1.Lõikamise
mõistedLõikamiseks
nim. töödeldava materjali või mingi keha tükeldamist, sellelt
mingi osa või
kihi
eraldamist materjali sisselõike tegemisel.
Topoloogiliste
tunnuste järgi on
lõikamine
sidemeid katkestav protsess (
topoloogia on
matemaatika osa, mis käsitleb geomeetriliste kehade üldisi omadusi).
Küberneetiliste
tunnuste järgi on
lõikamine juhitav protsess
2.Kuidas
jaotatakse lõikamise energia või protsesside järgi?1)
mehaaniliseks ‑
lôikamisel rakendatakse mehaanilist energiat, lôikamine toimub
mehaanilise
deformeerimise tulemusena;
2)
termiliseks
‑ lôikamisel kasutatakse soojuslikke protsesse;
3)
keemiliseks
- lôikamisel kasutatakse keemilisi protsesse.
Vôimalik
on ka erinevate energialiikide ja keemiliste protsesside
kooskasutamine.
3.Kuidas
jaguneb mehaaniline lõikamine?1)
lôikamisel
kasutatava mehaanilise energia (ala)liigi,
2)
tööriista
iseloomustavate parameetrite järgi.
3)
protsessi kinemaatika järgi.
4.Mehaanilise
lõikamise peamised liigid?1)
lôikamine
noaga ; 2) lôikamine terikuga e. teriklôikamine; 3)
mikroteriklôikamine;
4)
lôikamine templiga; 5) lôikamine (vedeliku) joaga; 6)
ultrahelilôikamine.
5.Kuidas
jaotakse noad põiklõike kuju järgiPõiklõike
kuju järgi jaotatakse nuge
kiil - leht- ja traatnugadeks.
6.Selgitage
noaga lõikamise põhimõtetKôikidel
juhtudel surutakse
nuga jôuga F töödeldavasse materjali,
lôikeserva A ees tekib surutud tsoon.
Materjali
purunemist selles tsoonis aitab paljudel juhtudel oluliselt
kergendada noa täiendav liikumine
lôikeserva
puutuja sihis. Noa lôikeserv töötab siin miniatuurse saena.
Ükskôik kui teravaks noa
lôikeserva
ka lihvida, jääb ta ikkagi hambuliskes, mis piisava suurenduse
juures on selgesti näha
Need
hambad kergendavadki materjali purunemist, uus kujunev pind kontakteerub vahetult lôikeservaga.
7.Mis
tüüpi nuga kasutatakse suure elastsusega materjalide lõikamisel?Suure
elastsusega matarejalide lõikamiseks kasutatakse kiilnuga.
8.Mis
tüüpi nuga kasutatakse tekstiili lõikamiseks?Tekstiili
lõikamiseka kasutatakse lehtnuga.
9.Mis
tüüpi nuga kasutatakse plastsete materjalide lõikamiseks?Plastsete
materjalide lõikamiseks kasutatakse traatnuga.
10.Mis
piirab noaga lõikamise võimalikust?Noaga
lôikamise vôimalikkust piirab lôigatava materjali kôvadus.
11.Mis
juhtub kui noa teravnemisnurka suurendada?Soovitud
tulemusi ei anna teravnemisnurga
(vt. joon.1.1)
suurendamine noa tööpôhimôtte säilitamisel
.
kasvamisel hakkavad noa tahud lôikamisel kujunenud pindu laiali
suruma, mis tekitab
väga
suuri pingeid, eraldub palju soojust. Lôpptulemusena muutuvad
kôlbmatuks nii
riist kui
toorik .
12.Nimeta
teriklõikamise erinevus noaga lõikamisest.Erinevalt
noaga lôikamisest surutakse töödeldavasse materjali vaid
kiilu ühte pinda, mida nimetatakse esipinnaks.
13.Mis
on terik ? Kiilu
môttelist osa, mis puutub kokku töödeldava materjaliga
14.Kus
tekib pingestatud ala teriklõikmaisel?Eespinna
ees on töödeldav materjal surutud, selles tekib pigestatud ala.
15.Kus
tekib nihe teriklõikamisel?Nihe
tekkib
joonel , kus
pinged ületavad töödeldava materjali vastupanu
nihkele.
16.Mis
on teriklõikamise oluliseks tunnuseks?Nihkejoone
ulatumine töödeldavale pinnale on teriklôikamise oluliseks
tunnuseks, samuti ka erinevuseks noaga lôikamisest.
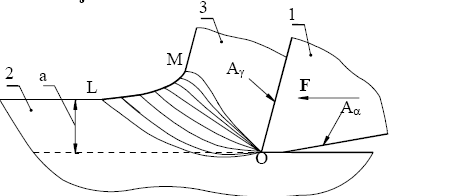
17.Seleta
joonistLõikamine
terikuga. 1 - terik; 2 - lõigatav materjal; 3 -
laast ; a - lõigatava
kihi
paksus;
OLMO -
laastutekke -tsoon; Aγ - esipind; Aα - tagapind.
18.Mis
on laast?Eraldunud
kiht materjali lõikamisel.
19. Laastu tekkemehanism ?Laastu
tekkemehanism ‑ kihi eraldumine järkjärguliste nihete
tagajärjel.
20.Mille
poolest erinevad mikroteriklõikamisel kasutatavad lõikekiilud
teriklõikmisel kasutatavatest?Erinevad
kahe tunnuse poolest:
1)
terikud on korrapäratu kujuga,
2)
terikud on väiksemôôtmelised (terikutena kasutatakse abrasiivteri,
mille môôtmed ulatuvad
mônest
millimeetrist mikromeetri osadeni).
21.Mis
põhjustab mikroteriklõikamisel väikest töödeldud pinna karedust ?Väikest
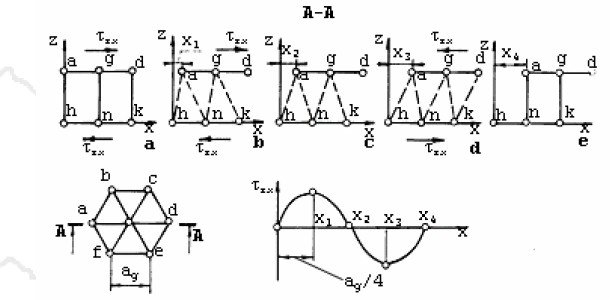
töödeldud pinna karedust võimaldab lõikamisest osavõtvate
abrasiivterade suur hulk.
22.Seleta
joonistJoonisel
on kujutatud mikroteriklõikamist, mis toimub abrasiivtöötlusel
.Sõltuvalt
abrasiivtera väljaulatusest
riista
pinnast,
kujust ja lõigatava kihi paksusest, töödeldava pinnaga
kontakteeruv abrasiivtera lõikab või
muljub
sellesse
soone . Enamasti
toimuvad samaaegselt mõlemad protsessid.
