SISSEJUHATUS.Keevitamise
olemus.Keevitamiseks nimetatakse metalldetailide mittelahtivõetavate liidete moodustamist
detailiservade kuumutamisega kas sulamiseni või
plastse olekuni koos
järgneva detailide kokkusurumisega või ilma selleta.
Olenevalt
energia liigist, mida rakendatakse liite tekitamiseks, liigitatakse
kõik keevitusmeetodid kolme klassi:
a)
termomeetodid, kus kasutatakse soojusenergiat (elektri-, kaar-,
plasma -,
räbu -,
elektronkiir -, laserkeevitus- ja muud).
b)
termomehaanilised meetodid, kus kasutatakse nii soojusenergiat kui ka
mehaanilist jõudu (elekterkontakt-, difusioonkeevitus).
c)
mehaanilised meetodid, kus kasutatakse ainult mehaanilist energiat
(
ultraheli -,
plahvatus -, hõõrd-, külmkeevitus).
Keevitusprotsesside
hulgas vaadeltakse ka jootmist, kus metallide liitmiseks kasutatakse
lisamaterjali -- joodist, mille
sulamistemperatuur on madalam
liidetavate metallide sulamistemperatuurist. Jooteliide kujuneb alles
peale
joodise tardumisel.
Algteadmisi
metalllide keevitamisest ja lõikamisest.Keevitamiseks
nimetatakse tehnoloogilist protsessi, mis seisneb tervikliite
saamises ühendatavate detailide vahel aatomisidemete loomise teel
kohaliku või üldise
kuumutamise , plastse deformeerimise või
üheaegselt mõlema mooduse vahel.
Kõik
olemasolevad keevitusprotsessid võib jaotada kahte
põhirühma ---
survekeevitus ja
sulakeevitus .
Keevisliite
moodustamiseks vajaliku energia liigi ja metalli sisestamise viisi
järgi eristatakse kaar-,
gaas -, termiit-, räbu- jne. keevitust.
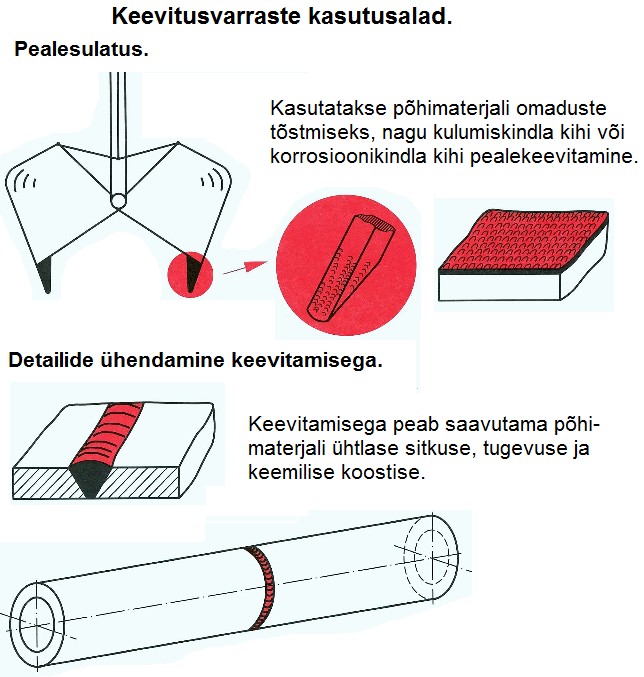
Keevitamise
teel on võimalik moodustada kõige mitmekesisema ristlõikega
metallkonstruktsioone. Neetkonstruktsioonides on survevarrasteks
tavaliselt rööpsed nurkterased. Kuid neidsamu nurkteraseid on
võimalik kokku keevitada
selliselt , et moodustub õõnes
varras .
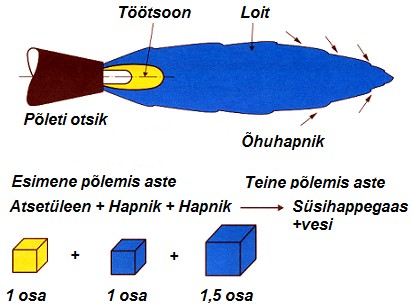
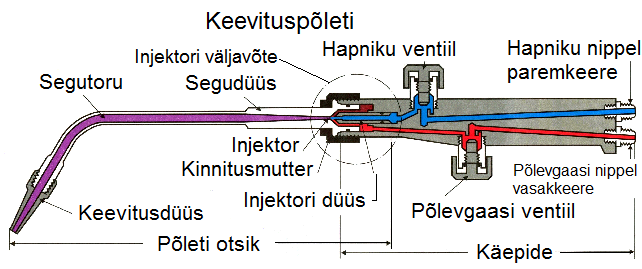
Metallide gaaskeevitus .Gaaskeevitus
kuulub sulakeevituse rühma. Gaaskeevituse puhul on
soojusallikaks keevituspõleti
leek , mis tekib põlevgaasi ning tehniliselt puhta
hapniku segu põlemisel. Õmbluse saab moodustada põhimetalli
servade sulatamise teel, milleks kasutatakse keevitustraati
(vardaid), kuid on võimalik keevitada ka ilma selleta.
Selliselt
on võimalik keevitada peaaegu kõiki tehnikas kasutatavaid
metalle .
Mõned metallid (plii, vask,
messing ja
malm ) keevituvad
gaaskeevituse abil isegi paremini kui kaarkeevitusega. Tänapäeval
on laialt levinud mitmeleegipõletid, mis võimaldavad kiiremini
kuumutada suurt ja paksu metallipinda. Gaaskeevituse eelisena võib
veel nimetada, et ta ei nõua keerulisi seadmeid ega
elektrienergia allikaid .
Gaaskeevituse
puuduseks on tootlikkuse vähenemine keevitatava metalli paksuse
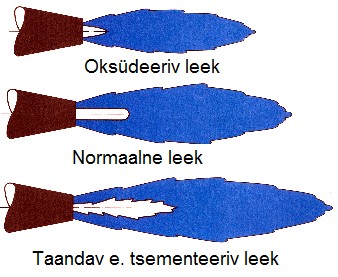
suurenemisel ning suur kuumutuspiirkond. Kui valida keevitusleegi
õige võimsus ja liik ning õiget marki keevitustraat (varras),
tagab gaaskeevitus kvaliteetse õmbluse.
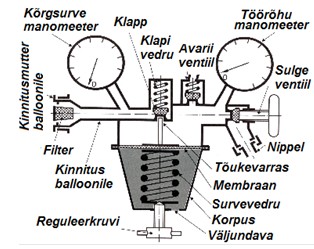
Keevitaja töökohta, mis on varustatud keevitamiseks kõige vajalikuga,
nimetatakse keevitustöökohaks ja seal peaksid olema sellised
seadmed , mis tagaksid häireteta töö:
hapniku- ja. atsetüleeniballoon koos reduktoritega;
kummivoolikud hapniku ja atsetüleeni juhtimiseks keevitus - või lõikepõletisse;
keevitustraat (vardad) keevitamiseks või pealesulatamiseks;
lisavahendid keevitamiseks ja lõikamiseks: kaitseprillid, võtmete komplekt, vasar, meisel , terashari, sepatangid, lihvmasin jne.;
räbustid, kui nad on metallide keevitamisel ja jootmisel vajalikud;
keevituslaud ja koosterakised.
Keevisliidete liigid ja õmblused.
Keevituseks
nimetatakse keevitamise teel saadud mitme detaili tervikliidet.
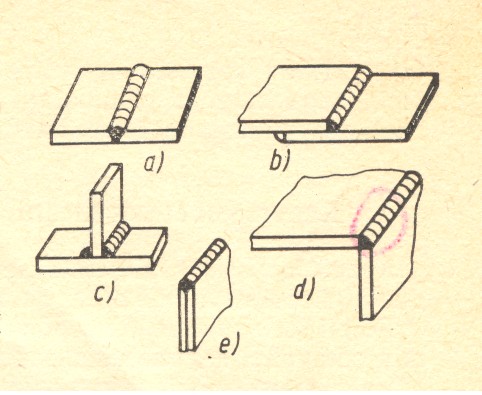
Detailide vastastikusest asendist eristatakse põkk-, nurk-, vastak-,
katte- ja otsliiteid. Gaaskeevitusel on põhilised põkkliited.
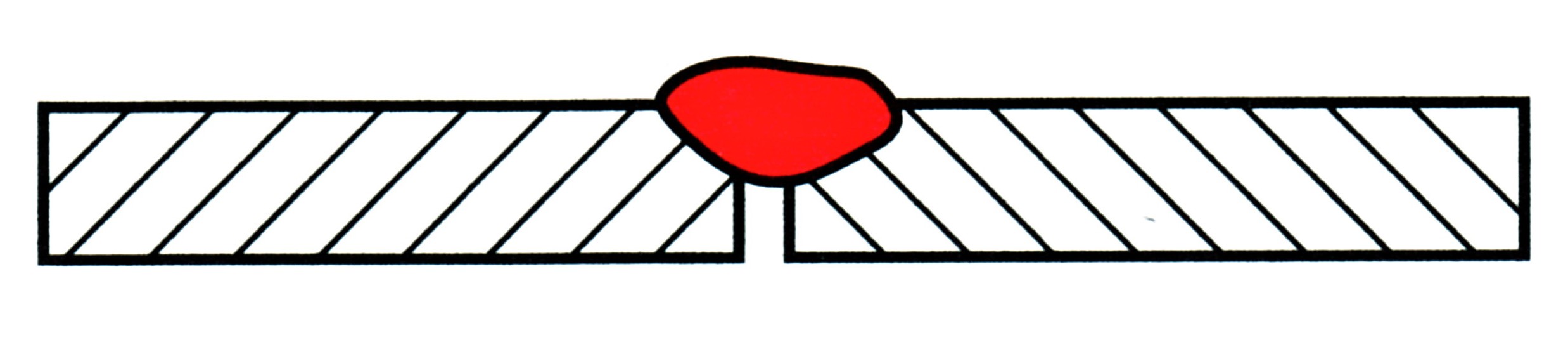
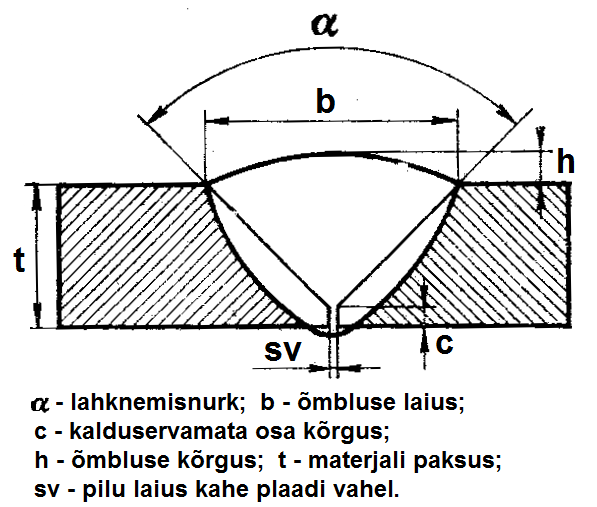
Põkkliite
(a) puhul on liiteelemendid ühes tasapinnas või mingis muus pinnas
(180...135º).
