Olustvere Teenindus ja
Maamajanduskool
Põllumajandus 1B
Marek Rang
Gaasikeevitus Referaat
Olustvere 2012
Sisukord
Sisukord 2
Keevitusleek 5
Keevitusleegi liigid 7
Injektorpõleti 9
Juhised keevituspõletite käsitsemiseks 12
Surugaasireduktorid 13
Vasak- ja paremsuunaline
keevitamine 17
Ohutus keevitamisel 19
Kokkuvõte 21
Kasutatud Kirjandus: 22
SissejuhatusGaaskeevitus kuulub sulakeevituse rühma. See on lihtne protsess, mis
ei nõua keerukaid seadmeid ega elektrienergiaallikat.
Gaaskeevituse puudusteks kaarkeevitusega võrreldes on väiksem
keevituskiirus ja suurem kuumenemispiirkond
e.
termomõju tsoon. Gaaskeevitust rakendatakse soovituslikult kuni 6 mm
paksusest lehtmetallist toodete valmistamisel ja parandamisel.
Kasutatakse peamiselt väikese ning keskmise läbimõõduga torude
montaažil, õhukeseseinalistest torudest liidete ja sõlmede
keevitamisel. Keevitada saab vaske, alumiiniumi ning nende
sulameid ,
messingit,
pliid ja malmi.
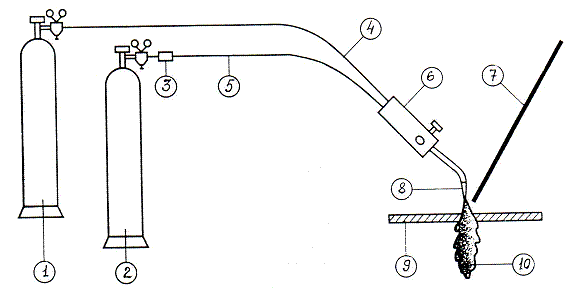
3.1 Gaaskeevituse üldine skeem
1. Hapnikuballoon
2. Atsetüleeniballoon
3. Kaitseklapp
4.
Hapnikuvoolik
5. Atsetüleenivoolik
6. Keevituspõleti
7.
Keevitustraat
8. Gaasidüüs
9.
Keevitatav metall
10.
Leek Atsetüleen
ja teised põlevgaasidAtsetüleen
on
metallide gaaskeevitamisel ja –lõikamisel põhiline põlevgaas.
Tema
leegi temperatuur ulatub tehniliselt puhtas hapnikus põlemisel
3150ºC-ni.
Kasutusala:kõik gaasileektöötlemise liigid.
Atsetüleen (C2H2)
on süsiniku
ja vesiniku
keemiline
ühend. Normaaltemperatuuril ja –rõhul on tehniline atsetüleen
värvitu, terava küüslaugulõhnaga
gaas .
Atsetüleeni kestev sissehingamine põhjustab iiveldust, peapööritust
ning isegi mürgistust. Atsetüleeni plahvatamisel tõusevad rõhk ja
temperatuur väga järsku, mis võib esile kutsuda suuri purustusi
ning raskeid õnnetusi. Atsetüleeni
segud vahekordades õhuga
2,3…84% ja hapnikuga 2,3…93% võivad plahvatada nii sädemest kui
ka
tugevast kuumusest.
Peale atsetüleeni kasutatakse metallide
keevitamisel ning lõikamisel
ka
teisi, odavamaid ja vähem defitsiitseid põlevgaase ning –aure.
Keevitamisel peab leegi temperatuur olema
metalli sulamistemperatuurist
ligikaudu
kaks korda kõrgem, seetõttu tuleb asendavaid
gaase , mille leegi
temperatuur on madalam kui atsetüleenil, kasutada nende metallide
keevitamisel, mille sulamistemperatuur on madalam kui
terasel .
Hapniklõikamisel kasutatakse põlevgaase, mis hapnikuga segatult
annavad vähemalt 2000ºC-se leegi.
Propaan (C3H8)
on normaaltingimustes värvitu ja lõhnatu põlevgaas.
Propaani ja
hapniku segu leegi temperatuur on 2600...2700ºC.
Kasutusala: hapniklõikamine, värviliste metallide keevitamine
ja jootmine,
kuni 6 mm paksuse terase keevitamine, õgvendamine
,
painutamine
, leegiga
puhastamine
.Vesinik (H2)
on normaaltingimustes värvitu ja lõhnatu põlevgaas. Ta on üks
kergemaid gaase, õhust
14,5
korda kergem. Teatud vahekordades õhu ja hapnikuga moodustab vesinik
plahvatusohtlikke segusid. Seetõttu tuleb keevitustöödel
rangelt täita ohutusnõudeid. Keevituskohale toimetatakse vesinik
terasballoonides, gaasilises olekus rõhu all.
