7 DW MDQD. DUDJDQRYD
KEEVITUS Lisaõppematerjal venekeelsele kutsekoolile Materjal on valminud Integratsiooni Sihtasutuse projekti "Eestikeelse õppe ja õppevara arendamine muu-
keelsetes kutsekoolides" raames (2005-2008). Euroopa Sotsiaalfondist rahastatud projekt kavandati vastavalt
Uuringukeskuse Faktum uuringule "
Kutsehariduse areng venekeelsetes kutseõppeasutustes" (2004). Projekti
eesmärgiks oli luua tingimused kvaliteetse eesti keele õppe läbiviimiseks ning arendada eestikeelse õppe
metoodikat kutseõppeasutuste venekeelsetes rühmades. Projekti käigus koolitati üle 300 õpetaja ning anti
välja 23 (e-)õppematerjali ja metoodikaraamatut. Materjalid asuvad veebikeskkonnas kutsekeel.ee.
Materjali soovitab Riiklik õppekavarühma nõukogu
Autor:
Tatjana Karaganova
Sisunõustamine: Toomas Pihl
Terminitoimetamine: Andres
Laansoo Keeletoimetamine:
Katre Kutti
Retsensent : Rein Pikner
Küljendamine ja kujundamine:
Aivar Täpsi
Teostaja : OÜ Miksike
© Integratsiooni Sihtasutus 2008
Tasuta jaotatav tiraaz SISSEJUHATUS
Eesti tööstuses mängivad tähtsat rolli masinaehitusettevõtted,
laevaehitus ja metallkonstruktsioonide
toot -
mine. Viimase viie aasta jooksul on selle haru ettevõtted saavutanud suure majanduskasvu. Peamine
prob -
leem selle tööstusharu juures on kvalifitseeritud, vajalike teadmistega ja eesti keele oskusega tööjõu (keevita-
jate) puudus. Kõik see tingis vajaduse uue õppematerjali loomise järele. Antud õppevahendis on peatükkide
kaupa välja toodud keevitusega seotud terminoloogia: käsikaarkeevitus,
gaaskeevitus ,
keevitamine sulamatu
elektroodiga kaitsegaasi keskkonnas, volframelektroodiga keevitamine argoonis. Eestikeelne õppematerjal KEEVITUSERILA EESTI KEEL aitab noortel töölistel sulanduda eestikeel-
sesse töökeskkonda ning aru saada tehnilistest eestikeelsetest dokumentidest. Õppematerjal on mõeldud
vastaval erialal kasutatavate terminite omandamiseks, tootmisprotsessi ülesannetest ja eesmärkidest arusaa-
miseks ning eestikeelses töökeskkonnas hakkamasaamiseks. Käesoleva õppematerjali näitlikkus ja lihtsus aitavad minimaalse töö ja ajakuluga täiendada oma eesti
keele sõnavara ja rakendada saadud teadmisi praktilises töös. Õppevahendis on materjal teemade kaupa liigendatud. Iga teema juurde on lisatud selgitava
tekstiga illustratsioonid . Lisaks
tekstile on iga teema juurde lisatud sõnad ja väljendid, mida ei saa
illustreerida , ent
mis on vajalikud teema täielikuks omandamiseks. Õppevahendi väljatöötamisel on kasutatud
kaasaegseid mõisteid. Õppevahendi mugavaks kasutamiseks
on materjali lõppu lisatud eesti-vene terminisõnastik. See õppematerjal aitab autori meelest igas vanuses keevituse-erialal töötavatel inimestel kiiremini integ-
reeruda eestikeelsesse töökeskkonda. Kokkuvõttes peaks kiirem integratsioon parandama töö
efektiivsust ,
lisama enesekindlust ja töörõõmu, ilma
milleta ei ole võimalik edu saavutada.
3
, - . 5 . -, , - . , : , , . KEEVITUSERILA EESTI KEEL , , . , - , , c . , - - . . - . -
, , . , . - . , , , . , , .
« , .» / /
4 SISUKORD
1. Üldteadmised keevitamisest ....................................................................................................................... 6 1.1. Keevitamise olemus, üldmõisted............................................................................................................. 6 1.2. Metallide keevitamise põhiviisid ............................................................................................................ 6 1.2.1.
Sulakeevitus .................................................................................................................................... 6 1.2.2.
Survekeevitus .................................................................................................................................. 9 1.3.
Keevisliidete liigid ................................................................................................................................ 10 1.4. Keevisõmbluste liigid............................................................................................................................ 12
2.
Kattega elektroodiga käsikaarkeevitus (MMA) e.
elektroodkeevitus .................................................. 14 2.1. Käsikaarkeevituse skeem
sulava elektroodiga ...................................................................................... 14 2.2. Keevitusseadmed................................................................................................................................... 15 2.2.1. Keevitustransformaator ................................................................................................................ 16 2.2.2. Keevitusalaldi............................................................................................................................... 17 2.2.3.
Keevitusmuundur ......................................................................................................................... 18 2.3. Käsikaarkeevituse sulav
elektrood ........................................................................................................ 19 2.4. Elektroodi katte paksuse mõju keevisõmbluse kvaliteedile.................................................................. 21 2.5.
Defektid käsikaarkeevitamisel .............................................................................................................. 22
3. Gaaskeevitus ............................................................................................................................................. 25 3.1. Gaaskeevituse üldine skeem (G) ........................................................................................................... 25 3.2. Atsetüleen ja teised põlevgaasid ........................................................................................................... 25 3.3. Keevitusleek .......................................................................................................................................... 26 3.3.1. Keevitusleegi liigid ...................................................................................................................... 27 3.4. Injektorpõleti ......................................................................................................................................... 29 3.4.1. Juhised keevituspõletite käsitsemiseks......................................................................................... 30 3.5. Surugaasireduktorid .............................................................................................................................. 31 3.6. Vasaksuunaline ja paremsuunaline keevitamine................................................................................... 33
4. Keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas (TIG-keevitus) ..................................... 36 4.1. TIG-keevituse üldine skeem.................................................................................................................. 36 4.2. Terase keevitamine TIG keevitusaparaadiga ........................................................................................ 37 4.3. Alumiiniumi ja tema sulamite keevitamine TIG keevitusaparaadiga ................................................... 38 4.4. Vesijahutusega TIG keevituspõleti ....................................................................................................... 39 4.5. Keevituskaare süütamine TIG keevitamisel.......................................................................................... 40 4.6. Volframelektrood. Volframelektroodi otsa töötlus ............................................................................... 41 4.7. Volframelektroodiga keevitamisel
tekkivad defektid ........................................................................... 42 4.7.1.
Volframi lisandite moodustumise põhjused................................................................................ 42 4.7.2. Pooride tekkimise põhjused ........................................................................................................ 43
Kasutatud kirjandus......................................................................................................................................... 47
Illustratsioonid................................................................................................................................................. 47
Eesti-vene sõnastik.......................................................................................................................................... 48
5 1. Üldteadmised keevitamisest
1.1. Keevitamise olemus, üldmõisted
Keevitamiseks nimetatakse tehnoloogilist protsessi, mis seisneb tervikliite
saamises ühendatavate
detailide vahel aatomsidemete loomise teel kohaliku või üldise kuumutamise,
plastse deformeerimise või
üheaegselt mõlema mooduse abil. Kõik
olemasolevad keevitusprotsessid võib jaotada kahte põhirühma survekeevitus ja sulakeevitus.
1.2. Metallide keevitamise põhiviisid
1.2.1. Sulakeevitus
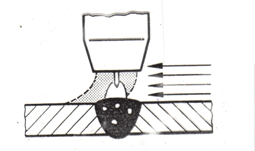
Sulavelelektroodiga käsikaarkeevitus (MMA ) e. elektroodkeevitus
Sulavelelektroodiga käsikaarkeevitus on enamlevinud keevitusviis. Seda kasutatakse legeeritud ja
süsinikteraste, malmi ning värviliste metallide keevitamiseks ja pealesulatamiseks. Sulavelelektroodiga keevitamisel annab põhimetalli ja elektroodi sulamiseks tarviliku soojuse nende
vahel põlev
elektrikaar . Kaare temperatuur on väga kõrge 4000...6000ºC.
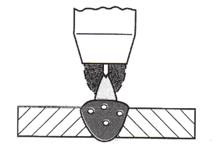
Sulas olekus põhi- ja elektroodi-
metall segunevad keevitusvannis ja tardudes moodustavad keevisõmbluse.
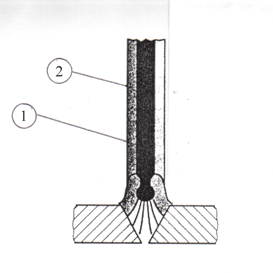
1. Elektrood - 2. Põhimetall
Sele 1.1. Sulavelelektroodiga käsikaarkeevitus
Terminid
elektrikaar keevisõmblus keevitamine legeeritud terased
malm sulakeevitus survekeevitus sulavelelektroodiga käsikaarkeevitus süsinikterased värvilised metallid
6 Pea meeles
Soojusallikaks on elektrikaar.
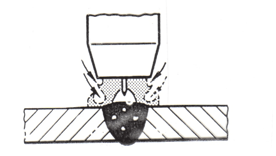
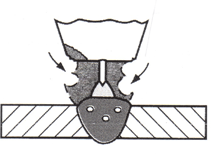
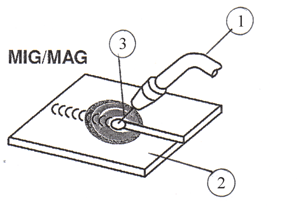
Kaitsegaasis keevitamine sulava elektroodiga ( MIG/MAG )
Sulava elektroodiga keevitamisel antakse
gaas kaare tsooni samuti nagu mittesulava elektroodiga keevita-
misel. Kaar põleb elektrooditraadi ja keevitatava detaili vahel.
Kaitsegaasina kasutatakse
inert -(
heelium ja
argoon ) ja aktiivgaase (süsihappegaas) või segugaase (Ar + CO2).
Inertgaasid on kasutusel värviliste
metal -
lide keevitamisel, süsihappegaas legeer -, kõrglegeer- ja süsinikteraste keevitamisel. Keevitatakse poolautomaatselt või automaatselt.
1. Keevituspõleti 2. Põhimetall 3. Elektrooditraat
Sele 1. 2. Kaitsegaasis keevitamine sulava elektroodiga
Terminid
argoon heelium kaitsegaasis keevitamine sulava elektroodiga süsihappegaas
Pea meeles
Soojusallikaks on elektrikaar.
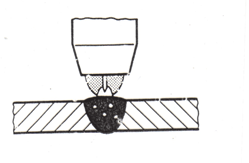
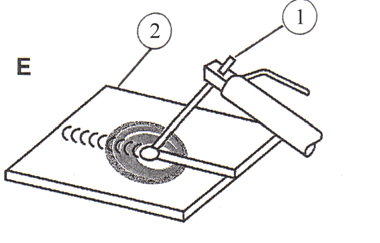
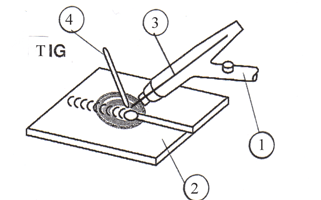
Sulamatu elektroodiga kaitsegaasi keskkonnas keevitamine (TIG -keevitus)
Mittesulava elektroodiga keevitamisel juhitakse
kaitsegaas (argoon või heelium) keevitustsooni läbi
gaasidüüsi, kaar põleb volframelektroodi ja keevitatava metalli vahel. Kaar süüdatakse kaarevahemiku
lühiaegse lühistamisega või spetsiaalse süüteseadme abil. Liitekoha täitmiseks antakse keevitustsooni
lisametalli keevitustraati.
