Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on
treimine . Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest.
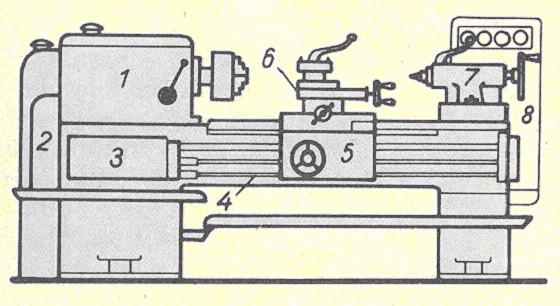
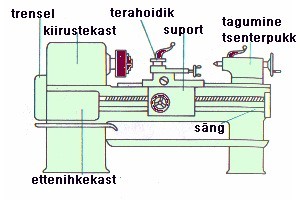
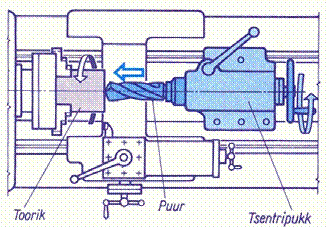
Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink.
Treipingi põhiosad on säng,
kiiruskast ,
ettenihkekast ,
trensel , suport ja tagumine tsenterpukk.
Joon. 1
Säng on
massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki. Et nende liikumine oleks
sujuv , tuleb juhtpindu kaitsta kriimustuste ja vigastuste eest ning neid perioodilisely õlitada.
Kiiruskast sarnaneb ehituselt auto- või
mootorratta käigukastiga. Seda läbib õõnes spindel ehk töövõll, millele hammasrataste abil antakse erinevaid pöörlemiskiirusi. Soovitud hammasülekande sisselülitamine toimub kiiruskasti esiküljel asuvate kangide abil. Igale pöörlemiskiirusele vastav kangide asend leitakse tabelist, mis kooli metallitreipingil on kinnitatud ettenihkekasti peale.
Kiiruskasti hammasrataste kulumist aitab vähendada kasti valatud õli. Õli taset tuleb aeg-ajalt kontrollida ja seda vajadusel juurde lisada.
Trensel kujutab endast väljaspool kiiruskasti asuvat neljast hammasrattast
koosnevat ülekandemehhanismi. Trensli abil saab spindli pöörlemise üle kanda ettenihkekastile ja sealt omakorda käigukruvi või käiguvõlli abil supordile. Kooli treipingil toimub trensli ümberlülitamine kiiruskasti esiküljel asuva vasakpoolse kangi abil.
Ettenihkekast on samuti käigukast, mille ülekandeks on panna vajaliku kiirusega pöörlema käiguvõll ja käigukruvi. Neist esimene annab supordile automaatettenihke treimisel, teine aga keerme lõikamisel treipingi abil. Supordi sobiv
ettenihkekiirus saadakse ettenihkekasti esipinnal olevate kangide pööramisega vastavalt kastile kinnitatud tabelile. Nii nagu kiiruskastis peab ka ettemnihkekastis olema nõutav õlitase.
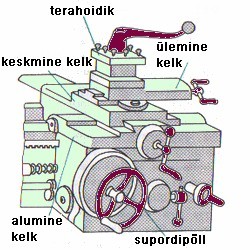
Suport on ette nähtud terahoidikusse kinnitatud
treitera nihutamiseks
vajalikus suunas. Suport koosneb supordipõllest ning alumisest, keskmisest ja ülemisest kelgust (joon. 2).
Joon. 2
Supordipõll muudab käiguvõlli või käigukruvi pöörleva liikumise treitera kulgevaks liikumiseks. Supordi alumine
kelk asetseb treipingi sängi juhtpindadel. Selle abil saab treiterale anda pikiettenihke.
Keskmine kelk liigub supordi alumise
kelgu peal asetseval kalasabaprofiiliga juhtpinnal. Selle abil antakse treiterale ristiettenihe, pikitreimisel aga lõikesügavus. Keskmisele kelgule kinnitatakse supordi pööratav osa koos ülemise kelguga. Ülemise kelgu pööramisel vajaliku nurga alla on võimalik käsitsi treida koonilisi pindu
Supordi ülemisel kelgul asetseb terahoidik. Terahoidikusse saab kinnitada kuni 4 treitera, mida saab kordamööda kiiresti tööle rakendada.
Tagumine tsentripukk toetab pikkade detailide treimisel nende teist otsa tsentri abil. Tsentripukki kasutatakse ka
puurimisel , keermelõikuri või mõne tarviku kinnitamiseks. Tsentripuki
kere asetseb plaadil, mida on võimalik nihutada piki sängi juhtpindu ja kinnitada soovitud kohas.
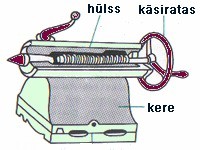
Tsentripuki keres (joon. 3) asetseb hülss ehk pinool, mida saab nihutada käsiratast pöörates. Hülsi eesmises otsas on koonusava, kuhu saab kinnitada tsentri,
puuri või muu tarviku.
Joon. 3
Lõiketöötluse olemus
seisneb toorikute pindmise kihi eemaldamises,
et saada vajaliku kujuga, nõutavates
mõõtmetes ja küllaldase kvaliteediga
pindu.
Võlli,
puksi , hammasratast
ja teisi sellist tüüpi detaile
nimetatakse pöördkehadeks ja valmistatakse
treipingil treitera, puuri või muu
lõikeriista abil.
Selleks kinnitatakse
toorik ja lõikeriist tugevasti rakiste
abil tööpingile. Rakisteks on
padrun ,
tsenter ,
terahoidik jne. Treimisel
saadavad pinnad on
: silinder- ,
koonus - , kuju- , keermestatud pind ja
tasane otspind .
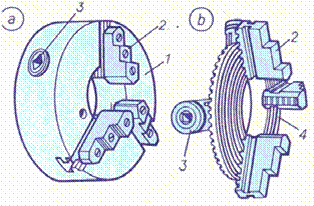
Lühikesed toorikud
kinnitatakse treipadrunitesse.
On olemas
isetsentreerivad kolmepakilised ja
mittetsentreerivad neljapakilised ehk lihtpadrunid.
Universaalsel kolmepakilisel treipadrunil on
kolm pakki, mis liiguvad keskme poole
või eemalduvad sellest üheaegselt.
Pakid
tsentreerivad tooriku täpselt (tooriku ja
spindli teljed ühtivad).
Isetsentreeriva padruni
pakid kuluvad ebaühtlaselt.Seepärast tuleb
neid perioodiliselt üle treida või
lihvida.
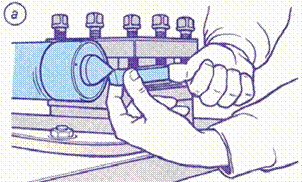
Toorik kinnitatakse või vabastatakse
võtme pööramisega.Seejuures tuleb võtit
hoida kahe käega pidemeotstest.
VÕTIT EI
TOHI JÄTTA PADRUNISSE, SEST SEE VÕIB
PÕHJUSTADA ÕNNETUSE!!!Tooriku kinnitamine
tsentritesse.Tsentrid: Võllitüüpi
toorikud, mille pikkus on üle viie
korra suurem kui läbimõõt,kinnitatakse
treimiseks tsentrite vahele.
Kõigepealt puuritakse
tooriku otstesse koonilised süvendid –
tsentriavad, mille kaudu toorik
toetub
tsentritele.
