SisukordSisukordSissejuhatus 2
TIG
KEEVITUSAPARAADI EHITUS. 3
TIG keevitusega saab keevitada: 4
TIG keevitusseade. 4
Alalisvooluga
keevitamine . 5
Vahelduvvooluga keevitamine. 5
Vahelduvvoolu
aparaat . 6
TIG keevituspüstolite tüübid. 8
Keevituselektroodid. 8
Keevitusvoolu mõju elektroodile. 10
Kaitsegaasid TIG keevitamisel. 11
Lisamaterjalid ja nende tähistamine. 12
Keevitusdefektid TIG keevitamisel. 15
Defektide tekkimine keevitusaparaadist. 19
Kasutatud materjal 23
Sissejuhatus
TIG
keevitusega saab keevitada ka segamaterjale, nende hulgas malmi ja kasutatakse seda viisi torustike
keevitamiseks . Põhiliselt TIG
keevitus kuulub roostevabade ja happelise koostisega
terasest torude keevitamiseks.
TIG
keevitusega on võimalik keevitada alates 0,1 mm alates ülespoole.
Põhiline materjali paksus keevitamisel on 0,5...6 mm. Keevitada saab
kõigis ruumilistes asendites.
TIG
keevitus sulamatu elektroodigakaitsegaasi
keskkonnas.
TIG KEEVITUSAPARAADI EHITUS.
1.
Seina kontakt.
2.
Keevitusseade.
3.
Keevitusvoolu juhe.
4.
Tagasivoolu
kaabel .
5.
Tagasivoolu kaabli
klemm .
6.
Kaitsegaasi balloon. koos reduktori ja kulumõõtjaga.
7.
Kaitsegaasi voolik.
8.
Keevituspõleti.
9.
Lisamaterjali varras.
10.
Keevitatav detail.
11.
Volframelektrood.
12.
Elektroodi
pinguti ja voolujuht (tsangi).
13.
Keevituskaar.
14.
Sula keevisvann.
15.
Keevitusõmblus.
16.
Kaitsegaasi keskkond.
17.
Nool näitab
tegelikku keevitussuunda.
TIG keevitusega saab keevitada:
- alumiiniumi ja tema sulameid ;
- roostevaba - ja happelist terast;
- vaske ja tema sulameid;
- niklit ja tema sulameid;
- titaani ja tema sulameid;
- magneesiumi ja tema sulameid.
TIG
keevituse eelised:
- sobib pea kõikide materjalide keevitamiseks;
- keevitusvoolu on lihtne sättida;
- soojussisestust hea juhtida;
- hea sulatus ;
- võimalik keevitada õhukest materjali;
- võimalik keevitada ilma lisaaineta;
- ei tekita räbu;
- keevitusprotsess on hästi jälgitav;
- ei tekita pritsmeid ;
- juurepind on puhas, kui kasutatakse juuregaasi.
Puudused:
aeglane keevituskiirus paksude materjalide puhul;
- tundlikkus keevituskiirusele;
- tundlikkus materjali puhtusele;
- vajalik juuregaasi olemasolu.
TIG keevitusseade.
TIG
keevitusseade on sama, mis kaarkeevitamisel. Seade võib olla
alaldi ,
kust saadakse alalisvoolu (DC) või vahelduvvoolu (AC). Uuemad
seadmed on varustatus juba mõlema vooluliigiga, mida saab valida
vastavalt vajadusele.
TIG
keevitusvoolu iseloomustab järsult
langev
katakteristika. Keevitamisel keevitus-kaare pikkus vahetub kergesti,
kuna käsi
ei
püsi detailist ühel kaugusel ja sellest
tekib
pinge muutus. Voolutugevus
muutub
võrreldes pinge muutusega
õige
vähe nagu graafikult näha. TIG
keevitusseade
sobib ka käsikaar-
keevituseks.
TIG
keevitamisel kasutatakse alalisvoolu,
kus
elektroodis võib olla
miinus - kui ka
plusspoolus
ja samuti vahelduvvoolu.
Alalisvooluga
keevitamisel on põhiliselt elektroodis miinuspoolus.
Ettevaatust :
jälgige seda, et keevitamisel pluss-poolega oleks põletis õige
läbimõõduga
elektrood . Vastasel juhul võib põletada kas
elektroodi või isegi põleti maha.
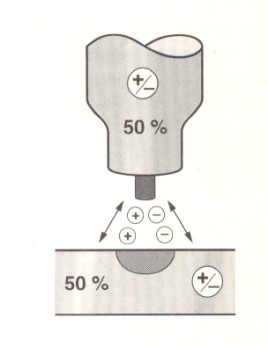
Alalisvooluga keevitamine.
Alalisvooluga
keevitamisel on elektrood lülitatud perioodi miinuspoolusega ja siin
elektronid eralduvad elektroodilt (st. katoodilt) ja siirduvad
plusspoolusele (anoodile) ja muutuvad plusspoolusel gaasiioonideks.
Ioonide liikumise tagajärjel tekib nende vahel erinev
soojushulk ,
kusjuures eraldub plusspoolele (elektroodilt) 70% ja miinuspoolele
(detaililt) 30% soojushulgast.
