Markus Põder
TEHNOLOOGIA MÄÄRAMINE PROJEKT
Õppeaines:
LÕIKETÖÖTLEMINE JA LÕIKERIISTAD
Mehaanikateaduskond Õpperühm: MI-31
Juhendaja : Masinaehituse õppetooli hoidja
Tavo Kangru
Tallinn 2015
SISUKORD
1.
Ülesande sisu ................................................................................................................................ 4
2.
Lintsaag Bomar STG275 .............................................................................................................. 5
3.
Treipink Haas TL-1 ...................................................................................................................... 6
4.
Puurpink Bench
Mount Drill Press .............................................................................................. 7
5.
Materiali ja tooriku andmed ......................................................................................................... 8
6.
Valemid ........................................................................................................................................ 9
7.
Instrumendid ja instrumendi
kinnitus ......................................................................................... 11
8.
Operatsioon ................................................................................................................................ 13
9.
Masinaaeg ja instrumendi eluiga ................................................................................................ 17
10.
Maksumus ............................................................................................................................... 20
Kokkuvõte .......................................................................................................................................... 21
Viidatud allikad .................................................................................................................................. 22
Lisad ................................................................................................................................................... 24
2
SISSEJUHATUS Kirjutan projekti teemal tehnoloogia määramisest. Projekti eesmärk on mõtlema panna, tõsta
teadlikust ja mõista, mis ja milleks projekt on. Projekt on kindlasti ajamahukas kuna palju tuleb ette
analüüsimist.
Teema tundub huvitav ning väga asjakohane õpitavale erialale.
3
1. ÜLESANDE SISU Kirjeldada detaili valmistustehnoloogia vastavalt joonisel tähisega MME214-K-V12 toodud
nõuetele.
Määrata vajalikud
tööpingid , operatsioonid,
siirded ja läbimid. Vastavalt valitud tehnoloogiale
määrata instrumendi ja kinnitusrakistus.
Määrata
vajalikud
instrumendid
siirete
teostamiseks
treimise
operatsioonil
ning
lõiketöötlusrežiimid. Vastavalt valitud lõikerežiimidele arvutada
lõikevõimsus (R), pinnasiledus
(F), masinaaeg ning instrumendi eluiga. Arvutada ettevõtte kulu partii valmistamiseks. Partii suurus
200
tükki .
4
2. LINTSAAG BOMAR STG275 Lintsae valik põhines sellel, kuna on olemas masina kasutamise kogemus.
Lintsael tuleb välja lõigata 20 x 490 mm pikkust toorikut. Kuna materjali
pikkuseks on 5970 mm ja
vaja läheb kaks
toormaterjali , siis saab need korraga asetada rullteedele.
Mõõtmestamine toimub
lintsae mõõdupuuga ning mõõtmestamise täpsus on +/- 0,1 mm.
Toormaterjalist jääb järgi 79 mm
pikkune osa jääki ja 2283 mm pikkune osa, mis läheb lattu.
Tabel 1
Lintsae Bomar STG 275 tehnilised andmed [2]
Nimetus Väärtus Väikseim materjali
diameeter 5 mm
Väikseim materjali pikkus
20 mm
Saelindi mõõtmed
2720 x 27 x 0,9 mm
Mootori võimsus
1,1 / 1,5 kW
Saelindi kiirus
35 / 70 m / min
Kogu võimsus
2,7 kW
Mõõtmed
640 x
1420 x 1500 mm
Kaal
330 kg
Ümarmaterjali lõikamine 90⁰
230 mm
Ümarmaterjali lõikamine 45⁰L
190 mm
Ümarmaterjali lõikamine 45⁰R
170 mm
5
3. TREIPINK HAAS TL-1 Treipingi valik põhines sellel, kuna on olemas masina kasutamise kogemus.
Spindli ava tõttu on võimalik antud toorik sisestada treipinki, sest treipink võimaldab sisestada kuni
500 mm pikkust ja 203 mm diameetriga toorikut.