Esitsenter kinnitatakse spindlisse,
tagatsenter aga tagumise tsentripuki
pinooli.Esitsenter pöörleb koos toorikuga,
tagatsenter on liikumatu.
Seetõttu tekib
tooriku ja tagatsentri vahel
hõõrdumine.Selle vähendamiseks pannakse tooriku
tagumise tsentriava põhja plastset määret
(tehniline vaseliin ), mis kuumenedes vedeldub
ja määrib tsentri koonust.
Tsentriavad
on standardiseeritud!
A – tüüpi
tsentriavasid kasutatakse siis, kui pärast
tooriku treimist vajadus tsentriava järele
puudub.
B - tüüpi tsentriavasid
kasutatakse ka tooriku edasisel
töötlemisel.
R - tüüpi tsentriavasid
kasutatakse täpsete detailide
töötlemisel.
Selliste tsentriavade korral on
tooriku ja tsentri pinnad kindlas
ringkontaktis ka teatud nurgaasetuse
puhul.
Lõikeprotsessi
põhimõisted.Töötlusvaru:Töötlusvaruks
(üldiseks) nimetatakse metallikihti, mis tuleb
toorikult tingimata eemaldada lõplikult
töödeldud detaili
saamiseks.
Paljusid detaile
töödeldakse järjest mitmetel pinkidel, igaühel
eraldatakse vaid osa üldisest töötlusvarust.
Treipingis eemaldatavat metallikihti
nimetatakse
treimise
töötlusvaruks.
Metalli osa, mis eraldatakse toorikult
ühe käiguga, nimetatakse laastuks.
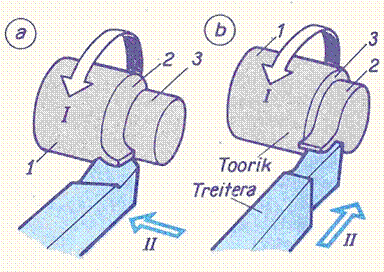
Liikumised
ja pinnad treimisel.Treipingil saab
lõigata ainult siis, kui üheaegselt toimub
kaks põhiliikumist: pea- ja
ettenihkeliikumine.
Pealiikumine on tooriku pöörlemine. Selleks
kulutatakse suurem osa
pingi võimsusest.
Kui treitera viia vastu pöörleva
tooriku pinda, lõikab
tera toorikusse
soone .
Tooriku kogu
silindrilise pinna
töötlemiseks tuleb treitera nihutada piki
tooriku
telge.
Ettenihkeliikumine on
treitera joonliikumine, mis võimaldab saada
pidevat
laastu .
Töödeldavaks pinnaks
nimetatakse pinda, millelt tuleb eemaldada
metallikiht. Töödeldud pind
saadakse pärast laastu eemaldamist.
Lõikepinnaks nimetatakse pinda mis
moodustub töödeldaval toorikul vahetult
lõiketera lõikeserva vastas. Lõikepind võib
olla silinder- , koonus- , tasa- , või kujupind.
Laastu moodustumise
protsessi mõiste.Lõikeprotsess on
laastu moodustumise protsess. Sellega kaasnevad
keerulised füüsikalised nähtused:
plastne
deformatsioon, soojuse eraldumine, terakasvaja teke
lõikeriista esitahul.
Laast võib moodustuda mitmel
kujul:
Lülilaast saadakse kõvade ja
väikese sitkusega metallide väikese
kiirusega lõikamisel (näit. kõva teras ).
Sellise laastu elemendid on kas
nõrgalt või ei ole üldse omavahel
seotud.
Murdelaast tekib rabeda materjali (malm,
pronks ) lõikamisel . Voolavlaast tuleb
pehmelt teraselt, vaselt, tinalt ja
seatinalt, kui neid suure kiirusega
töödelda.
Sellel laastul on pika
sileda paela kuju.
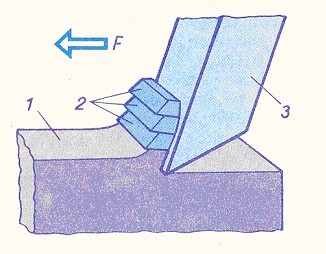
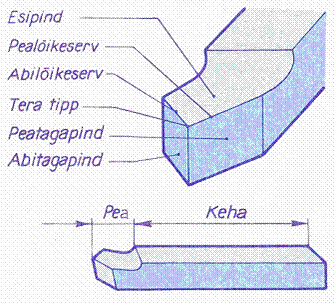
Treitera.Treitera
osad ja tema pea elemendid.Oma
kujult meenutab treitera tööosa
kiilu . Kui
kiilu külgpinnale mõjuv jõud ületab
metalli osakeste
omavahelise jõu, siis need
eralduvad.
Treitera tööl on palju
ühist kiilu tööga!
Treitera
koosneb kahest osast:
peast ja kehast, mille
abil
tera kinnitatakse
hoidikusse.
Treitera peas
eristatakse järgmisi elemente: esitahk, mida mööda
libiseb laast; peatagatahk, mis on pööratud
vastu lõikepinda, abitagatahk, mis on pööratud
vastu töödeldud pinda.
Lõikeservad: pealõikeserv
ja abilõikeserv.
Pealõikeserv moodustub ees
- ja peatagatahu lõikejoonel, abilõikeserv
aga esi – ja abitagatahu lõikejoonel.
Tera
tipp on pea - ja abilõikeserva
lõikepunkt. Ta võib olla ka ümardatud.
Treitera
nurgad.Treiterade nurkade määramiseks on
kasutusel mõisted lõiketasapind ja
põhitasapind.
Lõiketasapinnaks nimetatakse tasapinda, mis on
puutujaks lõikepinnale ja läbib tera
lõikeserva.
Põhitasapinnaks nimetatakse tasapinda, mis on
paralleelne tera piki - ja ristettenihkega
ja millele toetub
treitera.
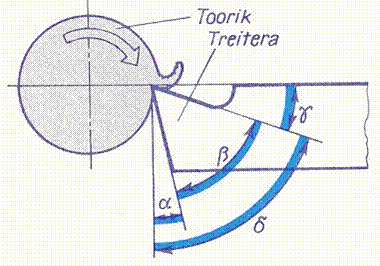
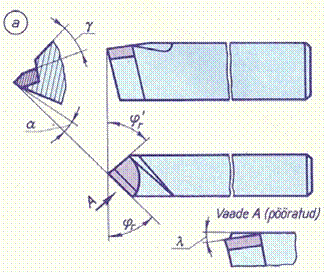
Treitera peanurkadeks
on taganurk , teravusnurk,
esinurk ja
lõikenurk.Neid nurki mõõdetakse
pearisttasapinnal.
Pearisttasapinnaks on
tasapind ,
mis on risti pealõikeserva ja
põhitasapinnaga.
Taganurgaks (alfa)
nimetatakse nurka treitera peatagatahu ja
lõiketasapinna vahel, see vähendab tera ja
tooriku vahelist hõõrdumist.
Teravusnurgaks (beeta)
nimetatakse nurka treitera esitahu ja
peatagatahu vahel.
Esinurgaks (
gamma )
nimetatakse nurka treitera esitahu ning
pealõikeserva ja lõiketasapinnaga risti
oleva tasapinna vahel.
Esinurk võib olla
positiivne või
negatiivne.
Esinurk on positiivne, kui esitahk
suundub pealõikeservast allapoole, ja negatiivne,
kui ülespoole.