7 Õhukesi detaile (ääristatud
servadega ) keevitatakse ilma keevitustraadita. Keevitada võib nii
alalis - kui
ka vahelduvvooluga.
Keevitusvool ,
keevitustraadi läbimõõt ja
keevituskiirus valitakse olenevalt keevitatava
detaili materjalist ja paksusest. Seda keevitusviisi kasutatakse kõrglegeeritud terastest ja värvilistest metallidest (Al,Mg,Cu,Ni jt) ning
nende sulamitest konstruktsioonide keevitamisel.
Terminid
alalisvool kaarvahemik keevituskiirus keevitusvool
lisametall läbimõõt
vahelduvvool üleskeeratud servadega
1. Keevituspõleti 2. Põhimetall 3. Volframelektrood 4. Lisametall
Sele 1.3. Keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas
Pea meeles
Soojusallikaks on elektrikaar.
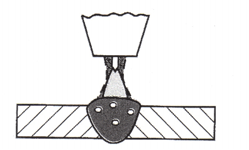
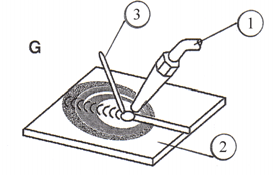
Gaaskeevitus (G)
Gaaskeevituse puhul on soojusallikaks keevituspõleti
leek , mis tekib põlevgaasi ning tehniliselt puhta
hapniku segu põlemisel. Tavaliselt kasutatakse lisametallina keevitustraati, kuid on võimalik keevitada ka
ilma selleta. Selliselt on võimalik keevitada peaaegu kõiki tehnikas kasutatavaid
metalle . Mõned metallid (plii, vask,
messing ja malm) keevituvad gaaskeevituse abil isegi paremini kui kaarkeevitusega.
8 1. Keevituspõleti 2. Põhimetall 3. Lisametall
Sele 1. 4. Gaaskeevitus
Pea meeles
Soojusallikaks on keevituspõleti leek.
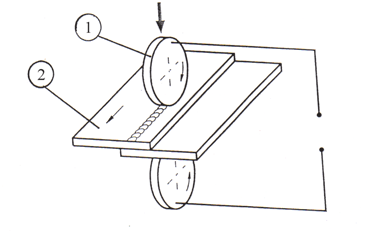
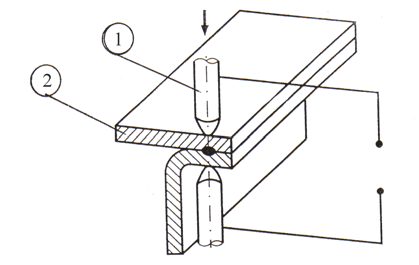
1.2.2. Survekeevitus
Punktkontaktkeevitus (punktkeevitus)
Punktkontaktkeevituse puhul pannakse
keevitatavad detailid teineteise peale. Koostatud ja märgitud
metall-lehed paigutatakse kahe vaskelektroodi vahele, millesse juhitakse vool. Elektroodide vahel metall
kuumeneb ja kokkusurumisel keevitub ühes punktis. Selliselt keevitatakse õhukesest metallist detaile autode,
reisivagunite ja lennukite tootmisel ning majapidamisriistade valmistamisel.
1. Vaskelektrood 2. Keevitatavad detailid
Sele 1. 5. Punktkeevitus
9
Joonkontaktkeevitus (joonkeevitus)
Joonkontaktkeevituse puhul surutakse keevitatavad detailid kokku pöörlevate elektroodide (rullide) abil,
millest lastakse läbi vool metalli kuumutamiseks ja sulatamiseks. Vool võib olla pidev või lühiajaliste im-
pulssidena. Iga impulsi tulemusena moodustub keevispunkt,
kusjuures tiheda õmbluse saamiseks punktid
osaliselt katavad üksteist. Seda keevitusviisi kasutatakse õhukeseseinaliste balloonide, paakide,
tulekustutite ning muude toodete valmistamisel.
1. Vaskelektrood 2. Keevitatavad detailid
Sele 1. 6. Joonkeevitus
Kontrollküsimused
1. Mida nimetatakse keevitamiseks?
2. Milliseid keevitusviise teate?
3. Milles seisneb sula- ja survekeevituse olemus?
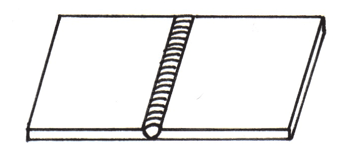
1.3. Keevisliidete liigid Keevisliiteks nimetatakse keevitamise teel saadud mitme detaili tervikliidet. Olenevalt keevitatavate detailide vastastikusest asendist eristatakse põkk-, nurk-,
vastak -, katte- ja ots-
ehk servliiteid.
Põkkliite puhul on liiteelemendid ühes tasa- või mingis muus pinnas. Kuni 2 mm paksuste detailide põkk-keevitamisel asetatakse detailid tihedalt, kalduservamata kokku või
ääristatakse
servad ja keevitatakse ilma lisatraadita. 2...4 mm paksusi detaile ei kalduservata, kuid detailide
vahele jäetakse
pilu . Üle 5 mm paksuste detailide põkk-keevitamisel servatakse liite ääred kaldu. 5...15 mm
paksused detailid servatakse V-kujuliselt, kui aga paksus ületab 15 mm, siis X-kujuliselt.
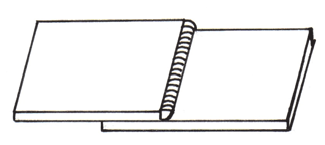
Sele 1.7. Põkkliide 10 Katteliite puhul paiknevad keevitatavad elemendid paralleelselt ning katavad üksteist osaliselt. Üle 3 mm
paksuste detailide gaaskeevitamisel ei ole katteliidet soovitatav kasutada, sest suurte sisepingete tõttu tekivad
märgatavad
deformatsioonid , mis jäiga
kinnituse korral võivad põhjustada pragusid.
Sele 1. 8. Katteliide
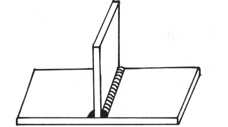
Vastakliite e. T-liite puhul ühendatakse ühe detaili ots teise detaili külgpinnaga. Kasutatakse
jäikusribide, sõlmplaatide, torustikumuhvide jne keevitamisel.
Sele 1. 9.
Vastakliide e. T-liide
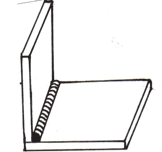
Nurkliiteks nimetatakse liidet, mille puhul liidetavad detailid paiknevad teineteise suhtes täisnurga või
väiksema nurga ja keevitatakse piki ühist serva.
Sele 1. 10.
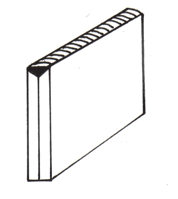
NurkliideÕhukeste detailide gaaskeevitamisel on laialt levinud otsliited, mille korral liidetavad detailid puutuvad
kokku külgpindu pidi ning keevitamisel sulatatakse kohakuti asuvad
otsad .
Sele 1. 11.
Otsliide11 Et
keevisliide tuleks tugev ning metall täielikult läbi keevituks, on vaja keevitatavad servad õigesti ette
valmistada. Kalduservatud äärte lahknemisnurk peab olema 60-90º. Õhukesi detaile keevitatakse ilma serva-
mata. Üle 5 mm paksuste detailide keevitamisel ääred kalduservatakse. Enne keevitamist tuleb keevitatavad
servad ning õmblusega külgnev põhimetall gaasipõleti
leegi abil hoolikalt
puhastada õlist, roostest, tagist,
niiskusest jmt.
Terminid
katteliide
pragu jäikusribi
rooste kaldu
sisepinge e
kalduservamata keevisliide sõlmplaadid nurkliide tagi otsliide torustikumuhv pilu vastakliide põkkliide
1.4. Keevisõmbluste liigid Keevisõmbluseks nimetatakse keevisliite osa, mis moodustub keevitusvannis oleva sulametalli kristalli-
seerumisel. Põleti leek või elektrikaar sulatavad ühes põhimetalliga ka lisametalli, mis omavahel segunedes
moodus -
tavad õmblusmetalli. Valmistamisviisilt jagunevad keevisõmblused ühe- ja kahepoolseteks. Väliskuju järgi eristatakse normaal-, tugev- ja nõrkõmblusi. Keevisõmblused liigituvad põkk- ja nurkõmblusteks.
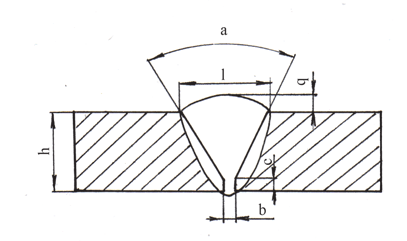
Põkkõmblus
l keevisõmbluse laius - q tugevduse kõrgus (normaalõmblustel ei ületa 2,5...3,0 mm) c kalduservamata osa kõrgus b pilu laius h keevitatava metalli paksus a
servade lahknemisnurk
Sele 1. 12. Keevisõmbluse ristlõige
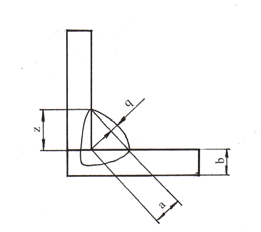
12 Nurkõmblus
b - keevitatava metalli paksus q tugevduse kõrgus z kaatet a keevisõmbluse paksus -
Sele 1. 13. Keevisõmbluse ristlõige
Z =a·2
Pea meeles
Põkkõmblus kuulub põkk- ja ots- ehk servliidete juurde.
Nurkõmblus kuulub nurk-, vastak- ja katteliidete juurde.
Terminid
nurkõmblus nõrkõmblus põkkõmblus ristlõige tugevdatud õmblus
Kontrollküsimused
1. Mida nimetatakse keevisliiteks ning milliseid keevisliidete liike teate?
2. Mida nimetatakse keevisõmbluseks?
3. Kuidas liigitatakse keevisõmblusi väliskuju järgi?
13 2. Kattega elektroodiga käsikaarkeevitus (MMA) e. elektroodkeevitus
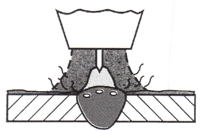
2.1. Käsikaarkeevituse skeem sulava elektroodiga Sulava elektroodiga keevitamisel annab põhimetalli ja elektroodi sulamiseks vajaliku soojuse nende vahel
põlev elektrikaar. Kaare temperatuur on väga kõrge + 4000...6000°C. Sulas olekus põhi- ja elektroodimetall segunevad keevitusvannis ja tardudes moodustavad keevisõmbluse. Metallelektrood on kaetud erilise kattekihiga, mis sulades tekitab
gaase ning räbu, kaitstes sellega kee-
vitusvanni pinda ning elektroodimetalli
tilkasid hapniku ja lämmastiku kahjuliku mõju eest.