Operatsiooni käigus valmistatakse toorikust 20 detaili ning lisaks jääb üle kuni 46 mm pikkune osa
jääki, mis on vajalik operatsiooni viimase paigalduse tegemiseks. Ühes
operatsioonis tehakse neli
paigaldust ehk ühes paigalduses tehakse 5 detaili. Mõõta üle iga kahekümnes detail digitaalse
nihikuga 150 mm +/-0,01 mm ja lisaks ka korkkaliibriga keerme M24.
Tabel 2
Treipingi Haas TL-1 tehnilised andmed [3]
Nimetus Väärtus Spindli ava
203 mm
Maksimaalne lõikamise diameeter
406 mm
Maksimaalne lõikamise pikkus
762 mm
Tsentrite vahe
762 mm
X-telje liikumine
203 mm
Z-telje liikumine
762 mm
Kiirliikumine x-
teljel 11,4 m / min
Kiirliikumine z-teljel
11,4 m / min
Maksimaalne tõukejõud x-teljel
17 321 N
Maksimaalne tõukejõud z-teljel
8661 N
Maksimaalne võimsus
8,9 kW
Maksimaalne
pöörlemissagedus 3000 p / min
Maksimaalne
pöördemoment 146 Nm
6
4. PUURPINK BENCH MOUNT DRILL PRESS Valikul sai enim pööratud tähelepanu masina hinnale. Pingil tuleb teostada kõigi 200 detaili kraadi
eemaldus ja 0,5 mm faasi tegemine puuriga: YG-1 High
Speed Steel NC
Spotting Drill Bit. [14; 15]
Tabel 3
Puurpingi Bench Mount Drill Press tehnilised andmed [14]
Nimetus Väärtus Hobujõude (hp)
1/2
Maksimaalne pöörlemissagedus
3070 p / min
Minimaalne pöörlemissagedus
760 p / min
Spindli koonus
B 16
Z-telje pikkus
17 in.
Maksimum detaili
mõõdud 7-1/2 in.
Mõõdud
6-1/4 in. x 6-1/8 in.
7
5. MATERIALI JA TOORIKU ANDMED Materjal on valitud vastavalt lähteülesandele. Antud materjal on rohkelt kasutatav, sest tal on hea
tugevus kombinatsioon ja
plastsus ning võib olla karastatud või tsementiiditud. [4]
Profiil: kalibreeritud kuuskant [4]
Toormaterjali mõõtmed: 32 x 5970 mm [4]
Tooriku mõõtmed: 32 x 490 mm [4]
Materjal: C 22 (madala süsinikuga teras C = 0,22%, Si > 0,40%, Mn = 0,55%, Cr > 0,4%,
Ni > 0,4%) [4]
Kõvadus : 166 HB
Margi tähis: 1,0402 [4]
Tihedus: 7700 kg / m3 [4]
Erilõikejõud kc1: 1500 N / mm2 [9]
Erilõikejõud kc0,4: 2000 N / mm2 [9]
Astmenäitaja mc: 0,25 [9]
8
6. VALEMID Lõikevõimsuse Pc arvutamiseks on kasutuses valem [5, lk: 338]:
𝑎
𝑃
𝑝 × 𝑓𝑛 × 𝑉𝑐 × 𝑘𝑐
𝑐 =
→ (𝑘𝑊)
60 × 103 × 𝜂
ap =
lõikesügavus , mm
fn =
ettenihe , mm / p
Vc =
lõikekiirus , m / min
kc = erilõikejõud, N / mm2
η = masina kasutegur (arvutustes 0,8)
Erilõikejõud kc
teisendamine siiretel kasutatavale režiimile [8]:
0,4
𝑚𝑐
𝑘𝑐 = 𝑘𝑐0,4 × (
× 𝐾
𝑓
𝑍 → (𝑁/𝑚𝑚2)
𝑛 × 𝑠𝑖𝑛𝐾𝑟
kc0,4 – erilõikejõud 0,4 mm paksuse