Negatiivse esinurga
puhul on tera tugevus suurem ja
teda kasutatakse kõvade materjalide
töötlemisel.
Peale nimetatute
eristatakse veel järgmisi treitera nurki:
abitaganurk, peanurk plaanis, abinurk plaanis,
tipunurk
plaanis ja pealõikeserva
kaldenurk .
Peanurgaks plaanis ( fii )
nimetatakse nurka pealõikeserva ja
ettenihke suuna vahel. Abinurgaks
plaanis (fii 1) nimetatakse nurka
abilõikeserva ja ettenihke suuna vahel.
Tipunurgaks plaanis (epsilon) nimetatakse nurka,
mis moodustub pea- ja abilõikeservade
lõikumisel. Pealõikeserva kaldenurk (
lambda )
moodustud pealõikeserva ja tera tippu
läbiva horisontaaltasapinna vahel.
See nurk
loetakse
positiivseks , kui tera tipp on
lõikeserva kõige madalamaks punktiks , võrdseks
nulliga, kui pealõikeserv on paralleelne
põhitasapinnaga, ja negatiivseks , kui tera
tipp on lõikeserva kõige kõrgemaks
punktiks.
Kui kaldenurk on positiivne,
suundub laast paremale, kui kaldenurk on
võrdne nulliga, suundub laast pealõikeservaga
risti.
Negatiivse kaldenurga puhul suundub
laast vasakule.
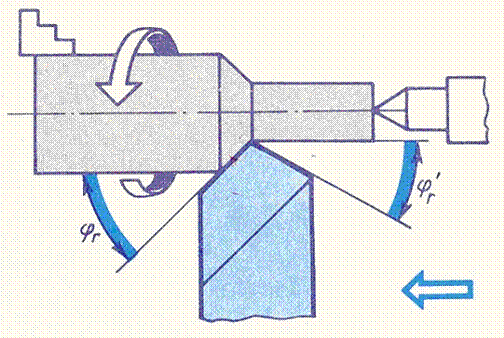
Treiterade
liigitus.Treimisel kasutatakse mitmesuguse
konstruktsiooniga
treiteri.
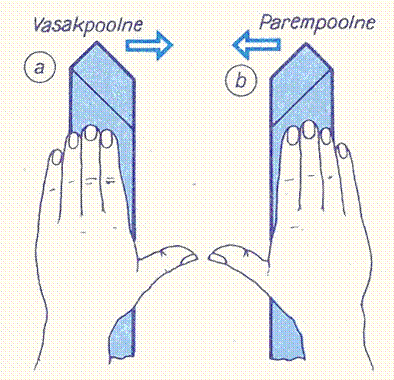
Sõltuvalt ettenihke
suunast eristatakse parem - ja vasakpoolseid.
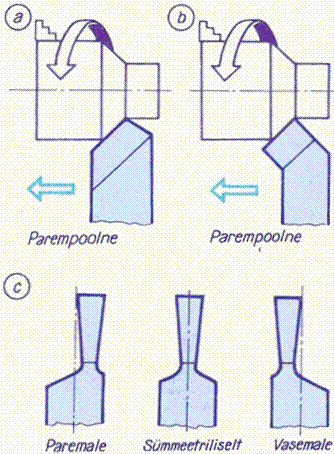
Kujult ja pea
asetuse poolest keha suhtes võivad
treiterad olla
sirged , painutatud või
venitatud.
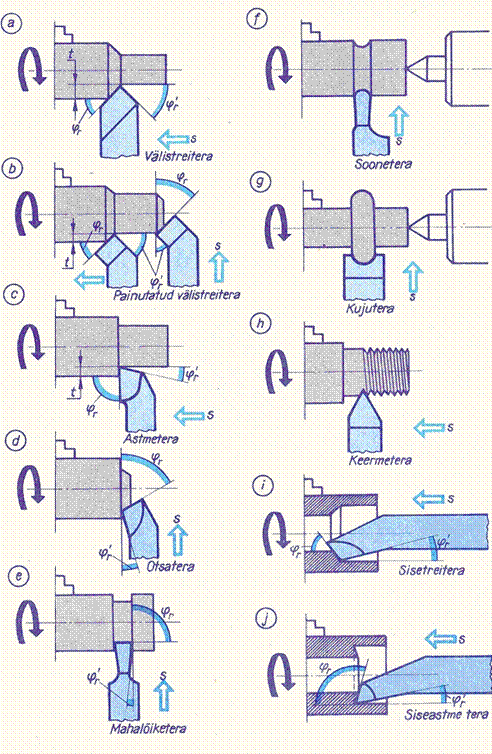
Otstarbe järgi eristatakse pealttreimise,
otsa- , astme- , maha- , lõike- , soone- ,
kuju- , keerme- , ja sisetreiterasid.
Samuti
eristatakse must- ja puhastöötluse
terasid, esimesed on määratud eelnevaks, teised
puhtaks töötlemiseks.
Treiterad võivad
olla ühest metallitükist; pea ja
keha kokku keevitatud erilisest
tööriistamaterjalist ja konstruktsiooni
terasest ; pealejoodetud või mehaaniliselt
kinnitatavate kõvasulamplaatidega.
Terik peab
olema kõva, soojuspüsiv (st. säilitama kuumenemisel
kõvaduse), kulumiskindel ( vastu
pidama hõõrdumisele)
ja
sitke (
taluma löökkoormust).
Lõikeriistade
valmistamiseks kasutatakse kiirlõiketerast. See
kujutab endast legeeritud tööriistaterast, mis
sisaldab 6…18 % volframit ja 3…4 %
kroomi .Lisaks nendele sisaldab mõnd marki
kiirlõiketeras veel koobaltit, molübdeeni jt.
elemente.
Enamlevinud on margid P9 (sisaldab
9% volframit), P12 (12 % volframit), P6M5 (6% volframit
ja 5 % molübdeeni), P9K5 (9% volframit ja
5% koobaltit) jt.
Kiirlõiketeras säilitab
lõikeomadused kuni 650“ C- ni.Suurel
lõikekiirusel töötava treitera terik valmistatakse
karbiidkermistest.Terik moodustub sobiva kujuga
plaadist, mis kinnitatakse treitera
esipinnale.Kermiste soojuspüsivus ulatub 1000“ C
– ni.
Malmi ja värvilist metalli
töödeldes kasutatakse teriku
plaate , mis
on valmistatud volframi ja koobalti
põhjal ( BK – grupp).
Koorimiseks sobib
sulam BK8 (sisaldab 8% koobaltit, 92 % volframkarbiidi),
poolpuhas – ja puhastöötlemiseks aga
BK6.
Teraste ja teiste plastsete
metallide kiirtöötlemisel kasutatakse
kermisplaate, mis sisaldavad volframit, titaani ja
koobaltit (TK – grupp).
Näiteks mark T15K10
(sisaldab 10 % koobaltit, 5% titaankarbiidi ja 85 %
volframkarbiidi) sobib koorimiseks ja juhuks,
kui lõikeprotsess on katkendlik, mark T15K6
aga poolpuhas ja puhastöötlemiseks.
Lõikereziimi
mõiste treimisel.