Terminid
hapnik lämmastik räbu
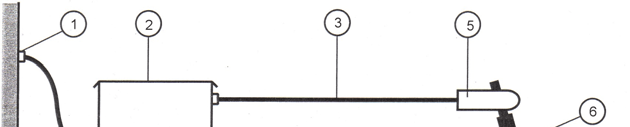
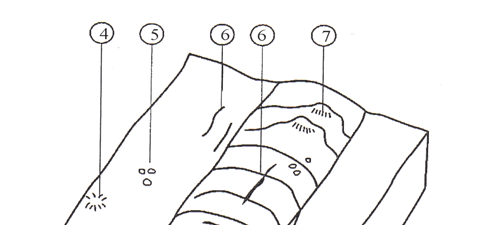
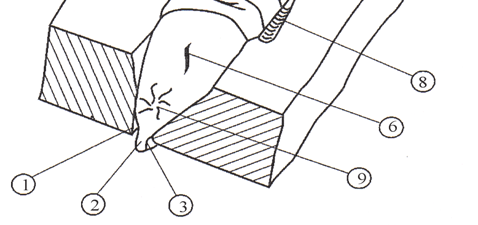
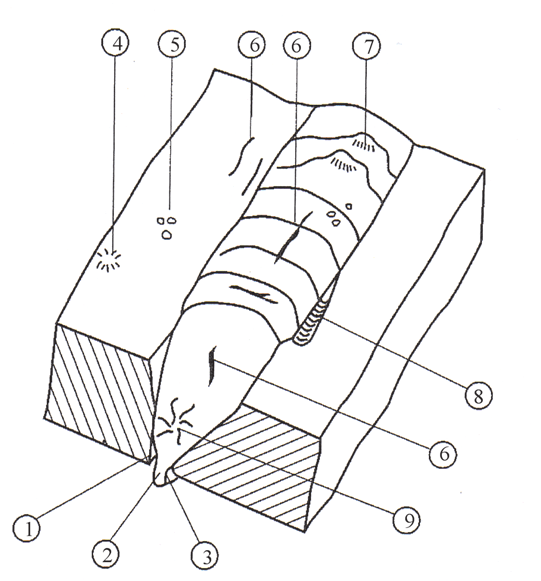
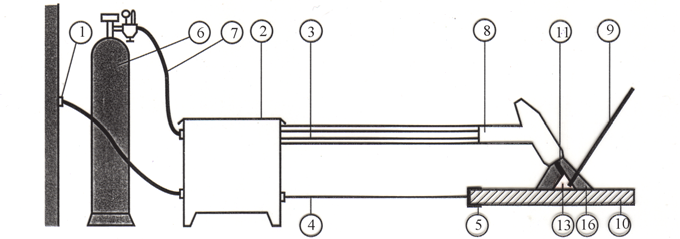
1. Vooluvõrku lülitamine 2. Keevitusseade 3. Keevitusjuhe käepidemele 4. Tagasivoolu keevitusjuhe 5. Elektroodihoidja 6. Sulav elektrood 7. Tagasivoolu kinnitusklemm 8. Detail 9. Keevituskaar
Sele 2.1. Käsikaarkeevituse skeem sulava elektroodiga
14 1. Sulavelektroodi
varras 2. Sulavelektroodi kate e 3. Tilga ülekanne 4. Kaitsegaasi
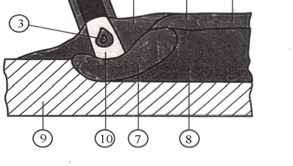
kuppel - 5. Vedel
slakk 6.
Tardunud slakk 7. Vedelkeevitusvann 8. Keevisõmblus 9. Detail 10. Keevituskaar
Sele 2.2. Keevitusvann
Kasutusala Sulava elektroodiga käsikaarkeevitus võimaldab keevitada erinevates asendites. Sulava elektroodiga saab keevitada legeerimata, vähelegeeritud, kõrglegeeritud teraseid ja malmi. Keevitada saab metalle, mille paksus on vähemalt kolm millimeetrit. Keevitusprotsessi tunnusnumber 111.
2.2. Keevitusseadmed
Keevitatakse nii alalis- kui ka vahelduvvooluga. Alalisvooluga keevitamisel kasutatakse vooluallikatena keevitusmuundureid ja -alaldeid,
vahelduvvooluga keevitamisel aga keevitustransformaatoreid.
Terminid
alalisvool vahelduvvool keevitusmuundur keevitusalaldi keevitustransformaator p
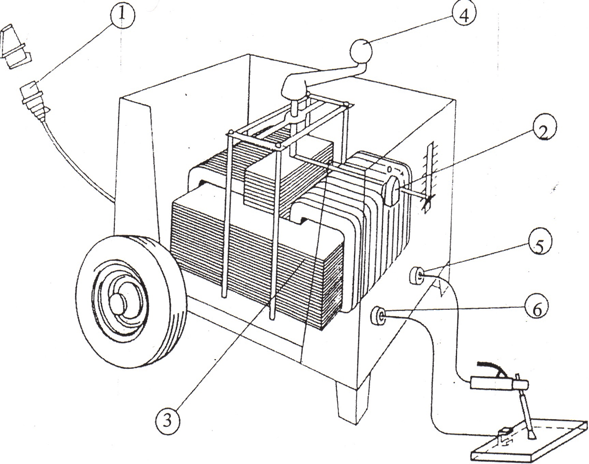
15 2.2.1. Keevitustransformaator
Keevitustransformaator toodab keevitamiseks vahelduvvoolu.
Sele 2.3. Keevitustransformaatori üldskeem
Keevitustransformaatori ehitus
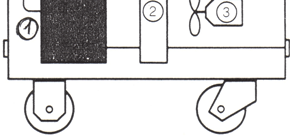
1. Vooluvõrku lülitamine 2.
Transformaatori sisse- ja väljalülitamine 3.
Transformaator (ühefaasiline) ( ) Transformaatori ülesanne: muundab krge võrgupinge madalaks keevituspingeks ja madala võrguvoolu kõrgeks keevitusvooluks. : .
4.
Keevitusvoolu reguleerimine 5. Keevitusjuhtme ühendamine elektroodihoidikuga 6. Klemmiga tagasivoolu juhtme ühendamine detailiga
Keevitustransformaatori puudused
1. Ei sobi keevitamiseks elektroodidega, millel on aluseline kate.
2. Kõrgendatud elektriohuga ruumides lubatakse keevitada aparaadiga, mille tühijooksu pinge ei ole üle 48V. Kui tühijooksu pinge on madal, siis halvenevad keevitusomadused, nt. kaare süütamine.
3. Reeglina ühendatakse transformaator vooluvõrku ühe või kahe faasiga ja seetõttu koormab ta võrku ebaühtlaselt.
Keevitustransformaatori eelised
1. Puudub magnettuul.
2. Lihtne ja töökindel konstruktsioon.
3. Teistest keevitusseadmetest tunduvalt odavam.
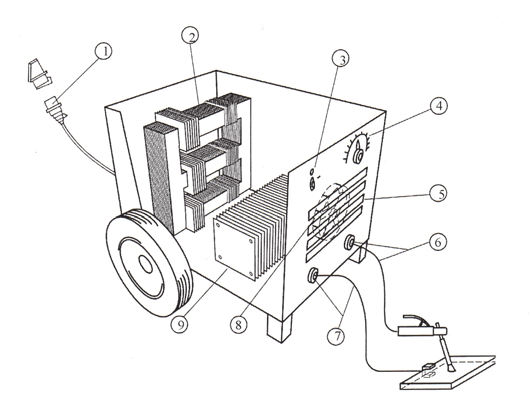
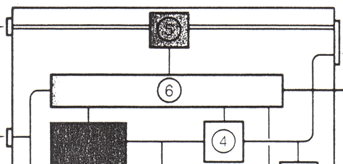
16 2.2.2. Keevitusalaldi
Keevitusalaldi toodab keevitamiseks alalisvoolu.
Sele 2.4. Keevitusalaldi üldskeem
Keevitusalaldi ehitus.
1. Lülitus vooluvrku 2. Transformaator (
kolmefaasiline ) ( )
/Transformaatori ülesanne on muundada kõrge võrgupinge madalaks keevituspingeks ja madal võrguvool
kõrgeks keevitusvooluks. : ./
3.
Alaldi sisse- ja väljalülitamine 4. Keevitusvoolu reguleerimine 5. Jahutusavad 6. Keevitusjuhtme ühendamine elektroodihoidikuga 7. Klemmiga tagasivoolu juhtme ühendamine detailiga 8.
Ventilaator /Ventilaatori ülesanne on jahutada alaldiplokki. : ./
9. Alaldi /Alaldi ülesanne on muundada vahelduvvool alalis-keevitusvooluks. : ./
Keevitusalaldi puudused
1. Magnettuul
2. Kõrgem hind kui transformaatoreil
Keevitusalaldi eelised
1. Sobib
kigi katetetüüpidega elektroodidega keevitamiseks.
2. Kolmefaasiline lülitus vooluvõrku tekitab reeglina vooluvõrgule ühtlase koormuse.
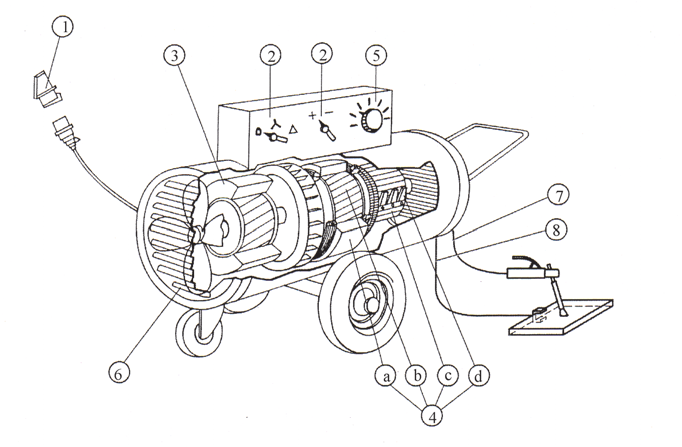
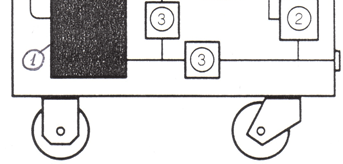
17 2.2.3. Keevitusmuundur
Keevitusmuundur toodab keevitamiseks alalisvoolu.
Sele 2.5. Keevitusmuunduri skeem
Keevitusmuunduri ehitus
1. Lülitus vooluvõrku 2.
Muunduri sisse-ja väljalülitus vastavalt või Y Y O välja lülitatud Y tähtühendus, esimene aste. Mootori käivitamine. kolmnurkühendus, teine aste. Keevitusvoolu tootmine.
3. Generaatori ajam - 4.
Generaator . Koosneb magnetpoolustest koos mähistega: a) ergutusmähis b)
ankur c)
kollektor d) süsiharjad 5. Keevitusvoolu reguleerimine 6. Ventilaator. Jahutab nii ajamit kui generaatorit.
