimetus:
Teostas: R.Sild
Kontrollis: J.
Särak Kolb
000.000.022
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat :
TTK MI-81
1
000.000.022
A4
50
40
20
2
7
4 X 45°
15
1 X 45°
Ra 6,3
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
S355J2G3 EN 10025-2
ISO 2768-1 m
0,12
2:1
Nimetus:
Faili nimetus:
Teostas: R.Sild
Kontrollis: J.Särak
Põhi
000.000.012
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.012
A4
Ra 1,6
42 H7
20
M6
2
2 x 1,5 X 45°
39
60
Ra 6,3
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
S355J2G3 EN 10025-2
ISO 2768-1 m
0.22
2:1
Nimetus:
Faili nimetus:
Teostas: R.Sild
Kontrollis: J.Särak
Silm
000.000.013
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.013
A4
4 X 45°
50
40
45
M44x2
2x 7
Ra 3,2
10
7
26
347,50
Ra 6,3
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
St 52.3 DIN 17100
ISO2768-1 m
1.87
1:1
Nimetus:
Faili nimetus:
Teostas: R.Sild
Kontrollis: J.Särak
Hülss
000.000.011
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.011
A3
28,5
13,50
20
25
M16x2
14,50
360
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
20MNV6 EN 10294-1
ISO 2768-1 m
1.33
1:1
1:2
Nimetus:
Faili nimetus:
Teostas:
R.Sild
Kontrollis: J.Särak
Varras
000.000.021
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.021
A3
11
7
9
8
6
5
10
3
R 3/8"
R 3/8"
25
60
4
2
60
40
280
28,5
15
20
12
1
435
Laager fikseerida
Laager fikseerida
26
25
40
50
13
12
GE 25 sfääriline laager
Bearing-GE-25-ES
2
Varson
11
Määrdenippel M6x1 DIN71412