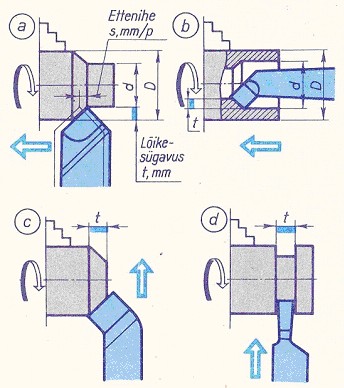
Lõikereziimi elemendid
treimisel on lõikesügavus,
ettenihe ja
lõikekiirus. Lõikesügavus t on tööriista
ühe läbimi jooksul maha lõigatud
kihi paksus, mida mõõdetakse millimeetrites
töödeldud pinna ristsuunas.
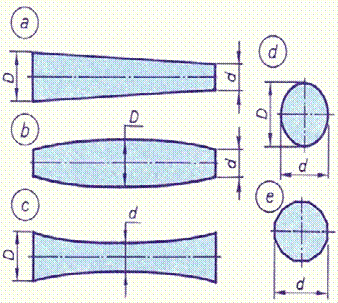
Välistreimisel
on lõikesügavus töödeldava pinna
läbimõõdu D ja töödeldud pinna
läbimõõdu d poolvahe: t = D – d /
2 .
Sisetreimisel
on lõikesügavus töödeldud ja töötlemata
ava läbimõõdu
poolvahe.
Otstreimisel võetakse lõikesügavuseks lõigatud
kihi paksus töödeldud otsa ristsuunas.
Mahalõikamisel on lõikesügavus mahalõiketera
laius.
Ettenihe (ettenihke
kiirus) s on treitera lõikeserva
liikumine tooriku ühe pöörde jooksul
ettenihke suunas, mõõdetuna millimeetrites
pöörde
kohta.
Treimisel eristatakse
pikiettenihet (tooriku telje
pikisuunas ), ristettenihet
(tooriku telje ristsuunas) ja kaldettenihet
(kooniliste pindade treimisel tooriku telje
suunas nurga
all).
Silindriliste välispindade
treimine.Silindrilise välispinnaga
on mitmed masinadetailid: võllid, teljed, sõrmed,
vardad , kolvid,
hammasrattad .
Silindrilise pinna
kohta kehtivad järgmised
nõuded:
1. Moodustaja peab
olema
sirge.
2. Silindrilisus peab
säilima pinna kogu
pikkusel , st. kõik
ristlõiked peavad olema ühesuguse
läbimõõduga
ringid (ei tohi esineda
koonilisust, tünnilisust ega
saduldust.
3. Ringjoonsus nõuab, et
iga ristlõige oleks ring, st. ei tohi
esineda ovaalsust ega nurgelisust.
4. Samateljelisus nõuab,
et astmeliste detailide kõigi
astmete
teljed peavad asetsema ühel sirgel.
Kõiki neid nõudeid
absoluutse täpsusega täita on võimatu.Ka
kõige hoolsamal töötlemisel esinevad
teatud vead.
Vastavalt nõuetele
kantakse pindade libatud kuju – ja
vastastikuse asendi hälbed detailide
tööjoonistele kas sellekohaste tingtähistega
või
tekstiga .
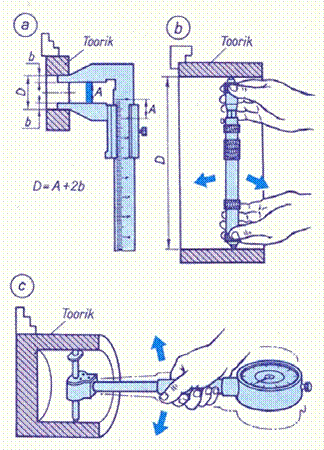
Välismõõtmete
kontrollimine.Silindriliste välispindade
läbimõõtude kontrollimiseks kasutatakse
mitmesuguseid mõõteriistu. Nihikutega saab mõõta
täpsusega kuni 0,1 mm, ja kuni 0,05
mm.Mõõtmisi täpsusega kuni 0,01 mm
tehakse kruvikutega, mille mõõtepiirkond on
0…25; 25…50; 50…75; 75…100; 100…150; 150…200; 200…300
mm.
Välispindade täpseid mõõtmisi
(kuni 0,01 mm) saab teha ka mõõteindikaatoriga.
Enne mõõtmist
häälestatakse mõõteindikaator detaili
nimiläbimõõdule vastavate etalonplaatide
abil.Mõõtmisel näitab osuti indikaatori
skaalal detaili läbimõõdu hälvet ehk
kõrvalekallet nimiläbimõõdust.
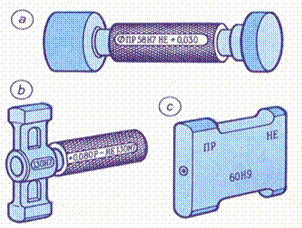
Suur -, sari – ja
hulgitootmisel kontrollitakse silindriliste
välispindade läbimõõtusid piirkaliibritega.
Detaili
mõõde on tolerantsi piirides siis, kui
kaliibri läbiv pool läheb vabalt detailile
peale, mitteläbiv aga mitte.
Silindrilise välispinna
töötlemise treiterad.Välistreiterad võivad
olla kas sirged või painutatud.
Painutatud
teraga võib peale silindrilise pinna
treimise ka otsa treida.
Välistreitera
lõikeservanurk on 30…60“.
Väiksemaid
lõikeservanurki kasutatakse jäikade toorikute
treimisel.
Abilõikeservanurk on
tavaliselt 10…45“.
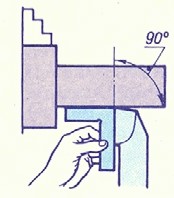
Laialdaselt kasutatakse
ka astmeteri, mille lõikeserva nurk on
90“.Nendega on mugav treida astmevõlle.
Astmeteri kasutatakse
ka jäikade võllide treimisel, sest toorik
paindub siis vähem.
Samal ajal aga
teradel, mille lõikeservanurk on 90“, osaleb
töös väiksem osa lõikeservast kui
teradel, mille lõikeservanurk on 30…60“.
Seepärast on
astmeterade püsivusaeg väiksem kui teistel.
Koorival töötlemisel kasutatakse
teri , mille
tipu ümardusraadius on R = 0,5 mm,
poolpuhastöötlemisel R = 1,5 …2 mm.
Mida suurem
on treitera tipu ümardusraadius, seda
väiksem on
pinnakaredus .
Malmi treimisel on
kermisplaatidega terade lõikeserv
terav , terase
treimisel aga faasitud.
Puhastreimisel
kasutatakse teri, mille tipu ümardusraadius
R = 3…5 mm või laiu teri, mille
lõikeserva laius ületab ettenihke väärtusi.
Üha enam
kasutatakse mehaaniliselt kinnitatavate
mitteteritatavate hulkterikplaatidega treiteri.
Vahetatav hulkterikplaat
pannakse tihvtile ja surutakse kiilu
ning kruvi abil vastu tihvti ja
tugiplaati.
Pärast ühe
lõikeserva kulumist pööratakse
plaati ja
töödeldakse edasi järgmise servaga.
Hulkterikplaadid võivad olla kuus -, viis -
või kolmnurkplaadid ja ruut – või
rombplaadid.
Tera esinurk on 10…150, taganurk
7…10“ , tipu ümardusraadius R = 0,4…1 mm,
lõikeserva faasi laius f = 0,1…0,5
mm.
Mehaaniliselt
kinnitatavate hulkterikplaatidega
terad on
ökonoomsed ja neid on mugav käsitseda;
laast tükeldub paremini ning püsivusaeg
on pikem kui joodetud plaatidega
teradel.