Vahetades
perioodi poolust, muutub ka elektronide ja gaasiioonide liikumise
suund. Siin eraldub elektroodile juba 70% soojusest ja 30% detailile,
mille tulemusel suure voolu tõttu elektrood sulab. Kasutades sellist
võimalust, peab elektrood olema suurema läbimõõduga. Kui
elektrood 1,6 mm kannatab voolu kuni 125 A miinuspoolega, siis
plusspoolega peaks see olema juba 6,4 mm.
Miinuspoolega
keevitades saame sügavama läbikeevituse kui plusspoolega
keevitades, see eest plusspoolega madalama ja laiema keevisõmbluse.
Perioodi
plusspoolega keevitamisel on metallipinda
puhastav toime, mida saab
ära kasutada alumiiniumi keevitamisel. Keevituskaares 1 liikuvad
ioonid 2 lõhuvad oksiidikihti 4, eemaldades oksiidiosad 3 metalli
pinnalt.
Seda
osa saab kasutada alumiiniumi keevitamisel, kuid siiski vastavalt
elektroodi võimsusele.
Vahelduvvooluga keevitamine.
Vahelduvvooluga
keevitamisel muutub poolused 100 korda sekundis vastavalt pinge
sagedusele vooluvõrgus. Poolperioodi ajal toimub keevitamine
miinuspooluse ajal ja metalli puhastamine oksiidi kilest plusspooluse
teise poolperioodi ajal. Sellist moodust tuleb kasutada alumiiniumi
ja tema -sulamite ning magneesiumi ja magneesiumisulamite
keevitamiseks.
Keevitusvoolu
liigi kasutamine erinevate metallide keevitamiseks.Keevitatav materjal Alalisvool (DC) Vahelduvvool (AC) Alumiinium x Magneesium xAlumiiniumpronksxTinapronksxTerasxRoostevaba terasxVaskx Nikkel ja tema sulamid xTitaanx
Vahelduvvoolu aparaat.
Voolikute
pakett Võrgu
toide Tema
osad:
Trafo ;
Kõrgepinge sageduse tekitamise transformaator – mis toodab kõrgsagedusega impulsse kaare kontaktivabaks süütamiseks;
Kaitse drossel ja kondensaator – kaitseb trafot 1 kõrgsagedus impulsside eest, mis võivad vigastada trafo mähist;
Filter -kondensaator – silub erinevaid poollaineid, mis tekivad keevitusprotsessides, omab alaldi effekti ;
Kaitsegaasi magnetklapp – kaitsegaasi voolu reguleerimiseks;
Juhtpaneel – keevitusprotsessi juhtimiseks .
Veepump ja relee – jahutusvee ringlemiseks ja relee kontrollib jahutusvee taset ja selle puudumisel lülitab keevitusvoolu välja.
Peale
selle on aparaadis alaldi plokk ja ventilaator alaldi ploki kui ka
jahutusvee jahutamiseks.
TIG
keevituspõleti.
1.
Gaasidüüs; 6. Keevitusaparaadi töö lüliti.
2. Volfram elektrood; 7. Kaitsegaas töökohale.
3.
Elektroodi survehülss e.
tsangi. 8.
Jahutusvee pealejooks.
4.
Elektroodi kate e. kübar. 9. Keevitusvoolu juhe.
5.
Kaitsegaas. 10. Jahutusvee tagasijooks jahutisse.
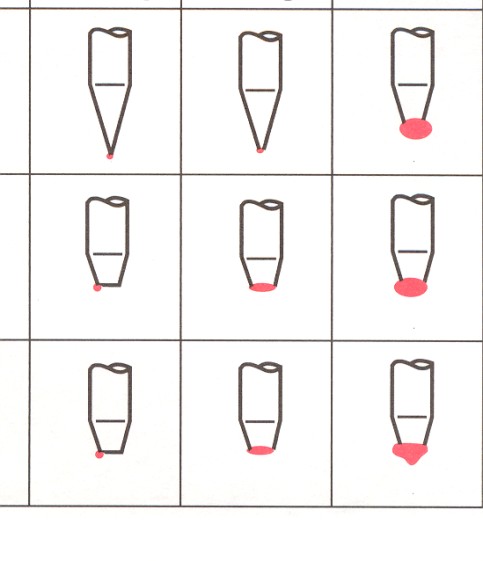
TIG keevituspüstolite tüübid.
Keevituspüstoli kuju
Jahutuse viis
Keevitusvoolu suurus
Normaalne
Kaitsegaasiga jahutatav põleti.
Kaitsegaasi ja vesijahutusega põleti.
Keevitusvoolu suurus kuni 200 A.
Keevitusvoolu suurus alates 160- nest amprist.
Pikendatud
Kaitsegaasiga jahutatav põleti.
Keevitusvoolu suurus kuni 200 A.
Lühike
Kaitsegaasiga jahutatav põleti.
Keevitusvoolu suurus kuni 200 A.
Vajutades lülitile antakse põletisse vastavalt reguleerituse astmele kaitsegaas koos
jahutusvee ringlusega
ja seejärel keevitusvool .
Gaasi
suudmikud vastavalt elektroodi läbimõõdule.
Elektroodi Ø
Suudmiku nr.
Elektroodi Ø
Suudmiku nr.
0,5
4 – 5
3.2
6 – 7 – 8
1,0
4 – 5
4,0
8 – 10
1,6
4 – 5 – 6
6,4
10 – 12
2,4
5 – 6 – 7
8,0
12 – 15
Keevituselektroodid.