7. Keevitusjuhtme ühendamine keevituskäpaga e. Elektroodihoidikuga 8. Klemmiga tagasivoolu juhtme ühendamine detailiga
Muunduri puudused
1. Seadme valmistamine on kallis.
2. Intensiivse hoolduse vajalikkus.
Muunduri eelised
1. Head keevitusomadused.
18 2.3. Käsikaarkeevituse sulav elektrood
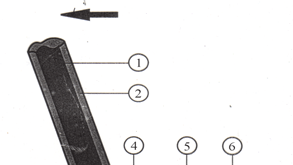
1. Elektroodi varras - 2. Elektroodi kate
Sele 2.6. Keevituselektrood
Kaarkeevitusel kasutatakse sulamatuid ja sulavaid elektroode. Sulavad
elektroodid tehakse traadist või
lindist, mille keemiline koostis on ligilähedane keevitatava metalli omale. Katte järgi tähistatakse ja liigitatakse elektroode järgmiselt:
A happeline kate, mis sisaldab raua,
mangaani , räni ja harvemini titaani
oksiide . Saadav õmblusemetall on tugevasti oksüdeerunud ja suure tihedusega, keevitada saab nii alalis- kui ka vahelduvvooluga.
B aluseline kate, mille peamine koostisosa on
kaltsiumfluoriid või kaltsiumkarbonaat (kriit,
marmor ). Keevitada tuleb vastupolaarse alalisvooluga.
C tsellulooskate. Tsellulooskattes on peamised koostisosad
tselluloos , jahu jt. orgaanilised
segud , mis soojuse mõjul gaasistuvad ja moodustavad kaarevahemikus hea gaasikaitse ning katavad sulametalli õhukese räbukihiga.
R rutiilkate, mille peamine koostisosa on
rutiil (TiO2). Kaar põleb püsivalt ja võimaldab keevitada igas asendis nii alalis- kui ka vahelduvvooluga. Seejuures tekib vähe pritsmeid.
Terminid
happeline kate aluseline kate () tsellulooskate rutiilkate raud räni
19 Elektroodide tähistamine EN-499 järgi.
E 38 3 - B 2 2 H10
Tabel 2.1. Elektroodi sesifreerimise näide EN-499 järgi E 38 3 - B 2 2 H10 1 2 3 4 5 6 7 8
1.E - käsikaarkeevituse elektrood
Tabel 2.2. Lühitähis voolavuspiirile, tugevusele ja keevisõmbluse suhtelisele pikenemisele
Lühitähis Min.
voolavuspiir Tõmbetugevus Minimaalne N/mm² N/mm² suhteline
pikenemine % 38 380 470 kuni 600 20
Tabel 2.3. Lühitähis keevisõmbluse materjali töötingimustele
Lühitähis Vähim purustustöö 47J minimaalsele °C 3 -30
Lühitähis keevisõmbluse keemilise koostise kohta. Pole tähist - Ehitusteras St 37 kuni St 52.
Lühitähis elektroodi katte tüübile. B aluseline kate
Tabel 2. 4. Lühitähis elektroodi väljatulekule ja voolu liigile
Lühitähis Väljatulek % Voolu liik 2 105 Alalisvool
Tabel 2.5. Lühitähis keevituspositsioonidele
Lühitähis Keevituspositsioonid 2 Kõik positsioonid, välja arvatud ülevalt alla.
Tabel 2.6. Lühitähis vesiniku sisaldusele keevisõmbluses
Lühitähis Vesiniku sisaldus cm³ -s iga 100 g keevisaine kohta maksimaalselt H10 10 cm³
Terminid
voolavuspiir tõmbetugevus suhteline pikenemine,
katkevenivus purustustöö löökpaindel elektroodi väljatulek voolu liik
vesinik
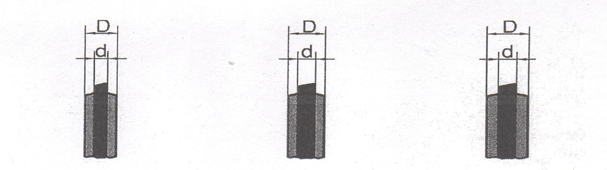
20 2.4. Elekroodi katte paksuse mõju keevisõmbluse kvaliteedile Vastavalt elektroodi katte
paksusele kvalifitseeritakse elektroodid õhukese-, keskmise- ja paksu kattega elektroodideks.
Sele 2.7. Katte paksus
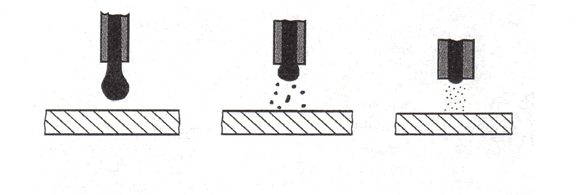
jämetilk peentilk pihustus
Sele 2.8. Metalli ülekanne õmblusesse
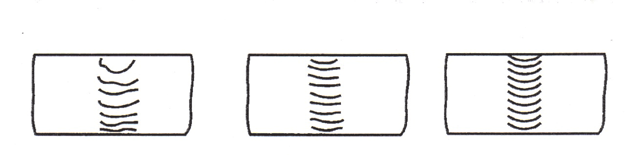
Jämedapinnaline Peenepinnaline Siledapinnaline
Sele 2.9. Keevisõmbluste väliskuju
Terminid
õhukese kattega elektrood keskmise kattega elektrood paksu kattega elektrood metalli ülekanne mblusesse jämedatilgaline ülekanne peenetilgaline ülekanne pihustusülekanne jämedapinnaline (suurte pinnakonarustega) peenepinnaline (väikeste pinnakonarustega) siledapinnaline
21 2.5. Defektid käsikaarkeevitamisel Keevisliites võivad tekkida sõltuvalt
keevitaja kutseoskustest, keevitusparameetrite kõikumisest, detailide
servade kuju hälvetest jm teguritest tingitud kõrvalekalded. Need võivad esineda nii pidevuses (
poorid ,
praod , lõhed räbupesad; õmbluse väliskujus olevad vajumid, lõpetuskraavid) kui ka mõõtmetes, puudulikus
ristlõikes, läbikeevitamatuses ja muus. Kui nimetatud kõrvalekalded ei kahjusta keevistoote töövõimet, s.o nende mõõtmed ja esinemissagedus
on lubatud piirides, siis nimetatakse neid keevitusdefektideks ja neid pole vaja reeglina parandada. Kui keevitusvigade mõõted või määr ületavad lubatu, siis lähevad nad üle keevitusvigadeks.
Välimised vead V-ettevalmistusega õmbluses
1. Juure sisselõige 2. Liiga suur juure läbivajumine 3. Läbikeevitamatus 4. Kaare süütamise koht väljaspool õmblust 5. Pritsmed elektroodi metallist 6. Praod 7.Liiga suur õmbluse kõrgus 8. Sisselõige pealispinnas 9. Kraatri pragu
Sele 2.10. Välimised vead
22 Sisemised vead V-ettevalmistusega õmbluses
1. Läbikeevitamatus 2. Poorid/gaasikanal , 3. Slakk/mittemetalsed ühendid ,
Sele 2.11. Sisemised vead
Kontrollküsimused
1. Milline elektrivoolu toime on kõige tähtsam käsikaarkeevitusel? -
soojuslik toime - magnetiline toime - keemiline toime - elektriline toime
2. Volt on mõõtühikuks... - pingele - voolu tugevusele - takistusele - võimsusele
23 3. Milline vool ja pinge on kasutusel meie
majapidamises ? - 110V ja alalisvool - 110V ja vahelduvvool - 220V ja vahelduvvool - 400V ja vahelduvvool
4. Millised üldised nõuded esitatakse toiteseadmetele? - keevitusvool madal, pinge kõrge - keevitusvool kõrge, pinge madal - keevitusvool madal, pinge madal - keevitusvool kõrge, pinge kõrge
5. Milline järgnevaist detailidest kuulub alaldile? - ankur - transformaator - magnetkarkass - kollektor
6. Milline keevitusvoolu seade omab kõige suuremat kasutegurit? - transformaator - muundur - alaldi - alaldi (
inverter )
7. Milliste keevitusaparaatidega saab keevitada aluselise kattega elektroodidega? -
trafo ja alaldiga - inverteri ja trafoga - muunduri ja trafoga - inverteri ja muunduriga
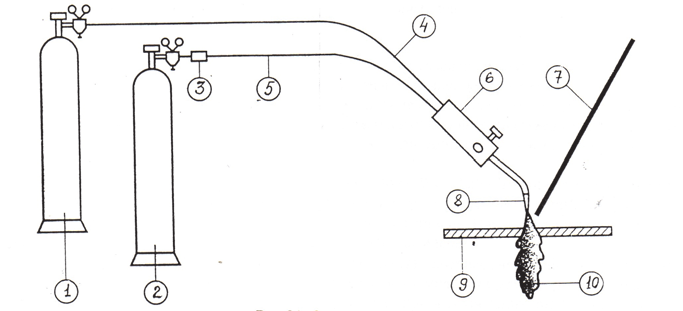
24 3. Gaaskeevitus
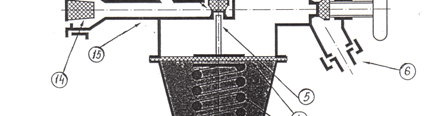
3.1. Gaaskeevituse üldine skeem (G)
Gaaskeevitus kuulub sulakeevituse rühma. See on lihtne protsess, mis ei nõua keerukaid seadmeid ega
elektrienergiaallikat. Gaaskeevituse puudusteks kaarkeevitusega võrreldes on väiksem keevituskiirus ja
suurem kuumenemispiirkond e. termomõju tsoon. Gaaskeevitust rakendatakse õhukesest, 1...3 mm paksu-
sest lehtmetallist toodete valmistamisel ja parandamisel. Kasutatakse peamiselt väikese ning keskmise
läbimõõduga torude montaazil, õhukeseseinalistest torudest liidete ja sõlmede keevitamisel. Keevitada saab
vaske, alumiiniumi ning nende
sulameid , messingit,
pliid ja malmi.
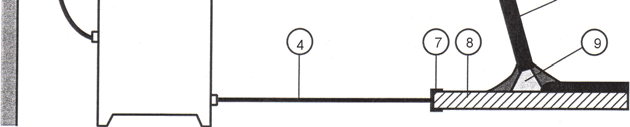
1. Hapnikuballoon 2. Atsetüleeniballoon 3. Kaitseklapp 4. Hapnikuvoolik 5. Atsetüleenivoolik 6. Keevituspõleti 7. Keevitustraat 8. Gaasidüüs 9.
Keevitatav metall 10. Leek
Sele 3.1. Gaaskeevituse üldine skeem
3.2. Atsetüleen ja teised põlevgaasid
Atsetüleen on metallide gaaskeevitamisel ja lõikamisel põhiline põlevgaas. Tema leegi temperatuur
ulatub tehniliselt
puhtas hapnikus põlemisel 3150ºC-ni. Kasutusala: kõik gaasileektöötlemise liigid. Atsetüleen (
C2H2 ) on süsiniku ja vesiniku keemiline ühend. Normaaltemperatuuril ja rõhul on tehniline
atsetüleen värvitu, terava küüslaugulõhnaga
gaas . Atsetüleeni kestev sissehingamine põhjustab iiveldust, peapööritust ning isegi mürgistust.