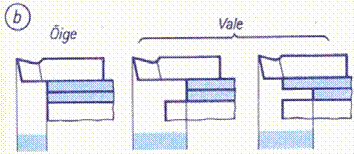
Treitera paigaldatakse terahoidikusse
nii, et tema tipp asuks spindli telje
kõrgusel (tsentri tipu kõrgusel).
Tera tipu kõrgust
kontrollitakse tagatsentri järgi.
Kui tera
on liiga õhuke, siis pannakse tema
alla pehmest terasest
liistud . Neid peab
olema võimalikult vähe, treitera tald aga
peab toetuma liistule kogu ulatuses.
Treitera ei tohi
hoidikust välja
ulatuda rohkem kui
poolteist terakeha paksust.
Tera kinnitatakse
hoidikusse vähemalt kahe poldiga.
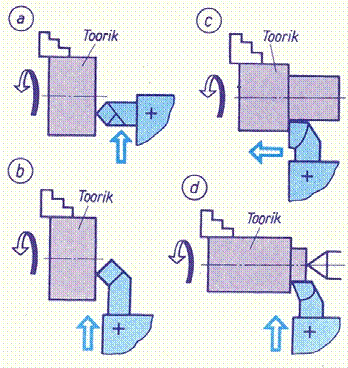
Tasase
otspinna ja astmete töötlemine.Tasastelt
otspindadelt ja astmetelt nõutakse , et nad
oleksid tasased ( st. nad ei tohi olla
kumerad ega nõgusad) ,
teljega risti ja
omavahel paralleelsed (rööbiti).
Otspindu ja
astmeid treitakse sirge ja painutatud
välisteraga, astme – ja otsatreiteraga.
Madalate
astmete treimisel töötab astmetera
pikiettenihkega,
kusjuures astmete treimine on
välispinna treimise loomulik jätk. Tera
lõikeserv peab sel juhul olema risti
tooriku teljega.
Serva asendit kontrollitakse
nurgikuga.
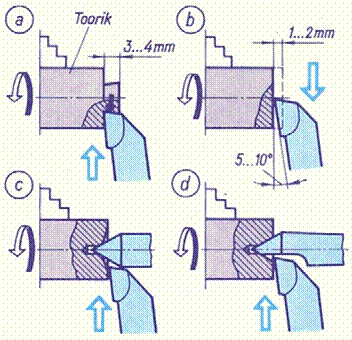
Otsa
saab treida ka astmeteraga. Sellisel juhul
seatakse tera lõikeserv otspinna suhtes
väikese (5…10“ ) nurga alla ja
treitakse ristettenihkega tooriku telje
poole. Sellisel juhul lõikab metalli tera
abilõikeserv.
On aga töötlusvaru
suur, siis tekib telje poole suunatud
ettenihkel jõud, mis püüab tera suruda
tooriku otspinda ning see võib tulla
nõgus.
Puhastöötlemisel treitakse otspinda
nõgususe vältimiseks ristettenihkega
teljest
eemale. Otspinna tasasust kontrollitakse
joonlaua
või nurgikuga.
Kui toorik
kinnitatakse padrunisse, siis peab ta
sellest välja
ulatuma võimalikult vähe.
Välissoonte
treimine ja mahalõikamine. Soonte ülesanne
ja kuju:Tooriku välispinda
treitakse sageli sooni.Need on vajalikud
treitera väljumiseks keerme lõpus, piirikute
ja rõngaste asetamiseks jne.
Soone – ja
mahalõiketerade ehituse ja kujundusgeomeetria
iseärasused:Soonte treimiseks ja
tüki mahalõikamiseks kasutatakse erinevaid
treiteri.
Esimesi nimetatakse sooneteradeks, teisi
mahalõiketeradeks.
Viimased erinevad sooneteradest
pika, väljavenitatud lõikeosa poolest.
Soone – ja mahalõiketera
terikul on lõikeserv ja kaks abiserva.
Kumbki abiserv asetseb ristiettenihke suuna
suhtes väikese abilõikeservanurga all (1…3“
).
Peale selle treitera
pea aheneb
talla suunas (1…3“).
Selline kuju
vähendab hõõrdumist treitera abiservade
ja lõigatava soone seinte
vahel.
Mahalõiketera kasutatakse valmis
detaili eraldamiseks toorikust, samuti tooriku
tükeldamiseks.
Tera pead
tugevdatakse mitmel viisil: suurendatakse kõrgust
või muudetakse pea kuju
selliselt , et
lõikeserv jääb tera keha teljele.
Mahalõiketera lõikeserva
laius sõltub töödeldava tooriku
läbimõõdust ja võetakse 3…8
mm.
Soonte treimisel ja mahalõikamisel
tuleb kinni pidada järgmistest nõuetest.1. Treitera
tuleb seada võimalikult täpselt treipingi
tsentrite (tooriku telje) kõrgusele.Kui
tera lõikeserv asetseb teljest madalamal,
siis jääb tera teljele lähenemisel
detaili külge. Asetsedes teljest kõrgemal
jookseb teljele läheneva tera tagapind
vastu lõikepinda.
Mõlemal juhul
võib tera murduda.2. Sirge
treitera keha seatakse
rangelt risti
tooriku teljega, et pea külgpind ei
puutuks vastu soone seina.
3.
Maha tuleb lõigata võimalikult padruni
pakkide lähedalt.Lõikekoha kaugus pakkidest
peab olema 3…5 mm.
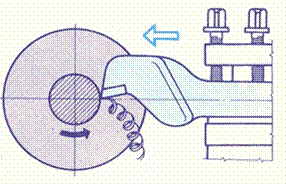
On
soovitav maha
lõigata treitera lõngutades, st. üheaegselt
ristettenihkega anda kahesuunaline
pikki ettenihe
1…2 mm võrra kummalegi poole.
Selline viis väldib
lõigatava soone ummistumist laastuga ja
kergendada lõikamist.
Tooriku
mahalõikamine:1. Kogu
toorikupartii töötlemisel, kui soone treimine
või mahalõikamine on iseseisev töö,
tuleb vibratsiooni vältimiseks ja
mahalõiketera purunemise ohu vähendamiseks
enne töö algust kelk sängile
kinnitada ja supordi kiile pingutada.
2.
Suure läbimõõduga tooriku mahalõikamisel
ei tule tera viia tooriku
teljeni.Sellega välditakse mahalõigatava osa
murdumist tooriku küljest enne tera
jõudmist teljeni ning tera kinnisurumist
soonde.
Treitera pea tuleb
soonest välja viia siis, kui ta on
jõudnud 2…3 mm kaugusele teljest, seisata
pink ja murda mahalõigatav osa
küljest ära.
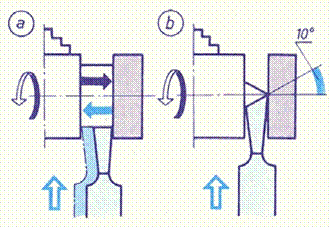
3. Kui detaili
otspinna kareduse nõuded pole kõrged, siis
kasutatakse väikese läbimõõduga tooriku
mahalõikamisel kaldse lõikeservaga
treitera.
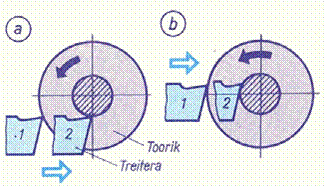
4.
Rasketes lõiketingimustes
(suur läbimõõt, kõva materjal) on
otstarbekas pöörata painutatud peaga
mahalõiketera lõikeserv allapoole ning
panna toorik pöörlema
teistpidi .