M6x1_DIN71412
2
Würth
10
Kolvitihend
40-32-15,5
1
Simrit
9
O-rõngas
37,2x3
1
Simrit
8
Survetihned
25-35-10
1
Simrit
7
Varrepühkija
25-35-7_10
1
Simrit
6
Juhtpuks
25-28-18
1
Simrit
5
O-rõngas
20,2x3
1
Simrit
4
Otsmutter
000.000.014
1
PMT
3
Kolb
000.000.022
1
2
Hülsi
koost 000.000.010
1
1
Varre koost
000.000.020
1
Osa
Nimetus, materjal
Tähis
Kogus
Märkus Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
4.28
1:1
Teostas:
Nimetus:
Faili nimetus:
R.Sild
Kontrollis: J.Särak
Silinder
000.000.000
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.000
A1
26
13
60
50
a4
20
353,5
a8
413,5
4
Stuts 3/8"
000.000.015
2
4
3
Silm
000.000.013
1
1
2
Põhi
000.000.012
1
1
Hülss
000.000.011
1
Osa
Nimetus, materjal
Tähis
Kogus
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
2.29
1:1
Nimetus:
Faili nimetus:
Teostas: R.Sild
3
Kontrollis:J.Särak
Hülsi koost
000.000.010
2
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.010
A3
60
25
360
20
a8
420
1
2
Silm
000.000.013
1
1
Varras
000.000.021
1
Osa
Nimetus, materjal
Tähis
Kogus
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
1.56
1:1
2
Nimetus:
Faili nimetus:
Teostas: R.Sild
Kontrollis: J.Särak
Varre koost
000.000.020
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.020
A3
6
13
125
9
10
60
8
42
10
17
1
13
15
8
11
2
12
5
4
75
a4
60
7
6
1:2
14
7
60
25
a4
a4
255
15
Klamber 000.000.050
2
a4
14
Polt M4x10 DIN 7984
m4x10
6
13
D6 asendivarras
000.000.041
2
50
12
D4 tihvt
000.000.040
2
a4
11