Kuni
3 mm paksuste detailide põkkkeevitamisel asetatakse detailid kokku
kalduservamata, (vahe lehepaksuse ulatuses ja traageldatakse) või siis ääristatakse servad ja keevitatakse ilma lisatraadita, kuid
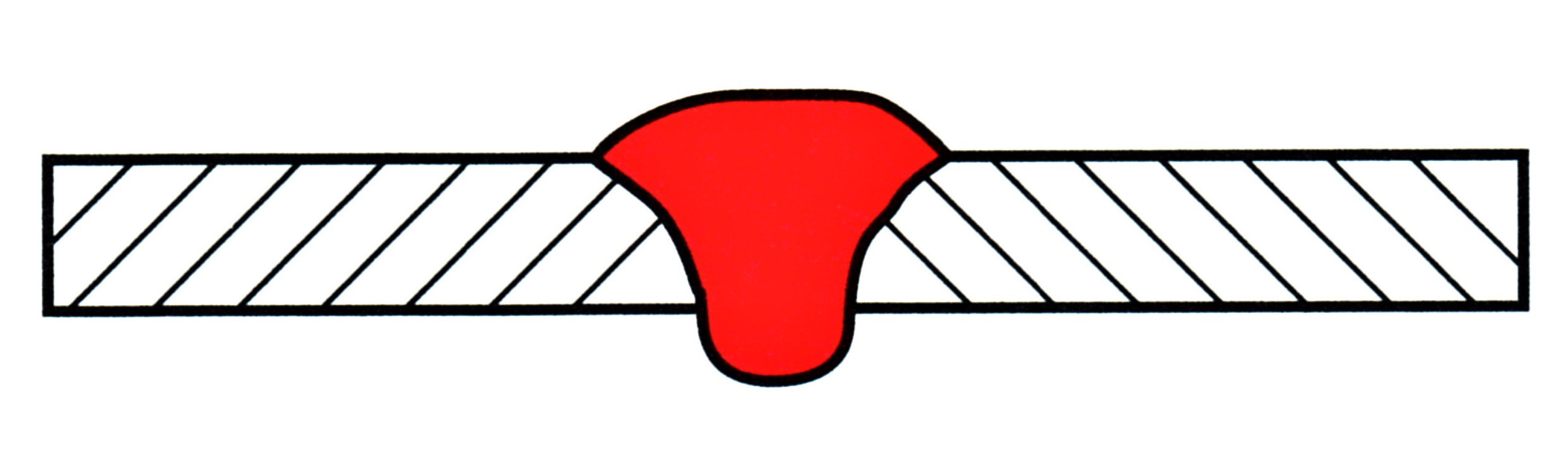
detailide vahele jäetakse pilu . Üle 5 mm paksuste detailide
põkkkeevitamisel servatakse liite ääred kaldu.
Katteliide
(0...5º) (b) (ebasoovitatav liide ), kus detailide servad on üksteise
peal paralleelselt.
Vastakliite
(c) puhul ühendatakse kuni 3 mm paksusi detaile. Vastakliite puhul
ühendatakse ühe detaili ots teise detaili külgpinnaga.
Nurkliide
(d) on liide, mille puhul liidetavad detailid paiknevad teineteise
suhtes nurga all (30...135º) ja keevitatakse kokku piki servi .
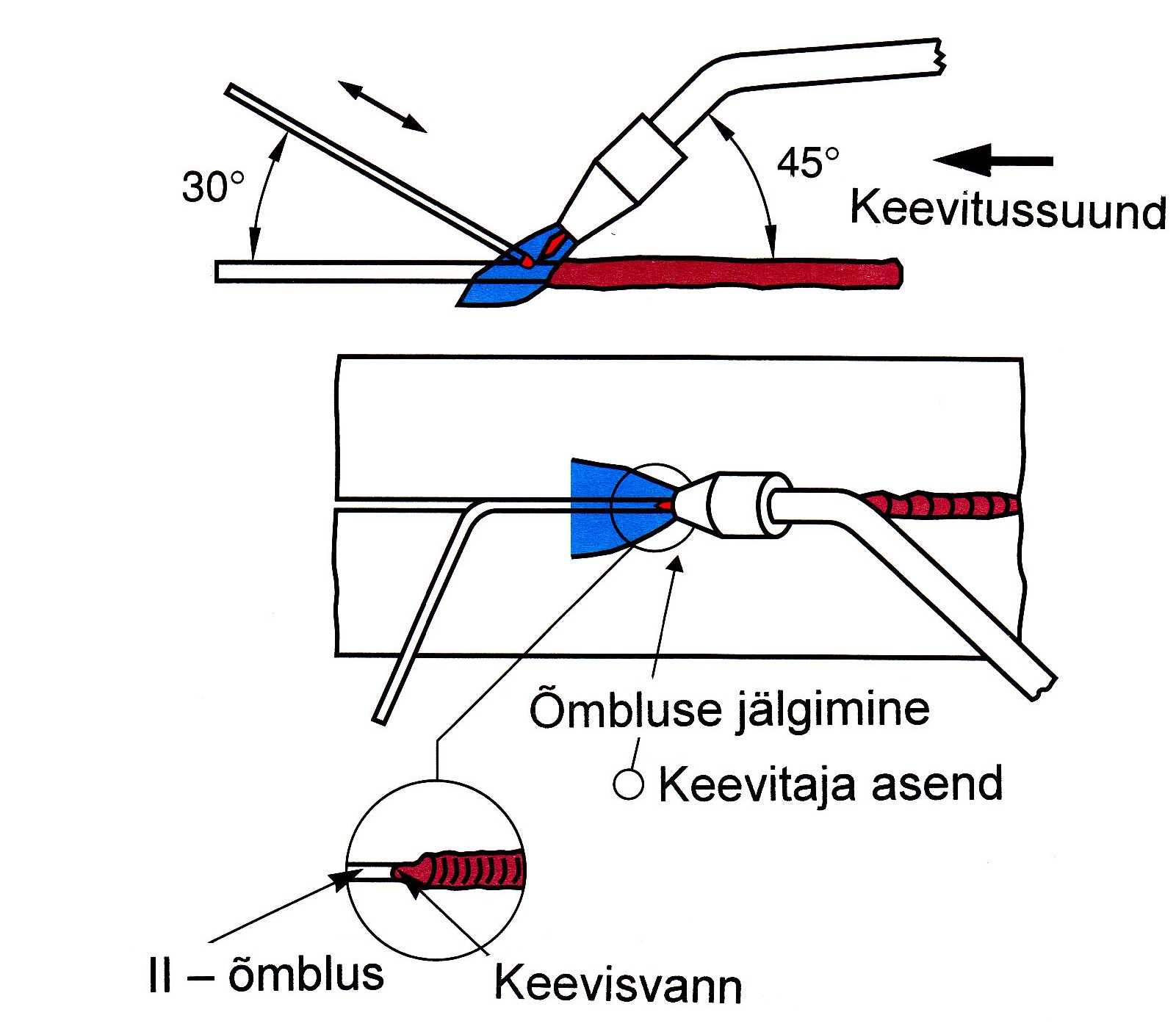
Õhukeste
detailide gaaskeevitamisel on laialt levinud otsliited
(0...30º) (e),
mille korral liidetavad detailid puutuvad kokku külgpindu pidi ning
keevitamisel ühendatakse kohakuti asuvad servad.
Et keevisliide tuleks tugev ning metall täielikult läbi keevituks, on
vaja keevitatavad servad õigesti ette valmistada. Samuti tuleb enne
keevitamist keevitatavad servad ning õmblusega külgnev põhimetalli
pind (ala) gaasipõleti leegi abil hoolikalt puhastada õlist,
rasvast, tagist, niiskusest. Kasutatakse selleks ka mehaanilist
puhastusviisi: terashari, lihvkäi või muud vahendid.