Sellisel juhul
suundub tekkiv laast alla ja langeb
oma raskuse mõjul vanni.
Painutatud pea eelis
on veel selles, et ta pehmendab
tooriku pinnal olevate kühmude lööke.
See väldib treitera
murdumist.
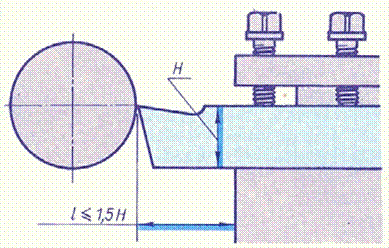
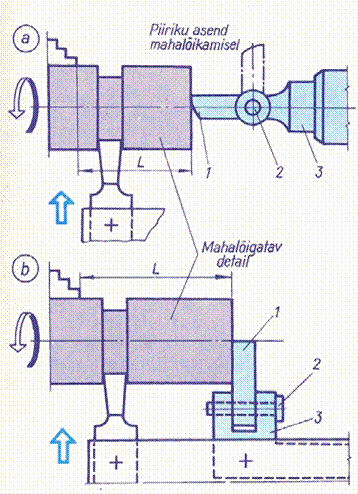
Et tagada ümarmaterjalist toorikute
mahalõikamisel etteantud pikkus L, soovitatakse
varb nihutada padrunist välja kuni
tsentripukki kinnitatud liigendpiirikuni. Viimane
võib asetseda ka terahoidikus.
Treimise ajaks tuleb
piirik tagasi pöörata.
Lõikereziim
mahalõikamisel.Mahalõikamisel
kasutatakse väiksemat ettenihet. Lõikekiirus on
15…20 % väiksem võrreldes
välistreimisega.
Mahalõikamisel tekib lõigatavas
soones lõiketera ja tooriku pindade
vahel suur hõõrdumine, mistõttu tera
kuumeneb tugevasti, eriti terase töötlemisel.
Sellepärast soovitatakse
mahalõikamisel lõikekohta ohtralt jahutada
mineraalõliga või vedelikuga „Akvol 2“.
Tehnoloogilise
protsessi elemendid.Toorik.Toorikuid
valmistatakse valutsehhides (valu), sepatsehhides (sepised)
ja ettevalmistustsehhides (lõigatakse valtsmetallist)
Nende valmistusviis sõltub detaili
iseärasustest ja tooriku tootmisviisist.
Tehnoloogiline
protsess.Detailide valmistamisel toimub
silindrilise välispinna, otspindade, astmete ja
soonte treimine ning mahalõikamine kindlas
järjekorras. Treiterad kinnitatakse terahoidikusse
nende kasutamise järjekorras ja viiakse
lõikeasendisse hoidiku pööramisega.
Treiterade
kinnitamist terahoidikusse kindlas järjekorras
nimetatakse terahoidiku seadistamiseks.
Tooriku detailiks
muutmise käigus rakendatud mitmesuguste
töötlusoperatsioonide kindlat järjestust
nimetatakse tehnoloogiliseks
protsessiks .
Tehnoloogiline
protsess on tootmisprotsessi osa, mille
vältel töödeldav objekt muutub
kvalitatiivselt ja hõlmab ka töödeldava
objekti vahe – ja lõppkontrolli.
Tehnoloogilise
protsessi lõpetatud osa, mis teostatakse
ühel töökohal nimetatakse
operatsiooniks.
Pärast detaili treipingist
mahavõtmist ja tooriku kinnitamist algab
uus
operatsioon .
Paigaldus on operatsiooni
osa, mis teostatakse töödeldavate toorikute
kinnitust muutmata.
Tehnoloogiline
siire on
operatsiooni lõpetatud osa, mis sooritati
tööriistu ja töötlemisel moodustuvaid
pindu vahetamata.
Siirded on näiteks
otsa treimine, välispinna treimine, soone
treimine jne.
Selline tehnoloogiline protsess,
mille vältel toorik töödeldakse detailiks
ühe operatsiooniga, on iseloomulik
üksiktootmisele.
Saritootmisel jagatakse tooriku
töötlemine mitmeks operatsiooniks, mis tehakse
ühel või mitmel
pingil .
Hulgitootmisel, st.
juhul kui pikema aja vältel
valmistatakse väga palju ühtesid ja
samu detaile, on otstarbekas töödelda
toorikut automaatpingis.
Suure töötlusvaru
korral jagatakse siire mitmeks
läbimiks.
Läbim on siirde lõpetatud
osa, mis koosneb tööriista ühekordsest
siirdumisest tooriku suhtes, mille tulemusel
muutuvad tooriku kuju, mõõtmed või
pinnakaredus.
Tehnoloogilised
baasid.Paigaldusbaas on pind, mille
järgi toorik kinnitatakse treipinki ning
orienteeritakse treipingi ja lõiketera
suhtes.
Treimisel võivad paigaldusbaasideks
olla tooriku välispinnad,
sisepinnad , otspinnad
või tsentriavad.
Baasina võib
üheaegselt kasutada ka kahte pinda.
Näiteks tooriku
kinnitamisel padrunisse ja tagatsentrisse on
baaspinnad tooriku välispind ja tsentriava
faasi
koonuspind .
Esimest paigaldusbaasi
nimetatakse alg – ehk mustbaasiks , selleks võib
olla tooriku välispind.
Paigaldusbaasi, mis
kujunes musttöötlemisega ja mida
kasutatakse tooriku kinnitamiseks edasise
töötlemise tarvis, nimetatakse lõpp – ehk
puhasbaasiks.
Eristatakse põhi – ja abibaaspindu.
Põhipind on selline pind, mis on
tähtis detaili vahekoostus talitlemise
seisukohalt.
Pinnad, mida kasutatakse küll
paigalduspindadena, kuid mis ei kuulu
kokkusobitusele teiste detailidega ning
mille töötlemist ei ole ette nähtud
nimetatakse abipindadeks.
Töödeldava tooriku
pinnad, millest alates detaili valmistamisel
võetakse mõõtmeid, on mõõtbaasid.
Paigaldus- ja
mõõtebaase kokku nimetatakse tehnoloogilisteks
baasideks.
Nende
valikul
juhindutakse baaside ühtsuse reeglist: paigaldus –
ja mõõtebaasid peavad olema võimalikult
ühed ja samad pinnad.
Selle reegli
täitmiseta ei saada suurt töötlustäpsust.
Tehnoloogiliste baaside
valikul arvestatakse ka järgmisi reegleid.1. Alg – ehk
mustbaasiks võetakse töötlemisele mittekuuluv
pind või selline pind, mille
mõõtmetolerants on suurem. Selle reegli
täitmine väldib
praaki edasisel
töötlusel.
2. Lõppbaasiks võetakse
ühtlane vigadeta pind. See võimaldab
toorikut kindlalt kinnitada.
Lõppbaasi valikul
tuleb täita baasi püsivuse põhimõtet, st.
ühest ja samast lõppbaasist tuleb
töödelda võimalikult palju pindu.
Silindriliste avade
töötlemine.Avade
kontrollimine.Paljude masinadetailide tähtsaimad
elemendid on avad. Avad võimaldavad detaile
omavahel liita näiteks poltide ja
kruvide abil;
neisse saab paigaldada
laagreid ja sageli kujutavad avad
endast määrde- ja jahutuskanaleid, samuti
mootorite, kompressorite ja
pumpade
töökambreid.