23.
Mis
materjali lõigatakse templiga, miks?Templiga
lõigatakse lehtmaterjali, kus ta võimaldab suurima tootlikkuse.
26.
Mis on teriklõikamise lõppeesmärk?Masinaehituses
on teriklõikamise lõppeesmärgiks saada
valmisdetail, mille
kuju,
mõõtmed ja pinna kvaliteet vastavad etteantud nõuetele.
27.
Nimeta teriklõikamisteooria esmane ülesanne?Teriklõikamisteooria
esmaseks ülesandeks on anda protsessi kohta piisavalt
täpset
infot protsessi kasutajatele ja ka protsessiga seotud probleemide
lahendajatele
(tööpinke, rakiseid ja instrumente valivale tehnoloogile ja ka
nende
projekteerijale).
28.
Nimeta kolm punkti, mis huvitab pingiehitajaid?
1)
kui suurt võimsust tuleb arendada spindlil ning millistes piirides
peab olema reguleeritav selle pöörlemissagedus;
2)
kui suurt jõudu tuleb rakendada instrumendile ettenihkeliikumise
andmiseks ning millised
on
nõutavad ettenihkeliikumiskiiruse piirid;
3)
milline peab olema
pingi koostude tugevus ja jäikus.
29.
Millest
sõltub lõikevõimsus?Lõikevõimsus
sõltub peamiselt tangestsiaalsest lõikejõu komponendist Fz.
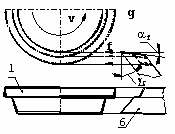
30.
Seletada
joonist.Detaili
kujunemine tsentrite vahel treimisel.
1
- spindel; - 2 -
padrun ; 3 -
tsenter ; - 4 - töödeldav detail;
5
- pöörlev tsenter; 6 - pinool; 7 - suport; 8 - treilõikur.
31.
Kuidas
peab tööriistakonstruktor teriku kujundama?Nii,
et:
1)
terik oleks võimalikult suure kujupüsivusega;
2)
lõikamiseks vajalik jõud oleks võimalikult väike;
3)
laastu kuju
vastaks vaadeldavas tehnoloogiasüsteemis kehtivatele
nõuetele
laastu kujule.
32.
Mis
kuulub tehnoloogia protsessi projekteerimisel lahendatavate
ülesannete hulka?Etteantud
töötluskvaliteedi tagamiseks on vaja teatud hulk töötlusjärke
(näit.
kooriv -,poolpuhas- ja puhastöötlus).
35.
Mida peab arvestama võlli treimisel?Lõikerežiim
(lõikesügavus t,
ettenihe f, lõikekiirus v)
36.
Mis
on tehnoloogi põhiprobleem? t,
f ja v
kombinatsiooni määramine
37.
Mis on lõikereziimi elementideks?lõikesügavus
t
näitab kihi paksust, mida vaadeldaval läbimil toorikult
eemaldatakse
ettenihe
f
iseloomustab
lõikeriista liikumist, mis on vajalik
lõikeprotsessi
pidevuse tagamiseks
lõikekiirus
v iseloomustab
teriku
suurima kiirusega
liikumist tooriku suhtes;
38.
Nimeta
olulisemad lõikereziimi valikut piiravad tingimused?Olulisemad
on:
-
teriku ettevalitud püsivusaeg;
-
nõuded töödeldud pinna karedusele;
-
tööpingi võimsus;
-
lõikeriista, selle lõikeplaadi ja pingi tugevus
39.
Mis lõikereziimi parameetrid valitakse üldjuhul kogemuslikult?Töötlusjärkude
hulk (näit. kooriv-,poolpuhas-
ja puhastöötlus).
40.
Mille tõttu nihkuvad lõikeprotsessis nii detaili telg kui ka teriku
tipp?Lõikamisel
tekkivate elastsete ja temperatuuriliste deformatsioonide ning
lõikeriista pideva mõõtmelise kulumise tõttu.
41.
Mis on detaili kujuhälvete tekkepõhjuseks?Vibratsioonid,
teriku kulumine, teriku
kasvaja jne.
42.
Mis on mitmeläbimilise töötlemise peamiseks ülesandeks?Ülesandeks
on kujuhälvete ja mõõtmete hajumise vähendamine
piirini , mis on
määratud nõutud töötlustäpsusega.
43.
Mis valdkonda kuulub laastu tekke ja tekitamiseks vajalike jõudude
arvutamine?Kuulub
plastsusteooria valdkonda.
44.
Mida takistab teriku tagapind?Teriku
liikumisel plastselt deformeeritud ala kohale, mis lõikeprotsessis
pidevalt uueneb, takistab
teriku
tagapind Aα
selle elastset taastumist, põhjustades lõikeprotsessi
seisukohast parasiitjõude teriku tagapinnal.
45.
Kirjeldada laastutekketsoonis toimuvaid deformatsioone?46.
Mis tingimustel tekivad adhesiooni nähted?Kõrgete
temperatuuride ja survete tõttu teriku kontaktpindadel kokkupuutuvad
pinnad on kohati juveniilsed.
Liikuv
laast teriku esipinnal ja lõikepind tagapinnal “puhastavad” neid
hapendite ja õhu molekulide
adsorbtsiooni
kiledest. Esipinnaga kokku puutuv laastu osa ei jõua kokkupuute aja
jooksul oksüdeeruda.
Tänu
ülalloetletud tingimustele tekivad kokkupuutuvate pindade vahel
üksikutes punktides adhesiooni
nähted
(erinevate materjalide molekulidevaheline haardumine),
47.
Miks teadus teriklõikamisest põhineb kaasajal suures osas
empiirikal?a)protsessi
mõjutavate tegurite arv on suur
b)mudeli
väljundite väärtused ja muutumise suund sõltuvad sisendite
varieerimispiirkonnast
c)
paljude sisendite
mõju väljunditele sõltub sellest,
millistel nivoodel on mitmed
teised
sisendid (arvestada
tuleb protsessi mõjutavate tegurite interaktsioone s.o. koosmõju).
48.
Joonista matemaatilise mudeli põhimõtteskeem?Mudeliga
püütakse haarata mingi nähtuse või protsessi aspekte, mis pakuvad
huvi antud probleemi lahendamisel.
Matemaatilise
mudeli põhimõtteskeemil märgib sümbol
M
sisendeid
sisendid
M
väljundid
49.
Mis sõltub teriklõikamise mõistete ja nende määrangute
ratsionaalsusest?1)
ainevalla
süstematiseeritavus;
2)
probleemide
kompaktne käsitatavus;
3)
ainevallaga
seotud teooria areng.