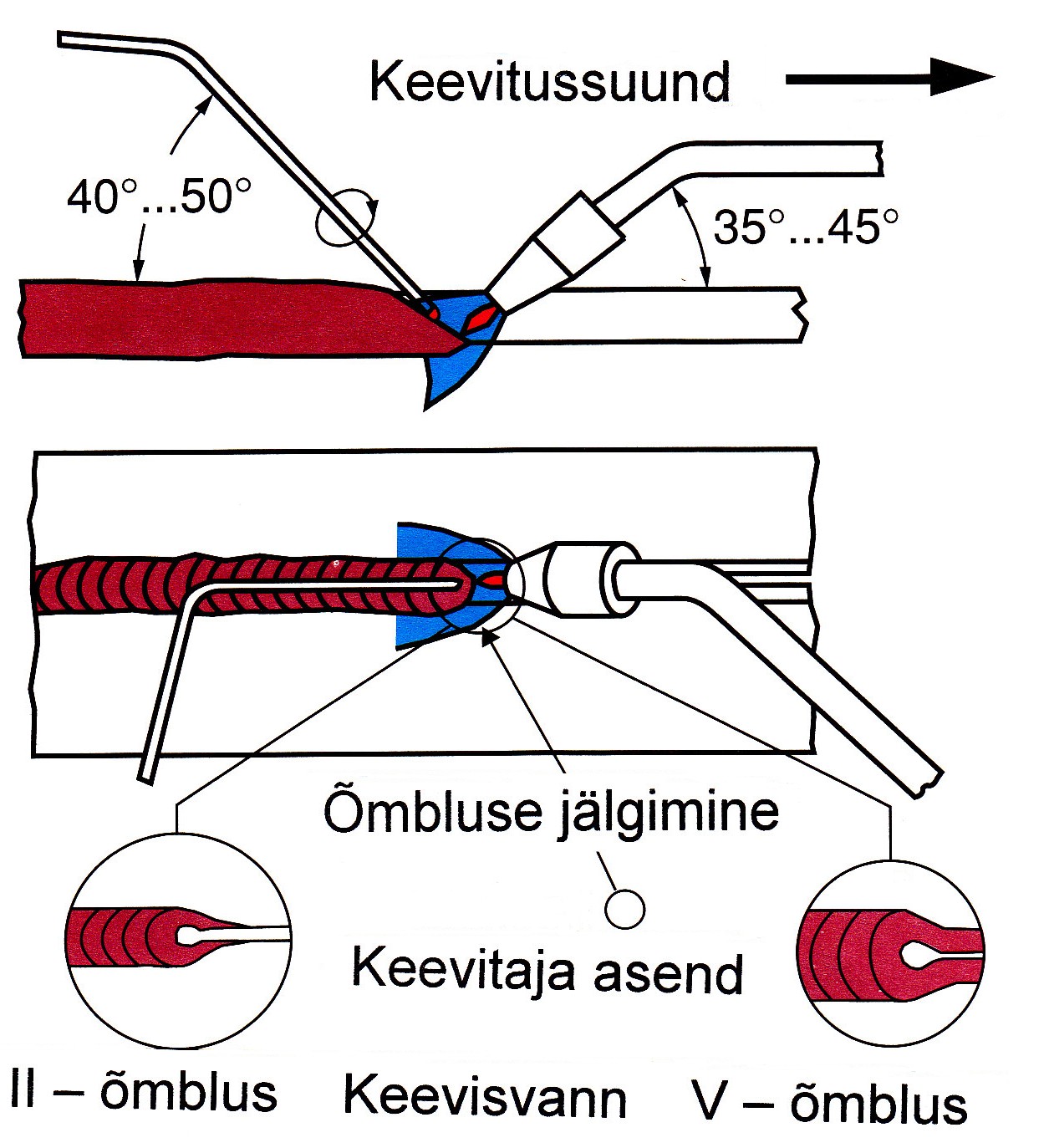
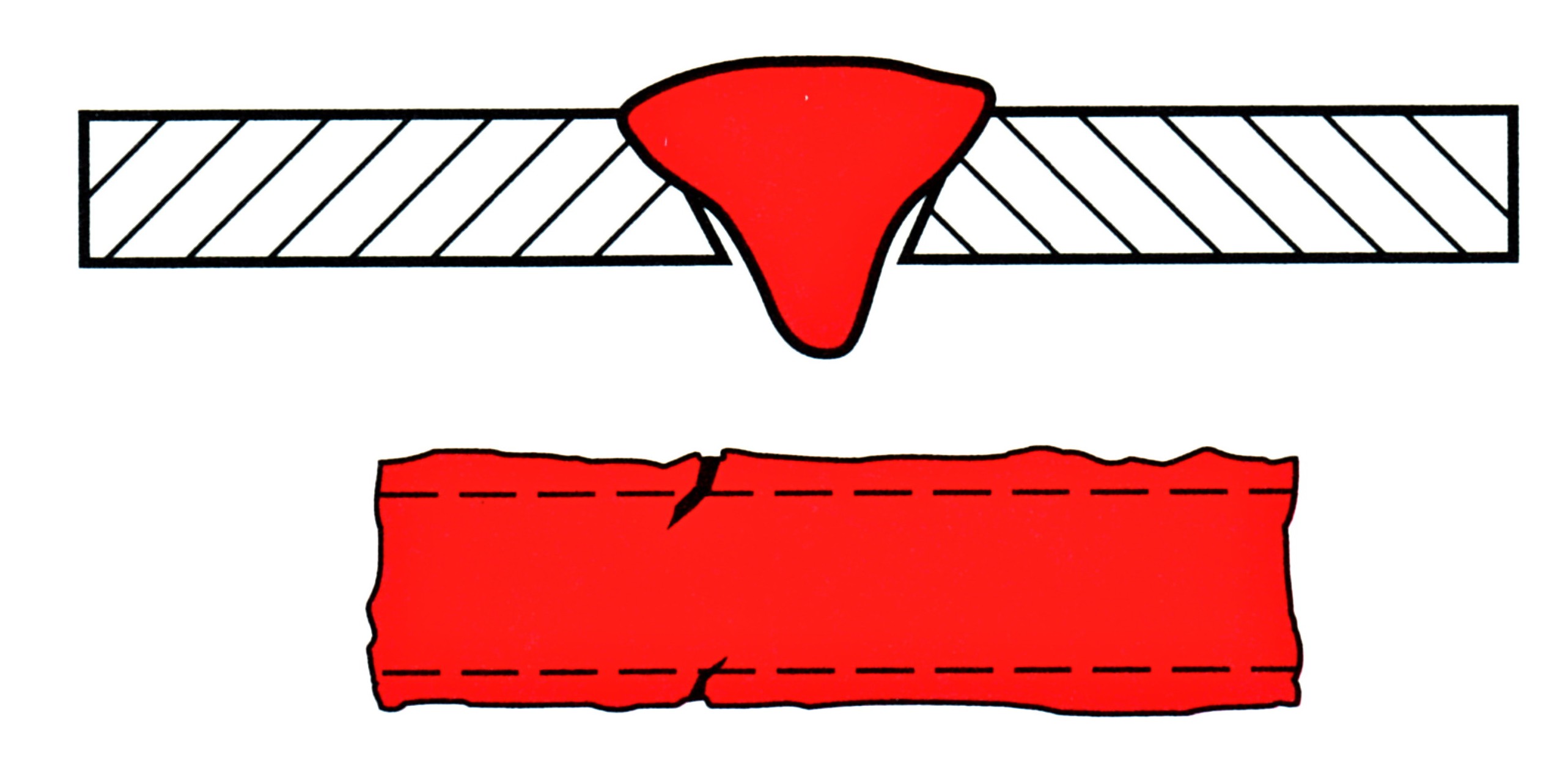
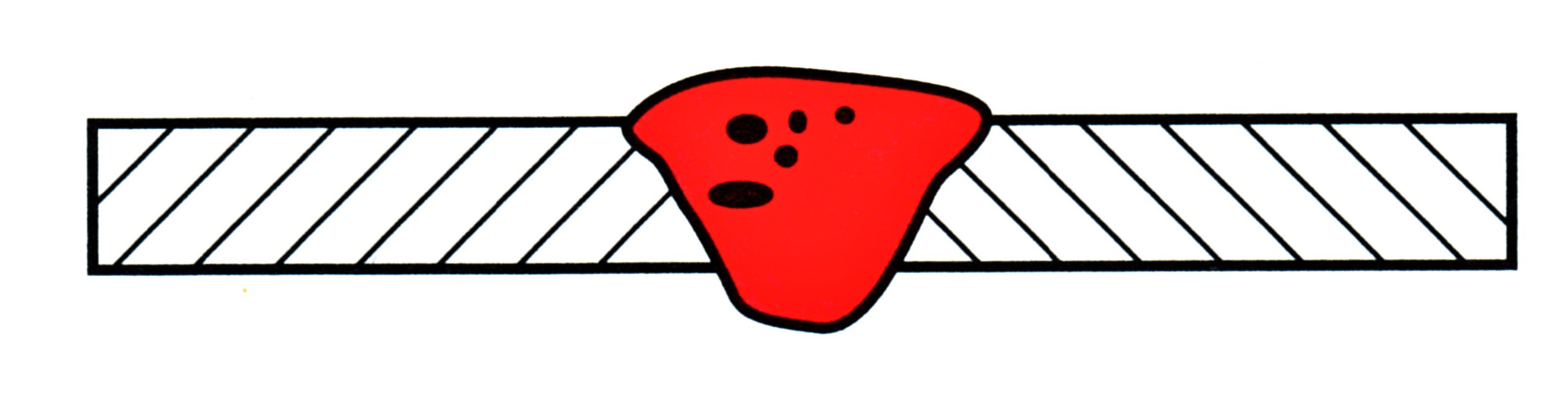
Keevisõmbluste
liigid.
Keevisõmbluseks
nimetatakse keevisliite osa, mis moodustub keevisvannis oleva
sulametalli kristalliseerumisel. Põleti leek sulatab üheaegselt
põhimetalliga ka keevitustraati, mis omavahel segunedes moodustavad
õmblusemetalli. Keevisõmblused jagunevad valmistamisvisilt ühe- ja
kahepoolseteks.
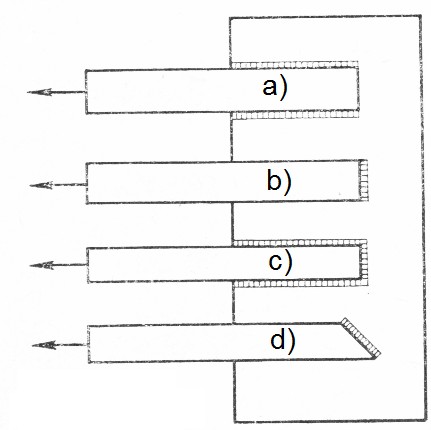
Mõjuvate
jõudude suuna järgi liigitatakse keevisõmblused külg- (a), laup-
(b), kombineeritud (c) ja kaldõmblusteks (d). Külgõmbluse puhul
on mõjuva jõu suund õmbluse pikiteljega paralleelne, laupõmbluse
puhul aga risti. Kombineeritud õmblus on laup- ja külgõmbluse
kombinatsioon, kaldõmbluse pikitelg paikneb mõjuva jõu suhtes teravnurga all.
Asukoha
järgi ruumis jaotatakse keevisõmblused põranda- (a), rõht - (b),
püst- (c) ja laeõmblusteks (d).
Väliskuju järgi eristatakse normaal -, tugevdatud- ja nõrgendatud õmblusteks.
Õmbluste tähistus EN järgi.
PA – ALLASEND
PB – ALLASEND SEINAGA
PC – HORISONTAAL
PD – SEIN LAEGA
PE – LAGI
PF – ALT ÜLES (plaat)
PH – ALT ÜLES (toru)
PG – ÜLEVALT ALLA (plaat)
PJ – ÜLEVALT ALLA (toru)
H-L045 – TORU KEEVITUS 45º NURGA MMMMMALL ALT ÜLES
J-L045 - TORU KEEVITUS 45º NURGA MMMMMALL ÜLEVALT ALLA
Metallide
gaaskeevitamisel ja - lõikamisel kasutatavad materjalid.
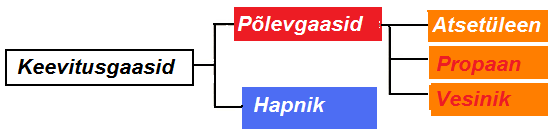
Keevitamisel
kasutatavad gaasid.