laastu eraldamiseks, N / mm2
fn – ettenihe, mm / p
Kr –
teriku peanurk plaanis, ⁰
KZ – lõikeprotsessi arvestatav koondparandustegur
mc – astmenäitaja
Pinnakareduse Ra arvutamiseks on kasutuses valem [6]:
𝑓 2
𝑅𝑎 = 𝑛 × 56 → (𝜇𝑚)
𝑟𝑒
fn – ettenihe, mm / p
re – teriku
tipuraadius , mm
9
Masinaaja T arvutamiseks on kasutuses valem [6]:
60 × 𝐿 × 𝑖
𝑇 =
→ (𝑠𝑒𝑘)
𝑓
𝑛 × 𝑛
L – läbimi pikkus, mm
i – läbimite arv
fn – ettenihe, mm / p
n – pöörded, p / min
Puurimisel nimivõimsuse Pp arvutamiseks on valem [6]:
0,4
𝐷𝑐 × [𝑘𝑐0,4 × (𝑓
)] × 𝑓𝑛 × 𝑉𝑐
𝑛
𝑃
2 × 𝑠𝑖𝑛𝐾𝑟
𝑝 =
→ (𝑘𝑊)
240 × 103
Dc –
puuri läbimõõt, mm
kc0,4 – erilõikejõud 0,4 mm paksuse laastu eraldamiseks, N / mm2
fn – ettenihe, mm / p
Kr – teriku peanurk plaanis, ⁰
Vc – lõikekiirus, m / min
10
7. INSTRUMENDID JA INSTRUMENDI KINNITUS 7 .1. Väliskontuuri koorivtöötlus [7] Koorivtöötluse terikuks valisin CCMT 12 04 12-PR 4235. Kuna antud
terik peab
kannatama kuuskant profiili koormusi ja lööke, siis sai terik valitud
rombi kujuline, millel on tugev lõikeserv.
Vastavalt toorikule teriku materjal ja selle materjalile sai otsitud võimalikult paks ja ka võimalikult
suure sisediameetriga terik.
Soovituslikud
režiimid :
fn = 0,1 – 0,4 – 0,8 mm / p
Vc = 425 – 275 – 200
Teriku hoidikuks valisin SCLCR 2020K 12. Kuna antud terakeha vastab treipingi terakeha hoidjale
20 x 20 mm, toetab valitud teriku kuju, sobib nii piki kui ka ristitreimiseks.
7 .2. Väliskontuuri puhastöötlus [8] Puhastöötluse terikuks valisin CCMT 09 T3 08-PF 4315. Kuna antud terik peab andma
pinnakareduse Ra 3,2, kannatama siirde lõpus väikest löögilist koormus ja vastama ka materjalile,
siis on antud terik vastav.
Soovituslikud režiimid:
fn = 0,1 – 0,4 – 0,8 mm / p
Vc = 570 – 405 – 300
Teriku hoidikuks valisin SCLCR 2020K 09. Kuna antud terakeha vastab treipingi terakeha hoidjale
20 x 20 mm, toetab valitud teriku kuju, sobib nii piki kui ka ristitreimiseks.
11
7 .3. Sisekontuuri poolpuhastöötlus [12] Poolpuhastöötluse terikuks valisin SNMG 09 03 04-PM 4235. Kuna antud terik peab tegema
profiili lõppu 90⁰ nurga ja sellega on tagatud ka vastav pinnakaredus. Täisnurga lõppu jääb raadius
0,4 mm.
Soovituslikud režiimid:
fn = 0,1 – 0,4 – 0,8 mm / p
Vc = 510 – 345 – 245
Teriku hoidikus valisin PSKNL 2020K 09. Kuna antud terakeha vastab treipingi terakeha hoidjale
20 x 20 mm, toetab valitud teriku kuju ja sobib ka sisetreimiseks.