Oma kujult on silindrilised
avad sirgete seintega, astmelised või
soontega. Ava võib läbida detaili või
olla umbne.
Ava läbimõõtu
kontrollitakse nihikuga, mille täpsus on
kas 0,1 mm või 0,05 mm. Mõõtes
ava 0,05 – mm täpsusega nihikuga, tuleb
arvestada nihiku mokkade paksust ja
liita see lugemile.
Avasid, mille läbimõõt
on üle 120 mm, mõõdetakse mikromeetrilise
sisemõõdikuga täpsusega kuni 0,01 mm.
Sügavaid
suure läbimõõduga avasid ( näiteks
silindriava) kontrollitakse indikaatormõõdikuga. See
häälestatakse nimimõõtmele etalonrõnga või
kruviku abil.
Indikaator näitab
mõõtmehälvet täpsusega kuni 0,01 mm.
Suur- ,sari- ja
hulgitootmisel kontrollitakse avasid
korkkaliibriga, mis on häälestatud piirmõõtmeile.
Kui korgi läbiv
pool läheb avasse ( IIP) läheb
avasse, mitteläbiv ( HE) aga ei lähe, siis
on ava mõõde tolerantsi piires.
Suuremaid
kui 80 – mm läbimõõduga avasid
kontrollitakse vasar – ja plaatkaliibriga. Sellised
kaliibrid on kerged ning nendega saab
kontrollida ka ovaalsust, kui ava mõõta
kahes ristsuunas.
Kaliibriga kontrollimise eel
tuleb ava
puhastada laastust ja
emulsioonist.
Kaliibreid hoitakse
püstasendis või vahtplastist alusel
rõhtasendis.
Avade sügavusi
kontrollitakse kas piirdepuksi abil või
indikaatori järgi.
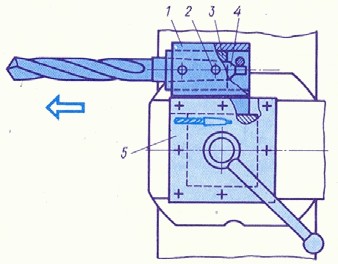
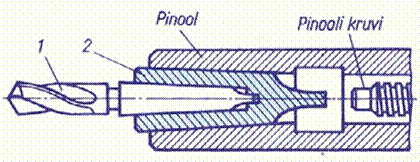
Puurimine
treipingis.Puur kinnitub
treipinki (tsentripuki pinooli või supordi
erihoidikusse) sabapidi.
Puuri saba võib
olla kooniline või silindriline. Koonilise
sabaga puuridel on
standardne Morse
koonus nr. 1 ,2 ,3 , 4 , 5. Sabakoonus võimaldab
puuri kindlalt tsentreerida ja hoiab
ära selle pöörlemise.
Kui puuri saba
ja tsentripuki pinooli või supordisse
paigaldatava hoidiku ava koonus on
erinevad, siis kinnitatakse puur vahekoonuse
abil.
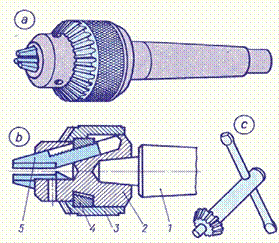
Silindersabaga
puurid
kinnitatakse tsentripuki pinooli või
supordis asuvasse hoidikusse puuripadruni
abil.
Treipingis
puurimisel nihutatakse tsentripuki pinooli
kinnitatud puuri ette käsiratta pööramisega.
Seejuures ei tohi
kasutada mingeid lisakange.
Käsiettenihkega
puurimine (eriti suure läbimõõduga ja
sügavate avade puurimine) väsitab treialit
ega ole
tootlik !
Mehaanilise
ettenihke saamiseks kinnitatakse puure ja
teisi vardakujulisi lõikeriistu eripideme
abil supordi terahoidikusse.
Treipingil kinnitatakse
selline
pide terahoidiku asendisse.
Puur ja spindel
viiakse ühele teljele.
Et
puuritav materjal ei
veaks puuri
teljest eemale, kasutatakse tooriku eelpuurimiseks
lühikest, puuritava ava läbimõõdust suurema
läbimõõduga puuri.
On tähtis, et
tooriku otspind oleks risti teljega, sest
vastasel juhul võib puur vildakalt
siseneda.
Avade sügavusi
kontrollitakse kas piirdepuksi abil või
indikaatori järgi.
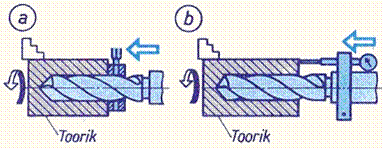
Puurimise
lõikereziim.Lõikesügavus t (mm) on pool
puuri läbimõõtu, ülepuurimisel aga pärast
ja enne töötlemist võetud läbimõõtude
poolvahe.
t (p) = D/2 , t (üp) =
D-d/2
Ettenihe s (mm/p) on puuri
pikiettenihe tooriku ühe pöörde
jooksul.
Lõikekiirus V (mm/min ) sõltub
puuri läbimõõdust D mm ja tooriku
pöörlemissagedusest n(p/min).
V = 3,14 D n
/1000
Ettenihke ja lõikekiiruse saab
määrata käsiraamatutest vastavalt puurimise
tingimustele.
Puurimisel tuleb jahutusvedelik
suunata otse avasse.
Selleks, et puuri
jahutada ja ava laastust puhastada, on
soovitav puur aeg – ajalt avast välja
tuua.
Avardid kinnitatakse
koonussaba abil tsentripuki pinooli. Ettenihet
võib anda nii käsitsi kui ka
mehaaniliselt. Avardusvaru sõltub ava läbimõõdust
ja on 0,5…2 mm raadiusel.
Kiirlõiketerasest
avardi ettenihe on 0,3…1,2 mm/p ,
kermisavardil 0,4…1,5 mm/p.
Lõikekiirus on
vastavalt 20…35 m/min ja 60…200
m/min.
Suuri avasid töödeldakse
liitlõikeriistaga - puuravardiga.
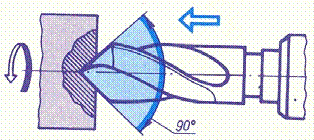
Faase ja
koonussüvendeid töödeldakse süvistiga, mille
lõiketerade arv on suurem kui
avarditel. See võimaldab saada töötlemisel
pinnakareduse Ra = 1,25…0,63 um.
Standardsüvistite
töökoonuste nurgad on 45“, 60“ , 75“ ,
120“.
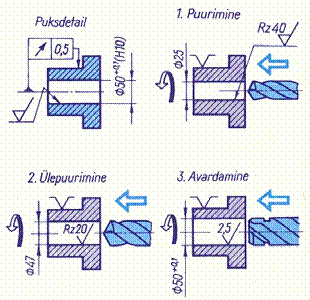
Ava treimine.Puuritud
avad ja avad valandites või sepistes
treitakse sageli üle, et saada suuremat
läbimõõtu ja töötlustäpsust ning
väiksemat pinnakaredust.
Treimisega saadakse
ava läbimõõdu töötlustäpsuseks kuni
0,02 mm ja pinnakareduseks Ra =
1,5…1,25 um.
Ka võimaldab
treimine ava paremine tsentreerida.
Treimine
on universaalsem avade töötlemise viis,
mis ei vaja erilisi tööriistu.
Sisetreiterad on kas
läbi – või umbavade treimise terad.