Põhilised
keevituselektroodid on valmistatud 2% sisaldusega tooriumi oksiidiga,
mis on kasutuses kogu maailmas. Peale selle kasutatakse veel nagu
tsirkooniumi, lantaani, tseesiumi oksiide ja harukordseid
muldmetalle. Kasutusel
olevad elektroodid ,
nende
koostis, tähistus ja kasutusala.
Kood
Oksiidi lisand
Värvi kood
Kasutusala
Märkused
WS
Haruldane muldmetall
türkiissinine
keevitus
Birjuzovõi
WL10
0,90-1,2 La2O3
must
lõikamine
Lantaan
WL20
1,80-2,20 La2O3
sinine
lõikamine
Lantaan
WC20
1,80-2,20 CeO2
hall
keevitus
Tseerium
W
---------------
roheline
keevitus
puhas volfram
WZ4
0,30-0,50 ZrO2
pruun
keevitus
lõikamine
tsirkoonium
WZ8
0,70-0,90 ZrO2
valge
keevitus
lõikamine
tsirkoonium
WT10
0,90-1,20 ThO2
kollane
keevitus
Toorium
WT20
1,80-2,20 ThO2
punane
keevitus
Toorium
WT30
2,80-3,20 ThO2
violetne
keevitus
Toorium
WT40
3,80-4,20 ThO2
oranz
keevitus
Toorium
WS
— tuleviku elektrood, mis ei oma radioaktiivseid lisandeid.
W
— puhas volfram elektrood:
eelised
– odav,
kaar põleb stabiilselt , alalisvooluga väike alaldav toime.
puudused
– halvad süütamise omadused, väikene vastupidavus, piiratud
voolutugevus keevitamisel
WT
— tooriumoksiidiga
elektrood:
eelised
– vastupidavad,
talub suurt keevitusvoolu,
head süütamise omadused.
puudused
– kallid, vahelduvvooluga keevitamisel väheneb alaldav toime,
piiratud kaare põlemise stabiilsus.
Elektroodide läbimõõdud: 0,5; 1,0; 1,6; 2,4; 3,2; 4,0; 6,4 ja 8,0 mm.
Elektroodide pikkused: 50; 75; 150 ja 175 mm.
Elektroodide
tähistamine: Elektrood DIN 32528 — 1,6 — 75 — WT10
Tarne vorm
Standardi
number
Elektroodi diameeter
Elektroodi
pikkus
Elektroodi
mark
Elektroodide teritamine .
Terased.
Keevitusvoolu mõju elektroodile.
Voolu
tugevus
Elektrood
tuleb teritada vasta- väike õige suur
valt kasutatava keevitusvoolu
suurusele.
Kui elektrood teri-
tada
liiga peenike , siis keevi -
tamisel ots sulab ja osakesed
satuvad
õmblusesse ja tekitab
defekte.
Kui
elektrood teritada liiga töm-
bi
otsaga, siis keevituskaar on
liiga
lai ja ei sulata vajaliku
ulatusega.
Väikese vooluga on
kaar
liiga lai ja väikese sula-
tus
sügavusega.
Lubatavad
ja soovitatavad voolutugevused elektroodidele.
Elektroo-di Ø mm
Alalisvool (A)
DC (käepide - )
Alalisvool (A)
DC (käepide +)
Vahelduvvool
AC (A)
Puhas volfram
Volfram oksiidiga
Puhas volfram
Volfram oksiidiga
Puhas volfram
Volfram oksiidiga
0,5
2-20
2-20
-------
-------
2-15
2-15
1,0
10-75
10-75
-------
-------
15-55
15-70
1,6
40-130
60-150
10-20
10-20
45-90
60-125
2,0
75-180
100-200
15-25
15-25
65-125
85-160
2,4
130-230
170-250
17-30
17-30
80-140
120-210
3,2
160-310
225-330
20-35
20-35
150-190
150-250
4,0
275-450
350-480
35-50
35-50
180-260
240-350
5,0
400-625
500-675
50-70
50-70
240-350
330-460
6,3
550-875
650-950
65-100
65-100
300-450
430-575
Argooni
kulu - liitrit minutis täpse määramise diagramm.
Teras ja roostevaba teras.
Alumiinium, magneesium ja vask.
Nikkel.
Materjali
paksus mm. Düüsi
Ø mm.
Kõrvalekalded
antud diagrammist võivad juhtuda:
- keevitusvanni suurusest ;
- erinevast keevitamiskiirusest;
- erinevad tsoonid soojuse hajumisest;
- keevituspõleti võnke ulatusest.
Kaitsegaasi
argooni kulu määratakse keevitusdüüsi läbimõõdu järgi. Mida
õhem on keevitatav metall , seda väiksem peab olema gaasidüüsi
läbimõõt. Paksema materjali keevitamisel tuleb juure keevitamiseks
valida väiksema läbimõõduga düüs ja järgnevad kihid juba
suurema düüsiga, mis kataks kaitsegaasiga kogu õmbluse
pealispinna. Seega tuleb ka suurendada kaitsegaasi kogust.
Kaitsegaasid TIG keevitamisel.
Kaitsegaasi
ülesandeks on kaitsta volframelektroodi, stabiliseerida kaare
põlemist, ümbritseda keevitusvanni ja kaitsta seda õhus oleva
hapniku ning
lämmastiku toime eest.
Kaitsegaasid
vastavalt keevitusviisile ja materjali kasutusele.