Põlevgaasid
on gaasid, mis ühinedes hapnikuga põlevad ja neid kasutatakse
gaaskeevitamisel, lõikamisel, jootmisel ja vajadusel ka
kuumutamiseks.
Hapnik
on gaas, mis soodustab põlemist, kuid iseseisvalt ei põle.
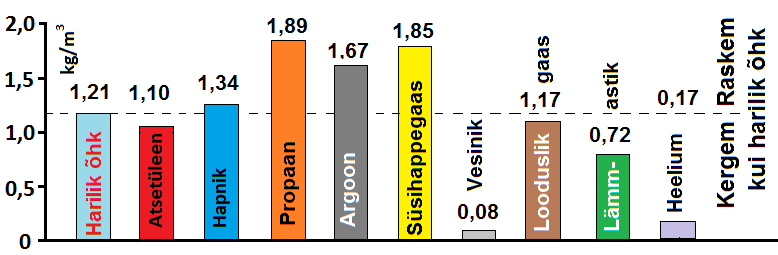
Keevitamisel
kasutatavate gaaside tihetused 15º C ja rõhul 0,101 MPa (1,013 baari ).
Atsetüleen .
Atsetüleen
on metallide gaaskeevitamisel ja -lõikamisel põhiline põlevgaas .
Teda saadakse kaltsiumkarbiidist, millel terav küüslaugulõhn ja ta imab väga hästi vett. Saadakse teda koksi ja kustutamata lubja
sulatamisel elektriahjudes temperatuuril 1900...2300°
C reaktsiooniga CaO+3C=CaC2
+CO. Uuesti veega reageerides saadakse temast atsetüleen ja
kustutatud lubi sellise võrrandiga CaC2
+2H2O=C2H2
+CA(OH)2
. Ühest kilogrammist võib saada 235...285 dm3-rit
atsetüleeni. Kõrge energiasisalduse tõttu kasutatakse atsetüleeni
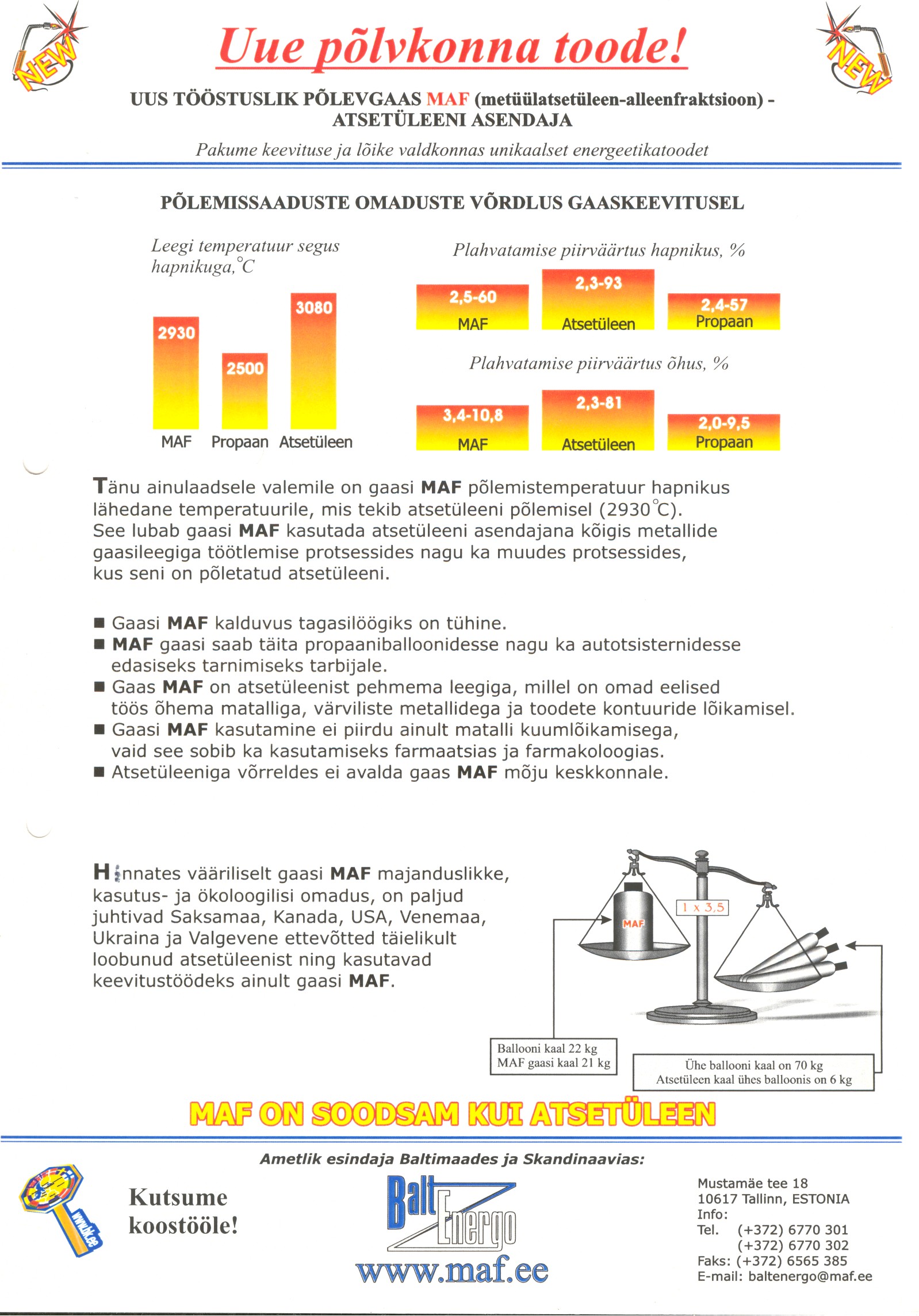
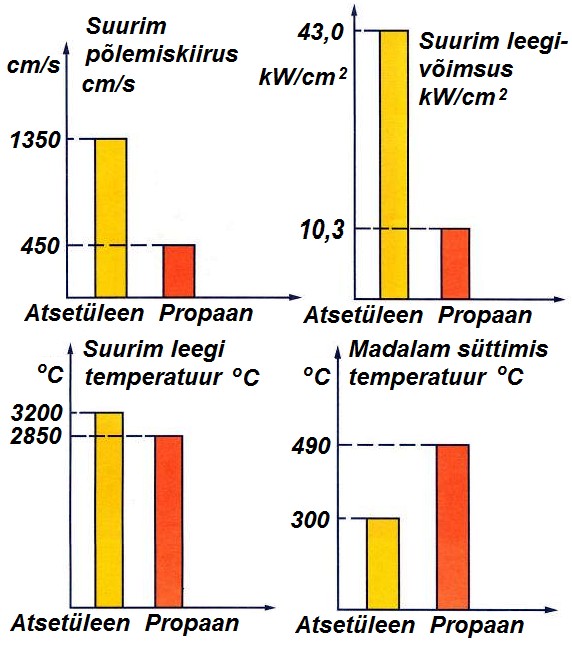
põlevgaasina, kus leegi temperatuur ulatub põlemisel tehniliselt puhtas hapnikus kuni 3200°
C-ni.
Seega
on atsetüleen süsiniku ja vesiniku keemiline ühend.
Normaaltemperatuuril ja -rõhul on tehniline atsetüleen värvitu,
terava küüslaugulõhnaga gaas. Lõhna põhjustavad gaasis
sisalduvad lisandid: väävelvesinik, ammoniaak , fosforvesinik jt.
Atsetüleen on õhust veidi kergem. Atsetüleen on uinutava toimega
ja suurtes kogustes lämmatav, sisaldades väikestes kogustes
vesiniksulfiidi, arseeni ja fosfeeni. Atsetüleeni sissehingamist
suutes kogustes tuleb vältida. Normaalsel atmosfäärirõhul ning
temperatuuril 20°
C kaalub 1 m3
atsetüleeni 1,09 kg. Veeldub -82,4...-84,0°
C ning -85°
C juures muutub tahkeks.
Atsetüleen
on eriti kergelt süttiv gaas. Isesüttimistemperatuur rõhul 0,19
Mpa on 500...600°
C, rõhul 2,16 Mpa aga juba 350°
C. Juba ülerõhul 0,6 bar laguneb atsetüleen algaineteks –
süsinikuks ja vesinikuks. Lagunemisega kaasneb plahvatus. Vedelas
või tahkes olekus võib atsetüleen plahvatada nii löögist kui
hõõrdumisest. Temperatuuril 400°C
ühinevad atsetüleenimolekulid omavahel, moodustades uued keerukamad
ained -- benseen (C6H6), stüreen (C8H8),
naftaliin (C10H10)
jt. Segunedes õhuga ,
on plahvatusohtlikkuse piirid 2,4...83% ja hapnikuga
2,4...93%.
Siiski kõige plahvatusohtlikumad
on segud , mis sisaldavad 7...13% atsetüleeni, kas õhu või
hapnikuga
ja võivad plahvatada nii sädemest kui ka tugevast kuumusest.
Atsetüleeni rõhk keevitus voolikutes ei või tõusta üle 1,5 baari,
kuna temperatuuri tõusuga võib tekkida plahvatusohtlik olukord.
24.09.14
Atsetüleeni
lisatud vaskoksiid alandab isesüttimistemperatuuri kuni
240°
C.
Teatud tingimustes reageerib
atsetüleen vasega,
samuti ka hõbedaga, moodustades plahvatusohtlikke ühendeid (atsetüleenvask) ja seega on keelatud kasutada vaskdetaile, milles
on üle 65% vaske ja hõbeda puhul, kui seda on üle 43%.
Vedelikes lahustumisel atsetüleeni plahvatusohtlikkus väheneb. Eriti hästi
lahustub
atsetüleen atsetoonis.
Normaalrõhul ja 20°
C juures võib ühes mahuosas atsetoonis lahustada kuni 20 mahuosa atsetüleeni. Rõhu tõstmisel ja temperatuuri langemisel suureneb
atsetüleeni lahustuvus atsetoonis veelgi. Keevituskohale
toimetatakse atsetüleen seega terasballoonides, mis on täidetud
poorse massiga, läbiimmutatud atsetooniga ja rõhul kuni 1,86 Mpa. Atsetüleen – see on värvitu, põlev ja puhtas olekus ilma lõhnata
gaas. Atsetüleeni saadakse kaltsiumkarbiidi lagundamisel veega
atsetüleeni generaatorites. Harilik tööstuslik atsetüleen
sisaldab lisandeid nagu fosgeen , arseen, ammoniaak, väävel vesinik ja omab teravat küüslaugu lõhna. Atsetüleen on veidi kergem
õhust. Atsetüleeni leek põleb õhus väga kuumana, heledana ja
tahmavana. Segus õhu või hapnikuga võrdsetes osades põleb
atsetüleen täielikult ja ei tahma . Segus hapnikuga põleb
atsetüleen väga intensiivselt võrreldes õhuga ja atsetüleeni
suure süsiniku sisaldusega (92,3% kaalu järgi) on
põlemistemperatuur kuni 3200º C. Põlemiskiirus on 13,5 m/sek mis
on kõige sobivam tema kasutamisel keevitamisel ja lõikamisel.