Kasutusala: malmi,
alumiiniumi, messini ja kuni 2 mm paksuse terase keevitamine.
Keevitusleek
Keevitusleek moodustub põlevgaasi ja hapniku põlemisel. Leegi
ülesanne on kuumutada ja sulatada keevituskohas põhi- ning
lisametalli.
Kõik süsivesinikke sisaldavad põlevgaasid annavad keevitusleegi,
millel on kolm selgelt eristatavat osa: tuum
,
töötsoon ja
loit .
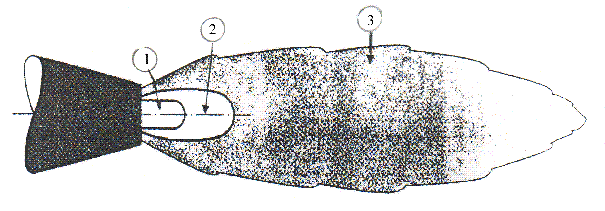
3.2. Leegi skeem ja temperatuuri jagunemine tsoonide järgi1.Tuum
2.Töötsoon
3. Loit
Tuumal on teravalt piiritletud, peaaegu silindriline, otsast
ümarduv kuju, ta pind helendub tugevalt. Tuuma suurus
oleneb küttesegu
koostisest,
hulgast ja väljavoolukiirusest.
Leegi tuuma läbimõõdu määrab kindlaks suudmikukanali
läbimõõt,
tema pikkuse aga gaasisegu väljavoolukiirus. Hapnikurõhu
suurendamisel kasvab põlevsegu väljavoolukiirus ja keevitusleegi
tuum pikeneb, väljavoolukiiruse vähendamisel tuum lüheneb. Tuuma
temperatuur on ligikaudu 1000ºC.
Töötsoon (keskmine tsoon) järgneb
tuumale ja eristub sellest
selgesti tumeda värvuse tõttu. Selle pikkus oleneb suudmiku
numbrist ja ulatub 20 mm-ni. Kui keevitamisel asub keevitusvannis
olev
sulametall leegi keskmises tsoonis, saadakse keevisõmblus, mis
ei sisalda poore, gaasi ega mittemetalseid lisandeid.
Leegi selle osaga tulebki keevitada. Töötsoonis on temperatuur
kõige kõrgem (3150ºC) punktis, mis asub tuuma otsast 3…6 mm
kaugusel.
Töötsoonile järgneb loit, mis
koosneb süsihappegaasist
,
veeaurust ja lämmastikust.
Selle tsooni temperatuur on tunduvalt madalam töötsooni
temperatuurist ja on piirides 1200...2500ºC.
Keevitusleegi
liigid
Põlevsegu koostisest, s.o hapniku
ja põlevgaasi
suhtest sõltuvad keevitusleegi kuju, temperatuur ja
toime sulametallile. Põlevsegu koostise muutmisega saab keevitaja
muuta keevitusleegi põhiparameetreid.
Olenevalt hapniku ja atsetüleeni
omavahelisest suhtest saadakse kolm peamist keevitusleegi liiki:
normaalne, oksüdeeriv ja
taandav leek.
NormaalleekNormaalleek ehk
neutraalne leek saadakse teoreetiliselt juhul, kui
ühele mahuosale hapnikule vastab üks
mahuosa atsetüleeni.
Praktikas antakse hapnikku põletisse mõnevõrra rohkem –
1,1...1,3 atsetüleeni mahtu. Hapnikku antakse põletisse veidi
rohkem seetõttu, et ta pole päris puhas, samuti kulub väike osa
hapnikku vesiniku põlemiseks. Normaalleegis on kõik kolm tsooni
selgesti näha.
3.3 Normaalleek Oksüdeeriv
leekOksüdeeriv leek tekib hapniku suure ülehulga puhul – siis, kui
põletisse antava hapniku maht on atsetüleeni mahust rohkem kui 1,3
korda suurem. Seejuures muutub tuum koonusekujuliseks ja kahvatuks,
lüheneb tunduvalt ja tema piirjooned ähmastuvad. Samuti lühenevad
leegi ülejäänud
tsoonid . Kogu leek omandab sinakaslilla värvuse.