50.
Millal on standardites toodud määrangutest erinevate määrangute
kasutamine põhjendatud?82
aastas.
51.
Kuidas jaotatakse lõigatava tooriku pindu?Nelja
rühma:
1)
seadepinnad kasutatakse
tooriku lôikamiseks ülesseadmisel
2)
kinnituspinnad vôivad
ühtida seadepindadega
3)
vaatluse all oleva operatsiooni seisukohalt vabad pinnad,4)
lôigatavad pinnad.52.
Mis on lõigatav pind? Pind,
mis osaliselt vôi täielikult eemaldatakse lôikamisel.
53.
Mis on kinnituspind?Kinnituspind
on see pind mille abil kinnitatakse
toorik rakisesse. See osa
toorikust mis jääb rakise sisse
ja
mida ei saa töödelda antud hetkel. (võib ühtida seadepindadega)
54.
Millest sõltub lõikeserva poolt kujundatava pinna kuju?Sôltub
lôikeserva kujust ja sellest, kas pinna kujundamisest vôtab osa
ainult
pealiikumine vôi resulteeruv
lôikeliikumine.
55. Mis on
treilõikur?Üheterikuline
lõikeriist, mida kasutatakse lõikeprotsessis, kus pöörlev
pealiikumine antakase töödeldavale toorikule,
ettenihkeliikumine
riistale.
56.
Millest koosneb treilõikur?Treilôikur
koosneb
peast ja kinnitusosast. Pea all
mõistetakse lôikav kiil (vahetatava peaga nn. plokktreilõikurid
või mitte)
64.
Milleks on vajalik lõikeriista ja tooriku liikumiste liigitamine?1)
teriku
geomeetriliseks kirjeldamiseks,
)
lôikeriistade
liigitamiseks,
3)
lôikeprotsessi
matemaatiliseks mudeleerimiseks,
4)
tehnoloogilise
protsessi projekteerimisega seotud ülesannete lahendamiseks.
65.
Mis on pealiikumine?P
e a l i i k u m i s e k s nimetatakse
sirgjoonset vôi pöörlevat tooriku vôi riista liikumist, mis
pôhjustab teriku
tipus riista suurima kiirusega liikumise tooriku suhtes.
Pealiikumine
pôhjustab laastu tekke, ega
môjuta lôigatava kihi pôiklôike pindala
66.
Mis on abiliikumine?A
b i l i i k u m i s t e k s nimetatakse
kõiki ülejäänuid lõikeprotsessiga seotud
lõikeriista
liikumisi . Abiliikumistega on määratud ka eraldatava kihi
pôiklôikepind.
67.
Mis on ettenihkeliikumine? Lôikeprotsessi
pidevust tagav liikumine
68.
Mida peab algasend võimaldama teriklõikamisel?Algasend
peab võimaldama tooriku, vajaduse korral ka lõikeriista vahetamist.
69.
Mille järgi saab ettenihkeliikumisi jaotada?a)
Pöördeettenihe fo (so)
- pealiikumise ühe pöörde ajale vastav ettenihe
b)
Hambaettenihe fz (sz)
- pöörleva pealiikumise korral hammaste arvuga
jagatud
pealiikumise ühe pöörde ajale vastav ettenihe.
c)
Käiguettenihe fs (sx)
- käigu
ajaga määratud ettenihe. Käigu all
môistetakse
edasi-tagasi liikuva keha ühes suunas läbitud
vahemaad .
Ettenihe
toimub enne töökäiku. Môiste on kasutusel hôôveldamisel ja
tôukamisel.
d)
Kaksikkäigu-ettenihe f2s (s2x)
- kaksikkäigu ajaga määratud
ettenihe.
Môiste on kasutusel teriklôikurite korral, kus puudub tühikäik.
e)
Minutiettenihe fm (sm)
- ajaühikuga minut määratud ettenihe
70.
Kirjeldada joonisel toodud pikiettenihet kasutatavaid teriklõikamise
liike?Joon.
4.6. Pikiettenihet kasutavad teriklõikasmise liike. a - tasandi
töötlemine silinderfreesiga; b ja c - soone
lõikamine
ketasfreesiga. a ja b - ettenihkele kaasa
freesimine ; c - ettenihkele
vastu freesimine. 1 - töödeldav toorik;
2
- sirghammas-tega silinderfrees; 3 - sirghammastega ketasfrees.
71.
Mis
annab parema tulemuse, kas pöörleva tööliikummise andmine
toorikule või lõikeriistale, miks? Avade puurimi-sel võib
anda pöörleva tööliikumise nii toorikule kui ka riistale.
Esimesel juhul suundub
puur täpsemini piki töödeldava ava telge. Lõikeservade
ebasümmeetrilisusest tingitud lõikejõu radiaalkomponentide
erinevus
põhjustab
ava läbimõõdu suurenemise. Teisel juhul tuleb
puuri täpseks
suunamiseks kasutada kas konduk-torit või puuri,
mille
kujundus kas tagab lõikejõu radiaalkomponentide võrdsuse, või on
puur kujundatud nii, et lõikejõu ra-diaalkomponentide
resultant surub
puuri vastu töödeldava ava seina (puuri avasse suunamisel vastu
konduktori seina), kus puuril on juhtliist (või pind),
mis
suunab puuri avasse süvenemisel kujunenud suunas. Viimast puuri
alaliiki kasutatakse pikkade avade (näit. relvatorude)
72.
Miks kasutatakse avardeid?Avardeid
kasutatakse
avade läbimõõdu
suurendamiseks juhtudel, kus eraldatava kihi
paksus on suur.
73.
Miks kasutatakse hõõritsaid?Hõõritsad
on ette nähtud ava
kuju ja läbimõõdu täpsuse suurendamiseks ning pinnakareduse
vähendamiseks.
Hõõritsat
suunab ettetöödeldud ava.
74/75
Millal kasutatakse kiikuvkinnituse/ujuvkiikumise rakiseid?
Hõõritsat
võib jäigalt kinnitada vaid juhul, kui
kinnitus tagab hõõritsa ja
ava
telgede ühtivuse. Vastasel juhul kasutatakse kas nn.
kiikuvkinnituse
rakiseid (
rakis võimaldab hõõritsa tööosal (s.o. hammastega
osal) telje risttasandil igas sihis teatud nurga ulatuses
vabalt
“kiikuda” või siis nn. ujuvkinnituse rakiseid, mis võimaldavad
hõõritsa tööosal töödeldava ava järgi täpsemini orienteeruda.
Tuleb
silmas pidada, et valdavalt kujuneb töödeldava ava läbimõõt
riista läbimõõdust
suuremaks .