Kaitsegaas
Grupp
Kasutusala
Materjali tüüp
Argoon (Ar)
Heelium (He)
Argoon/heelium
I
TIG
MIG
Kõik metallid
Värvilised metallid
Ar/O2 (Ar/CO2)
M1
MAG
Kõrglegeeritud terased
Ar/CO2
M2
Mittelegeeritud ja vähelegeeritus terased.
Ar/CO2/O2
M3
CO2
C
Ar/He
50%Ar+ 50%He
Juure kaitse-gaasid.
Eriti tundlikud metallid, (Ti)
Formiirgaas (N2/H2)
97%N2 +3%H2
Kõigile ülejäänud metallidele.
Formiirgaas (N2/H2)
90%N2 +10%H2
N2
100% N2
Kui
formiirgaasis on vesinikku 10% ulatuses, siis tuleb see kõrvale
juhtida ja panna põlema nii, et ei tekitaks
tulekahju.
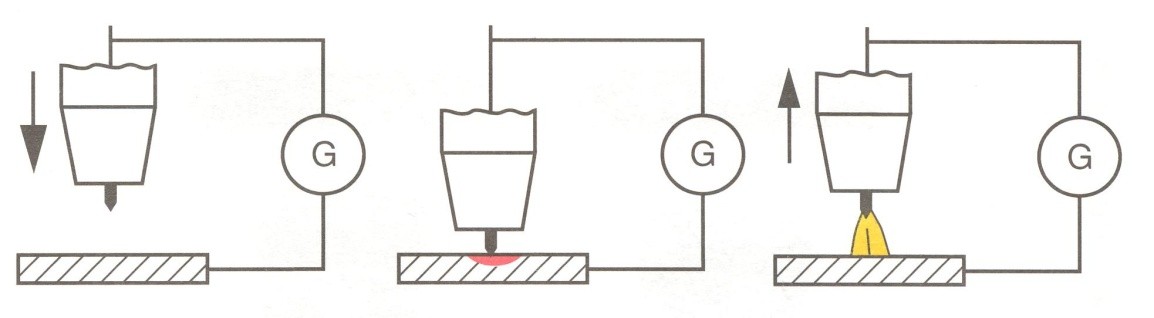
Keevituskaare
süütamine metalli puutega .
Selleks,
et volframelektroodi otsa ja detaili vahel süttiks keevituskaar,
peab nendevaheline ala muutuma elektrijuhiks. Kõrge temperatuuri
abil muutub kaitsegaas elektroodi süütamisel elektrijuhiks.
TIG
keevitamisel on elektrikaare süütamiseks kaitsegaasi keskkonnas
kaks moodust: eleltroodi puutega vastu detaili ja kontaktivaba
süütamine.
Puutega
süüde.
Detailil puutega süütamisel võib keevitusvanni sattuda elektroodi tükikesi,
samuti puruneb või sulab eletroodi ots ja selle tulemusel põleb
keevituskaar ebastabiilselt. Kui kaare süütamine toimub abiplaadil,
mis on vasest , saame vältida osakeste sattumist keevitusvanni. Volframi osakesed keevisõmbluses moodustavad defekte.
Selline
kaare süütamise võimalus on olemas
sainult alalisvooluga keevitamisel.
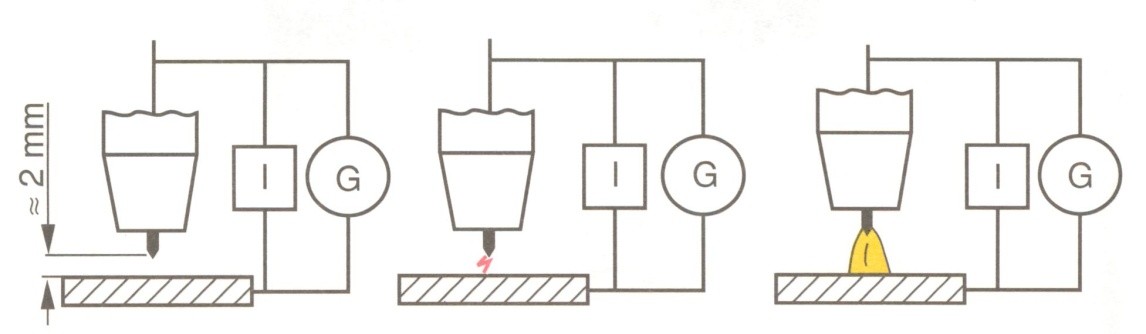
Keevituskaare
süütamine väljaspool detaili puudet .
Vajutades
põleti
lülitusnupule
teki-tatakse kõrgsage-dusliku ja kõrge-pingevooluga sä-delahendus
ning süüdatakse kaar, mille järel keevitus-
vool
saavutab etteantud
voolutõusu
ajale seatud keevitusvoolu
väärtuse. Kaare süütamist mõjutab elektroodi kaugus detailist,
kaitsegaasi kulu ja detailiga ühendatud tagasivoolu klemmi ülemineku
takistus.
Sellise
moodusega saab kaart süüdata nii alalisvoolu kui ka
vahelduvvooluga.
Tähiste selgitus : I
—
kõrgsageduslike impulsside tootja;
G
— keevitusvoolu seade.
Lisamaterjalid ja nende tähistamine.
TIG
keevitusvardad konstruktsiooniteraste keevitamiseks.