Atsetüleeni
plahvatusohtlikkus ja tema lagunemine .
Atsetüleen
– see on suure süttimise ja plahvatus ohtlikkusega gaas, kuna tema segu õhu või hapnikuga on plahvatusohtlik suurtes piirides.
Segus õhuga plahvatusohtlik piirides 2…82% ja hapnikuga 2,5…93%.
Suure plahvatusohtlikkuse poolest tuleb jälgida seda, et mitte
kusagil ei lekiks atsetüleeni. Peale selle tuleb kasutus- või
hoiukohas hoolitseda hea ventilatsiooni eest. Kui on tekkinud
atsetüleeni pihkumine ükstakõik kust, tuleb koheselt sulgeda
ballooni ventiil , samuti reduktori põlemisel. Selleks peab olema
alati ballooni juures tulekindel kinnas . Suure leegi puhul, kui ei õnnestu ventiili sulgeda, kasutage selleks süsihappegaasi (CO2)
või spetsiaalset kuiva pulbrit. Atsetüleeni teine omadus, mida
peaks teadma, on tema lagunemine algkomponentideks – süsinikuks ja
vesinikuks suure temperatuuriga üle 350º C ja üle 2 baarilise rõhu
juures löökidega transpordil ja hoidmisel. Selleks, et ära hoida
atsetüleeni lagunemist surutud gaasilises olekus, siis balloonid tema hoidmiseks täidetakse seest poorse massiga väga väikeste
pesadega. See välistab balloonis tekkiva gaasilise atsetüleeni
olemust. Poorne mass on veel immutatud atsetooniga, milles
lahustatakse atsetüleeni. Selline kooslus vähendab atsetüleeni
lagunemist ja hoida gaasi väikese surve all ja vähendades seega plahvatusohtliku lagunemise tekkimist. Juhuslikkuse poolest võib
ikkagi tekkida gaasi lagunemine mitte ettevaatliku ballooni
käsitlemise tulemusel. See kas kukkus või sai põrutada , kuumenes
üles või mittekorras seadmetega, mille tulemusel keevitusleek võib
sattuda ballooni tagasilöögi tagajärjel. Atsetüleeni lagunemise
ilmingud on sellised:
- ballooni soojenemine ülemises osas, mis näitab protsessi algust;
- rõhu tõus balloonis (seda näeb ainult siis, kui reduktor on kinnitatud balloonile );
- kui peale tagasilööki gaas, mis tuleb reduktorist, sisaldab tahma ja omab erilist lõhna.
Kui
on tekkinud sellised kahtlustused, tuleb kiiresti sulgeda ballooni
ventiil, eemaldada kõik seadmed balloonilt ja asuda ohu
kõrvaldamisele. Balloon hakkab ülemisest otsast soojenema ja kui
kannatab (umbes 50º C) veel kätt peal hoida, tuleb balloon viia
ohutusse kohta teda külma veega kogu aeg pealt jahutades. Jahutamine peab algama mitte hiljem kui 5 minutit peale lagunemise algust ja niikaua kui balloon on külm, ehk enam ei aura. Kui lagunemine on
jõudnud sellisesse punkti, kus käega ei saa ballooni puutuda (üle
50º C), on plahvatuse oht vältimatu ja ballooni ei tohi ümber
paigutada. Sel juhul tuleb ballooni hakata jahutama ohutust kohast
suure hulga külma veega, üleliigsed inimesed saata ohtlikust kohast
ohutuse eesmärgil eemale. Kui balloon ei aura, kui vesi satub tema
peale, siis alles võib teda viia ohutusse kohta, kuid veega
jahutamist ei tohi katkestada.
Hoiatus :
Atsetüleeni ballooni ventiili, kui on alanud atsetüleeni lagunemise
reaktsioon, peab kogu aeg olema kindlalt suletud! Mitte mingil juhul
avada.
Teada
on juhud , kus sellises olukorras on tehtud suured eksimused – isegi
kogenud keevitajad avasid atsetüleeni ballooni ventiili täielikult,
uskudes teadlikult, et sellises olukorras rõhk balloonis alaneb.
Tegelikult toimub kõik siin vastupidi. Atsetüleen, mis aurustub atsetoonist , liigub väljapääsu poole lagunemise tsoonist
ventiilini, muutub lagunemine plahvatuslikuks ja surve balloonis
tõuseb, kuna avatud ventiil ei jõua seda välja viia ja balloon
võib plahvatada mõne sekundi jooksul.
Atsetüleen
pole mürgine, kuid uinutav gaas. Vanasti kasutati puhast atsetüleeni
koos hapniku seguga anestatsioonil haiglates. Siin on üks oht, et
atsetüleeni ei oleks segus liiga palju, kuna siis jääb hapnikku
väheks, tekib tema puudus. Atsetüleeni tuleb kasutada ainult hästi
ventileeritavates ruumides.
Tähtsad
soovitused:
Teatud
tingimustes võib atsetüleen moodustada plahvatuslikke olukordi koos
vase, hõbeda ja elavhõbedaga. Seepärast ei tohi atsetüleen kokku
puutuda materjalidega, sooladega, liidete ja sulamitega, mis omavad
nende materjalide suurt kontsentratsiooni, välja arvatud messing,
milles vaske on alla 65% ja nikli sulamid , mida võib kasutada
normaalsetes tingimustes. Pole lubatud kasutada juhuslikke vasest torusid voolikute ühendamiseks.
Hoida
ja kasutada tohib atsetüleeni balloone ainult püstises asendis. Kui
kasutada neid horisontaalses või kallutatud asendis, siis võib üks
osa atsetooni välja valguda kas reduktorisse ja isegi voolikutesse.
Torustik
ja muud lisaseadmed ja osad nagu tihendid , ventiilkorgid, membraanid ei tohi lahustuda atsetüleenis ja selle lahustites.
Atsetüleenitorustik peab olema terasest . Plahvatuslike ühenduste
tekkimise tõttu ei tohi kasutada höbedast, vasest või üle 65%
vaske sisaldavatest metallisulamitest osi.
Atsetüleeni
hoidmise ja kasutamise kohtades peab olema hea ventilatsioon . Samuti
tuleb jälgida hoonete elektriohutuse klassifikatsiooni nõudeid, st.
valgustuse sisse ja väljalülitamine peab toimuma väljaspool hoiuruumi .
Lahtise
tule kasutamine ja suitsetamine on kategooriliselt keelatud
balloonide hoiukohas, reduktorite ja voolikute ühendamisel ning
lahtivõtmisel.
Üle
normi kasutamisel võib atsetüleen külmuda ja sisemine temperatuur
piirab samuti gaasi koguse kasutamist.
Keevitamisel
peab leegi temperatuur olema metalli sulamistemperatuurist ligikaudu
kaks korda kõrgem, seetõttu tuleb gaase , mille leegi temperatuur on
madalam kui C2H2-l,
kasutada nende metallide keevitamisel, mille sulamistemperatuur on
madalam kui terastel . Hapniklõikamisel kasutatakse põlevgaase, mis
hapnikuga segatult annavad vähemalt 2000°
C-se leegi. Sõltub kütteväärtusest. Gaasi kütteväärtuseks
nimetatakse soojushulka dzaulides (kilokalorites), mis saadakse ühe
(1) m3 gaasi täielikul põlemisel. Erinevate põlevgaaside ühesuuruste
koguste täielikuks põlemiseks on vaja erinev kogus hapnikku,
sellest sõltub leegi efektiivvõimsus. Nimetatakse soojushulka, mis
viiakse kuumutatavasse metalli ühe ajaühiku jooksul.
Põlevgaasid
ja nende omadused.
Atsetüleeni
põhjal olev põlevgaas võimaldab saada:
omab suurimat põlemiskiirust;
omab suurimat leegi võimsust.
Selgitused atsetüleeni tarbimise kohta.
“AGA”
ballooni puhul peab teadma, kui palju sealt on võimalik atsetüleeni
kätte saada. Juuresolev tabel selgitab, mitu liitrit atsetüleeni
tunnis saab kätte erineva suurusega balloonidest. Kui atsetüleeni
võetakse välja liiga palju, tuleb koos sellega välja ka atsetoon
ja tekib nn. sülitamisefekt.
Kui balloonid on paketis, siis tuleb avada kõikide balloonide ventiilid .
Maksimaalsed eri suurusega atsetüleeniballoonidest saadavad gaasikogused
Balloonid
(maht liitrites)
Suurim atsetüleenikogus l/h (liitrit tunnis)
Tavalise toatemperatuuri juures
Alla 0º C
A-5
A-20...21
A-40...41
A-50
350
650
1300
1600
250
500
800
1000
Tegelikku gaasi kogust balloonis saab mõõta ainult kaalumise teel !!!
Teised
põlevgaasid.
Vesinik (H2) on normaaltingimustes värvitu ja lõhnatu põlevgaas. Üks
kergemaid gaase ja on õhust 14,5 korda kergem. Teatud vahekordades
õhu ja hapnikuga moodustab vesinik plahvatusohtlikke segusid.
Keevitustöödel tuleb rangelt täita ohutusnõudeid. Vesiniku ja
hapniku segu põleb sinise leegiga , kus puuduvad selgelt eristatavad
põlemistsoonid ja leeki on raske reguleerida.
Propaani ja butaani segud koosnevad põhiliselt propaanist (C3H8)
ja butaanist (C4H10) ning normaaltingimustes on kergesti süttiv värvitu ja lõhnatu
gaas. Ohutuma kasutamise eesmärgil lisatakse gaasisegule tugevalt
lõhnavat ainet (kuni 0,005 massiprotsenti). Ta on õhust raskem ja
moodustab juba väikeses koguses koos teda ümbritseva õhuga süttiva
segu. Hoiatus!!
Kui
gaas pääseb kontrollimatult balloonist välja,
võib
ta süttida ja plahvatada.
Plahvatusohtlikkuse
piirid nii õhu kui hapnikuga on 1,5...9%.