25 Atsetüleeni plahvatamisel tõusevad rõhk ja temperatuur väga järsku, mis võib esile kutsuda suuri purustusi
ning raskeid õnnetusi. Eeltoodud vahekordades moodustunud atsetüleeni segud hapniku ja õhuga võivad
plahvatada nii sädemest kui ka
tugevast kuumusest. Peale atsetüleeni kasutatakse metallide keevitamisel ning lõikamisel ka teisi, odavamaid ja vähem defit-
siitseid põlevgaase ning aure. Keevitamisel peab leegi temperatuur olema metalli sulamistemperatuurist ligikaudu kaks korda kõrgem,
seetõttu tuleb asendavaid gaase, mille leegi temperatuur on madalam kui atsetüleenil, kasutada nende metal-
lide keevitamisel, mille
sulamistemperatuur on madalam kui
terasel . Hapniklõikamisel kasutatakse põlevgaase, mis hapnikuga segatult annavad vähemalt 2000ºC-se leegi.
Propaan (C3H8) on normaaltingimustes värvitu ja lõhnatu põlevgaas. Hapnikusegu leegi temperatuur on
2600...2700ºC. Kasutusala: hapniklõikamine, värviliste metallide keevitamine ja jootmine, kuni 6 mm paksuse terase
keevitamine, õgvendamine, painutamine,
leegiga puhastamine. Vesinik (H2) on normaaltingimustes värvitu ja lõhnatu põlevgaas. Ta on üks kergemaid gaase, õhust 14,5
korda kergem. Teatud vahekordades õhu ja hapnikuga moodustab vesinik plahvatusohtlikke segusid. See-
tõttu tuleb keevitustöödel
rangelt täita ohutusnõudeid. Keevituskohale toimetatakse vesinik terasballoonides,
gaasilises olekus rõhu all. Kasutusala: malmi, alumiiniumi, messini ja kuni 2 mm paksuse terase keevitamine.
Terminid
jootmine leegiga puhastamine lõikamine painutamine propaan sulamistemperatuur süsinik vesinik õgvendamine õhk
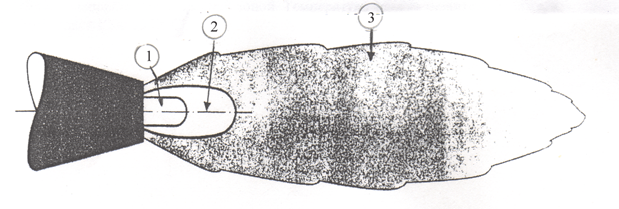
3.3. Keevitusleek Keevitusleek moodustub põlevgaasi ja hapniku põlemisel. Leegi ülesanne on kuumutada ja sulatada kee-
vituskohas põhi- ning lisametalli. Kõik põlevgaasid annavad keevitusleegi, millel on kolm selgelt eristatavat osa: tuum, töötsoon ja
loit .
1. Tuum - 2. Töötsoon 3. Loit
Sele 3.2. Leegi skeem ja temperatuuri jagunemine tsoonide järgi
26 Tuumal on teravalt
piiritletud , peaaegu silindriline, otsast ümarduv kuju, ta pind helendub tugevalt.
Tuuma suurus oleneb küttesegu koostisest, hulgast ja väljavoolukiirusest. Leegi tuuma läbimõõdu määrab
kindlaks suudmikukanali läbimõõt, tema pikkuse aga gaasisegu väljavoolukiirus. Hapnikurõhu suurenda-
misel kasvab põlevsegu väljavoolukiirus ja keevitusleegi tuum pikeneb, väljavoolukiiruse vähendamisel
tuum lüheneb. Tuuma temperatuur on ligikaudu 1000ºC. Töötsoon (keskmine tsoon) järgneb
tuumale ja eristub sellest selgesti tumeda värvuse tõttu. Selle pikkus
oleneb suudmiku
numbrist ja ulatub 20 mm ni. Kui keevitamisel asub keevitusvannis olev
sulametall leegi
keskmises tsoonis, saadakse keevisõmblus, mis ei sisalda poore, gaasi ega mittemetalseid lisandeid. Leegi selle osaga tulebki keevitada. Töötsoonis on temperatuur kõige kõrgem (3150ºC) punktis, mis asub
tuuma otsast 3...6 mm kaugusel. Töötsoonile järgneb loit, mis koosneb süsihappegaasist, veeaurust ja lämmastikust. Selle tsooni
temperatuur on tunduvalt madalam töötsooni temperatuurist ja on piirides 1200...2500ºC.
Terminid
põlevsegu lämmastik mittemetalsed lisandid suudmikukanal süsihappegaas veeaur väljavoolukiirus
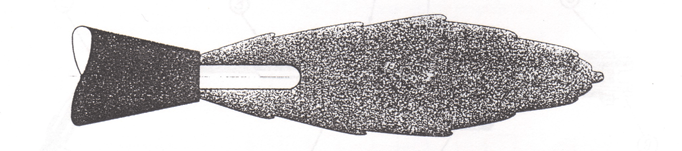
3.3.1. Keevitusleegi liigid
Põlevsegu koostisest, s.o hapniku ja põlevgaasi suhtest sõltuvad keevitusleegi kuju, temperatuur ja toime
sulametallile. Põlevsegu koostise muutmisega saab keevitaja muuta keevitusleegi põhiparameetreid. Olenevalt hapniku ja atsetüleeni omavahelisest suhtest saadakse kolm peamist keevitusleegi liiki: normaalne, oksüdeeriv ja
taandav leek.
Normaalleek
Normaalleek ehk
neutraalne leek saadakse teoreetiliselt juhul, kui ühele mahuosale hapnikule vastab üks
mahuosa atsetüleeni. Praktikas antakse hapnikku põletisse mõnevõrra rohkem 1,1...1,3 atsetüleeni mahtu.
Hapnikku antakse põletisse veidi rohkem seetõttu, et ta pole päris puhas, samuti kulub väike osa hapnikku
vesiniku põlemiseks. Normaalleegis on kõik kolm tsooni selgesti näha.
Sele 3.3. Normalleek
27 Oksüdeeriv leek
Oksüdeeriv leek tekib hapniku suure ülehulga puhul siis, kui põletisse antava hapniku maht on
atsetüleeni mahust rohkem kui 1,3 korda suurem. Seejuures muutub tuum koonusekujuliseks ja kahvatuks,
lüheneb tunduvalt ja tema piirjooned ähmastuvad. Samuti lühenevad leegi ülejäänud
tsoonid . Kogu leek
omandab sinakaslilla värvuse. Leek põleb mühinal, valjus sõltub hapniku rõhust. Oksüdeeriva leegi
temperatuur on kõrgem kui normaalleegil, kuid sellega ei tohi keevitada liiga suure hapnikusisalduse tõttu.
Liigne hapnik põhjustab õmblusemetalli oksüdeerumist, mistõttu saadakse poorne ja
habras õmblus.
Oksüdeerivat leeki on lubatud kasutada
messingi keevitamisel.
Sele 3.4. Oksüdeeriv leek
Taandav leek
Taandav leek tekib atsetüleeni ülehulga puhul siis, kui põletisse antava atsetüleeni ühe mahuühiku
kohta tuleb vähem kui 0,95 mahuühikut hapnikku. Sellise leegi tuuma piirjooned
kaotavad oma selguse,
tuuma otsale tekib aga roheline kroon, mille järgi otsustataksegi atsetüleeni ülehulga üle. Töötsoon on
tunduvalt heledam ja sulab
tuumaga peaaegu ühte, loit on aga muutunud kollakaks. Atsetüleeni suure
ülehulga puhul hakkab leek suitsema, sest atsetüleeni täielikuks põlemiseks ei jätku hapnikku. Leegi
temperatuur on madalam kui oksüdeerival ja normaalsel. Kergelt taandavat leeki kasutatakse malmi
keevitamisel.
Sele 29. Taandav leek
Tabel 3.1. Keevitusleegi kasutusvaldkond Metall Normaalleek Oksüdeeriv leek Taandav leek
Teras + - - Malm - - + Vask + - -
Alumiinium - - + Messing - + -
28 Pea meeles
Keevitusleegi iseloomu määrab keevitaja silma järgi leegi kuju ja värvuse põhjal. Leegi reguleerimisel
tuleb pöörata tähelepanu põlevgaasi- ja hapnikukulu õigele vahekorrale.
Põleti suudmiku kanali ristlõikepindala on võrdeline keevitatava metalli paksusega. Nõrgal (pehmel)
leegil on
kalduvus tagasilöökideks ja plaksudeks, tugev (
terav ) leek aga
puhub sulametalli keevitusvannist
välja.
Pea meeles
Keevitusleek ei tohi olla liiga nõrk ega tugev.
Terminid
normaalne leek nõrk (pehme) leek oksüdeeriv leek ristlõikepindala taandav leek tugev (terav) leek
Kontrollküsimused
1. Missugused omadused on atsetüleenil ning millist ülesannet täidab atsetüleen metallide gaaskeevitamisel ja lõikamisel?
2. Milliseid põlevgaase kasutatakse atsetüleeni asendavate gaasidena?
3. Milliseid keevitusleegi liike kasutatakse metallide gaaskeevitamisel ja lõikamisel?
4. Missugune on normaalse, oksüdeeriva ja taandava leegi koostis?
5. Milliste tunnuste järgi määratakse keevitusleegi liiki?
3.4. Injektorpõleti
Gaaskeevitaja põhiline tööriist keevitamisel ja pealesulatamisel on keevituspõleti. Keevituspõletiks nime-
tatakse
seadet , mille abil põlevgaas või põlevvedelike aurud segatakse hapnikuga ja tekitatakse keevitusleek.
Igal põletil on seadis, mis võimaldab reguleerida keevitusleegi võimsust, koostist ja kuju. Keevituspõletid liigitatakse järgmiselt:
1. põlevgaasi ja hapniku segukambrisse andmise viisi järgi injektoriga ja injektorita põletid.
2. otstarbe järgi
universaalsed (keevitamiseks, lõikamiseks, jootmiseks ja pealesulatamiseks) ning
spetsiaalsed (ühe operatsiooni jaoks) põletid;
3. kasutusviisi järgi käsi- ja masinpõletid.
Injektorpõleti on selline põleti, milles düüsist suure kiirusega välja voolav hapnikujuga imeb põlevgaasi
segukambrisse, kus tekib hõrendus.
29 1.
Suudmik 2. Otsik 3. Segukamber 4. Injektor 5.
Survemutter 6. Hapnikuventiil 7. Atsetüleeniventiil 8. Hapnikuvooliku
kinnitus 9. Atsetüleenivooliku kinnitus
Sele 3.6. Injektorpõleti skeem
Reduktorist tulev hapnik voolab läbi nipli, toru ja ventiili (5) injektori (4) düüsi. Düüsist suure kiirusega
väljudes tekitab ta atsetüleenikanalis hõrenduse, mille toimel imetakse atsetüleen läbi nipli (6), toru ja ven-
tiili (7) segukambrisse (3). Selles kambris hapnik ja atsetüleen segunevad, moodustades põlevsegu.
Suud -
mikust väljuv põlevsegu süüdatakse ning tekib keevitusleek. Gaaside voolamist põletisse reguleeritakse hap-
nikuventiiliga (5) ja atsetüleeniventiiliga (7), mis asuvad põleti käepidemel. Vahetatavad
otsikud kinnita-
takse põleti käepidemele survemutriga.