Keevitusvarraste
läbimõõt:
1,0;
1,2; 1,6; 2,0; 2,4; 3,0; 3,2; 4,0; 5,0; 6,0.
TIG keevitusvarda tähistamine:
Keevitusvarras DIN 8559 – WSG 2 – 2,4
Tarne
vorm
Standardi
number
Keevitamise
vorm
Varda
tüüp
Varda
diameeter
TIG
keevitusvardad kuumuskindlate teraste keevitamiseks.
2,0
15
Mo 3 Keevitatav materjal 10 Cr Mo 9 10
1,5
SG MO Keevitusvarras SG Cr Mo 2
1,0
0,5
0
C C Mo Mo C C Mo Mo Cr Cr
N1668 W 46 3 W2Mo keevitusvarda
keemiline koostis
0,08...0,12%
C; 0,3...0,7% Si; 0,9..1,3% Mn; 0,4..0,6%
Ni.
TIG
keevitamisel kasutatakse lisamaterjale, mis võimaldavad keevitada
materjale
töötemperatuuriga
alates -45º...550º C, kui sinna on lisatud
0,5% Mo. Siia kuuluvad mitte- ja vähelegeeritud, samuti peentera
terased. TIG keevitus sobib keevitamiseks õhukese materjali ja
väikese diameetriga torude keevitamiseks, kus seinapaksus ei ületa
6 mm.
Paksemate detailide puhul keevitatakse juure kiht TIG
keevitusega
ja ülejäänu tootlikuma
(MMA
või MSG) keevitusviisiga.
Enne keevitamist tuleb keevitustsooni pinnad hoolikalt puhastada . TIG
keevitusvardad omavad suurendatud räni (Si) sisaldust, mis hoiab
keevitusvanni vedelvoolava. Kui kasutada TIG vardaid
gaaskeevitamisel, siis muutub keevitusvann hästi vedelvoolavaks ja
tekitavad poorse õmbluse. Seega on tähtis mitte kasutada TIG
vardaid gaaskeevituseks ja gaaskeevituse vardaid TIG keevitamiseks.
Keevitusvarda
läbimõõdu valik vastavalt materjali paksusele
Keevitatav materjal
1-2
3
4
5
Varda diameeter
1,6
2,4
2,4..3,2
2,4..3,2
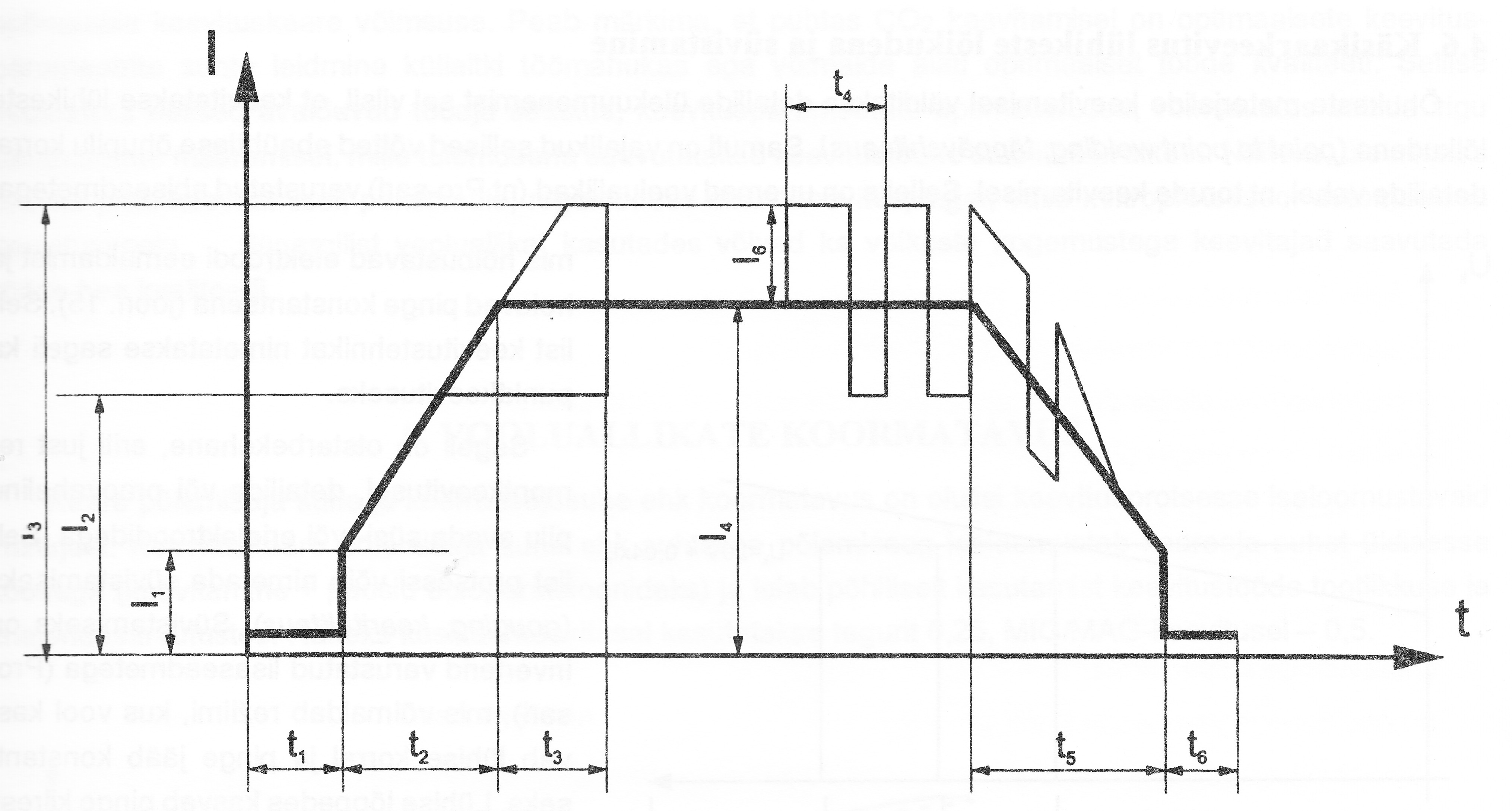
Tegevused
keevitusvoolu sisselülitamisel TIG keevitamisel.