Temperatuuri langemisel ning rõhu tõusmisel gaasisegu veeldub. Segul on suur ruumpaisumise tegur — propaanil 16 korda, butaanil 11 korda suurem kui veel. Balloone ei täideta rohkem kui 85% mahust – sellest rohkem on väga ohtlik. Segu kütteväärtus on
väga suur, eriti suur kui segu on butanirikkam. Propaani ja butaani vahekord segus oleneb aastaajast -- külmal ajal on ülekaalus propaan , soojal ajal aga butaan . Kasutatakse laialdaselt teraste
lõikamisel, kergsulavate värviliste metallide keevitamisel ja
jootmisel, karastamisel, plastide gaaskeevitamisel. Propaani ja
butaani segu on vedelas olekus ja toimetatakse töökohale terasballoonides rõhu all 1,6 Mpa. Ballooni temperatuur ei tohi
tõusta üle +40º C. Kõrgematel temperatuuridel , eriti tulekahju
puhul, on olemas kontrollimatu gaasi väljavool ja ballooni lõhkemise
oht. Ühe kilogrammi segu aurustumisel moodustub 500 dm3
gaasi.
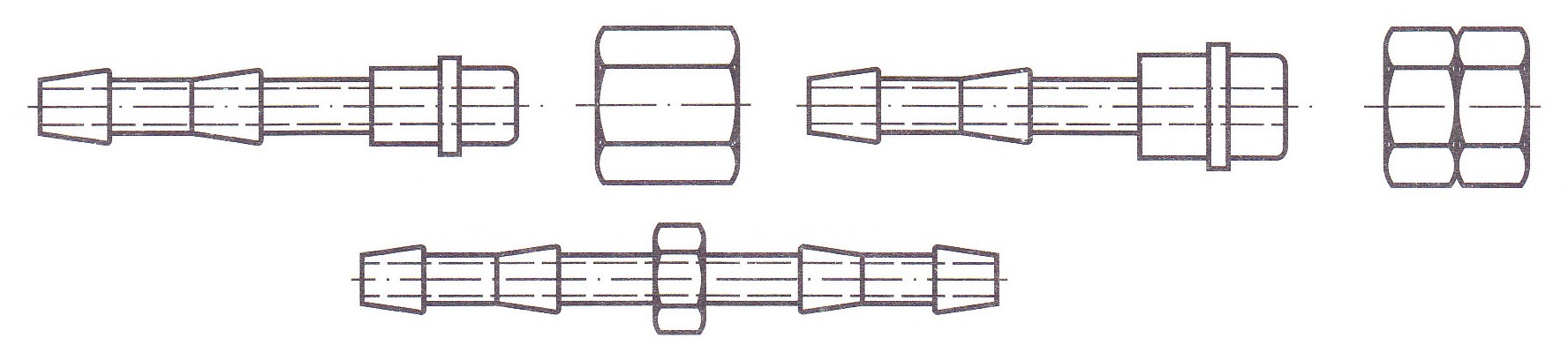
Töövahendite
paigaldamine ja järelvalve. Statsionaarsed paigaldised võib sooritada ainult spetsialiseeritud organisatsioon . Viimane annab oma
tehtud töö kohta kirjaliku sertifikaadi. Voolikuühendusi võib
teha keevitaja ise, kasutades selleks voolikklambreid. Süsteemi
tuleb pidevalt jälgida, kontrollida (visuaalne kontroll jne.).
Kulunud osad tuleb välja vahetada ja voolikud , millel tekivad
painutamisel pealispinda praod , tuleb välja vahetada.
Töös
peab balloon olema püstises asendis, ventiil ülespoole, et gaas
väljuks balloonist gaasilisena. Hoiatus!!!
Horisontaalses
asendis olevast balloonist võib gaas väljuda vedelal kujul. Vedelgaas moodustab aurustudes mahult ca 250 kordse gaasipilve ja
seetõttu on plahvatusoht väga suur.
Katkestades
gaasi kasutamise pikemaks ajaks, sulge ka ballooni ventiil peale
gaasiseadme ventiili sulgemist. Jätkates gaasi kasutamist ava kõigepealt ballooni ventiil ja seejärel gaasiseadme ventiil.
Gaasiballooni
hoiuruumi ventilatsiooniavasid ei tohi sulgeda.
Hapnik.
Gaaskeevitamisel
ja -lõikamisel kuumutatakse metalli kõrge temperatuuriga
gaasileegi abil, mis saadakse põlevgaasi või -vedelikuaurude
põletamisel tehniliselt puhtas hapnikus.
Hapnik
on maakeral laialt levinud element ning sisaldub mitmesugustes
keemilistes ühendites: mullas — kuni 50% kogumassist, vees vesinikuga ühinenult—umbes 86% kogumassist ning atmosfääriõhus,
mis on gaaside segu, hapnikku 20,95%, lämmastikku 78.08%,
inertgaase 0,94% ning ülejäänud osa moodustavad süsihappegaas ,
vesinik ja teised gaasid mahulise koostisena.
Normaaltingimustes
( temperatuur 20°C, rõhk 101,3 kPa ehk 760 mm Hg) on hapnik värvilt helesinine,
lõhnatu, õhust veidi raskem ja mittepõlev, kuid põlemist
aktiivselt soodustav gaas, keeb -183º C juures ( 1m3
O2
kaalub 1.34 kilogrammi).Hapnik ise ei põle, kuid soodustab põlemist.
Puhtas hapnikus toimub põlemine hulga kiiremini, kui õhus ja mida
suurem rõhk, seda kiiremini. Samuti põlevad need materjalid, mis
tavaolukorras ei põle või põlevad raskelt , süttivad puhtas
hapnikus juba suure leegiga. Seda hapniku omadust kasutatakse
metallide lõikamisel.
Surve
all olev hapnik põhjustab plahvatuslikku põlemist kokkupuutega hariliku õliga, määrete või teiste orgaaniliste ainetega. Sel
eesmärgil ei tohi keevitaja mingil juhul kasutada tööriideid või
seadmeid, millel on õli või määrdeid. Erilist tähelepanu tuleb
pöörata sellele, et hapniku balloon ise ei puutuks kokku nende
ainetega.
Hapniku
pihkumine õhku suurendab põlevmaterjalide süttimist, juukseid,
riideid jne. See võib juhtuda õige väikese hapniku kontratsiooni
puhul õhus, mis võib viia tõsiste põletusteni või muude
kahjustusteni. Seadmed, mida kasutatakse hapnikuga töötamisel, ei
tohi olla tolmuga ega metalli pulbriga koos, mis võib viia
spontaalse põlemiseni.
Mida
suurem on hapniku sisaldus põlemisõhus, seda intensiivsem on
põlemine. Kui hapniku sisaldus õhus tõuseb 24%, siis põlemiskiirus
suureneb kaks korda, 40% juures juba kümme korda. Teatud õhus
mittepõlevad materjalid võivad süttida ja põleda puhtas hapnikus
või hapnikuga rikastatud õhus. Vedela hapniku aurustumisel tekkinud
gaas on eriti külm ja õhust raskem, see võib koguneda suurtes
hulkades kanalisatsiooni ja keldritesse, suurendades seal hapniku
hulka.
Vedel
hapnik või külma hapniku aurud võivad tekitada nahale
põletushaavadega sarnaseid traumasid. Palja nahaga isoleerimata
seadmeosi puudutades võib nahk metalli külge kinni jääda, mis
lahtitõmmates rebeneb. Vigastatud kohta ei tohi hõõruda, loputada
leige veega ning pöörduda arsti poole.
Hapnik
on väga aktiivne gaas, andes ühendeid kõigi keemiliste elementide
peale inertgaaside (argooni, neooni, heeliumi, ksenooni ja
krüptooni). Hapniku ühinemisel teiste elementidega eraldub suur
kogus soojust s.t. reaktsioonid on eksotermilised.
Territooriumil,
kus käsitletakse hapnikku, on suitsetamine ja lahtise tule tegemine
keelatud. Vältida viibimist territooriumil, kus võib olla
suurenenud hapniku sisaldus. Pärast viibimist suurenenud hapniku
sisaldusega territooriumil tuleb riided hoolikalt tuulutada.
Tööriistad ja riided peavad olema puhtad õlist ja rasvainetest.
Seadmed, kus kasutatakse hapnikku, ei tohi olla rasvased ega õlised.
Vedela hapniku käsitlemisel tuleb kasutada selleks ettenähtud
kaitsevahendeid nagu kindad , silmakaitsed, erijalatsid ja
kaitseriietus.
Tähelepanuks: RÕHU ALL OLEVA GAASILISE HAPNIKU KOKKUPUUTUMISEL RASVADE, ÕLIDE, VÕI TAHKEKÜTUSE TOLMUGA NAD SÜTTIVAD, MIS VÕIB PÕHJUSTADA PLAHVATUSE VÕI TULEKAHJU.
Õnnetusjuhtumite
ärahoidmiseks tuleb hapnikuaparatuuri hoolikalt rasvastustada.
Hapniku segunemisel põlevgaaside või vedelikuaurudega tekivad
teatud vahekordade puhul plahvatusohtlikud segud, mis võivad süttida lahtisest tulest või sädemest. Selle vältimiseks on kasutuses
uued hapniku segud, milles on 12 miljondikku mahuosa lõhnaainet.
Antud hapnik on kasutuses „ODOREX“i nimetuse all, vältimaks
lahtiunustatud kraanist või purunenud liitest hapniku kogunemist
ruumi, mille tagajärjel võib tekkida plahvatusoht.
Õhust
toodetakse hapnikku erilistes seadmetes , kus õhk filtri läbimisel
kõigepealt vabaneb kahjulikest lisanditest, tolmust,
süsihappegaasist ning niiskusest. Seejärel surutakse töödeldav
õhk kompressori abil kokku kuni rõhuni 19,6 MPa (200 kg/cm2)
ning seejärel jahutatakse soojusvahetires kuni veeldumiseni.
Vedela
õhu lagundamine hapnikuks ja lämmastikuks põhineb nende erinevatel
keemistemperatuuridel: Normaalrõhul keeb vedel lämmastik temperatuuril - 196º C, vedel hapnik – 182,9 ºC juures. Seega
aurub vedelast õhust kõigepealt lämmastik kui kõige madalama
keemistemperatuuriga aine ning vastavalt lämmastiku aurustumisele
küllastub vedelik järjest rohkem hapnikuga.