Pea meeles
Injektori ebaõige töö põhjustab leegi tagasilööke.
3.4.1. Juhised keevituspõletite käsitsemiseks
Ei ole lubatud töötada mittekorras põletiga, sest see võib põhjustada plahvatusi ja tulekahjusid, samuti
põletushaavu. Korras põleti annab normaalse ja püsiva keevitusleegi. Kui leek põleb ebaühtlaselt, s.t kustub või
rebeneb suudmiku küljest lahti ning tekivad tagasilöögid, on vaja kontrollida ja reguleerida põleti kõiki sõlmi. Kui põleti on korras, suletakse ventiilid ja ühendatakse atsetüleenivoolik, kinnitades ta niplile klambriga.
Hapniku- ja atsetüleenireduktorid seatakse vajalikule töörõhule. Põleti süütamisel avatakse
esmalt veidi
hapnikuventiil, millega atsetüleenikanaleis tekitatakse vajalik hõrendus, seejärel avatakse atsetüleeniventiil
ja süüdatakse põlevsegu.
Pea meeles
Sagedasel
traadiga (eriti terastraadiga) puhastamisel ning keevitamisel kulub suudmik ärapõlemise
tõttu. Ülemäära kulunud suudmik tuleb
asendada uuega.
30 Terminid
hõrendus
klamber käepide põlevsegu seade , töörõhk tööriist keevitusvoolik ,
Sele 3.7. Juhised keevituspõletite kästsemiseks
3.5. Surugaasireduktorid
1. Gaasi väljalaske ava 2. Kaas 3. Survevedru 4.
Membraan 5. Kõrgrõhukamber 6. Vooliku ühendus 7. Gaasi
sulgemise ventiil 8.
Manomeeter 9. Kaitseklapp 10. Survevedru 11. Membraan 12. Manomeeter 13. Kinnitus
balloonile 14. Filter 15. Madalrõhukamber
Sele 3.8. Hapnikureduktori skeem
31 Metallide gaaskeevitamisel ja lõikamisel peab gaasi töörõhk olema madalam
balloonis või
gaasitorustikus
olevast rõhust. Gaasi rõhku alandatakse reduktoritega. Reduktoriks nimetatakse seadet, mis
vähendab balloonist võetava gaasi rõhku kuni töörõhuni ning automaatselt hoiab selle püsiva, sõltumata
gaasi rõhu muutustest balloonis või gaasitorustikus.
Reduktorid erinevad üksteisest värvi ning balloni külge
kinnitamise viisi poolest. Välja arvatud atsetü-
leenireduktorid, kinnitatakse reduktorid survemutriga, mille keere vastab ventiili stutsi keermele. Atsetüleenireduktorid kinnitatakse ballonidele survepoldi ja klambriga või kinnitusmutriga.
Reduktor töötab järgmiselt. Rõhu all olev gaas voolab balloonist kõrgrõhukambrisse ja takistab klapi avanemist. Gaasi andmiseks
tuleb kaanes olevat reguleerkruvi pöörata päripäeva. Kruvi
surub kokku survevedru, mis omakorda lükkab
ülespoole painduvat membraani. Seejuures tõstab
ketas varda abil üles klapi,
surudes kokku survevedru,
ning gaas pääseb madalrõhukambrisse. Klapi avanemist takistab peale kõrgrõhukambris oleva gaasi rõhu
ka vedru, mis on survevedrust nõrgem.
Ettenähtud töörõhku hoitakse järgmiselt. Gaasi tarbimise vähenemisel suureneb madalrõhukambris rõhk, survevedru surutakse koomale ja
membraan
paindub allapoole, ketas koos vardaga laskub ning vedru toimel istub rõhuklapp osaliselt klapi-
pesale, vähendades gaasi voolu madalrõhukambrisse. Rõhku kõrgrõhukambris mõõdetakse manomeetriga 6, madalrõhukambris aga manomeetriga 11.
Reduktorite ekspluateerimise eeskirjad
Reduktorite ekspluateerimisel tuleb rangelt järgida ohutuseeskirju. Gaasi rõhu reguleerimisel ei tohi manomeetrite osutid minna üle punase kriipsu. Igasuguse rikke korral
suletakse kiiresti ballooni ventiil, lastakse reduktorist gaas välja ja kõrvaldatakse
rike . Töö lõpetamisel tuleb sulgeda ballooni ventiil ja keerata välja reduktori reguleerkruvi kuni vedru vabane-
miseni. Reduktorite ekspluateerimisel võivad tekkida põhiliselt järgmised
rikked : süttimine, külmumine ja gaasi-
leke.
Süttimine Süttida võib reduktor ballooni ventiili liiga kiirel avamisel. Reduktori süttimisel tuleb viivitamatult
sulgeda ballooni ventiil. Et vältida reduktori süttimist, tuleb ballooni ventiil alati avada aeglaselt ning
jälgida, et reduktori pinnal ei oleks tolmu ega õli.
Külmumine Suure gaasitarbimise korral võib balloonis olev niiskus külmuda ja ummistada kõrgrõhukambri
väljavooluavad, seejuures põletisse voolava gaasi hulk väheneb või katkeb hoopis. Eriti kiirelt toimub
külmumine, kui õhutemperatuur on 0ºC ümber. Külmunud reduktor sulatatakse lahti puhta kuuma vee või
auruga, lahtise tulega ei tohi seda
soojendada .
Gaasileke Reduktori ekspluateerimisel võib hakata gaas lekkima. Gaasilekke vältimiseks tuleb reduktoreid
hoolikalt käsitseda ning jälgida, et reduktorisse ei
satuks tolmu ega mustust. Eriti ohtlik on põlevgaaside
leke, sest õhuga segunemisel moodustub plahvatusohtlik segu.
Pea meeles
Ebatiheduste ja gaasilekete avastamiseks kaetakse reduktori ühenduskoht seebiveega lekkekohtadesse
ilmuvad seebimullid.
32 Sele 3.9. Balloni
avamise suund
Terminid
gaasileke külmumine lekkekoht rike süttimine
Kontrollküsimused
1. Kuidas liigitatakse keevituspõleteid?
2. Kuidas on ehitatud ning töötavad keevituspõletid?
3. Kuidas saab kontrollida injektorpõleti tööd?
4. Mis võib põhjustada hapniku- ja atsetüleeniballoonide plahvatamist?
5. Mis otstarve on reduktoritel ja kuidas neid liigitatakse?
6. Kuidas on ehitatud ning töötavad reduktorid?
3.6. Vasaksuunaline ja paremsuunaline keevitamine
Praktikas eristatakse kahte keevitamissuunda vasak- ja parempoolset.
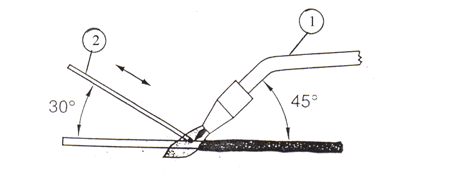
Vasaksuunaline keevitamine Vasaksuunalise gaaskeevitamise puhul keevitatakse paremalt vasakule, keevitusleek suunatakse veel
keevitamata metalliservadele, keevitustraat aga liigub leegi ees. See keevitusviis on laialt levinud ning kasu-
tatakse õhukeste ja kergsulavate metallide keevitamisel. Vasaksuunalisel keevitamisel kuumeneb põhimetall
hästi, soodustades sellega keevitusvanni edasiliikumist. Selle keevitusviisi korral näeb keevitaja hästi
õmblust, seetõttu on keevisõmbluse välimus parem kui paremsuunalisel keevitamisel.
33 1. Keevituspõleti 2. Keevitustraat
Sele 3.10. Vasaksuunaline keevitamine
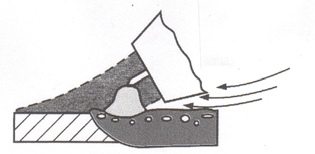
Paremsuunaline keevitamine Paremsuunalise keevitamise puhul keevitatakse vasakult paremale, keevitusleek suunatakse õmbluse
keevitatud osale, keevitustraat aga liigub põleti taga. Põleti suudmikuga tehakse ristsihilisi liigutusi. Kuna
leek on suunatud juba keevitatud õmblusele, on keevitusvann hästi kaitstud õhuhapniku ja lämmastiku eest
ning õmblusemetall jahtub kristalliseerumisel aeglasemalt. Õmbluse kvaliteet on kõrgem kui
vasaksuunalisel keevitamisel, ka leegi
soojus hajub vähem. Seetõttu tehakse paremsuunalisel keevitamisel
servade lahkmenurk 90º asemel 60...70º , millega vähendatakse pealesulatatava metalli kogust ja toote
kaardumist.
1. Keevituspõleti 2. Keevitustraat
Sele 3.11. Paremsuunaline keevitamine
34 Pea meeles
Paremsuunaline keevitamine on otstarbekohane üle 5 mm paksuste materjalide ja suure
soojusjuhtivusega metallide keevitamisel. Kuni 3 mm paksuste detailide keevitamisel on
vasaksuunaline meetod tootlikum.
Keevitustraadi läbimõõt Keevitustraadi läbimõõt valitakse vastavalt keevitatava metalli paksusele ja keevitamissuunale.
Vasaksuunalisel keevitamisel võetakse traadi läbimõõduks
d=s/2+1
Paramsuunalisel keevitamisel aga
d=s/2 s keevitatava metalli paksus mm. Traadi läbimõõt saadakse millimeetrites (mm).
Kontrollküsimused
1. Mille poolest erinevad parem- ja vasaksuunaline keevitamine teineteisest ning millal neid kasutatakse?
35 4. Keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas (TIG-
keevitus)
4.1. TIG-keevituse üldine skeem Kaitsegaasi keskkonnas volframelektroodiga võib keevitada teraseid, ka kõrglegeeritud ja värvilisi
metalle. Keevitada on võimalik alates materjali paksusest 0,5 kuni 6 mm kõigis keevitusasendites. Paksemate
materjalide puhul keevituskiirus väheneb oluliselt ja seal tuleb kasutada teisi võimalusi. Põhiliselt keevita-
takse paksemate materjalide juureõmblusi ning saadakse puhas pind ja kasutatakse juuregaasi.
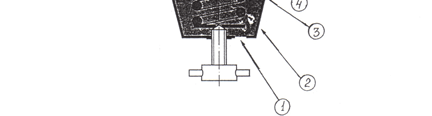
1. Ühendus vooluvõrku 2 .
Keevitusaparaadi toiteallikas 3. Keevitusvoolu kaabel 4. Tagasivoolu kaabel 5. Tagasivoolu kaabli
klemm 6. Kaitsegaasi
balloon reduktoriga 7. Kaitsegaasi voolik 8. Keevituspõleti 9.
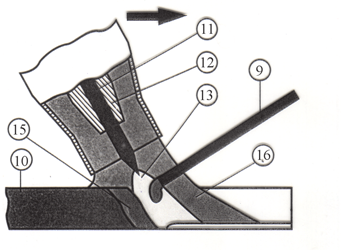
Lisamaterjal (varras) () 10. Keevitatav detail 11. Volframelektrood 12. Elektroodi kinnitustsang , 13. Keevituskaar 14. Keevitusvann 15. Keevisõmblus 16. Õmbluse gaasikaitse
Sele 4.1. TIG keevituse põhimõtte skeem
36 Sele 4.2.
Keevisvann4.2. Terase keevitamine TIG keevitusaparaadiga
Keevitamine alalisvooluga
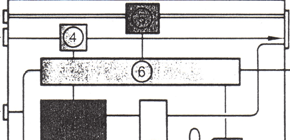
Sele 4.3. Keevitusaparaadi põhiosad
1. Transformaator (ühe või kolmefaasiline) Transformaatori ülesanne: muudab madala võrguvoolu
tugevaks keevitusvooluks ja võrgu kõrge pinge madalaks keevituspingeks.