TIG
keevitusaparaadi tööle rakendamine algab keevitus parameetrite
seadmisest. Seatakse paika kaitsegaasi voolamise aeg enne lülitust,
keevitusvoolu tõus vajaliku väärtusen. Kui meil on tegemist
impulsskeevitusega, siis tuleb sättida tema sagedus ja impullsi
voolutugevus. Keevitamise lõpetuseks määrame samuti keevitusvoolu
vähenemise ja kaitsegaasi pealejooksu aja õmbluse oksüdeerumise
vältimiseks. Kui need on paigas, võime asuda keevitama. Selleks vajutama käepideme nupule, mille tulemusel lülitub sisse kõigepealt
kaitsegaasi pealevool, seejärel kõrgsagedus impulsside generaator ,
tekitades kaarlahenduse, mille tulemusel süttib keevituskaarilma
detaili puutumata. Valitud aja jooksul saavutab ta valitud võimsuse
ja kui materjal on muutunud sulaks kaitsegaasi keskkonnas, saab
keevitamist alustada. Külmale pinnale mitte lisamaterjali lisada.
Vabastades lüliti, hakkab keevitusvoolu tugevus langema meie valitud
aja jooksul. Olenevalt, mida me keevitame ja millise voolutugevusega,
tuleb keevitusvoolu languse aeg ka vastavalt paika panna. Väiksema
voolutugevuse korral lühem ja suurema voolutugevuse puhul pikem aeg
eriti alumiiniumi ja roostevaba terase keevitamisel. Seda tegemata ei
keevitu õmblus eelmise osaga hästi kokku, tekitades õmbluse lõppu
kraateri. Materjalide omadusest lõpetab keevituse kaitsegaasi
voolamise aeg, mille tulemusel kaitstakse keevitusvanni oksüdeerumise
eest. Alles siis võime keevitupüstoli eemaldada keevitusvanni
kohalt. Varem eemaldades ei saa me kvaliteetset õmblust, kuna õmblus oksüdeerub välisõhu toimel.
Erinevalt
gaaskeevitusest, kui põleti kaugus suureneb keevitusvannist, kus leegi temperatuur väheneb, siis TIG keevitamisel soojussisestus
keevitusvanni suureneb. Elektroodi otsa väljaulatus gaasidüüsist
on vahemikus 3..6 mm.
Keevitusdefektid TIG
keevitamisel.
Sageli
esinevad keevitusdefektid TIG keevitamisel kaitsegaasis:
Keevitamisel
mõjutavad tingimused vigade tekkeks.
Vuugi
ettevalmistus: Keevitusaparaadi
seade:
Vuugi
vorm; Pinge/vool;
Vuugi
mõõtmed; Iseloomustus;
Keevitatava
koha puhtus . Kaitsegaasi kogus.
Keevituspõleti
juhtimine: Lisamaterjali
juhtimine:
Põleti
õige liikumiskiirus ; Varda õiged liigutused.
Põleti
õige pendelduse ulatus;
Põleti
pea õige kalle keevitatava
materjali
suhtes ja keevituskaare
pikkus.
Vead,
mis tekivad volframi osakestest .
Volframi
osakesed keevitusõmbluses on defektid . Nad viivad pragude tekkele.
Volframi
osakesed alumiiniumi sees
viivad
juba materjali purunemisele.
Kui
tuline volframelektroodi ots puutub kokku keevitusvanniga, siis
keevitus-vanni satuvad ka volframelektroodi tükikesed.
Kui
tuline volframelektroodi ots puutub kokku lisamaterjali vardaga, siis
volframelektroodi tükid kleepuvad varda külge ja sealt edasi
satuvad koos vardaga keevisõmblusesse.
Kui
keevitamisel alalisvooluga
(
- miinus elektroodis) toimub volf-ramelektroodi ülekoormus, võib
elektrood puruneda ja tükid satuvad keevisõmblusesse.
Kui
keevitamisel vahelduvvooluga toimub volframelektroodi ülekoormus,
siis elektrood sulab ja elektroodi tilgad satuvad keevisõmblusesse.
Eespool vaadeldud nähtused on kõik defektid, mis tekivad elektroodi
purunemisest, puutest keevitusvanniga või lisavardaga, ülekoormusest
ja elektroodi sulamisest, tuleb elektrood keevitamise jätkamiseks
uuesti teritada, st. puhastada elektrood sinna kleepunud materjalist
ja samuti oksüdeerunud lisamaterjali ots eemaldada selle
äralõikamise teel.