Leek põleb mühinal, valjus sõltub hapniku rõhust. Oksüdeeriva
leegi temperatuur on kõrgem kui normaalleegil, kuid sellega ei tohi
keevitada liiga suure hapnikusisalduse tõttu. Liigne hapnik
põhjustab õmblusemetalli oksüdeerumist, mistõttu saadakse poorne
ja
habras õmblus. Oksüdeerivat leeki on lubatud kasutada
messingi keevitamisel.
3.4 Oksüdeeriv leek Taandav leekTaandav leek tekib atsetüleeni ülehulga puhul – siis, kui
põletisse antava atsetüleeni ühe mahuühiku kohta tuleb vähem kui
0,95 mahuühikut hapnikku. Sellise leegi tuuma piirjooned kaotavad
oma selguse, tuuma otsale tekib aga roheline kroon, mille järgi
otsustataksegi atsetüleeni ülehulga üle. Töötsoon on tunduvalt
heledam ja sulab
tuumaga peaaegu ühte, loit on aga muutunud
kollakaks. Atsetüleeni suure ülehulga puhul hakkab leek suitsema,
sest atsetüleeni täielikuks põlemiseks ei jätku hapnikku. Leegi
temperatuur on madalam kui oksüdeerival ja normaalsel. Kergelt
taandavat leeki kasutatakse malmi keevitamisel.
3.5 Taandav leek
Injektorpõleti
Gaaskeevitaja põhiline tööriist keevitamisel ja pealesulatamisel
on keevituspõleti. Keevituspõletiks nimetatakse
seadet , mille abil
põlevgaas või põlevvedelike aurud segatakse hapnikuga ja saadakse
põlevsegu, mille väljumisel keevituspõleti suudmikust ja
süütamisel saadakse keevitusleek. Igal põletil on seadis, mis
võimaldab reguleerida keevitusleegi võimsust, koostist ja kuju.
Keevituspõletid liigitatakse järgmiselt:
põlevgaasi ja hapniku segukambrisse andmise viisi järgi –
injektoriga ja injektorita põletid;
otstarbe järgi –
universaalsed (keevitamiseks, lõikamiseks,
jootmiseks ja pealesulatamiseks) ning
spetsiaalsed (ühe operatsiooni
jaoks) põletid;
kasutusviisi järgi – käsi- ja masinpõletid.
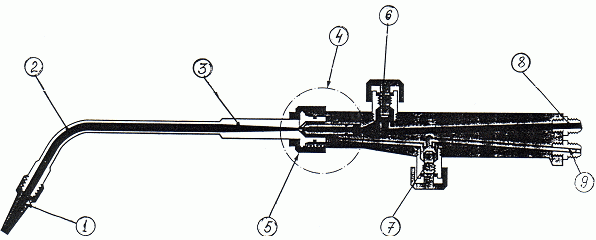
Injektorpõleti on selline põleti, milles düüsist suure
kiirusega välja voolav hapnikujuga tekitab injektoris hõrenduse,
mille tulemusena imetakse põlevgaas segukambrisse.
3.6.
Injektorpõleti skeem
1. Suudmik
2. Otsik
3. Segukamber
4.
Injektor
5. Survemutter
6. Hapnikuventiil
7.
Atsetüleeniventiil
8. Hapnikuvooliku
kinnitus 9.
Atsetüleenivooliku kinnitus
Reduktorist
tulev hapnik voolab läbi nipli, toru ja
ventiili (5) injektori (4)
düüsi. Düüsist suure kiirusega väljudes tekitab ta
atsetüleenikanalis hõrenduse, mille toimel imetakse atsetüleen
läbi nipli (9), toru ja ventiili (6) segukambrisse (3). Selles
kambris hapnik ja atsetüleen segunevad, moodustades põlevsegu.
Suudmikust väljuv põlevsegu süüdatakse ning tekib keevitusleek.
Gaaside voolamist põletisse reguleeritakse hapnikuventiiliga (6) ja
atsetüleeniventiiliga (7), mis asuvad põleti käepidemel.
Vahetatavad
otsikud kinnitatakse põleti käepidemele
survemutriga.
Pea meeles
Injektori
ebaõige töö põhjustab leegi tagasilööke.
Juhised
keevituspõletite käsitsemiseks
Ei ole lubatud töötada mittekorras põletiga, sest see võib
põhjustada plahvatusi ja tulekahjusid, samuti põletushaavu.