2. Alaldi Alaldi ülesanne: muudab kolmefaasilise vahelduvvoolu alalisvooluks.
3. Ventilaator Ventilaatori ülesanne: jahutab alaldit ja transfomaatorit ülekuumenemise eest, kuna keevitusprotsessi käi- gus võivad nad üle kuumeneda ja süttida.
4.
Jahutusvedeliku rõhu relee Jahutusvedeliku rõhu relee ülesanne: kontrollib vesijahutusega põleti olemasolu korral jahutusvee tsirku- leerimist. Jahutusvedeliku ringlemise katkemisel lülitab relee keevitusaparaadi automaatselt vooluvõrgust välja ja keevitusprotsess katkeb.
5. Kaitsegaasi
etteande regulaator Kaitsegaasi etteande regulaatori ülesanne: elektromagnetilise kaitsegaasi klapi
avamine enne ja
sulgemine enne ja pärast keevitusprotsessi lõpetamist.
6. Juhtpult
37 Juhtpuldi ülesanne:
6.1. keevitusaparaadi sisse ja välja lülitamine
6.2. keevitusvoolu tugevuse reguleerimine
6.3. kaitsegaasi avamine enne keevitusprotsessi algust ja lõpetamine peale keevitusprotsessi
6.4. muud funktsioonid keevitusprotsessi läbiviimisel
4.3. Alumiiniumi ja tema sulamite keevitamine TIG keevitusaparaadiga
Keevitamine vahelduvvooluga
Sele 4.4. Keevitusaparaadi põhiosad
1. Transformaator (ühe või kolmefaasiline) - Transformaatori ülesanne: muudab võrguvoolu tugevaks keevitusvooluks ja võrgu kõrge pinge mada-
laks keevituspingeks.
2. Kõrgpinge impulsside generaator Generaatori ülesanne: toodab kõrgsagedusvoolu impulsse kaare paremaks süütamiseks keevitus- protsessis.
3. Kaitse
drossel ja kaitse
kondensaator Kaitse drosseli ja kaitse kondensaatori ülesanne: kaitseb transformaatorit kõrgsagedusvoolu impulsside eest. Vastasel juhul võivad kõrgsagedusvoolu impulssid rikkuda transformaatori mähist.
4. Filter kondensaator Filter kondensaatori ülesanne: tasandab erinevad voolu poolperioodid, mis võivad tekkida keevitus- protsessi käigus (alaldist voolu alaldamisel).
5. Kaitsegaasi etteande regulaator Kaitsegaasi etteande regulaatori ülesanne: elektromagnetilise kaitsegaasiklapi avamine ja sulgemine enne ja pärast keevitusprotsessi lõpetamist.
6. Juhtpult Juhtpuldi ülesanne: 6.1. keevitusaparaadi sisse ja välja lülitamine 6.2. keevitusvoolu tugevuse reguleerimine 6.3. kaitsegaasi avamine enne keevitusprotsessi algust ja sulgemine pärast keevitusprotsessi 6.4. muud funktsioonid keevitusprotsessi läbiviimisel
38 Pea meeles
Terast keevitatakse alalis- ja alumiiniumi sulameid ning alumiiniumi vahelduvvooluga.
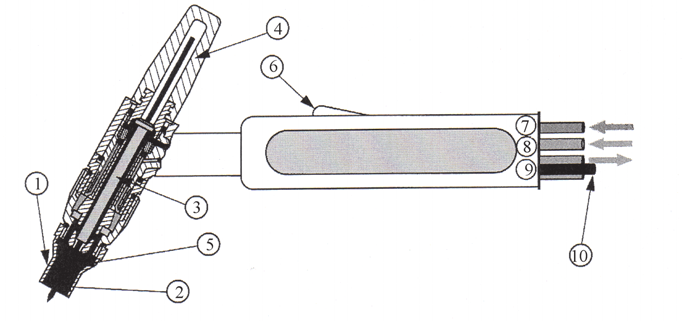
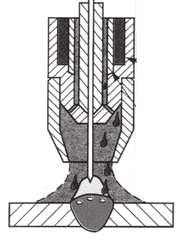
4.4. Vesijahutusega TIG keevituspõleti Keevituspõletisse on asetatud mittesulav volframelektrood, mille otsa ja detaili vahel põleb elektrikaar. Keevisõmbluse metalli
formeerumine toimub õmbluses kas ilma või koos lisamaterjaliga.
Sele 4.5. Keevituspõleti
1. Keevitusdüüs 2. Volframelektrood 3.
Tsang , elektroodi hoidja , 4. Elektroodi kuppel - 5. Kaitsegaas 6. Keevituspõleti lüliti 7. Kaitsegaasi
sissevool 8. Jahutusvedeliku sissevool 9. Keevitusvoolu juhe 10. Jahutusvedeliku äravool
Tabel 4.1. Põleti tüübid ja põleti jahutusviisid Põleti tüüp Põleti jahutus Keevitusvoolu suurus (A)
Normaalne Jahutus gaasiga Kuni 200 amprit Jahutus veega Alates 160 amprist Pikendatud Jahutus gaasiga Kuni 200 amprit
Lühike Jahutus gaasiga Kuni 200 amprit
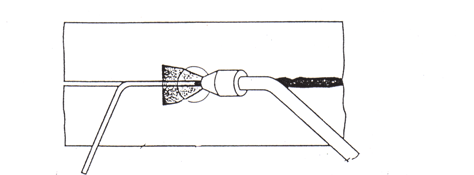
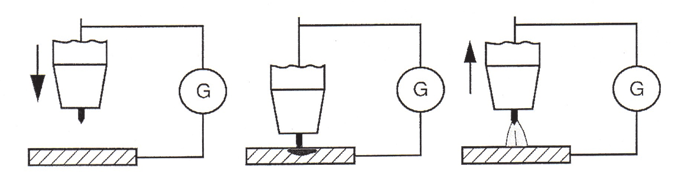
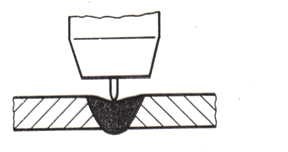
39 4.5. Keevituskaare süütamine TIG keevitamisel Selleks, et süüdata keevituskaart elektroodi ja detaili vahel, peab elektroodi ja detaili vaheline ala olema
elektrit juhtiv. Kõrge temperatuuri tõttu elektrikaare süütamisel muutub kaitsegaas siin elektrijuhiks. 35 Elektrikaare süütamisel on olemas kaks meetodit, kus kaart süüdatakse elektroodiga metalli puudutades
või metalliga kontaktivabalt.
Kaare süütamine elektroodi
puutega vastu metalli
Sele 4.6. Elektroodi puutega kaare süütamine
Koosneb järgmistest etappidest:
1. elektroodi lähendamine detailile;
2. elektroodi puude detailiga, lühise teke, kaare süttimine;
3. elektroodi eemaldamine detailist ja keevitamise alustamine.
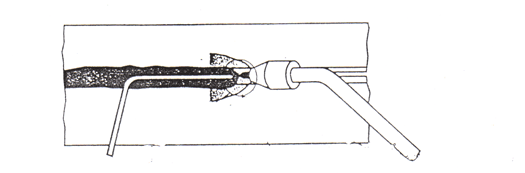
Volframelektroodi puutega
detailil või keevitusvannis võib juhtuda, et puruneb elektrood ja tükid võivad
sattuda keevisvanni. Elektrood võib sulada ja selle järel põleb kaar ebastabiilselt. Kui kaart süüdata
vasest lisaplaadil, võime vältida elektroodi purunemist ja tükkide sattumist keevisvanni. Elektroodi lisandeid kee-
visvannis loetakse keevitusdefektideks. Elektroodi puutega kaare süütamise moodust saame kasutada ainult alalisvooluga keevitamisel.
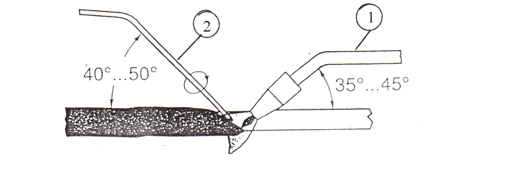
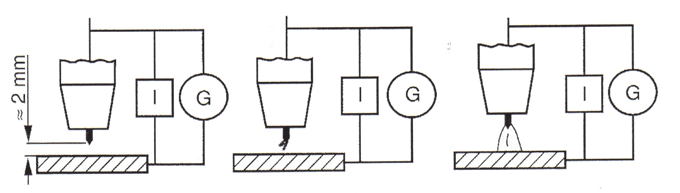
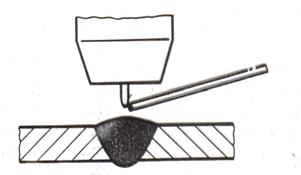
Kontaktivaba elektrikaare süütamine kõrgsagedusimpulsi abil
Sele 4.7. Kaare süütamine kontaktivabalt
Koosneb järgmistest etappidest:
1. elektroodi lähendamine detailile umbes 2 mm kaugusele;
2. elektrikaare süütamine kõrgsagedusimpulsside abil;
3. elektrikaare süttimine ja keevitamise alustamine.
I kõrgepinge impulsside tootja, ostsillaator
G keevitusvoolu allikas
Selle moodusega on võimalik elektrikaart süüdata nii alalis- kui vahelduvvoolu korral.
40 4.6. Volframelektrood. Volframelektroodi otsa töötlus
Elektrood EN 26848 1,6 75 WT 10
Elektrood saadetise tüüp
EN 26848 standardi number
1,6 elektroodi läbimõõt
75 elektroodi pikkus
WT 10 elektroodi koostis (siin 0.9... 1,2 % tooriumoksiidi )
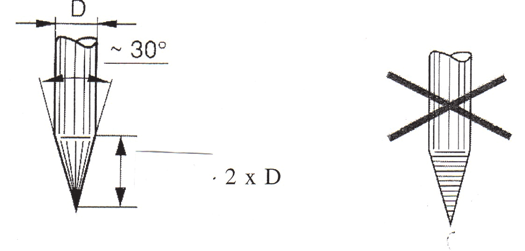
Volframelektroodi otsa kuju keevitamisel
Keevitamine toimub päripolaarse alalisvooluga, kus miinuspoolus on elektroodil. Alalisvooluga keevitatakse TIG keevitusprotsessis erinevaid terase ja vase sulameid.
Sele 4.8. Alalisvooluga keevitamise elektroodi
teritusTeritatud koonuse pikkus peab olema vähemalt kaks elektroodi läbimõõtu.