76.
Kirjelda enamlevinumaid teriklõikamise liike?Tee joonis(ed)?Puurimine ;
Hõõritsemine; Avardamine; Freesimine; Kammlõikamine;
Mikroteriklõikamine; templiga lõikamine; noaga lõikamine;
Treimine ;
hööveldamine
77.
Mis freese võib kasutada tasandi freesimiseks? Silinder -
kui ka otsfreesi
78.
Miks
on ettenihkele vastufreesimine ebasoodsam kui kaasafreesimine?Hamba
lõikesse minekul on lõigatava kihi paksus null, enne lõikamise
alustamist tekib teatud ulatuses lõigatava materjali
muljumine ,
kuid on kasutatav ka juhul kui pingi ettenihkekruvis on lõtkud
79.
Mis
liikumise saab kukaldamisel kukaldav riist?Kukalldamisel
saab kukaldatav riist pöörleva tööliikumise, enamasti radiaalse
ettenihkeliikumise.
80.
Mis
mõttes on tigufrees universaalne?Tigufrees
on universaalne selles mõttes, et võimaldab lõigata ühe ja sama
mooduliga, kuid erineva
hammaste
arvu ja profiili nihutusteguriga nii
sirg -
kui
kruvi-hammastega hammasrattaid. Sageli ka kaldhammastega
hammasratasteks
81.
Mis
joonte järgi tomub teritatavate kujufreeside hammaste kukaldamine?Teritatavate
kujufreeside hambad kukaldatakse.
Mehaaniliselt kinnitatavate (seega mitteteritatavate vahetatavate)
lõikeplaatidega kujufreeside
hammaste
(lõikeplaatide) tagapinnad kujundatakse
sirgjoonse
moodustajaga pindade järgi nii, et oleks tagatud nõutavad
taganurgad.
Ka
kukaldamisel (hamba tagapindade kujundamisel tea-tud joonte,
sagedamini Arhimedese
spiraali , harvem logaritmilise spiraali või
sirge järgi)
tuleb
tagada nõutavad taganurgad
82.
Mis
kujundavad hammaste esipinnad tigufreesimisel?Freesi saamiseks on
teole lõigatud kruvijoonsed laastusooned, mis
kujundavad hammaste esipinnad
83.
Milline
peab olema lõikeservanurk, et vältida kumerat otspinda otspinna
treimisel?Otspinna
treimisel
mõjutab selle kuju riista lõikeservanurk r.
Sõltuvalt viimasest võib
otspind kujuneda tasapinnaliseks,
nõgusaks
või kumeraks. Kumera otspinna vältimiseks valitakse r
> 90o
84.
Sõltuvalt lõikeservanurgast võib otspind kujuneda kolmeks
erinevaks otspinna tüübiks, milliseks?Tasapinnaliseks,
nõgusaks või kumeraks
85.
Mis
kontuuri mööda kulgeb kontuurettenihkeliikumine?Kontuurettenihkeliikumine
kulgeb
piki töödeldud pinna kontuuri (lõikuri tipp on ümardusraadiuseta)
või
selle ekvidistantsjoont (lõikuri
tipul on ümardusraadius,
töödeldud pinda kujundava lõikeserva punkti
asukoht
võib muutuda tipu ümardusraadiusega kaare ulatuses).
Ekvidistantsjoone kujundab lõikuri tipu ümardus-raadiuse tsenter,
mille
kaugus töötlemisega kujundatavast profiilist on kogu joone ulatuses
võrdne tipu ümardusraadiusega.
86.
Mis
sihiline on radiaalettenihkeliikumine?Radiaalettenihkeliikumine
on töödeldava tooriku raadiuse sihiline ettenihkeliikumine.
87.
Mida mõjutab hambatõukepinkides sisselõiketeekonna pikendamine ?Sisselõiketeekonna
pikendamine suurendab hamba profiili kujundavate lõigete arvu ja
seega ka lõigatava profiili täpsust, kui
ketastõukuri
ja
hammasratta hammste arv ei oma ühist kordajat.
Pikemat
sisselõiketeekonda kasutatakse suuremate moodulite korral.
88.
Mis on kujundav lähtetigu tigufreeside korral?Kujundava
lähteteo all
mõistetakse kujuteldavat
tigu , mis pinkhambumises kujundab tiguratta
hambad. Tema
hambumisel
tigurattaga puuduvad nii teo niidi ja tiguratta hammaste vahelised
külg-lõtkud kui ka radiaallõtkud teo niidi ja
ratta
hammaste põhjade vahel, mis on ainsaks erinevuseks tigupaaris
kasutatava teo hambumisest tigurattas.
89.
Mida nimetatakse tangentsiaalettenihkeliikumiseks
tangentsiaalkujutreilõikurite korral?Tangentsiaalettenihkeliikumiseks
nimetatakse
tangentsiaalkujutreilõikurite korral töötlemisel kujuneva pinna
puutujasihilist
ettenihkeliikumist, tiguratastele hammaste lõikamise korral ratta
jaotusringi puutujasihilist ettenihkeliikumist.
90.
Kuidas jaotatakse ettenihkeliikumisi lõikeprotsessi pidevuse
tagamise viisi järgi?Lôikeprotsessi
pidevuse tagamise viisi järgi
jaotatakse ettenihkeliikumisi
pidevateks
ja
astmelisteks
(hôôveldamine,
tôukamine).
91.
Mida nimetatakse ettenihkeks ? Mis on ettenihke dimensiooniks?Ettenihkeks
f nimetatakse antud
ajavahemikul teriku tipu poolt töödeldava tooriku suhtes
ettenihkeliikumisel läbitud teekonda.
Ettenihke
dimensiooniks on mm.
92.
Loetle erinevad ettenihkeliikumise liigid?a)
Pöördeettenihe fo
(
so)
- pealiikumise ühe pöörde ajale vastav ettenihe;
b)
Hambaettenihe fz
(sz)
- hammaste arvuga
jagatud pealiikumise ühe pöörde ajale vastav ettenihe.
c)
Käiguettenihe fs
(sx)
- käigu ajaga
määratud ettenihe. Käigu all môistetakse edasi-tagasi liikuva
keha ühes suunas läbitud vahemaad.
d)
Kaksikkäigu-ettenihe f2s
(s2x)
- kaksikkäigu ajaga
määratud ettenihe. Môiste on kasutusel teriklôikurite korral, kus
puudub tühikäik.
e)
Minutiettenihe fm
(sm)
- ajaühikuga minut
määratud ettenihe.
93.
Millega on kammlõikamisel määratud ettenihe?Hambaettenihega.