Sisetreitera kinnitatakse terahoidikusse
paralleelselt tooriku teljega.
Et tera tagapind
ei lõikuks töödeldavasse pinda, peab tema
taganurk olema suurem kui
välistreiteral.
Sisetreimisvõtted.Treitava
ava sügavust kontrollitakse joonlaua , nihiku,
sügavusvarda, sablooni või pikkiettenihke limbi
abil.
Töö kiirendamiseks
tehakse treitera kaelale kriips või
asetatakse terahoidikusse tera peale
metalliliist ehk lamepiirik, mille väljaulatus
on võrdne treitera väljaulatuse pikkuse
ja treide sügavuse vahega. Kui mehaanilise
ettenihkega treimisel piirik jõuab
toorikust 2…3 mm kaugusele, lülitatakse
ettenihe välja ning jätkatakse treimist
käsiettenihkega kuni piirikuni.
Kasutatakse ka
rullpiirikuid.
Sisetreimisel saavutatakse läbimõõdu
täpsus samal viisil kiu välistreimisel, st.
mõõtes prooviläbimi järel nihikuga, kasutades
ristettenihke limbi, supordi ristkelgu joonlauda
või ristpiirikut.
Ots - ja
astmetreimine.Siseotsad ja -
astmed
treitakse astmetera abil ristettenihkega
tooriku telje poole. Tera lõikeservanurk
peab olema suurem kui 90“.
Astmelise
ava täpsed sügavusmõõtmed saadakse
pikiettenihke limbi või pikipiirikutega, st.
samuti nagu astmelise võlli treimisel.
Sisesoonte
treimine.Täisnurksete sisesoonte treimiseks
kasutatavate sooneterade tööosa
kujundusgeomeetria on sama mis
välistreimisel kasutatavatel.Sisesooneterad on
kas tervikterad või koostatavad. Et
treial
ei näe sisesoone treimist, on väga
tähtis kasutada piki – ja ristiettenihke
limbi või piirikuid.
Laia sisesoont
treitakse algul risti-, seejärel pikiettenihkega.
Sisesoone laiust ja
kaugust ava otsast kontrollitakse nihiku
või šablooniga.
Soone läbimõõt tehakse
kindlaks seinapaksuse mõõtmise teel.
Esmalt võetakse
välistastriga seinapaksus a enne treimist
ja kantakse üle joonlauale. Nüüd viiakse
tastri üks kombits soone põhja, muutmata
seejuures kombitsate asendit, teine kombits
näitab siis puksi välispinnale asetatud
joonlaual soone koha seinapaksust.
Soone
läbimõõt arvutatakse valemiga : d = D – 2h,
kus D on puksi välisläbimõõt.
Täpsemalt
saab soone läbimõõtu mõõta nihikuga,
millel on erimokad.Nihikul loetud mõõtmele
a tuleb lisada kaks mokapaksust. D = a
+ 2h.
Treimisel kasutatavad määrde
ja jahutusvedelikud .Metallide treimisel
eraldub suurel hulgal soojust. Lõikepiirkonna
kõrge temperatuur kiirendab tera kulumist
ja halvendab töödeldava pinna
kvaliteeti.
Soojuse tekke
vähendamiseks ja lõikepinnast soojuse
eemaldamiseks, samuti hõõrdumise vähendamiseks
kasutatakse määrdejahutusvedelikku.Need jagatakse
tavaliselt kahte rühma:
1. Vedelikud, mille
kasutamise tingib peamiselt nende jahutav
toime.
Sellisteks on sooda ja seebi
vesilahused. Kasutatakse koorimisel ja
jämetöötlemisel.
2. Määrivate omadustega
vedelikud - mineraalõlid ja nende
segud, petrool.
Malmi ja teisi
hapraid
metalle treitakse
kuivalt .
Nende
peen murenenud laast vedelikuga segunedes
tilgub pingi osadele ning kiirendab
liikuvate sõlmede kulumist.
Treipingi
põhiosad.Treipingid on mõeldud
toorikutest mitmesuguste pöördkehakujuliste
detailide valmistamiseks.
Kui pingil on
keermetamisseade, siis sellist tööpinki
nimetatakse universaaltreipingiks.
Säng
on malmist valmistatud alus. Selle külge
on monteeritud pingi kõik põhiosad.
Sängi
ülaosas on kaks lamedat ja kaks
prismaatilist juhikut, millel võivad nihkuda
suport ja tsentripukk.
Säng ise toetub
kahele
jalale .
Spindlikast paikneb
sängi vasakul
otsal ja kujutab endast
malmkarpi, kus asetseb treipingi töövõll
- spindel.
See on õõnes
võll, mille parempoolsesse otsa kinnitatakse
toorikut hoidev
rakis , näiteks padrun.
Spindli paneb
pöörlema vasema jala õõnsusse paigutatud
elektrimootor kiilrihmade , hammasrataste ja
sidurite abil.
Mehhanismi, mis võimaldab
muuta spindli pöörlemiskiirust, nimetatakse
kiirustekastiks.
Suport on seadis
lõikeriista kinnitamiseks ja nihutamiseks.
Nihutada võib käsitsi ja
mehaaniliselt. Supordi saab mehaaniliselt
nihutada käigukruvi ja käiguvõlli
abil.
Supordipõll on
mehhanismide süsteem,
mis muudab käiguvõlli ja - kruvi
pöörlemise supordi sirgjooneliseks liikumiseks.
Ettenihkekast kannab
pöörlemise üle käigukruvile ja -võllile
ning muudab ettenihke
suuremaks . Ülekanne
toimub
reversi ja vahetatavate hammasrataste
kitarri kaudu.
Kitarr on määratud
suporti häälestamiseks nõutavale ettenihkele
vastavate vahetatavate hammasrataste valikuga.
Tagumisele tsentripukile kinnitatakse pika
tooriku parempoolne ots, samuti puur, avardi ,
hõõrits jne. tööriistad.
Pingi
elektriajam
saab energiat tööstusvõrgust.
Toorikute kinnitamiseks
on olemas mitmesugused rakised:
padrunid ,
plaanseibid , tsangid,tsentrid,
klambrid , tornid, lünetid.
Pingi
juurde kuulub mutrivõtmete ja teiste
töövahendite komplekt.
Töötlemistäpsuse
kontrollimiseks kasutab treial nihikuid, kruvikuid,
piirkaliibreid, šabloone , nurgamõõdikuid ja teisi
mõõteriistu.
Tööohutus treipingil
töötamisel.
Enne tööle asumist
tuleb korrastada tööriietus ja
peakate ,
kontrollida töökoht, veenduda selles, et
treipingi kõik kaitseseadmed on kohal
ning pöörlev osa - padrun on
kõvasti kinnitatud.
Vajalik on meeles
pidada, et tööriiete või peakatete
rippuvad osad ja pikad juuksed võivad
jääda pingi pöörleva osa - padruni
külge või haakuda väljaulatuvate osade
taha.
Tekkivat laastu ei
tohi eemaldada sõrmedega. Seda tuleb teha
spetsiaalse konksuga.
Treipingi töötamise
ajal ei tohi detaili käega haarata.
Detail tuleb kinnitada pingi padrunisse
või tsentrite vahele tugevalt.
Jälgida, et pärast
detaili kinnitamist oleks padrunivõti
padrunist eemaldatud !Soovitav on kasutada
kaitseprille !






































Kõik kommentaarid