7 .4. Sisekontuuri keermestamine [13] Keermestamise terikuks valisin 266LG-16VM01A002M 1135. Kuna antud terik annab tiheda
keerme, sest keerme tipp on 0,2 mm ja sobib sisekeermeks.
Teriku hoidikuks valisin 266LFG-2020-16. Kuna antud terakeha vastab treipingi terakeha hoidjale
20 x 20 mm, toetab valitud teriku kuju ja sobib ka sisetreimiseks.
7 .5. Faasimine koos maha lõikamisega Mahalõikamise terikuks valisin N123G2-0300-0003-GM 4325. Kuna lõike laius on 3 mm ja vastab
detaili materjalile.
Soovituslikud režiimid:
fn = 0,05 – 0,5 mm / p
Vc = 200 – 100
Teriku hoidikuks valisin RF123G22-2020D. Kuna antud terakeha vastab treipingi terakeha hoidjale
20 x 20 mm, toetab valitud teriku kuju ja sobib ka mahalõikamiseks.
12
8. OPERATSIOON 8 .1. Paigaldus Ühest paigaldusest tuleb viis detaili. Paigaldades jätta toorikut pakkidest välja vähemalt 116 mm.
8.1.1
Siire 1 – otspinna töötlus
Terakeha: SCLCR 2020K 12
Terik: CCMT 12 04 12-PR 4235
l = 19 mm
ap = 1 mm
Vc = 275 mm
fn = 0,4 mm / r
re = 1,2 mm
Pc = 3,44 kW
Ra = 32 µm
n = 2367 p / min
Ts = 1,2 s
8.1.2 Siire 2 – väliskontuuri koorivtöötlus
Terakeha: SCLCR 2020K 12
Terik: CCMT 12 04 12-PR 4235
l = 10 mm
ap = 1,2 mm
Vc = 275 mm
fn = 0,4 mm / p
re = 1,2 mm
13
i = 3
Pc = 4,13 kW
Ra = 32 µm
n = 2367 p / min
Ts = 3,6 s
8.1.3 Siire 3 – väliskontuuri puhastöötlus
Terakeha: SCLCR 2020K 09
Terik: CCMT 09 T3 08-PF 4315
l = 12 mm
ap = 0,4 mm
Vc = 407 mm
fn = 0,4 mm / p
re = 0,8 mm
i = 1
Pc = 2,04 kW
Ra = 32 µm
n = 3000 p / min
Ts = 0,8 s
8.1.4 Siire 4 – tsentri ava
puurimine Tsentripuur: Dormer AS225 60° HSS [10]
Terik: CCMT 09 T3 08-PF 4315
Tsentri ava = 1,5 mm
l = 5 mm
Vc = 140 mm
fn = 0,15 mm / p
i = 1
Pp = 1,07 kW
n =
1205 p / min
Ts = 4 s
14
8.1.5 Siire 5 – ava puurimine
Ava
puur : 460.1-1020-031A0-XM GC34 [11]
Puuri läbimõõt: 12 mm
l = 21 mm
Vc = 200 mm
fn = 0,24 mm / p
i = 1
Pp = 6,21 kW
n = 1721 p / min
Ts = 3,1 s
8.1.6 Siire 6 – ava puurimine
Ava puur: 460.1-
1826 -055A0-XM GC34 [12]
Puuri läbimõõt: 20 mm
l = 18 mm
Vc = 140 mm
fn = 0,15 mm / p
i = 1
Pp = 5,1 kW
n = 1205 p / min
Ts = 6 s
8.1.7 Siire 7 – sisetreimine poolpuhastöötlus
Terakeha: PSKNL 2020K 09
Terik: SNMG 09 03 04-PM 4235
l = 16,5 mm
ap = 1 mm
Vc = 345 mm
fn = 0,4 mm / p
re = 0,8 mm
15
i = 2
Pc = 4,3 kW
Ra = 32 µm
n = 3000 p / min