Pinna
minimaalse pikkuse, mida on kohane töödelda kammlõikuriga, määrab
üheaegselt lõikes olevate hammaste
arv
- see ei tohiks olla
alla 3, kuna lõikamine muutuks liigselt lõõgiliseks ja võiks
põhjustada vibratsiooni.
94.
Mis on pöördettenihe?Pöördeettenihe
fo
(so)
- pealiikumise ühe pöörde ajale vastav ettenihe (vananenud termin
- ettenihe pöördele)
95.
Mis on kammlõikamisele iseloomulik?Kammlõikamisele
on iseloomulik suur
tootlikkus , kõrge töötlustäpsus ja hea
töödeldud pinna kvaliteet.
96.
Millised on kammlõikamisega töötlemisel levinumad läbimõõdud?Levinenumad
töödeldavad läbimõõdud on 10 - 75 mm, ava pikkus ei ületa
tavaliselt 2,5 - 3 läbimõõtu.
97.
Mis on käiguettenihe?Käiguettenihe
fs
(sx) - käigu ajaga
määratud ettenihe. Käigu all môistetakse edasi-tagasi liikuva
keha ühes suunas läbitud vahemaad.
Ettenihe
toimub enne töökäiku. Môiste on kasutusel hôôveldamisel ja
tôukamisel.
98.
Mis on minutiettenihe?Minutiettenihe
fm
(sm) - ajaühikuga
minut määratud ettenihe – on ühtlasi ka ettenihkekiirus.
99.
Mis on kaksikkäigu ettenihe?Kaksikkäigu-ettenihe
f2s
(s2x) - kaksikkäigu
ajaga määratud ettenihe. Môiste on kasutusel teriklôikurite
korral,
kus
puudub tühikäik.
100.
Mis punktist lähtutakse teriku püsivusaja määramisel?Reeglina
lôikeserva punktist, kus kiirus on maksimaalne.
101.
Mis on lõikekiirus? Lôikeserval
valitud punkti kiirus tooriku suhtes.
102.
Millise valemiga avaldub pöörleva pealiikumise korral lõikekiirus?
v =
p*d*n/1000 m/min
103.
Mida võimaldab risttaustsüsteem?Riisttaustsüsteem
(RTS) vôimaldab
kirjeldada lôikeriista ja selle terikut kui geomeetrilist keha.
Süsteem on ette nähtud
kasutamiseks
riista konstrueerimisel
,
valmistamisel, vajalike seadenurkade arvutamisel ja môôtmisel.
104.
Mis tasand määratakse esimesena tausttasandiks?Esimesena
määratakse pôhitasandi
risti pealiikumise
kiirusvektoriga.
121.
Milline seos kehtib kõikides nurkade mõõtmistasandites?a
+ ß + γ
=
90o122.
Mida näitab lõikekiilu pinna esimene alaindeks? Näitab
pinna või tasandi liiki.
123.
Mida uurib lõikeprotsessi mehaanika?Lôikeprotsessi
mehaanika uurib laastu tekkeprotsessi ja sellele kaasnevaid mehaanika
valdkonda kuuluvaid nähteid. Kuna sellest,
kuidas
laast tekib, sôltub nii lôikamiseks vajalik energia kui ka
teriklôikamise efektiivsus ja kvaliteet.
125.
Millised omadused on tardkeha matemaatilisel mudelil ?1.
pidevus aine täidab
ühtlaselt ja pidevalt kogu keha mahu;
2.
ühetaolisus keha
kôikides punktides on mehaanilised ja keemilised omadused
ühetaolised;
3.
isotroopsus tardkeha
omadused on kôikides suundades ühesugused;
4.
voolavuspinge sôltumatus hüdrostaatilisest survest arvestatud
on metalli töötlemisel tekkivaid surveid.
127.
Mis määravad metallide füüsikalised ja keemilised omadused?Kristallvôre
parameetid ja elektronide orbiitide arv määravad metallide
füüsikalised ja keemilised omadused.
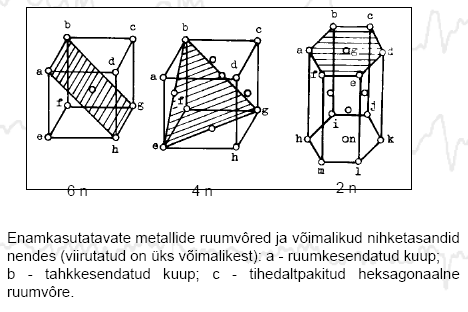
128. Joonestada enamkasutatavate metallide ruumvõred ja võimalikud
nihketasandid nendes?129.
Miks on raua sulamite tugevdusomadused suurusjärgu võrra suuremad,
kui puhtal raual?Pôhimetalli
aatomite asendamine lisandite aatomitega vôi nende vôresse
tungimine muudab metalli füüsikalisi omadusi.
130.
Mis moodustavad nn. kristallidevahelise aine metallidel?Terade
vahel on
mittelahustuvad lisandid (
oksiidid , silikaadid,
intermetalliidid)
131.
Mis suunas aeglustub kristalliseerumise kiirus?Kristalliseerumise
kiirus aeglustub
valandi südamiku suunas.
133.
Mida saavutatakse valandi mitmekordse läbisepistamisega?Mitmekordse
läbisepistamisega on võimalik tihendada valandit ja lõhkuda suured
kristalliidid ning dendriidid (puukujulised kristalliidid).
Vastutusrikaste
detailide korral kasutatakse kolmekordset läbisepistamist.
134.
Miks kuumutatud metalli survega töötlemine põhjustab materjalis mehaaniliste omaduste ebaühtlust?Põhjuseks
on tooriku töötlemistemperatuurist tunduvalt madalam instrumendi
pinna temperatuur, mis tooriku pinda oluliselt jahutab.
135.
Mida tähendab, metall kalestub?Metall
tugevneb
136.
Miks metallide löögisitkus piki kiude on tuntavalt suurem kui põiki
kiude?Kristalliitidevaheline
aine venitatakse kiuliseks ja materjali omadused muutuvad
vektoriaalseteks (valtsimisel).
137.
Iseloomustada elastset deformatsiooni?Elastse
deformatsiooni korral pärast jõu kõrvaldamist keha vorm
taastub .
138.
Iseloomustada plastset deformatsiooni?Plastne
deformatsiooni korral pärast jõu kõrvaldamist keha säilitab uut
vormi.
139.
Mida nimetatakse libisemistasanditeks?Kristallvõre
aatomite kihte läbivaid tasandeid, mille vahel on võimalik
libisemine.
140.
Seletada joonist?Joonisel
on näidatud heksagonaalse ruutvõrega defektideta kristalli
nihketasandite omavaheline nihkumine olukorras,
kus
nihkepinge τzx on nihketasandi ühe diagonaali –
agd
sihiline. Vaatluse alla on võetud vaid tasand
agdknh.