Hapnikku
väljastatakse puhtusega 99,5% ja 99,7%. Väga suurt tähtsust omab
hapniku puhtus hapniklõikamisel. Mida vähem sisaldab ta gaasilisi
lisandeid, seda suurem on lõikekiirus, puhtamad lõikeservad ja
väiksem hapniku kulu. Keevituskohale toimetatakse hapnik balloonides rõhul 15 või 20 MPa või vedelas olekus, kus normaalrõhul ja temperatuuril 20ºC saadakse 1 dm3
-ist
vedelast hapnikust juba 850 dm3
gaasilist hapnikku. Peale selle väheneb siin selle transpordiviisil taara mass 10 korda.
Kasutada
hapnikku ainult seadmetega, mis on selleks ette nähtud. On eriti
ohtlik kasutada hapnikku, lämmastiku, inertgaasi või õhu asemel
järgmistel juhtudel:
- sisepõlemismootorite käivitamisel;
- suruõhul töötavates tööriistades;
- pritsvärvimisel;
- auto sisekummide täitmisel;
- reservuaaride ja torustike läbipuhumisel hooldamise ja ülevaatamise eesmärgil;
- hingamisõhu rikastamisel, kui õhus on vähe hapnikku;
- ruumide tuulutamisel;
- palava ilma puhul keha jahutamiseks;
- suruõhu asemel riiete puhastamiseks.
Tegutsemine
tulekahju korral ja kuna hapnik soodustab põlemist, siis kiire
hapnikuventiili kinnikeeramine vähendab põlemise intensiivsust.
Võimaluse korral teisaldada balloon ohutusse kohta. Ballooni
kuumenemise vältimine vähendab plahvatuse ohtu.
Ohud hapniku puudulikkusest õhus.
Normaalne
hapniku sisaldus õhus on 21%. Hapniku sisalduse langemine õhus võib
tekkida tema ära põlemises või tema väljatõrjumises kasutatavate
kaitsegaaside poolt, sest need on õhust raskemad . Sellise olukorra
tekkimisel on väga suur ohtlikkus töötavatele inimestele. Üldised
näidustused, mis tekivad hapniku puudulikkusest on toodud allpool
olevas tabelis.
Hapniku sisaldus õhus%
Tagajärjed ja esinevad sümptonid (atmosfääri normaalse rõhu juures)
15…19%
Töövõime langus. Võivad tekkida kordinatsiooni häired. Esimesed sümptonid võivad tekkida inimestel, kellel on verevarustuse häired ning kopsude töö võime häiritud.
12…14%
Hingamine raskendatud, pulssi tundlikkuse kadumine, kordinatsiooni häired ja vastuvõtlikkus.
10…12%
Hingamine veelgi raskendatud, mõistuse kadumine, huuled muutuvad siniseks.
8…10
Väheneb mõtlemistegevus, minestus , mälu kaotus, surnuvalge nägu, sinised huuled, ajab oksele .
6…8
4…6
40 sekundi pärast – kooma , konvulssia, hingamise lakkamine , surm.
Tähelepanu: Viibides atmosfääri õhus, mille hapniku sisaldus on 12% või
vähem, võib mälukaotus saabuda ootamatult ja nii kiiresti, et
inimesel ei jätku aega oma olukorras midagi ette võtta.
Kannatanu
tuleb kiiresti viia värske õhu kätte ja anda talle hingata
hapnikku või teha kunstlikku hingamist. Viivitamatult kutsuda välja kiirabi , kes annab hapnikku juba med. personali jälgimisel.
Kasutatavate
gaaside oleku omadused.
Gaas
Atsetüleen
C2 H2
Hapnik
O2
Süsihappegaas
CO2
Propaan
C3 H8
Gaasi olek
lahustatud poorses massis olevasse atsetooni
gaas
vedelik
vedelik
Rõhk toatemperatuuril
20
200
50
5
Täis pudel plahvatusohtlik temperatuuril
65º C
350
100
100
Ülerõhukaitse
ei ole
ei ole
kaitseplaat
kaitseventiil
Kaal võrreldes õhuga
veidi kergem
veidi raskem
oluliselt raskem
oluliselt veel raskem
Kaitseseadmete
kasutamine.
Kaitseseadmed
peavad ära hoidma:
- kaitseseade peab takistama tagasilöögi põlevgaasi voolikusse ja surve all olevasse gaasiballooni;
- kaitseseade paeb takistama leegi sattumise põlevgaasi torustikku ja sealt edasi põlevgaasi hoidlasse.
Vastavalt
gaasi liigile on olemas kuni kolm kaitse ülesannet.
Kaitse element
Kaitseseadme ülesanded
Trassile paigaldamise vajadus
Eraldi olevatesse balloonidesse
Atsetüleen
Teised põlevgaasid
Hapnik
Põlevgaasid
Hapnik
Tagasilöögi klapp
+
+
+
+
+
Leegi tõke
+
+
-
+
-
Täiendav tõke
+
-
-
-
-
+ vajalik;
-
soovituslik.
Gaasitrass
Ventiil
Tagasilöögi
kaitse
Gaasivool
töökohale
Kaitseseade
enne põletit ja pika gaasivooliku puhul ka keskel.
Kaitseseadmed
on juhitavad ja töötavad nii survele kui ka temperatuurile.
NB!
- Kaitseseade, mida kasutatakse, peab läbima iga aasta vastava kontrolli tema korrasoleku kohta.
- Kaitseseadet tuleb kasutada vastavalt gaasi liigile.
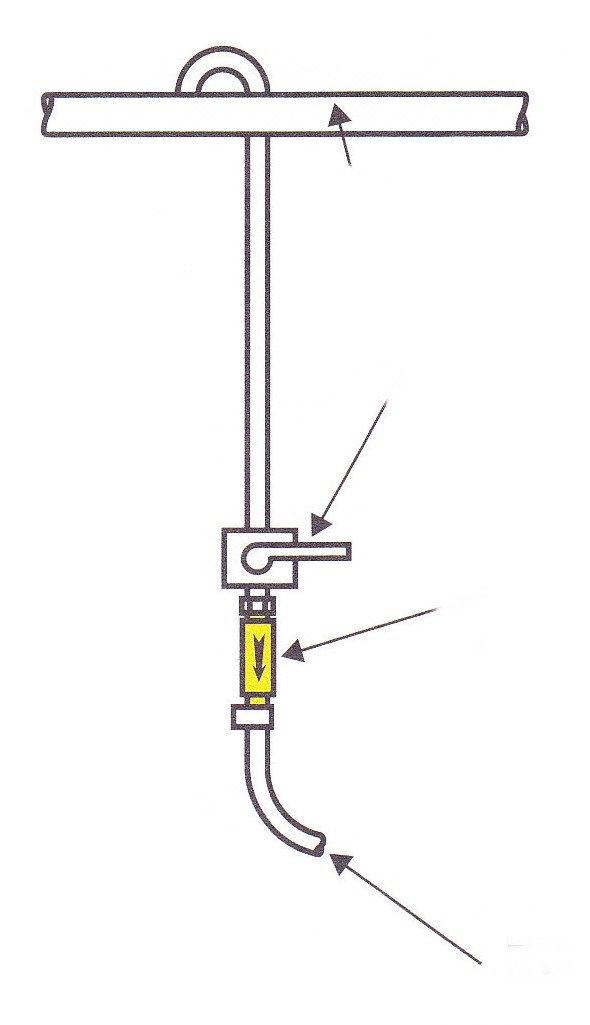
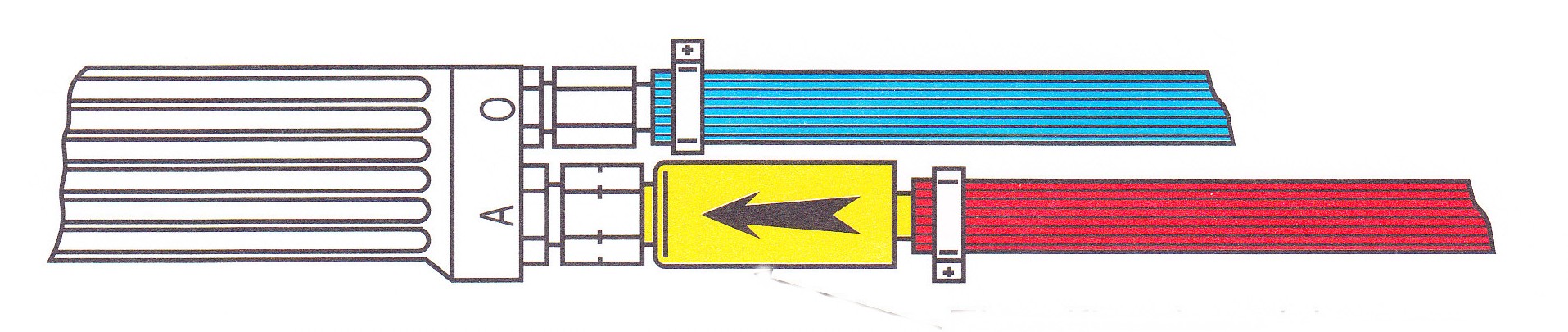
Leegikaitse
(FR-20)
Leegikaitse
tõkestab põlevgaasi kui ka hapniku tagasivoolamise põlevgaasi või
hapniku voolikusse või vastupidi ning takistab sellega
plahvatusohtlike gaasisegude moodustumist voolikutes. Lisaks takistab
ka tule levimist voolikutesse tagasilöögi korral keevitus või
lõikeseadmest. Seega leegikaitse takistab gaasi voolamist vales suunas ja ta koosneb vedruga tagasivooluklapist, mida hoiab lahti
läbivoolav gaas. Klapp sulgub kohe, kui põletisse tekib sama suur
rõhk kui see on voolikus. Kui vasturõhk alaneb, avaneb samas klapp
uuesti. Tagsilöögi kaitsmed kinnitatakse vahetult põleti
käepidemele.