Keevitatava
materjali
pinnal olev oksiidi kiht tuleb enne keevitamisele asumist eemaldada
metallharjaga või mehaaniliselt. Eriti tähtis on see alumiiniumi ja
tema sulamite keevi-tamisel, kuna oksiidide sulamistem-peratuur on
suurem kui materjalil enda oma, vastavalt 2050º ja 660º C. Kui oksiidid satuvad keevitus-vanni, siis keevisõmbluses tekivad
defektid.
Põhjused:
Metalli
pind ei ole küllaldaselt puhas.
Lisamaterlali
varras ei ole küllaldaselt puhas.
Traagelõmbluselt
üleminek pole korrali-kult puhastatud .
Tagajärg:
Oksiidi
osakesed lähevad üle õmblusesse, tekitades defekte.
Põhjused:
Kuum
lisavarda ots on väljunud kaitsegaasi keskkonnast, kus ta välisõhu
toimel oksüdeerub.
Tagajärg:
Oksiidi
osakesed lähevad üle õmblusesse, ehk keevitusvanni.
Mitteservatud
ala on väga kõrge, mille tulemusel allosas ei keevitu servad kokku,
tekib oksiidi ala.
Alumiiniumi
keevitamiseks tuleb kalduservamata alumine osa ka kaldu servata
oksiidide paremaks väljavoolamiseks.
Õmblus
on juure poolt tugevasti oksüderunud eriti roostevaba terase
keevitamisel. Siin tuleb keevitamist läbi viia vastava abinõuga,
kus voolab juure kaitsegaas mis on kinnitatud juurepoolsele küljele.
Kaitsegaasi õige koguse puhul saame ilusa läikiva pinnaga juureõmbluse.
Pooride
teke keevisõmbluses.
Kaitsegaasi
kogus on liiga väike või kasutatakse liiga suurt gaasidüüsi.
Tekivad poorid õmblusse.
Kaitsegaasi
kogus on liiga suur või düüs liiga väikene, mille tulemusel
toimub gaasi keerutamine, mis võtab endaga kaasa välisõhku,
tekitades õmblusesse poore.
Põleti
on liiga kaugel ja selle tulemusel ei toimu õmbluse täielikku
kaitset kaitsegaasi poolt.
Gaasidüüs
on liiga väike, mille tulemusel jääb osa õmblusest kaitsegaasi
poolt kaitsmata. Gaasidüüsi suurus peaks olema vähemalt 1,5 korda
suurem keevitusvanni laiusest.
Küljetuul
kiirusega 1 m/s viib kaitsegaasi kõrvale ja õmblusesse tekivad
poorid.
Põleti
on liiga kaldu ja gaasivool imeb endaga kaasa lisaõhku, tekitades
poore. Põleti kalle peaks olema keevitatava pinna suhtes 80º-di
juures.
Düüs
on pritsmeid täis, mustunud või sealt on tükk purunemisel välja
kukkunud. Kaitsegaas väljub mitte nii nagu vaja, toimub gaasi
keerutamine ja haaratakse kaasa lisaõhku ja tekivad õmblusse
poorid.
Vesijahutusega
põleti omab ebatihedusi, millest pihkub välja jahutusvedelikku, mis
koos kaitsegaasiga satub keevisõmblu-sesse, mille tulemusel tekivad
poorid.
Keevitatava
metalli pind on kaetud kas õli, rasva, mustusega, värviga või on
märgunud. Metall tuleks puhastada enne keevitamisele asumist. Seda
tegemata satuvad keevisõmblusesse poorid.
Vead
detailide ühendamisest.
Vuugi
ettevalmistusega on tehtud liiga väike kalle, mille tulemusel jääb
alumine osa läbi keevitamata. Soovitav kalle 60º, see on mõlemalt
poolt 30º+30º.
Servamata
osa on liiga kõrge, tekib läbikeevitamatus. Soovitatav kõrgus
1,0...1,5 mm.
Kahe
detaili vaheline ala on liiga väike, tekib jälle läbikeevitamatus.
Soovitatav
laius paksemate detailide puhul 1,0...2,0 mm, õhukesed võib servad
kokku panna ja teostada keevitus lisamaterjalita või
lisamaterjaliga.
Servade sulatus pole küllaldane liiga kiire keevituskiiruse tõttu või on
kasutatud põleti valet juhtimist, st. vasakult paremale
keevitamisel, s.t. vasakukäelistel paremalt vasakule.
Mitme läbimi või kihiga keevitami-sel tekib kihtidevaheline
läbikeevi-tamatus eelmise kihi liiga kõrge väl-jaulatuse tõttu.
Vigade vältimiseks tuleb õmbluse kõrgendus maha lihvida ja siis
jätkata keevitamist.
Kraateri
vea tekkimise põhjused:
- keevitusvool on liiga suur;
- keevituskiirus on liiga aeglane;
- keevituskraater ei ole täielikult täidetud ja keevitamine on liiga järsku lõpetatud.
Selle
vältimiseks tuleb valida õige keevitusvoolu suurus, vajalik
keevituskiirus ja lisavarrast tuleb lisada niikaua kuni ta veel
sulab, ehk suurendades voolu langemise aega ja sellega siis täitub
ka kraater.
Defektide tekkimine keevitusaparaadist.
Liiga tugevast paindest või vanane -misest tekkinud voolikute paketi purunemine .