Kui
kristallile rakendatud nihkepinge τzx ületab teatur piiri, hakkavad
tasandist agd olevad
aatomid liikuma
tasandis
hnk
olevate aatomite
suhtes. Nihkepikkusel x2 =ag/2 tõmbavad aatomeid a ja g võrdse
jõuga vastavalt aatomid h ja n
ning
n ja k – võre on labiilses tasakaalus. Labiilsest tasakaalust nii
telje x negatiivses kui ka positiivses suunas väljumisel
jõuab
võre stabiilsesse tasakaalu ilma et selleks oleks vaja rakendada
välisjõudu.
141.
Nimeta dislokatsioonide liigid?Servdislokatsioon
tekib mingi aatomitasandi järsult katkemisel ning seda ümbritsevate
aatomitasandite
paindumisel
katkemiskoha ümber.
Kruvidislokatsioon
kui
aatomitasandid deformeerunud kruvipindseteks.
142.
Mis on metallide kalestumise põhjuseks nende plastsel
deformeerimisel?Põhjuseks
on defektide, eriti dislokatsioonide arvu suurenemine kristallvõres,
mis tõstabki vastupanu edasisele
deformeerimisele.
Paljude
dislokatsioonide üheaegsel liikumisel nad hakkavad üksteist
“
segama ” mis on
metallide
kalestumise põhjuseks nende plastsel deformeerimisel.
143.
Millal on tegemist vaba lõikamisega?Juhul
kui lõikes on vaid pealõikeserva sirge osa – lõikeserva kuju ei
põhjusta laastu tekkele takistusi.
144.
Milliseid alaliike saab eristada täisnurksel vabal lõikamisel?Täisnurkne
vaba lõikamine, kus lõikekiirus on lõikeserva kõikides punktides
ühesugune
Täisnurkne
vaba lõikamine, kus lõikekiirus on lõikeserva erinevates puntkides
erinev
145.
Mis on takistatud lõikamine?Kui
lõikes olev lõikeserva osa ei ole sirgjooneline, püüavad
lõikeserva erinevates osades kujunevad laastu osad
liikuda erinevates suundades ja takistavad üksteise liikumist.
146.
Kirjeldada visuaalse vaatluse ja kiirfilmimise meetodeid ?Visuaalse
vaatluse meetodil on võimalik saada laastu tekkest vaid
kvalitatiivne ülevaade.
Kiirfilmimiseta
on võimalik laastu teket jälgida vaid väga väikestel
lõikekiirustel. Kasutatakse peamiselt täisnurksel
vabal
lõikemisel. Teriku katsekehasse tungimisel selle
poleeritud külgpind
tuhmub ja kurrustub, mille järgi saab
hinata
deformatsioonide
leviala .
Kiirfilmimisega
saab laastu teket jälgida kõikidel lõikeserva kuju ja
kinemaatikaga määratud lõiketingimustel ka
tööstuslikel
lõikekiirustel, kuid uurida pole võimalik plastsete
deformatsioonide leviala.
147.
Kirjeldada
jaotusvõrgu meetodit?Meetod
on leidnud kasutamist täisnurksel vabal lôikamisel. Katsekeha
poleeritud külgpindadele graveeritakse nn. jaotusvõrk
–
üksteist
puudutavad
ringid läbimõõduga 0,05-0,15 mm või ruudustik
samasuguse külje pikkusega nii, et need
asetatkse
teriku liikumissihilistes ridades. Kujunenud laastu tüve ja
katsekeha külgpinnal oleva jaotusvõrgu
elementide
muutuste järgi on võimalik hinnata plastsete deformatsioonide
leviala ja arvutada deformatsiooniastme
suurust
laastutekketsooni erinevates osades.
148.
Mis on makrolaast?Makrolaastu
all on mõeldud laastu, mille lõikamisel lõikesügavus on olnud
orienteeruvalt suurem kui 0,2 mm.
149.
Kirjeldage joonist. Mikrolihvi
saab uurida selle pinna mikrokôvaduse môôtmisega.
Môôtmistel
kasutatava koormuse valik sôltub môôdetava pinna kôvadusest,
struktuurist ja indentori jälje môôtmise
täpsusest.
Plastselt deformeeritud ala (laastutekketsooni) selgitamine laastu
tüve mikrolihvi
mikrokõvaduse
mõõtmisega. Lõigatav materjal - 20X. Lõiketingimused -
täisnurkne
vaba. Keskkond - vesi. Lõikekiirus 0,002 m/min
Näide
laastutekketsooni kindlakstegemisest laastu tüve mikrolihvi
mikrokõvaduse
jagunemise abil on toodud eelpoolsel joonisel.
Vaadeldud
meetod on väga töömahukas, kuid võib anda väärtuslikku
liainfot.
150.
Mis võimaldab määrata laastutekketsooni ulatust?Asjaolu,
et materjali plastsel deformeerimisel see kalestub, millele kaasneb
kõvadse kasv, võimaldabki määrata
laasutekketsooni
ulatust.
151.
Millest sõltub plastse deformatsiooni levimine alla lõikeserva
kujuteldavat trajektoori?Töödeldavast
materjalist Lõikerežiimist Teriku geomeetriast lõikeserva
ümardusraadiusest
152.
Mis suurendab plastse deformatsiooni leviala ulatust?Lõikekiiruse
ja esinurga vähendamine ning ettenihke suurendamine.
153.
Kirjeldage joonist laiemalt.Joonisel
on mikrolihv pärast pinna söövitamist.
Mikrolihvi
söövitamise järele, esile tulev tekstuur (plastsetest nihetest
orienteritud struktuur)
võimaldab
samuti hinnata
laastutekketsooni
leviala.
Söövitamiseks kasutatakse mitmesuguseid
happeid .
Plastne
deformatsioon levib ka allapoole lõikepinda ja töödeldud pinda.
Leviala
ulatus sõltub töödeldavast materjalist, lõikerezhiimist ja teriku
geomeetriast. Oluline roll on ka lõikeserva
ümardusraadiusel
ja kontaktinähetel teriku pindadel.
Lõikekiiruse
ja esinurga vähendamine ning ettenihke suurendaminesuurendab
leviala ulatust.Joonisel
on mikrolihv pärast pinna söövitamist.
154.
Mis on mikrotomeerimine?Mikrotomeerimise
all mõistetakse täisnurkset vaba lõikamist, kus lõikesügavus on
üliväike (0,1-0,2 μm) Et saada võimalikult
väikest
lõikeserva ümardusraadiust, kasutatakse klaasist lõikekiile.
155.