Vits 2
000.000.039
1
4 H8/js7
10
Vits
000.000.038
1
9
Kinniti 2
000.000.037
2
8
Kinniti
000.000.036
2
a4
7
Plaat 2
000.000.035
2
19
6
Plaat
000.000.034
1
5
Alusplaat 000.000.033
1
4
Pesa 2
000.000.032
1
3
Pesa
000.000.031
1
a4
2
Varre koost
000.000.020
1
39
1
Hülsi koost
000.000.010
1
Osa
Nimetus, materjal
Tähis
Kogus
25
Materjal:
Märkimata piirhälbed:
Mass: Mõõt:
7.36
1:1
Teostas:
Nimetus:
Faili nimetus:
R.Sild
563,50
Kontrollis: J.Särak
Rakis
000.000.030
Kinnitas: J.Piiritalo
Leht:
Tähis:
Formaat:
TTK MI-81
1
000.000.030
A1
PRODUCED\ BY\ AN\ AUTODESK\ EDUCATIONAL\ PRM 1:50
5
4
3
3
2
Instrumentide ja rakiste ladu
1
PRODUCED\ BY\ 10000
Valmistoodangu
AN\ TIONAL\ PRhoiustamise ala
AUTToorikute ladu
ODESK\ EDUCAODESK\ EDUCAAUTRiietus- ja pesuruum
TIONAL\ PRAN\ Kontor
Kabinet
PRODUCED\ BY\ 16000
nooltega on
näidatud toote liikumissuund alates toorikust kuni valmistoodanguni
Jrk nr
Nimetus
Andmed
punktiirjoonega on tähistatud vastavate tööalade ümber olevad liikumisalad
1
Saag: Jet 7" x 12" HVBS
võimsus 1,2 KW
2
Puur: Bernardo-B610 PRO
maksimaalne puurimissügavus
Töö nimetus:
Mõõt:
32 mm, võimsus 2,2 kW
Lõputöö
1:50
3
Treipink: HAAS ST10
maksimaalne töödeldavläbimõõt
Tallinna Tehnikakõrgkool
Joonise nimetus:
Leht:
165 mm, võimsus 11,2 kw
Tootmisjaoskonna plaan
Mehaanikateaduskond
A1
4
HAAS BAR1006ST latisöötur
maks. läbimõõt 165 mm
Kuupäev: 07.05.2014
5
Keevitus: ESAB Migmaster 215 PRO võimsus 10,2 kW
Koostas:
Reijo Sild
Õppeaine :
Leht:
1/4