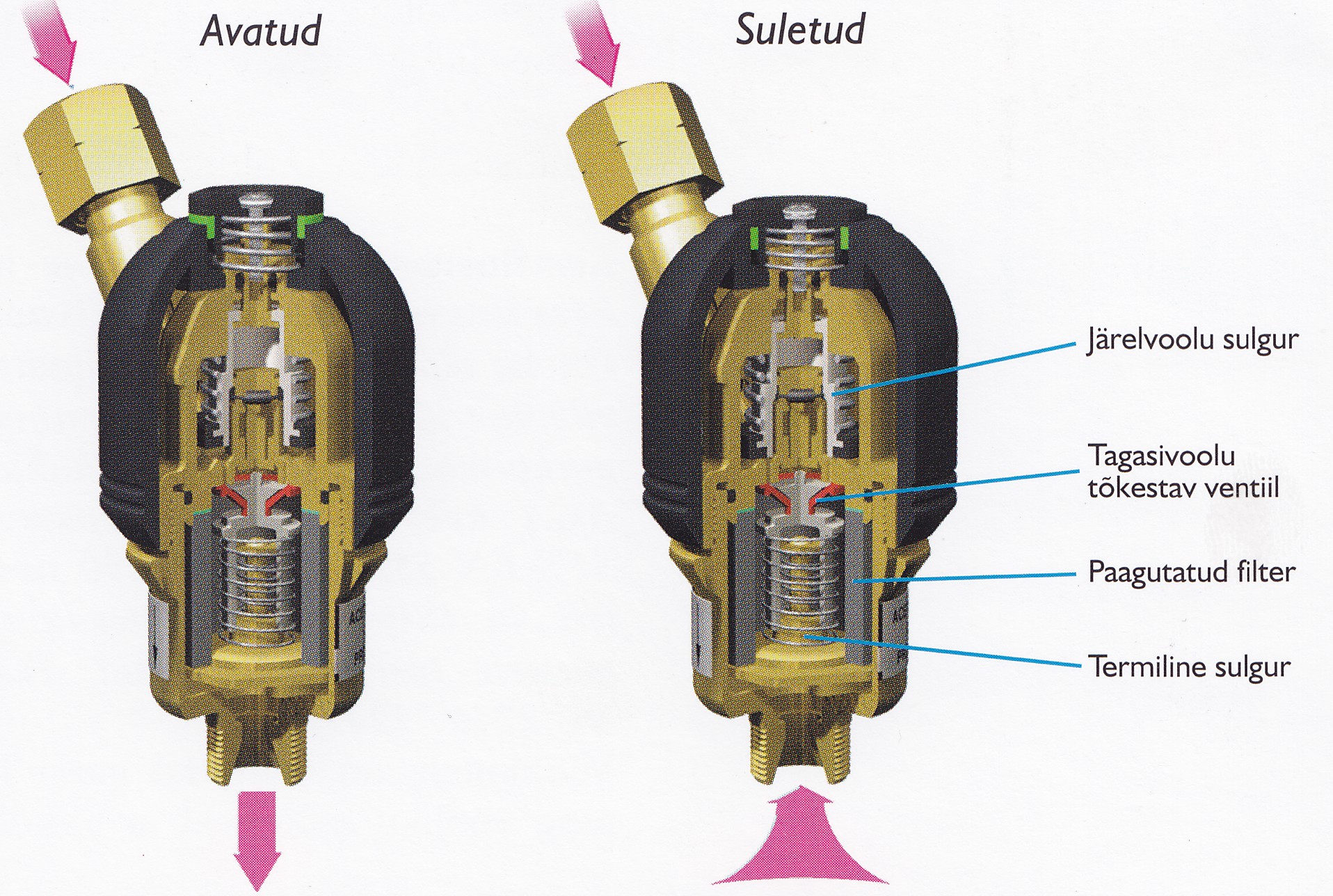
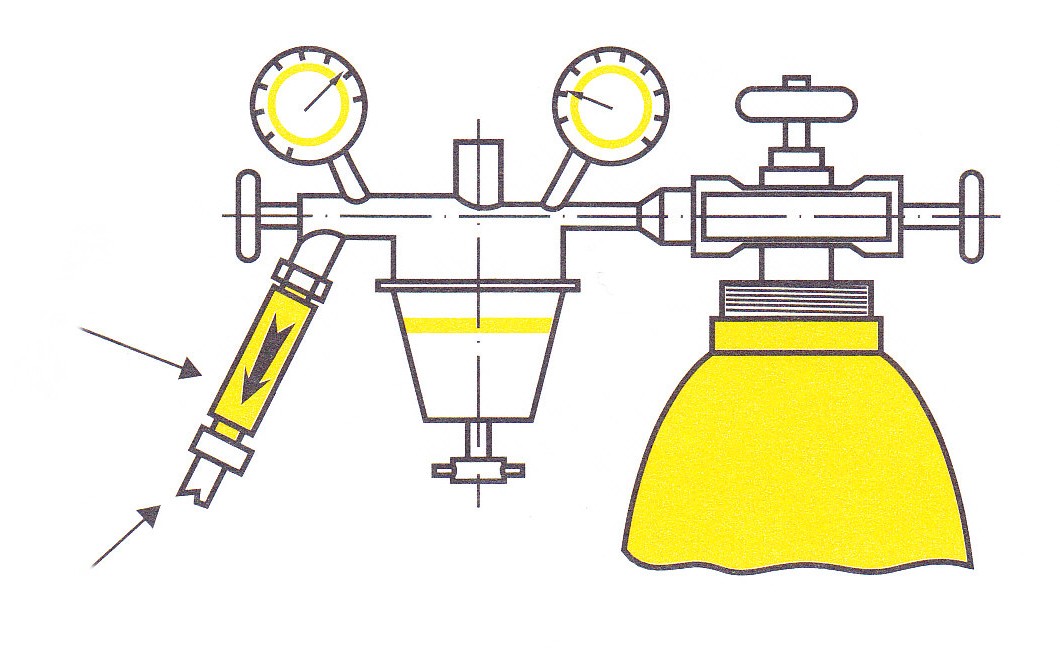
Tagasilöögi
kaitse ( SAFE -GUARD-4).
Antud
seade omab rõhutundlikku funktsiooni, mille tulemusel peatub
gaasivool rõhulöögi korral, millega on tagatud veel suurem ohutus.
Tagasilöögi kaitse asetatakse vahetult peale reduktorit, kaitsmaks
reduktorit ja gaasiballooni. Tagasilöögi kaitset on vaja ka
propaani-hapniku põleti kasutamisel propaani regulaatori juures ja
kuna hapnik suurendab põlemise kiirust, vajatakse tagasilöögi
kaitset ka hapnikuregulaatorile.
Antud
seade on avatud, kui selle ülaosas olev roheline riba on nähtaval.
Tagasilöök sulgeb seadeldise ja seejuures kaob roheline riba.
Tööolukorda tagasiviimiseks tuleb tõsta musta nuppu, seejuures
tuleb uuesti nähtavale roheline riba, mis tähendab, et
tagasilöögikaitse on avatud ja valmis vajadusel reageerima.
Antud
seade omab nelja turvatoimet:
- tõkestab gaasi tagasivoolamist;
- peatab voolikusse jõudnud tagasilöögileegi ja kustutab selle;
- sulgeb gaasitoite, kui põletist läheb läbi tagasilöök (ka plahvatuse korral);
- sulgeb gaasivoolu, kui seadeldis üle kuumeneb (95º C).
Räbustid.
(fljus)
Ühinedes
keevitusleegis ja ümbritsevas õhus leiduva hapnikuga moodustavad
kõik metallid ja nende sulamid oksiide , mille sulamistemperatuur on
metalli sulamistemperatuurist kõrgem. Sulametalli kaitsmiseks oksüdeerumise eest ja keevitamisel tekkivate oksiidide eemaldamiseks
kasutatakse räbusteid. Seega on räbustid ained, mida viiakse
keevitusvanni sulametalli oksüdeerumise ärahoidmiseks ning
moodustunud oksiidie ja mittemetalsete lisandite eemaldamiseks.
Räbusti
kantakse metalli servadele ja lisametalli vardale või on juba
metalli vardas endas, kus ta jootmise ajal välja sulab. Kasutatakse
ka kaitsegaase, mida antakse pidevalt kuni keevitamis- või
jootmisprotsessi lõpetamiseni.
Keevitusvanni
pinnal ujuv räbukiht peab katma kogu sulametalli pinna, kaitstes
metalli atmosfääriõhu edasise mõju eest. Räbusti kasutamise
vajalikkust värviliste metallide ja sulamite, samuti malmi
keevitamisel tingib asjaolu, et kõrge temperatuuri juures moodustub
metallide pinnal oksiidikiht , mis sulamisel tungib keevitusvanni ning
takistab põhimetalli ja lisametalli kokkusulamist. Vastavalt
keevitatava metalli iseärasustest tekivad oksiidid on kas happelised või aluselised . Aluseliste oksiidide tekkimise puhul tuleb kasutada
happelisi ja happeliste oksiidide tekkimise puhul aga aluselisi
räbusteid. Mõlema reaktsiooni puhul saame tulemuseks soola.
Räbustitele
esitatakse järgmised nõuded:
räbusti sulamistemperatuur peab olema madalam kui põhi- ja lisametallil;
sularäbusti peab sulametalli pinnal hästi laiali valguma, s.t. ta peab olema küllaldase vedelvoolavusega;
räbustil peab olema suur reageerimisvõime, ta peab aktiivselt deoksüderima oksiide, eemaldama neid või muutma kergsulavateks keemilisteks ühenditeks , lahustudes nii, et lahustamine lõppeks enne keevisvanni tardumist;
räbusti peab metalli hästi kaitsma õhuhapniku ja -lämmastikuga reageerimise eest;
pärast keevitamist peab räbu õmbluse küljest kergesti eralduma; räbusti tihedus peab olema väiksem põhi- ja lisametalli tihedusest, selleks et keevitamisel moodustuv räbu kerkiks keevitusvanni pinnale ega jääks õmblusemetalli;
Keevitatavate
detailide vahelise pilu täitmiseks ja keevisvalli moodustamiseks
viiakse lisametalli keevitusvanni traadi, varda või riba näol, mis
on lõigatud keevitatavast metallist või sellele lähedase
koostisega metallist. Tundmatut marki traati ei tohi keevitamisel
kasutada.
Kui
tahetakse õmblusemetalli parendada , siis lisatakse lisametallile
legeerivaid elemente.
Kui
keevitustraat on mustunud või mingil moel määrdunud, siis tuleb ta
hoolikalt puhastada ja siis asuda alles keevitama. Keevitustraati
tarnitakse kas rullides või varrastena. Igal juhul peab olema traat märgistatud ja omama oma kindlat tähist, mis näitab, millise
lisamaterjaliga on tegemist. Vene traat vasetatud pinnaga 4-mm traat
CB -08A ja vasetamata CB -08Г2C, EN tähistuse järgi kuude rühma
alates G-I (0l) kuni GVI (0Vl) oma keemilise koostise järgi.
Keevitus-varda klass
C %
Si %
Mn %
P %
S %
Mo %
Ni %
Cr %
0 I
0,03...
0,10
0,02...
0,20
0,35...
0,65
































































Kõik kommentaarid