Mis on stabiliseerunud lõikeprotsessi tunnuseks?Stabiliseerunud
lõikeprotsessi tunnuseks võib lugeda lõikeprotsessi kasutatava
lõikejõu, lõigendi pindala ja lõiketemperatuuri
konstantsust
vaadeldaval lühiajalisel ajavahemikul.
Rangelt võttes pole neist ükski kunagi päris täpselt
konstantne .
156.
Nimeta neli lõikejõu muutumise põhjust?Dislokatsioonide liikumine laastutekketsoonis.
Lõigatava materjali struktuuriosakeste erinev vastupanu nihkele.
Tööpingi spindli põõrlemissagedusega muutuv lõigatava kihi paksus.
Teriku esipinna kuju tsükliliselt muutvad haardumisnähted teriku esipinnal.
157.
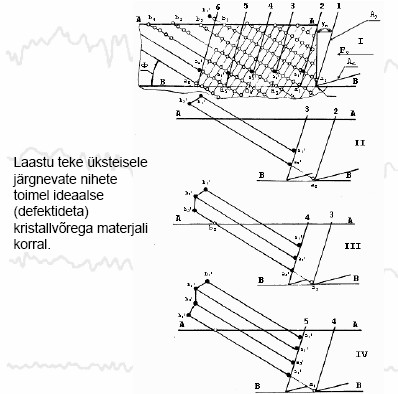
Kirjeldada laastu teket üksteisele järgnevate nihete toimel,
ideaalse kristallivõrega materjali korral. Teha joonis.
Joonisel
on näidatud põhimõtteliselt võimalik laastutekke skeem, mis
eeldab haardumisnähete puudumist teriku esipinnal Aγ
ning
struktuuri defektideta töödeldavat materjali. Lõigatava pinna
nominaalne kontuur on tähistatud AA, teriku tipu trajektoorBB.
Teriku
esipinda surutakse katsekehasse jõu Fz sihis. Positsioonis I on
toodud aatomite asetus katsekeha kristallvõres ja teriku asend
pärast
iga järjekordse nihke algust. Sidemed pinnast BB kõrgemal ja
madalamal olevate aatomite vahel katkevad .
Kuna
omavahel nihkuvate aatomikihtide aatomid satuvad teriku esipinna
aatomite mõjupiirkonda esipinna teekonna erinevate
pikkustega
lõikudel, kujuneb laastu välispind aatomite suurusjärgus
konarlikuks.
158.
Mis tingib nihkepinna kõrvalekaldeid tasandist, laastu kujunemisel
praktiliselt
stabiliseerunud
lõikeprotsessi korral?
Nihkepinna
kõrvalekaldeid tasandist tingib esmajoones teraline struktuur.
159.
Joonistada laastutekke skeem, mis kirjeldab laastu teket, kui puudub
hõõrdumine teriku esipinnal, kirjelda seda?
Kuna
hõõrdumist teriku esipinnal täielikult vältida ei õnnestu, ei
ole praktiliselt võimalik ka sileda välispinnaga laastu saada.
Hõõrdumine
esipinnal põhjustab peamiste nihkepindadega praktiliselt risti
olevaid, kuid oluliselt väiksema intensiivsusega nihkeid.
Viimaste
intensiivsus
väheneb lõikekiiruse suurenemisel ja ka esipinnast eemaldumisel.
160.
Kirjeldage joonist. Saadud
Al treimisel lõikekiirusel 180 m/min kujunenud laastu külgpinna
foto.
161.
Mida põhjustab hõõrdumine esipinnal?
Hõõrdumine
esipinnal põhjustab peamiste nihkepindadega praktiliselt risti
olevaid väiksema intensiivsusega nihkeid.
Intensiivsus
väheneb lõikekiiruse suurenemisel ja ka esipinnast eemaldumisel.
162.
Millist laastu nimetatakse segmendiliseks?
Tsükliliselt
muutuva pikkusega nihkepindadest formeeruvat laastu
nimetatakse
segmendiliseks.
163.
Millest sõltub segmendilise laastu teke?
Segmendilise
laastu teke sõltub lõiketingimustest, lõigatava materjali
koostisest
ja struktuurist, teriku geomeetriast ning lõikereziimist.
164.
Millega iseloomustatakse lõigatava kihi muutusi üleminekul
laastuks?
Laastu
paksus a1, samuti ka laastu laius b1 osutuvad suuremaks kui
lôigatava
kihi paksus a ja laius b.
Lõikamisel
eraldatava kihi pikkus l on alati suurem laastu pikkusest l1.
Lôigatava
kihi môôtmete muutusi üleminekul laastuks iseloomustatakse laastu
paksenemisteguriga Ka,
laienemisteguriga Kb
ja
lühenemisteguriga Kl:
Ka = a1/a, Kb = b1/b, Kl = l1/l.
166.
Mida iseloomustab laastu tekstuurinurk?
Laastu
tekstuurinurk iseloomustab laastu tekstuuri orientatsiooni
nihkepinna
suhtes.
167.
Mis on teriku liideste kontaktitingimuste eripäraks?
1.
suured surved ja kontakttemperatuurid;
2.
terik kontakteerub pidevalt uueneva laastu ja töödeldava tooriku
pindadega, mis on oma tekkemomendil juveniilsed
3.
tegelik kontaktpind on oluliselt suurem (orienteerivalt 2 - 3
suurusjärgu võrra) masina detailide vahelisest tegelikust
kontaktpinnast.
168.
Millal tekib teriku kasvaja?
Teriku
kasvaja tekib madalal lõikekiirusel (30-50 m/min). Saavutades max
oleku 300 kraadi juures ning kadudes peaaegu täielikult 600 kraadi
juures.
169.
Millistel temperatuuridel teriku kasvaja taandub?
Teriku
kasvaja taandub 600 kraadi juures.
170.
Miks teriku kasvaja on halb?
Halb
sellepärast sest vähendab töötlemistäpsust.
171.
Miks teriku kasvaja on hea?
Täites
teatud määral teriku rolli vähendab ta teriku kulumist.
172.
Millal teriku kasvaja võib tekkida ka teriku tagapinnale?
Väga
suure plastsusega materjalide lõikamisel võib väljakujunenud
teriku kasvaja laieneda ka teriku tagapinnale,
kuid
reeglina teriku tagapinnal kasvajat ei kujune.
173.
Kuidas laaste liigitatakse?
Saab
liigitada kuju jargi (voolav, segmendiline või
murdelaast)
174.
Kuidas laaste liigitatakse laastutekketsoonist väljumisel omandatud
kuju järgi?
-
murdelaastuks - liistakuliseks või pidevliistakuliseks;
-
elemendiliseks või pidevelemendiliseks; - segmendiliseks.
175.
Milliste materjalide lõikamisel tekib murdelaast?