Kaar
põleb ebastabiilselt. Murdekohas toimub gaasi pihkumine, tagasivoolu
kaabli murdekohad kuumenevad üle, mis võivad viia tulekahju
tekkimiseks.
Tagasivoolu
kaabli klemm pole korralikult ühendatud või ühenduskoht
puhastamata.
Kontakttakistus on suur ja ebaühtlane. Tekivad raskused kaare süütamisel ja kaar
põleb ebastabiilselt.
Voolikute
pakett on millegi raske eseme all või tugevasti painutatud.
Takistatud
kaitsegaasi pealevool, kogus väike, tekitades poore õmbluses.
Vesijahutusega põletis vähese jahutu -sega võib põleti üle
kuumeneda, mis viib põleti rivist välja.
Enne
ja pärast keevitamise lõppu ei tule kaitsegaasi vajalikul kogusel
ja magnetventiil liigub takistusega. Keevitamise alustamisel jääb
vann ilma kaitsegaasita ja samuti lõpetamisel, tekidades poore
õmblusse.
Õige
kaitsegaasi ja keevi-tamisvoolu omavheline seos keevitamise
alusta-miseks ja lõpetamiseks.
Seadme
ventilaator ei tööta õigesti.
Ventilaator
pöörleb vales suunas, mille tulemusel ei toimu alaldiploki vajalik
jahutus. Selle tulemusel saab alaldiplokk kahjustada ülekuumenemise
tõttu. Uutes on juba vastav kaitse sees, mis lülitab aparaadi
välja, kui see on üle kuumenenud või ventilaator töötab õigesti
olenevalt faaside paigutusest.
DC=
1mm/ 45 A terase keevitamiseks.
AC=
1mm/50 A Al keevitamiseks.
Roostevaba
teras voolu tugevus I=1mm/35...45AXt.
Alumiinium
I= 1mm/40..45Axt
ROOSTEVABA
võtame 3 mm - I = 105..135 A.
Alumiinium 4 mm - I=140...180 A.
Soojussisestus
keevisõmblusesse.
Teras
11,5x10-6
Roostevaba
teras 17,2x10-6
Alumiinium
23,6x10-6
Teras
36
m=36000 mm, temp 120º. 0,0000115x120x36000=49,7=50 mm.
Roostevaba
teras
0,0000172x120x36000=74,3=
74 mm
Al
0,000023,6x120x36000=101,9=102
mm
ROOSTEVABA
TERASE KEEVITAMINE.
Materjalide paksus mm
1-1,5
2-3
4-6
Üle 6
Traagelõmbluse vahe mm
30...60
70...100
120...160
-200
Traagelduse
järjekord.
Keevitusrežiimi
valik.
Mittelegeeritud
ja legeeritud terased.
Alalisvool,
miinus elektroodis, keevitusasend PA, põkkliide.
Materjali paksus
Liite ette-valmistus
Kihtide arv
Elektroodi läbimõõt (mm)
Lisavarda lä-bimõõt (mm)
Voolu tugevus (A)
1,0
II
1
1 või 1,6
1,6 või 2,0
30…40
2,0
II
1
1,6 või 2,4
1,6 või 2,0
70…80
3,0
II
1 või 2
2,4
2,4
70…90
4,0
II või V
2
2,4
2,4
70…130
5,0
V
3
2,4 või 3,2
2,4
75…130
6,0
V
3
2,4 või 3,2
2,4 või 3,0
75…130
Alumiinium
ja tema sulamid.
Vahelduvvool,
keevitusasend PA, põkkliide.
Materjali paksus
Liite ette-valmistus
Kihtide arv
Elektroodi läbimõõt (mm)
Varda läbi-mõõt (mm)
Voolu tugevus (A)
1,0
II
1
1,6 või 2,4
2,0
40…50
2,0
II
1
1,6 või 2,4
3,0
60…80
3,0
II
1
2,4
3,0
110…130
4,0
II
1 või 2
2,4 või 3,2
3,0
120…150
5,0*
II või V
1 või 2
3,2
3,0
150…200
- - võib ette kuumutada, kuid paksemate detailide puhul juba vajalik.
Vask.
Alaline
vool, miinus elektroodis, keevitusasend: PA, põkkliide.
Materjali paksus
Liite ette-valmistus
Kihtide arv
Elektroodi läbimõõt (mm)
Varda läbi-mõõt (mm)
Voolu tugevus (A)
1,5
II
1
1,6
2,0
90…100
3,0*
II
1
3,2
3,0
150…200
5,0*
V
2
4,0
4,0
180…300
*--
eelnev kuumutamine.
Enne
keevitamisele asumist vaja teha:
Volframelektrood puhastada mustusest ja rasvast.
Kui volframelektroodi ots puutus kokku keevitusvanniga või lisavardaga keevitamise ajal, siis tuleb lisavarda ots eemaldada ja elektrood uuesti teritada.
Volframelektroodi otsa järgi saab määrata, kas meie valitud keevitusvool oli õige (vt. eespool tabelit).
Et saavutada täielikku elektroodi puhtust, tuleks elektrood süüdata vaskplaadil, mis keevituskohas ja sealt alles keevituskaar viia keevituskohale. Keevitamise alustamiseks peale keevitusvoolu reguleerimist hoidke keevituskaart niikaua ühes kohas, kuni tekib keevitusvann.
Kasutatud materjal









































Kõik kommentaarid