Korras
põleti annab normaalse ja püsiva keevitusleegi. Kui leek põleb
ebaühtlaselt, s.t
kustub või
rebeneb suudmiku küljest lahti ning
tekivad tagasilöögid, on vaja kontrollida ja reguleerida põleti
kõiki sõlmi. Kui põleti on korras, suletakse
ventiilid ja
ühendatakse atsetüleenivoolik,
kinnitades ta niplile klambriga.
Hapniku- ja atsetüleenireduktorid
seatakse vajalikule töörõhule.
Põleti süütamisel avatakse
esmalt veidi hapnikuventiil, millega
atsetüleenikanaleis tekitatakse vajalik hõrendus,
seejärel avatakse atsetüleeniventiil ja süüdatakse põlevsegu.
Pea
meeles
Sagedasel
traadiga (eriti terastraadiga)
puhastamisel ning keevitamisel kulub
suudmik ärapõlemise tõttu. Ülemäära kulunud suudmik tuleb
asendada uuega.
Surugaasireduktorid
Metallide gaaskeevitamisel ja –lõikamisel peab gaasi töörõhk
olema madalam
balloonis või gaasitorustikus
olevast rõhust. Gaasi rõhku alandatakse reduktoritega. Reduktoriks
nimetatakse seadet, mis vähendab balloonist võetava gaasi rõhku
kuni töörõhuni ning hoiab selle automaatselt püsiva, sõltumata
gaasi rõhu muutustest balloonis või gaasitorustikus.
Reduktorid erinevad üksteisest värvi ning balloni külge
kinnitamise viisi poolest. Välja arvatud atsetüleenireduktorid,
innitatakse reduktorid survemutriga, mille keere vastab ventiili
stutsi keermele.
Atsetüleenireduktorid kinnitatakse ballonidele survepoldi ja
klambriga või kinnitusmutriga.
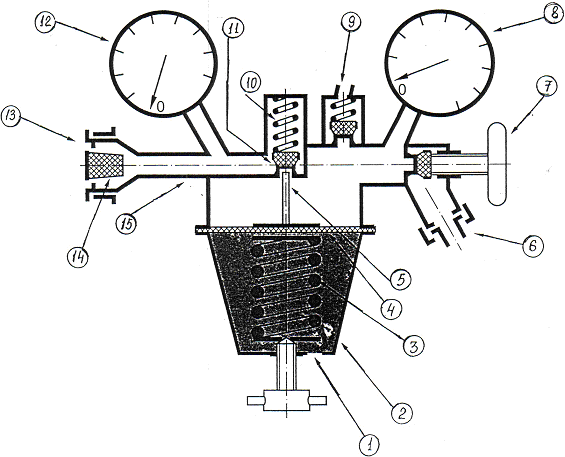
3.8
Hapnikureduktori skeem1. Gaasi väljalaske ava
2. Kaas
3. Survevedru
4.
Membraan 5. Madalrõhukamber
6.
Vooliku ühendus
7. Gaasi
sulgemise ventiil 8.
Manomeeter 9.
Kaitseklapp
10. Survevedru
11.
Klapp 12. Manomeeter
13.
Kinnitus
balloonile 14. Filter
15. Kõrgrõhukamber
Reduktor töötab järgmiselt.Rõhu all olev
gaas voolab balloonist kõrgrõhukambrisse ja
takistab klapi avanemist. Gaasi andmiseks tuleb kaanes
olevat reguleerkruvi pöörata päripäeva. Kruvi
surub kokku survevedru, mis omakorda lükkab ülespoole
painduvat membraani. Seejuures tõstab
ketas varda
abil üles klapi, surudes kokku survevedru, ning gaas
pääseb madalrõhukambrisse. Klapi avanemist takistab
peale kõrgrõhukambris oleva gaasi rõhu ka vedru,mis
on survevedrust nõrgem.
Ettenähtud töörõhku hoitakse järgmiselt.Gaasi
tarbimise vähenemisel suureneb madalrõhukambris rõhk,
survevedru surutakse koomale ja membraan
paindub allapoole, ketas koos vardaga laskub ning vedru toimel
istub rõhuklapp osaliselt klapipesale, vähendades gaasi
voolu madalrõhukambrisse.
Rõhku
kõrgrõhukambris mõõdetakse manomeetriga 6,
madalrõhukambris aga manomeetriga 11.
Reduktorite
ekspluateerimise eeskirjadReduktorite ekspluateerimisel
tuleb rangelt järgida ohutuseeskirju.
Gaasi rõhu
reguleerimisel ei tohi manomeetrite osutid minna üle punase kriipsu.