Murdelaast
tekib habraste materjali lõikamisel.
176.
Millest sõltub deformatsiooniaste laastu tekkel?
Deformatsiooniaste
sõltub lõikekiirusest ja esinurgast.
177.
Millised on lõikeprotsessi mõjutavad sisemised tegurid?
-
keskmine
hõõrdetegur lõikuri esipinnal - μγ;
-
sisehõõrdumise ala ja kogu kontakti ulatuses liidesel terik-laast -
c
ja
c1;
-
keskmine
kontakttemperatuur liidesel terik-laast - θγo;
-
tegelik esinurk - γact.
178.
Millised on lõikeprotsessi mõjutavad välised tegurid?
Formaalselt
või olemuslikult mõjutavad tegurid.
179.
Millistesse rühmadesse jaotatakse välised tegurid?
-
geomeetrilised (lõikeriista
kujundusgeomeetria parameetrid);
-
lõikereziim (lõikekiirus,
ettenihe, lõikesügavus);
-
töödeldava ja teriku materjali omadustenäitajad;
-
töötluskeskkond
(õhk
või mingit liiki jahutus-määrdevedelik).
180.
Mida nimetatakse laastutekkejõuks?
Laastu
tekitab teriku esipinna surumine töödeldavasse materjali. Selleks
vajalikku esipinna poolt tekitatud jõud
u
Fγ nimetatakse
laastutekkejõuks. 181.
Kirjelda lõikejõukomponenti Fz?
Tangentsiaal
lõikejõu komponend mis
on risti
riisttaustsüsteemi põhitasandiga Pr.
182.
Kirjelda lõikejõukomponenti Fy?
Lõikejõu radiaal komponend mis
on risti
riisttaustsüsteemi töötasandiga Pf.
Pöördkehade
töötlemisel on Fy teriku tippu
läbiva
tooriku raadiuse sihiline. 183.
Kirjelda lõikejõukomponenti Fx?
Lõikejõu
telgkomponend mis on risti taandtasandiga Pp.
Pöördkehade
töötlemisel või telgriistade kasutamisel on Fx vastavalt tooriku
või
riista telje sihiline. 184.
Nimeta kolm parandustegurite rühma?
K
= KGKMKT,
KG
- teriku kujugeomeetriat, ülesseadet, kujumuutust kulumisel ja
tooriku läbimõõtu arvestav parandustegur;
KM
- töödeldavast materjalist sõltuv parandustegur;
KT
- töötlustingimusi arvestav paandustegur.
185.
Millised puudused on üheteguriliste katsetega saadud lõikejõu
komponentide empiirilistel valemitel?
-
valemid ei võimalda arvesse võtta protsessi mõjutavate tegurite
interaktsioone
-
valemite kuju ei võimalda eristada laastutekkejõudu ja teriku
tagapinnale mõjuvat jõudu
-
paljude valemis sisalduvate geomeetriast sõltuvate parandustegurite
väärtuste kohta puudub info
186.
Kuidas jagunevad töödeldud pinna kvaliteedi karakteristikud ?
Jagunevad
füüsikalisteks ja geomeetrilisteks.
187.
Nimeta füüsikalised karakteristikud?
1.Mikrostruktuur 2.Mikrokõvadus 3.Pinged pinnas
188.
Nimeta geomeetrilised karakteristikud?
1.Kujuhälbed
2.Lainelisus (makroreljeef) 3.Karedus ( mikroreljeef )4.Submikroreljeef
189.
Kuidas jaotatakse geomeetrilisi karakteristikuid sammust ja kõrguse suhtest lähtudes?
kui
samm/kõrgus > 1000 on tegemist kujuhälbega (makrogeomeetriline
hälve);
kui
samm/kõrgus = 50 - 1000 on pind laineline ;
kui
samm/kõrgus
190.
Nimeta iseloomulikumad pinna kvaliteedi füüsikalised
karakteristikud?
Lainelisus Poorsus 191.
Kuidas hinnati pinna karedust kui polnud selleks vatsavaid
mõõteriistu?
Hinnati
pinna karedust pinna kareduse etaloonidega võrdlemise teel. Võrreldi
kas visuaalse vaatlusega või küünega kompimisega.
192.
Millise pinna profiili saame lihvimisel , millise treimisel?
Lihvimisel
saadav profiil on reeglina korrapäratu, kuigi pinna karedus võib
olla väga väike. Teriklõikamisel enamasti korrapärane profiil.
193.
Mis süsteeme kasutatakse pinna profiili iseloomustavate
karakteristikute määramisel?
Pinna
profiili iseloomustavate karakteristikute määramisel kasutatakse
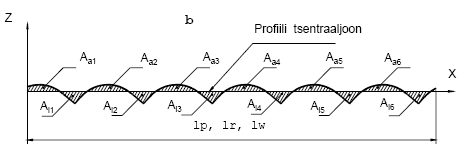
kas keskjoone süsteemi või tsentraaljoone süsteemi.
194.
Kuidas määratakse pinna profiili tsentraaljoon?
Profiili
tsentraaljoon määratakse nii, et pinna profiili ja tsentraaljoone
vahelised pindalad üleval ja allpool tsentraaljoont oleksid võrdsed.
195.
Kuidas määratakse profiili keskjoon?
Profiili
punktide ja keskjoone vaheliste ordinaatide ruutude summa oleks
minimaalne.
196.
Mis mõjutab pinna karedust treimisel?
Teriku
kulumine.
Teriku
kasvaja (plastsele deformatsioonile kaasnevad haardumisnähted)
Ettenihkest.
Abi-
ja pealõikeserva kujust.
Vibratsioonid.
197.
Mis on baasipikkus?
Nimetatakse
telje X sihilist pikkust, mida kasutatakse pinna profiili
ebakorrapärasusete identifitseerimisteks pinna profiili hindamisel.
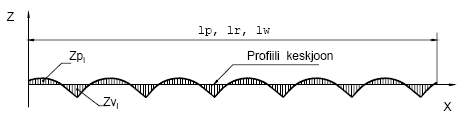
198.
Mis on hindamispikkus?
Hindamispikkus
ln (evaluation length) on telje X sihiline pikkus, mida kasutatakse
profiili määramiseks selle hindamisel.
Hindamispikkus
võib olla võrdne baaspikkusega või koosneda mitmest baaspikkusest.
199.
Kirjelda profiili hälvete aritmeetilist keskmist?
Profiili
hälvete aritmeetiline keskmine arvutatakse varemalt kasutusel olnud
samalaadse valemiga. Uute analoogsete suurustena on kasutusel Pa ja
Wa.

























Kõik kommentaarid