Ts = 2 s
8.1.8 Siire 8 – sisekontuuri keermestamine
Terakeha: 266LFG-2020-16
Terik: 266LG-16VM01A002M 1135
Keerme läbimõõt: M24 x 2
l = 12 mm
Vc = 30m / mm
fn = 2
Pc = 1,8 kW
n = 434 p / min
Ts = 9 s
8.1.9 Siire 9 – faasimine koos maha lõikamisega
Terakeha: RF123G22-2020D
Terik: N123G2-0300-0003-GM 4325
l = 25 mm
Vc = 200 mm
fn = 0,05 mm / r
Pc = 1,25 kW
Ra = 32 µm
n = 1721 p / min
Ts = 1,5 s
16
9. MASINAAEG JA INSTRUMENDI ELUIGA 9 .1. Masinaaeg Masinaja arvutamiseks leian kõikidele siiretele kuluva aja Ts = 43 s. Seega kogu siiretele kuluv aeg
kokku on 2 h 23,3 min. Lisaks tulevad juurde erinevad abiajad: instrumendi vahetus, tagapuki
kasutusaeg, instrumentide sissemõõtmine, masina liikumisaeg.
9 .2. Teriku eluiga 9.2.1 Koorivtöötluse terik CCMT 12 04 12-PR 4235
Kasutusaeg ühe detaili valmistamisel on 4,8 sekundit, mille järgi keskmiseks kaalutletud
ettenihkeks :
0,4 × 19 + 0,4 × 10 + 0,4 × 9,3 + 0,4 × 7
𝑓𝑛−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 0,375 𝑚𝑚 / 𝑝
4,8
Ning keskmiseks lõikekiiruseks:
275 × 19 + 275 × 10 + 275 × 9,3 + 275 × 7
𝑉𝑐−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 259 𝑚 / 𝑚𝑖𝑛
4,8
Tootja poolt on soovitatavad töötlemise režiimid fn = 0,4 mm / p ja Vc = 275 m / mm, millejuures
on teriku püsivusajaks 15 minutit. Antud detaili töötlemise erinevus on:
275 × 0,4 = 1,13𝑘𝑜𝑟𝑑𝑎
259 × 0,375
Seega teriku püsivusaeg on 𝑇 = 15 × 1,13 = 16,95 𝑚𝑖𝑛
17
9.2.2 Puhastöötluse terik CCMT 09 T3 08-PF 4315
Kasutusaeg ühe detaili valmistamisel on 0,8 sekundit, mille järgi keskmiseks kaalutletud
ettenihkeks:
0,4 × 11
𝑓𝑛−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 0,5 𝑚𝑚 / 𝑝
0,8
Ning keskmiseks lõikekiiruseks:
407 × 11
𝑉𝑐−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 559 𝑚 / 𝑚𝑖𝑛
0,8
Tootja poolt on soovitatavad töötlemise režiimid fn = 0,4 mm / p ja Vc = 275 m / mm, millejuures
on teriku püsivusajaks 15 minutit. Antud detaili töötlemise erinevus on:
407 × 0,4 = 0,6 𝑘𝑜𝑟𝑑𝑎
559 × 0,5
Seega teriku püsivusaeg on 𝑇 = 15 × 0,6 = 9 𝑚𝑖𝑛
9.2.3 Poolpuhastöötluse terik SNMG 09 03 04-PM 4235
Kasutusaeg ühe detaili valmistamisel on 2 sekundit, mille järgi keskmiseks kaalutletud ettenihkeks:
0,4 × 16,5 + 0,4 × 16,5
𝑓𝑛−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 0,6 𝑚𝑚 / 𝑝
2
Ning keskmiseks lõikekiiruseks:
345 × 16,5 + 345 × 16,5
𝑉𝑐−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 569 𝑚 / 𝑚𝑖𝑛
2
Tootja poolt on soovitatavad töötlemise režiimid fn = 0,4 mm / p ja Vc = 275 m / mm, millejuures
on teriku püsivusajaks 15 minutit. Antud detaili töötlemise erinevus on:
345 × 0,4 = 0,4 𝑘𝑜𝑟𝑑𝑎
569 × 0,6
18
Seega teriku püsivusaeg on 𝑇 = 15 × 0,4 = 6 𝑚𝑖𝑛
9.2.4 Mahalõikamise terik N123G2-0300-0003-GM 4325
Kasutusaeg ühe detaili valmistamisel on 2,4 sekundit, mille järgi keskmiseks kaalutletud
ettenihkeks:
0,5 × 25
𝑓𝑛−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 0,8 𝑚𝑚 / 𝑝
1,5
Ning keskmiseks lõikekiiruseks:
200 × 25
𝑉𝑐−𝑘𝑒𝑠𝑘𝑚𝑖𝑛𝑒 =
= 330 𝑚 / 𝑚𝑖𝑛
1,5
Tootja poolt on soovitatavad töötlemise režiimid fn = 0,4 mm / p ja Vc = 275 m / mm, millejuures
on teriku püsivusajaks 15 minutit. Antud detaili töötlemise erinevus on:
200 × 0,5 = 0,4𝑘𝑜𝑟𝑑𝑎
330 × 0,8
Seega teriku püsivusaeg on 𝑇 = 15 × 0,4 = 6 𝑚𝑖𝑛
19
10. MAKSUMUS 10.1 .Detaili ajanorm ja töö hind: Masinaaeg: 43 s ja 0,2967 €
Abiaeg 1min 30 s ja 0,057 €
Halduspool 30 s ja 1,5 €
Saepingi ja puurpingi kasutamine 1 min 10 s ja 0,483 €
o Kokku 3 min 53 s ja 2,3367 €
Kogu partiile kulub kokku aega 12 h 65 min ja umbkaudne detaili maksumus on 467,34 €. Lisandub
juurde veel instrumentide hinnad ja materjali hind.
20
KOKKUVÕTE Antud töö eesmärk oli näha ja määrata detaili tootmisprotsess. Töö sisaldas
pinkide tundma
õppimist, analüüsimist instrumentide valikute osas ja arvutamist lõikerežiimide, aja, maksumuse
kohta.
Töö oli huvitav, sest sarnanes sellega, millega ka masinaehitajad ka tulevikus tegelevad.
21
VIIDATUD ALLIKAD [1.] Allikas:
http://ekool.tktk.ee/pluginfile.php/76203/mod_resource/content/1/MME214_K_V2 .pdf, kasutamise kuupäev: 07.01.2015
[2.] Allikas:
http://merec.ee/index.php?lang=est&main_id=135,136,295,307, kasutamise
kuupäev: 07.01.2015
[3.] Allikas:
http://int.haascnc.com/cs_spec1.asp?intLanguageCode=1033&id=TL-1&chucksize =8%20Inch&webID=TOOLROOM_LATHE, kasutamise kuupäev: 07.01.2015
[4.] Allikas:
http://www.metalravne.com/selector/steels/C22.html, kasutamise
kuupäev:
07.01.2015
[5.] U.
Fisher , R. Gomeringer, M. Heinzer, R. Kilgus, F. Näher, S. Oesterle, H. Paetzold,
A. Stephan, Mehaanikainseneri
käsiraamat , Tallinn: Tallinna Tehnikaülikool, 2012, p. 496.