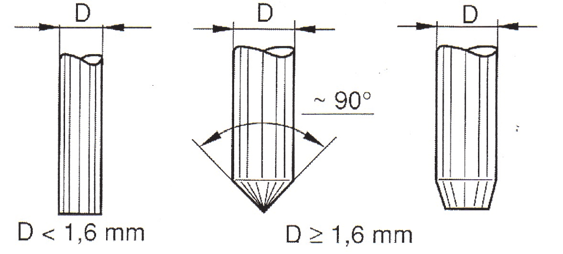
Keevitamine vahelduvvooluga Vahelduvvooluga keevitatakse TIG keevitusprotsessis alumiiniumi ja selle sulameid.
Sele 4.9. Vahelduvvooluga keevitamise elektroodi teritus
Elektroodi otsa ettevalmistus alumiiniumi keevitamiseks, kusjuures suurema läbimõõdu puhul tuleb ka
otsa töödelda.
Alumiiniumi keevitamisel tekib elektroodi otsa kerakujuline
moodustis . 41 Pea meeles
Volframelektrood tuleb puhastada mustusest ja rasvast.
Kui volframelektroodi ots puutub kokku keevitusvanniga või lisametalliga keevitamise ajal, tuleb
elektrood eemaldada, teritada uuesti ja elektroodiga kokku puutunud
lisamaterjali oksüdeerunud ots
lõiketangidega maha lõigata. Volframelektroodi otsa järgi saab määrata, kas meie valitud keevitusvool oli õige.
4.7. Volframelektroodiga keevitamisel tekkivad defektid
4.7.1. Volframi lisandite moodustumise põhjused
Purunenud volframelektroodi osad, mis on sattunud keevitusvanni, põhjustavad keevisvannis defekte.
Seal soodustavad nad
pragude teket, mis võib viia keevisõmbluse purunemiseni. Eriti ebasoovitatavad on
need alumiiniumi keevisõmblustes.
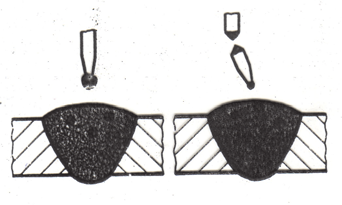
Sele 4.10. Volframilisandite
sattumine keevisvanni
Kui kuum volframi elektroodi ots satub keevisvanni, siis satuvad sinna ka elektroodi osakesed.
Sele 4.11. Volframilisandite sattumine keevisvanni.
Kui kuuma volframi elektroodi ots puudutab kokku lisamaterjali otsaga, siis volframi elektroodi osakesed
kleepuvad ja satuvad lisamaterjaliga keevisõmblusesse.
42 Sele 4.12. Volframilisandite sattumine keevisvanni.
Keevitamisel päripolaarse alalisvooluga (
miinus elektroodil), kui tekib ülekoormus liiga suurest
keevitusvoolust, võib volframelektroodilt eralduda tükikesi ja sattuda keevisvanni.
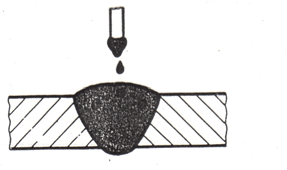
Sele 4.13. Volframilisandite sattumine keevisvanni.
Keevitamisel vahelduvvooluga võib tekkida ülekoormus, mille tulemusel võivad eralduda osakesed, mis
satuvad keevisvanni.
4.7.2. Pooride tekkimise põhjused
Sele 4.14. Ebapiisavast gaasikaitsest põhjustatud poorid. Ebapiisav kaitsegaasi kogus. Kaitsegaas ei kaitse täielikult keevisvanni ja tagajärjeks on pooride teke
keevisõmblusesse.
Sele 4.15. Liiga suurest kaitsegaasi kogusest põhjustatud poorid
Liiga suur kaitsegaasi kogus. Suur kaitsegaasi kogus tekitab suudmikust väljumisel gaasi keeriseid, mille
tulemusena seguneb kaitsegaas õhuga ja tekivad keevisõmbluses poorid.
43 Sele 4.16. Tugevast
tuulest põhjustatud poorid
Külgtuul, puhudes kiirusega üle 1 m/s või tõmbetuul, puhub kaitsegaasi õmbluselt ära, põhjustab pooride
teket keevisõmbluses.
Sele 4.17. Liiga väikesest gaasidüüsist põhjustatud poorid
Gaasidüüs on liiga väikese läbimõõduga. Kaitsegaas väljub düüsist kitsa joana ning ei kaitse täielikult kee-
visvanni. Mida laiem keevisvann, seda suurema läbimõõduga peab olema gaasidüüs. Pooride teke õmbluses.
Sele 4.18. Gaasidüüsi liiga suurest kaugusest põhjustatud poorid
Gaasidüüs asub liiga kaugel keevisvannist. Kaitsegaas ei jõua keevisvannini, mille tulemusel keevisvanni
vähene gaasikaitse põhjustab pooride teket keevisõmbluses.
Sele 4.19. Põleti liiga suurest kaldenurgast põhjustatud poorid
Keevituspõleti on keevitamisel detaili suhtes liiga kaldu. Kaitsegaasiga haaratakse kaasa välisõhku, mille
tulemusel satub segunenud õhuga kaitsegaas keevisõmblusesse, tekitades poore.
44 Sele 4.20. Jahutusvedeliku keevisvanni sattumisest põhjustatud poorid
Vesijahutusega põleti pole alati hermeetiline, mille tulemusel satub
jahutusvedelik kaitsegaasi voogu ja sealt
keevisõmblusesse, kus tekivad poorid.
Sele 4.21. Puhastamata pindadest põhjustatud poorid
Keevitatava metalli pinnal on mustust, rasva, õli, värvi või niiskust. Enne keevitamist tuleb metall
puhastada. Vastasel juhul tekivad keevisõmbluses poorid.
Sele 4.22. Defektsest gaasidüüsist põhjustatud poorid
Kaitsegaasi düüs võib olla mustunud, kattunud metalli pritsmetega või tükike ära murdunud. Kaitsegaas
väljub düüsist ebaühtlase vooluna, tekivad gaasi keerised, mis
haaravad kaasa õhku ja keevisõmblusesse
tekivad poorid.
45 Kontrollküsimused
1. Milline osa TIG aparaadist võimaldab süüdata kaart ilma kontaktita? - alaldi - kondensaator - kõrgpinge generaator - kaitse drossel
2.
Millisest voolutugevusest alates kasutatakse veega jahutatavat põletit? - 70A - 120A - 160A - 250A
3. Mida tähendavad numbrid 2,4 volframelektroodi tähistuses? - tõmbetugevust - elektroodi läbimõõtu - tsirkooniumi sisaldust % -
tooriumi sisaldust %
4. Millist ülesannet täidab kaitsegaas TIG keevitusprotsessis? - kaitseb keevitusvanni ülekuumenemise eest - vähendab keevituskaare magnetpuhumise mõju - kaitseb keevitusvanni õhus olevate gaaside eest - jahutab keevitusvanni
5. Millist metalli keevitatakse vahelduvvooluga? - ehitusteras - kõrglegeeritud teras - alumiinium - vask
46 Kasutatud kirjandus
1. .., .. . .: , 2004. 208 lk.
2. .. : - .: .., 1986. 208 lk., ill.
Illustratsioonid
1. Karaganova, T.
2.
Sokolov , I. Gaaskeevitus. 1984. Tallinn, Valgus. 296 lk.
3. .. : - .: .., 1986. 304lk.: ill.
4. Überblick über die Schmelzschweissprozesse.
Verlag für Schweissen und verwandte Verfahren. DVS Verlag GmbH, Düsseldorf.
5. Schweissgeräte, Zubehör. Verlag für Schweissen und verwandte Verfahren. DVS Verlag GmbH, Düsseldorf
47 EESTI-VENE SÕNASTIK
EESTIKEELNE VASTE
VENEKEELNE VASTE LK.
alalisvool 7, 15
aluseline kate () 19
argoon 7
detail 14
elektrikaar 6
elektrood 6
elektroodi väljatulek 20
elektroodihoidja 14
elektrooditraat 7
gaasileke 32
hapnik 14
happeline kate 19
heelium 7
hõrendus 30
jäikusribi 11
jämedapinnaline (suurte pinnakonarustega) 21
jämedatilgaline ülekanne 21
jootmine 26
kaarvahemik 7
kaatet 13
käepide 30
kaitsegaasi kuppel 15 kaitsegaasis keevitamine sulava elektroodiga 7
kaldu 11
kalduservamata 11
kalduservamata osa kõrgus 12
katteliide 10
keevisliide 10
keevisõmblus 6, 15
keevisõmbluse laius 12
keevisõmbluse paksus 13
keevitamine 6
keevitatava metalli paksus 12
keevitatavad detailid 9
keevitusalaldi
keevitustransformaator p 15 keevitusjuhe käepidemele 14
keevituskaar 14
48 keevituskiirus 7
keevitusmuundur 15
keevituspõleti 8
keevitusseade 14
keevitusvool 7
keevitusvoolik , 30
keskmise kattega elektrood 21
klamber 30
külmumine 32
läbimõõt 7
lämmastik 14, 27
leegiga puhastamine 26
legeeritud terased 6
lekkekoht 32
lisametall 7
lõikamine 26
malm 6
metalli ülekanne õmblusesse . 21
mittemetalsed lisandid 27
nõrk (pehme) leek 29
nõrkõmblus 13
normaalne leek 29
nurkliide 11
nurkõmblus 13
õgvendamine 26
õhk 26
õhukese kattega elektrood 21
oksüdeeriv leek 29
otsliide 11
painutamine 26
paksu kattega elektrood 21
peenepinnaline (väikeste pinnakonarustega) 21
peenetilgaline ülekanne 21
pihustusülekanne 21
pilu 10
pilu laius 12
põhimetall 7
põkkliide 10
põkkõmblus 13
põlevsegu 27
pragu 10
propaan 26
49 purustustöö löökpaindel 20
räbu 14
räni 19
raud 19
rike 32
ristlõige 13
ristlõikepindala 29
rooste 10
rutiilkate 19
seade , 30
servade lahknemisnurk 12
siledapinnaline . 21 sisepinge 10
sõlmplaadid 10
suhteline pikenemine, katkevenivus 20
sulakeevitus 6
sulamistemperatuur 26
sulav elektrood 14 e sulavelektroodi kate 15 sulavelektroodi varras 15 sulavelelektroodiga käsikaarkeevitus 6
survekeevitus 6
süsihappegaas 7, 27
süsinik 26
süsinikterased 6
süttimine 32
suudmikukanal 27
taandav leek 29
tagasivoolu keevitusjuhe 14
tagasivoolu kinnitusklemm 14
tagi 10
tardunud slakk 15
tilga ülekanne 15 tõmbetugevus 20
tööriist 30
töörõhk 30
torustikumuhv 10
tsellulooskate 19
tugev (terav) leek 29
tugevdatud õmblus 13
tugevduse kõrgus 13
50 üleskeeratud servadega 7
vahelduvvool 7, 15
väljavoolukiirus 27
värvilised metallid 6
vaskelektrood 9
vastakliide 10
vedel slakk 15
vedelkeevitusvann 15
veeaur 27
vesinik 20
volframelektrood 8
voolavuspiir 20
voolu liik 20
vooluvõrku lülitamine 14
51























































































Kõik kommentaarid