Igasuguse rikke korral suletakse kiiresti ballooni ventiil, lastakse
reduktorist gaas välja ja kõrvaldatakse rike.
Töö
lõpetamisel tuleb sulgeda balloonide ventiilid, lasta gaas
voolikutest välja ja siis keerata välja reduktorite regleerkruvid
kuni vedru vabanemiseni..
Reduktorite ekspluateerimisel võivad
tekkida põhiliselt järgmised rikked: süttimine, külmumine ja
gaasileke.
SüttimineSüttida võib reduktor
ballooni ventiili liiga kiirel avamisel. Reduktori süttimisel tuleb
viivitamatult sulgeda ballooni ventiil. Et vältida reduktori
süttimist, tuleb ballooni ventiil alati avada aeglaselt ning
jälgida, et reduktori pinnal ei oleks tolmu ega
õli.
KülmumineSuure gaasitarbimise korral võib
balloonis olev niiskus külmuda ja ummistada kõrgrõhukambri
väljavooluavad, seejuures põletisse voolava gaasi hulk väheneb või
katkeb hoopis. Eriti kiirelt toimub külmumine, kui õhutemperatuur
on 0ºC ümber. Külmunud reduktor sulatatakse lahti puhta kuuma vee
või auruga, lahtise tulega ei tohi seda
soojendada.
GaasilekeReduktori ekspluateerimisel
võib hakata gaas lekkima. Gaasilekke vältimiseks tuleb reduktoreid
hoolikalt käsitseda ning jälgida, et reduktorisse ei satuks tolmu
ega mustust. Eriti ohtlik on põlevgaaside leke, sest õhuga
segunemisel moodustub plahvatusohtlik segu.
Pea
meelesEbatiheduste ja gaasilekete avastamiseks
kaetakse reduktori ühenduskoht seebiveega – lekkekohtadesse
ilmuvad seebimullid.
3.9 Balloni avamise suund
Vasak- ja paremsuunaline
keevitamine
Praktikas eristatakse kahte keevitamissuunda – vasak- ja
parempoolset.
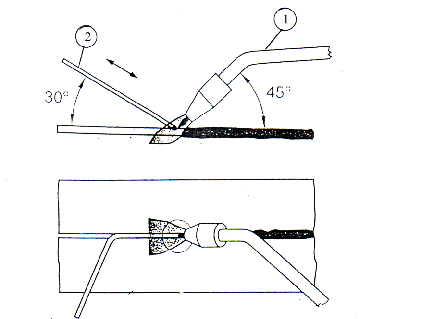
Vasaksuunaline keevitamineVasaksuunalise
gaaskeevitamise puhul keevitatakse paremalt vasakule, keevitusleek
suunatakse veel keevitamata metalliservadele, keevitustraat aga
liigub leegi ees. See keevitusviis on laialt levinud ning kasutatakse
õhukeste ja kergsulavate metallide keevitamisel. Vasaksuunalisel
keevitamisel kuumeneb põhimetall hästi, soodustades sellega
keevitusvanni edasiliikumist. Selle keevitusviisi korral näeb
keevitaja hästi õmblust, seetõttu on keevisõmbluse välimus parem
kui paremsuunalisel keevitamisel.
3.10.
Vasaksuunaline keevitamine
1. Keevituspõleti
2.
Keevitustraat
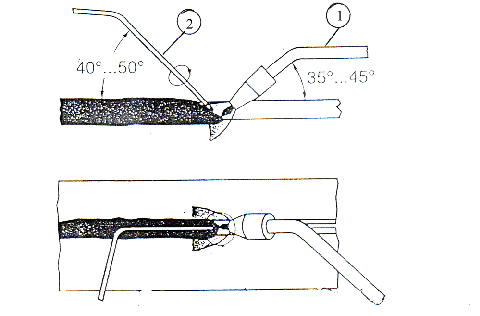
Paremsuunaline keevitamineParemsuunalise
keevitamise puhul keevitatakse vasakult paremale, keevitusleek
suunatakse õmbluse keevitatud osale, keevitustraat aga liigub põleti
taga. Põleti suudmikuga tehakse ristsihilisi liigutusi. Kuna leek on
suunatud juba keevitatud õmblusele, on keevitusvann hästi kaitstud
õhuhapniku ja –lämmastiku eest ning õmblusemetall jahtub
kristalliseerumisel aeglasemalt. Õmbluse kvaliteet on kõrgem kui
vasaksuunalisel keevitamisel, ka leegi soojus hajub vähem. Seetõttu
tehakse paremsuunalisel keevitamisel servade lahkmenurk 60...70º ,
millega vähendatakse pealesulatatava metalli kogust ja toote
kaardumist.