[6.] Allikas:
http://ekool.tktk.ee/pluginfile.php/77619/mod_resource/content/1/Arvutusvalemid. pdf, kasutamise kuupäev 07.01.2015
[7.] Allikas:
http://www.sandvik.coromant.com/en-gb/products/pages/productdetails.aspx?c= CCMT+12+04+12-PR+4235&m=5723863&rtoolitem=dynamicstringvalues%3D%5E%
22CZC%C9%BE20+x+20%24%22#/?
active =toolitem, kasutamise kuupäev: 07.01.2015
[8.] Allikas:
http://www.sandvik.coromant.com/en-gb/products/pages/productdetails.aspx?c= CCMT+09+T3+08-PF+4315&m=6612369&rtoolitem=dynamicstringvalues%3D%5E%22
CNSC%C9%BE0%3A%2Bwithout%2Bcoolant%24%22&rtoolitem=dynamicstringvalues
%3D%5E%22PRODFAM%C9%BECoroTurn%20107%24%22&rtoolitem=dynamicstring
values%3D%5E%22CZC%C9%BE20%20x%2020%24%22#/?active=toolitem, kasutamise
kuupäev: 07.01.2015
[9.] Allikas:
http://ekool.tktk.ee/pluginfile.php/52473/mod_resource/content/2/Loikeprot%20 fuusikalis%20alused.pdf, kasutamise kuupäev 07.01.2015
[10.]
Allikas:
http://uk.rs-online.com/web/p/centre-drill-bits/0542784/, kasutamise
kuupäev: 07.01.2015
[11.]
Allikas:
http://www.sandvik.coromant.com/en-gb/products/pages/productdetails.aspx ?c=460.1-1020-031A0-XM%20GC34&m=6241443, kasutamise kuupäev: 07.01.2015
22
[12.]
Allikas:
http://www.sandvik.coromant.com/en-gb/products/pages/productdetails.aspx ?c=460.1-1826-055A0-XM%20GC34&m=6241498, kasutamise kuupäev: 07.01.2015
[13.]
Allikas:
http://www.sandvik.coromant.com/en-gb/products/pages/productdetails.aspx ?c=266LFG-2020-16&m=5757707&rinserts=materials%3D%5E%22Steel%24%22&
rinserts=dynamicstringvalues%3D%5E%22GRADE%C9%BE1135%24%22&rinserts=dyn
amicstringvalues%3D%5E%22TSYC%C9%BE266LG..VM..A%24%22#/?active=inserts,
kasutamise kuupäev: 07.01.2015
[14.]
Allikas:
http://www.harborfreight.com/8-in-bench-mount-drill-press-5-speed-60238. Html, kasutamise kuupäev: 07.01.15
[15.]
Allikas:
http://www.amazon.com/YG-1-Spotting-Uncoated-Straight-Diameter/dp/B0 09NN1XC4/ref=sr_1_3?s=
industrial &ie=UTF8&qid=1421240360&sr=1-3,
kasutamise
kuupäev: 07.01.15
23
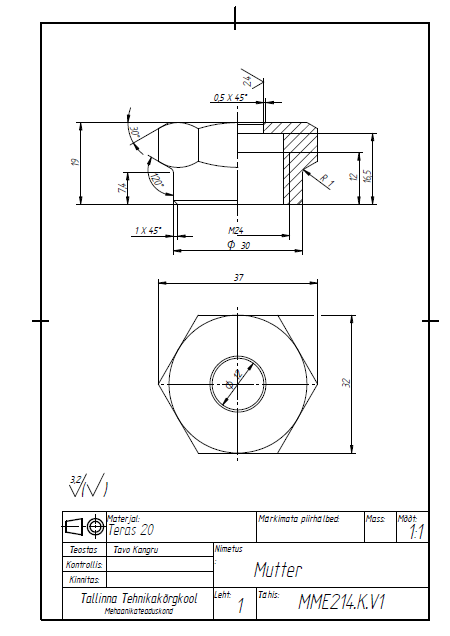
LISAD Joonis 1. Lähteülesande joonis [1]
24
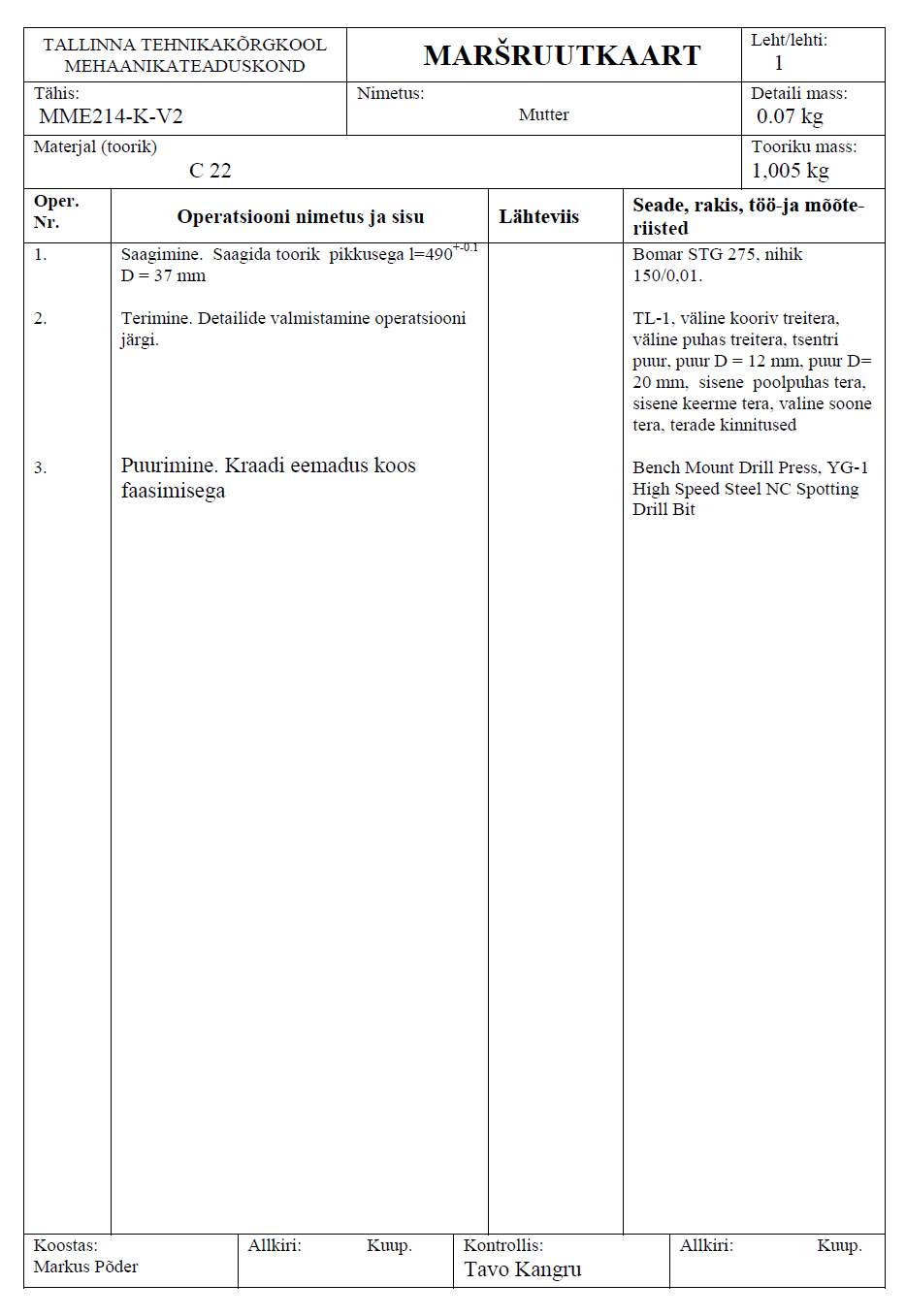
Joonis 2. Maršuutkaart
25











































Kõik kommentaarid