Juhendas:
Janis Piiritalo
TIONAL\ PRODESK\ EDUCAAUTAN\ PRODUCED\ BY\






















































































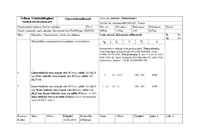
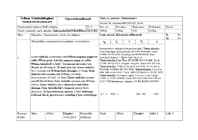






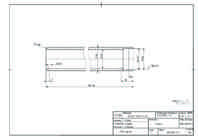
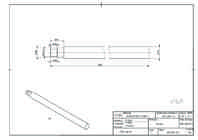

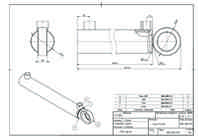
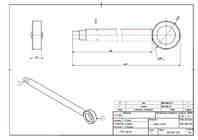
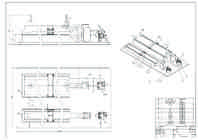











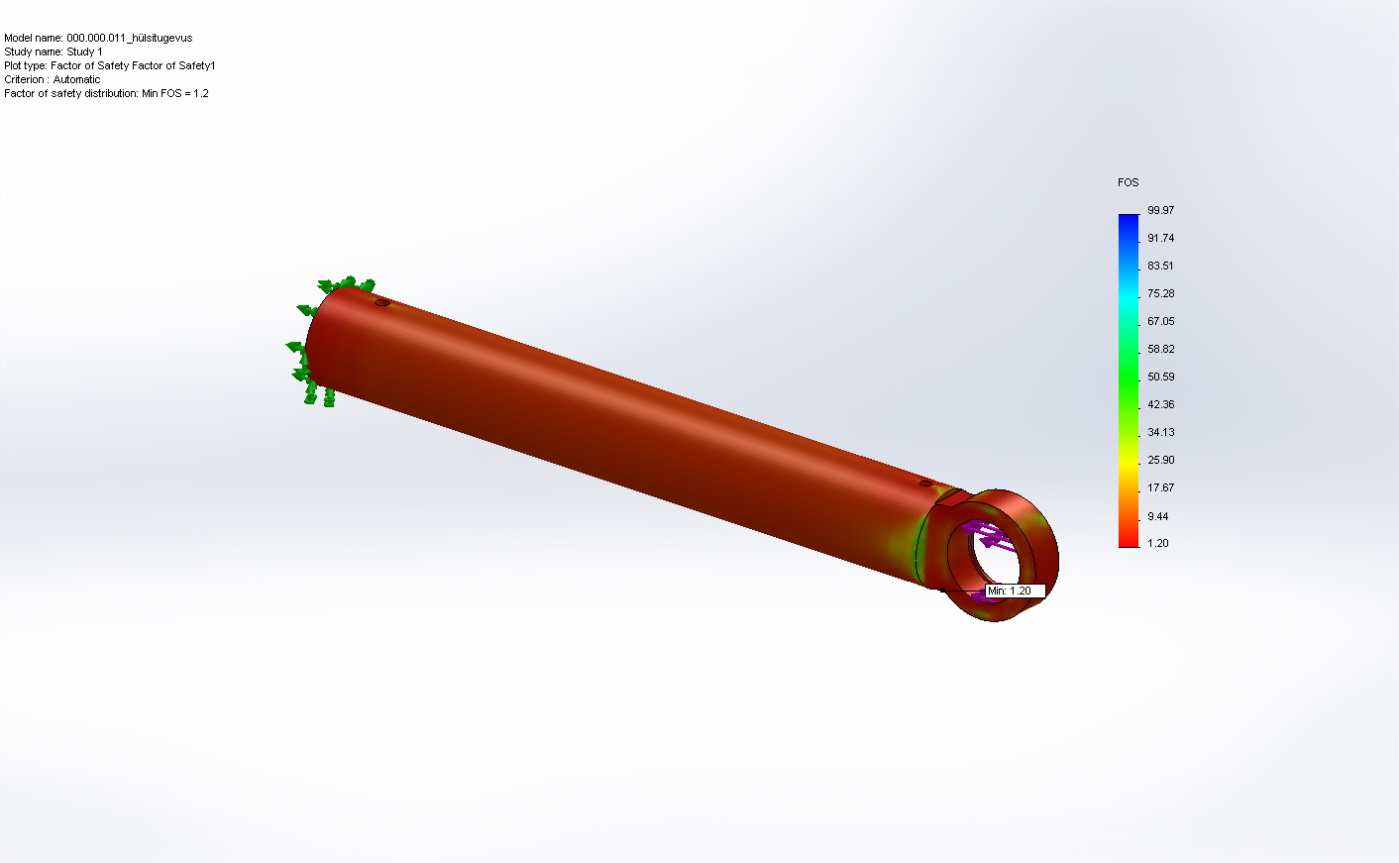
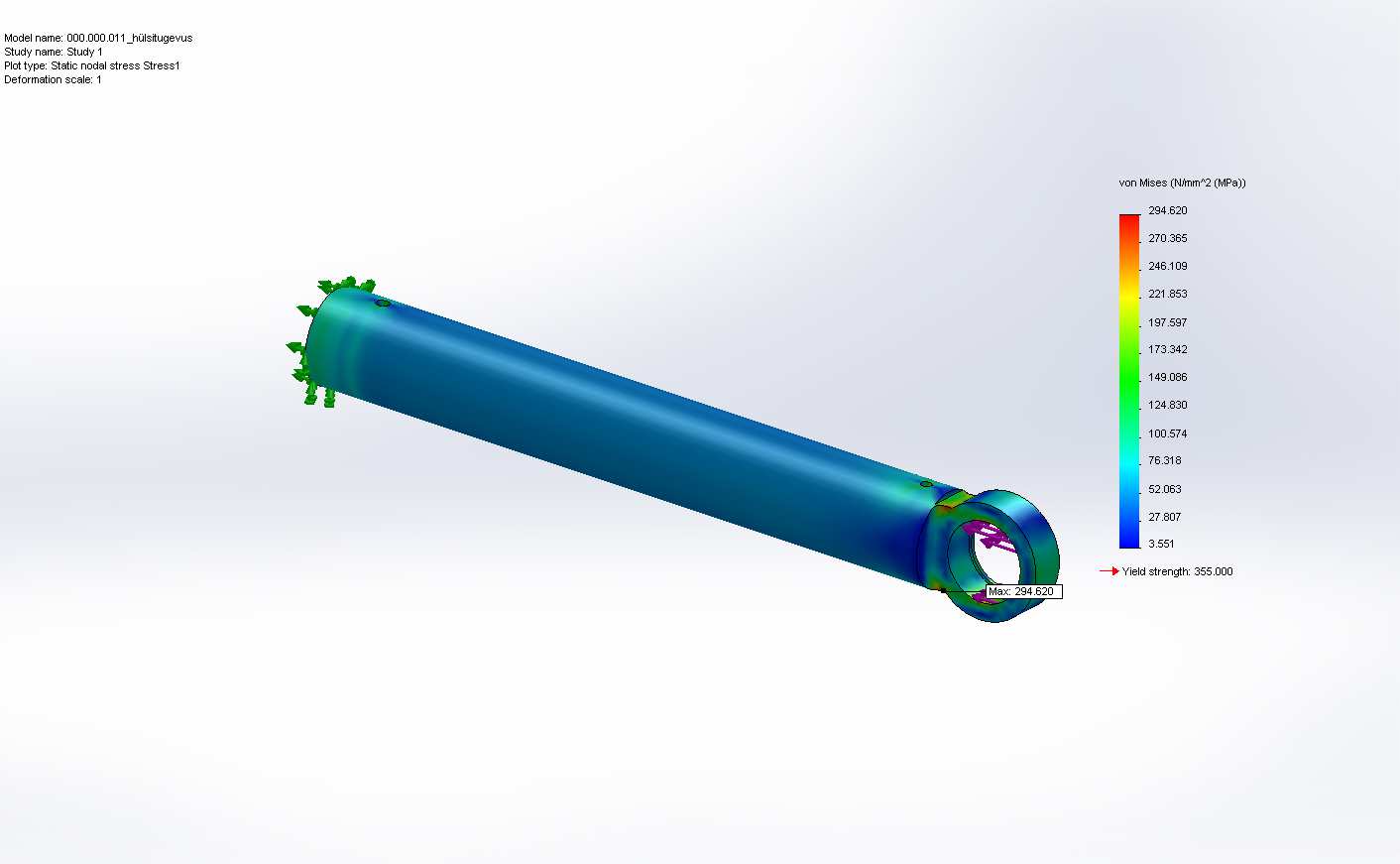
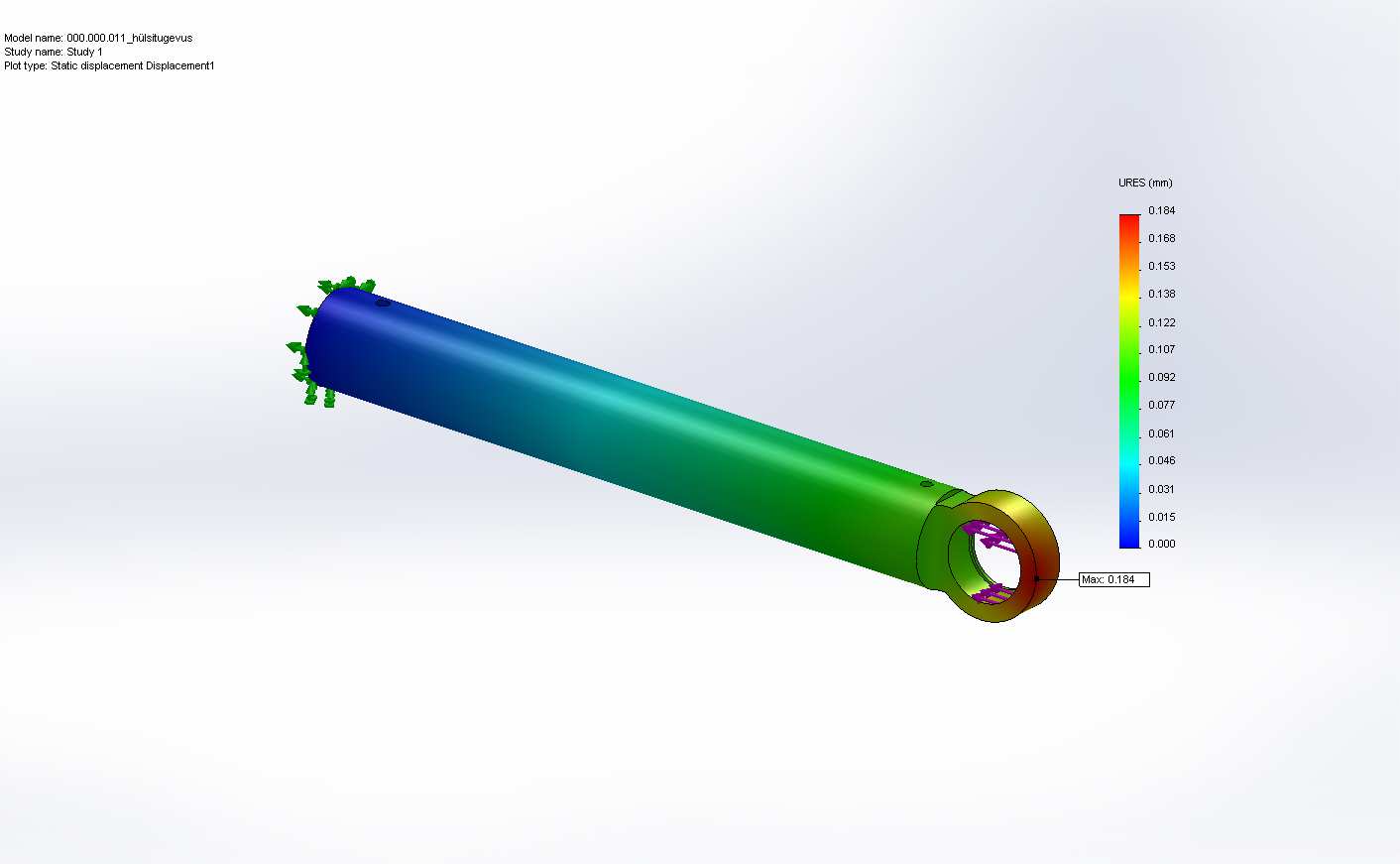




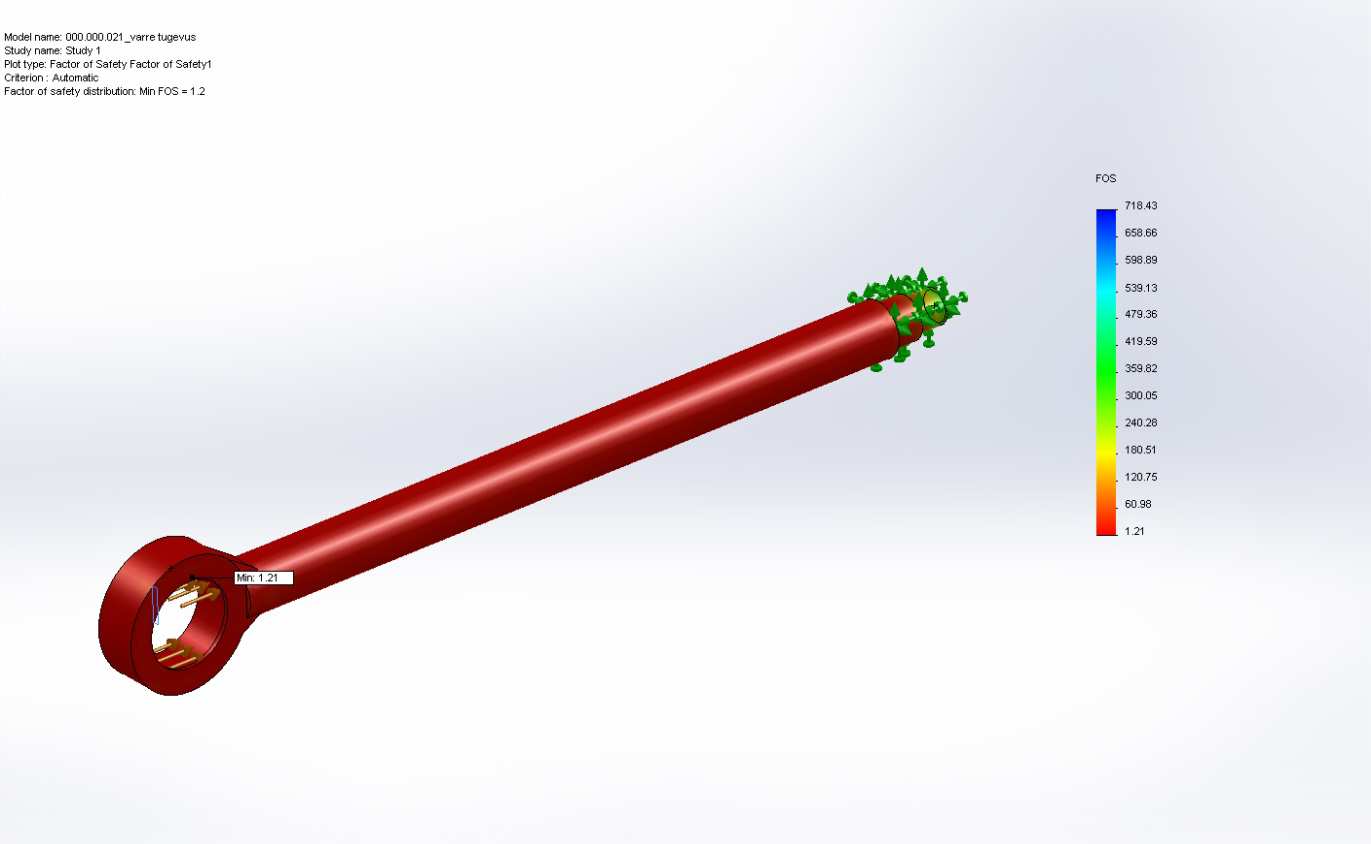
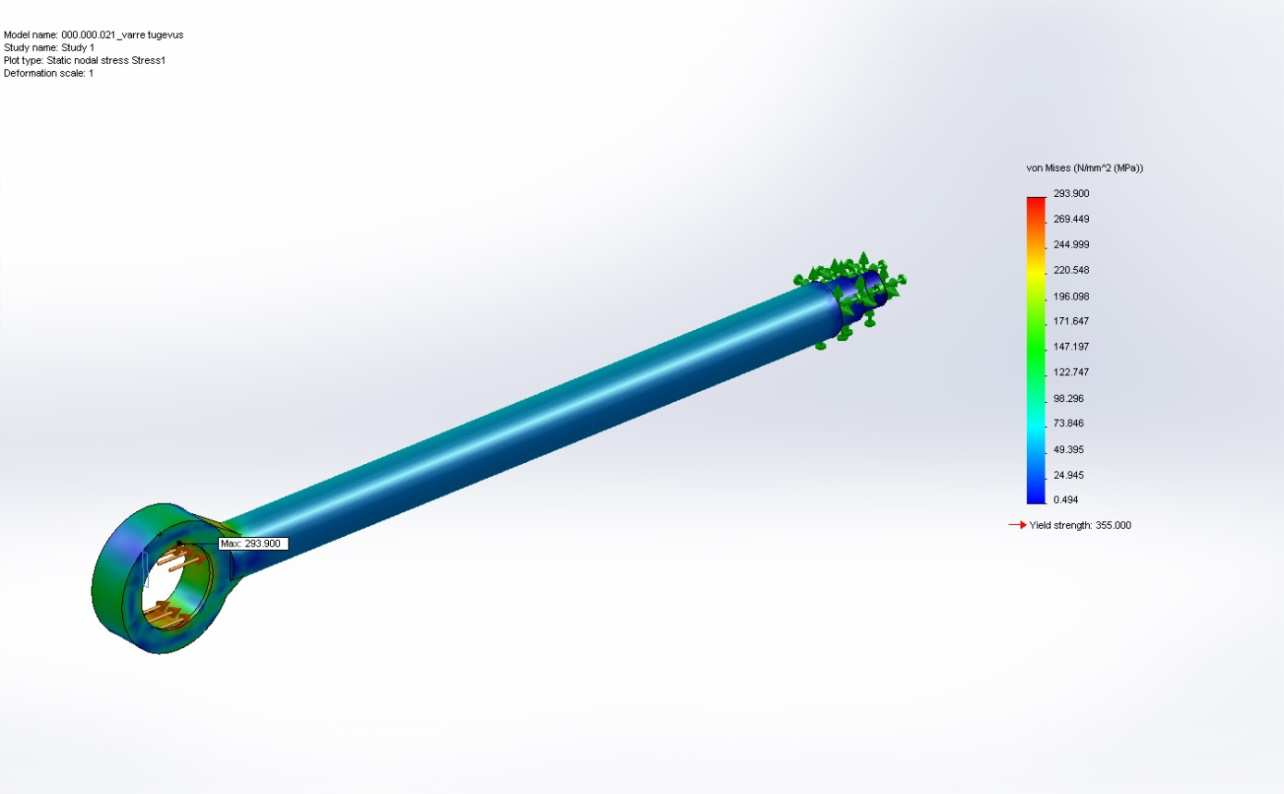
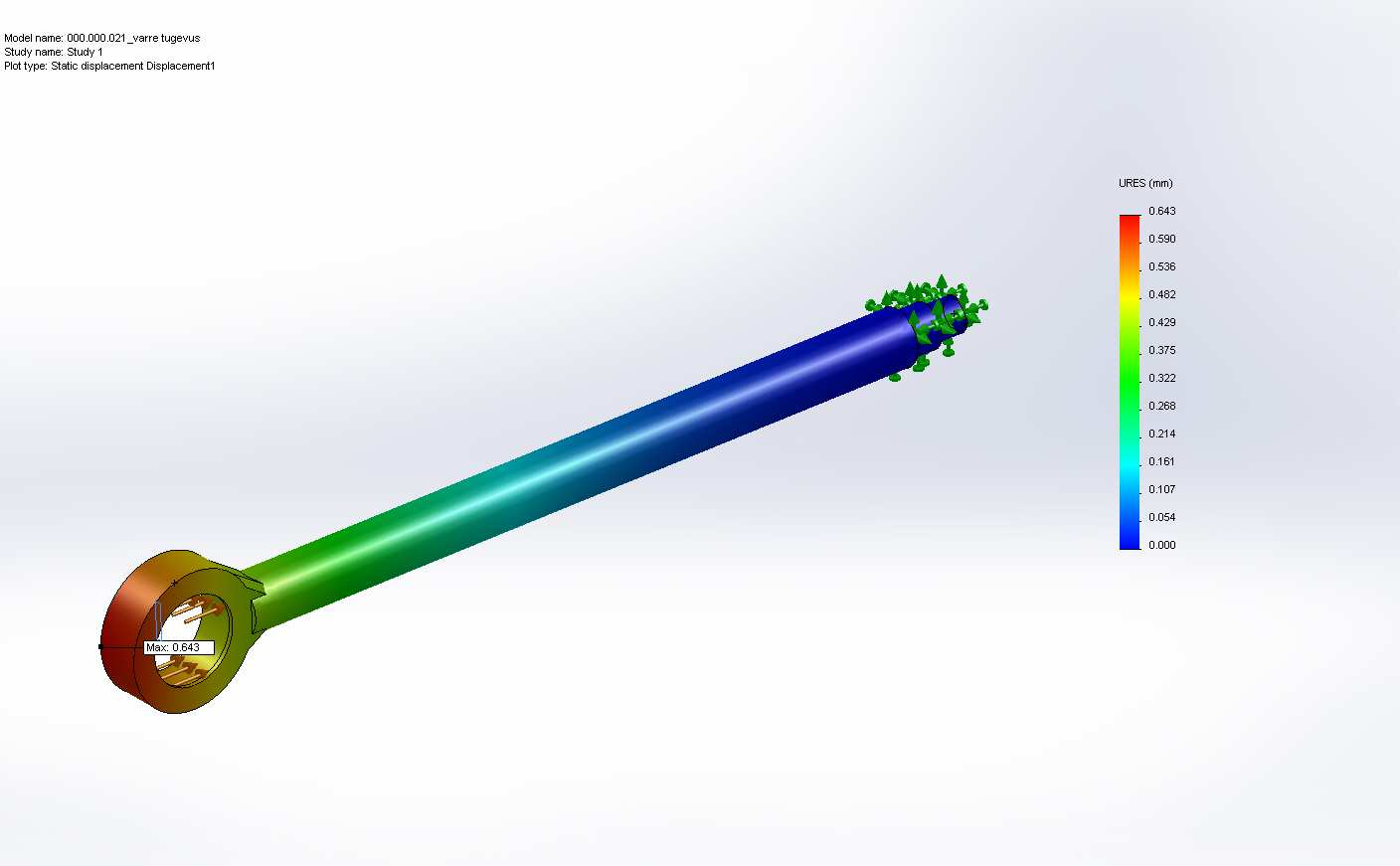




Kõik kommentaarid