3.11.
Paremsuunaline keevitamine
1. Keevituspõleti
2. Keevitustraat
Pea meeles
Paremsuunaline
keevitamine on otstarbekohane üle 3 mm paksuste materjalide ja suure
soojusjuhtivusega metallide keevitamisel. Kuni 3 mm paksuste
detailide keevitamisel on vasaksuunaline meetod
tootlikum.
Keevitustraadi läbimõõtKeevitustraadi
läbimõõt valitakse vastavalt keevitatava metalli
paksusele ja
keevitamissuunale.
Vasaksuunalisel keevitamisel võetakse traadi läbimõõduks
d=s/2+1
Paramsuunalisel keevitamisel aga
d=s/2
s – keevitatava
metalli paksus mm. Traadi läbimõõt saadakse millimeetrites (mm).
Ohutus
keevitamisel
Enne keevitusaparaadiga tööle
asumist tueleb kindlasti läbi lugeda ohutusnõuded. Keevitustöödel
tuleb kanda vastavaid tööriideid,
kindaid ja spetsiaalset
kaitseklaasiga varustatud näokatet või keevitusmaski.
Keevitusaparaati on normaaltingimustes lihtne ja ohutu kasutada. Kui
seda aga kasutada teistsugustes oludes, näiteks niiskuses,
kaldpindadel, kõrgematel kohtadel jne. tuleb arvestada vastavates
oludes kaasnevate võimalike ohtudega. Aparaati ei tohi tõsta koos
selle tagaküljele kinnitatud gaasiballooniga. Enne tõstmist tuleb
eemaldada gaasiballoon. Kaldpindadel töötamisel tuleb
fikseerida enne tööle asumist aparaadi
rattad .
Enne töö alustamist tuleb kõik kergestisüttivad materjalid
eemaldada keevitustsoonist. Kaarlahendust ei tohi tekitada
gaasiballoonil või selle läheduses.
Keevituse puhul eralduv
toksiline gaas võib jääda halva
ventilatsiooni puhul hõljuma keevitustsooni. Nende gaaside suhtes
tuleb olla eriti valvas. Kindlasti tuleb töötsoonis kasutada
äratõmbega ventilatsiooni.
Keevituse elektrilisest kaarleegist eraldub soojust ja
ultra-violettkiirgust. Seetõttu tuleb keevitamise ajal
keevitusaparaadi kasutajal ja läheduses viibivatel isikutel kaitsta
oma silmi kiirguse eest. Keevitamisel tuleb alati kasutada
spetsiaalse kaitseklaasiga varustatud näokatet või keevitusmaski
(joon. 1). Keevitusmask kaitseb ka
lendavate metalliosakeste
silma
sattumise eest. Keevitusmaskidest on soovitav kasutada ise
tumeneva klaasiga maski. Maski klaasipuhastamiseks võib kasutada
seebivees niisutatud lappi. Kindaga klaasi puhastamine kriimustab
klaasi.
Joon. 1
Kuumuse kaitseks tuleb keevitamise ajal panna kätte keevituskindad
(joon. 2).
Kindad kaitsevad käsi ka lendavate metallosakeste ja
kaarleegi ultra-violettkiirguse eest.
Joon. 2
Keevitaja peab kasutama tööriideid (joon. 3), mille kaeluse ja
käised on võimalik kinni nööpida. Metalli pritsmete eest aitab
kaitsta nahkpõll.
Joon. 3
Keevitamisel tuleb kanda vastavaid tööjalatseid. Õhukesest
materjalist
jalatsite kandmine on keelatud.
Joon. 4
Kokkuvõte
Sain teada et gaaskeevitus kuulub sulakeevituse hulka. Samuti tean
nüüd et keevitusleekide liigid on Normaalleek, taandavleek,
oksüdeerivleek. Sain teada ka mis
riideid ja kaitsevahendeid peab
kandma keevitades.
Kasutatud Kirjandus:
http://www.e-uni.ee/kutsekeel/Keevitus/gaaskeevitus.html 14.11.2012
http://web.zone.ee/metallityy/KEEVITAMINE/keevitus_3.html 14.11.2012
22













































Kõik kommentaarid