Referaat:
Õpperühm:
Tallinn
2008
Sisukord:
Sisukord: 2
1. Sissejuhatus 3
2.
Kaarkeevitus 3
2.1
Kaarkeevituse seadmed 5
3.
Kaitsevahendid 5
4. Keevituselektroodid 7
5. Terase keevitamine 8
5.1 Legeerelemendid ja lisandid keevitatavas terases 8
5.2
Kroom ja selle mõjud keevitatavas metallis 8
5.3
Nikkel ja selle mõjud keevitatavas metallis 8
5.4 Molübdeen ja selle mõjud keevitatavas terases 8
5.5
Vanaadium ja selle mõjud keevitatavas terases 8
5.6
Volfram ja selle mõjud keevitatavas terases 8
5.7
Titaan ja
Nioobium ning selle mõjud keevitatavas terases 9
5.8 Süsinik selle mõjud keevitatavas terases 9
5.9
Mangaan ja selle mõjud keevitatavas terases 9
5.10 Räni ja selle mõjud keevitatavas terases 9
5.11 Süsinikuvaeste teraste keevitamine 10
5.12 Süsinikteraste keevitamine 10
5.13 Legeerteraste keevitamine 11
6. Alumiiniumi ja selle sulamite keevitamine 13
6.1 Ettevalmistused alumiiniumi
keevitamiseks 14
7. Vase ja vasesulamite keevitamine 14
8. Hõõrdkeevitus 16
9.
Plasmakeevitus 17
Kasutatud materjalid: 20
1. Sissejuhatus
Keevitamiseks
nimetatakse metalldetailide ühendamist nende kokkupuutekoha kohaliku
kuumutamise teel kuni sula olekuni (sulatuskeevitus) või plastilise
olekuni koos mehaanilise jõu rakendamisega ( survekeevitus ).
Elekterkeevituse
ajalugu algab aastast 1882.a. mil Nikolai Bernardos leiutas kaarkeevituse süsielektroodiga
1904.a. võttis Oscar Kjellberg kasutusele kattega metallelektroodi
1928.a. kasutas A. Alexander esimesena
keevituspiirkonna kaitseks gaasi. Hiljem on kasutusele võetud
täidis- ja metallkeraamilised keevitustraadid.
Tehnika arenedes on lisandunud palju uusi keevituse liike: kontakt-,
plasma-, laser -, electron-, induktsioonkeevitus jne.
2. Kaarkeevitus
K
Joon.1 Keevitamise protsess
aarkeevitamine on termiline protsess, mis võimaldab
metalliosakestel üksteisele läheneda ja üksteisega liituda, nii et
seejuures moodustub keevisliide . Keevitamisel toimub metallis
üheaegselt mitu protsessi: metalli sulamine , metallurgiaprotsessid
sulamis, õmblusmetalli kristalliseerumine ja soojuse mõju
keevisõmbluse lähiala metallile. Keevitatavad metallid võivad oma
keemilise koostise poolest olla kas ühesugused või erinevad. Kõik
ühesugused metallid on omavahel keevitatavad. Erinevate metallide
sulamisalas ei toimu alati keevitamiseks vajalikke
füüsikalis-keemilisi protsesse, mistõttu sellised metallid ei
tarvitse olla omavahel keevitamise teel ühendatavad.
K Joonis 1, Keevitamise protsess
aarkeevitusel kasutatakse keevituskaart, mis on kaarlahendus.
See tekib keevitamisel elektroodi
otsa ja detaili vahel metalliaurude ning kaitsegaaside,
elektroodikatte või räbusti koostisse kuuluvate ainete aurude ioniseeritud segus. Kaarlahendusega kaasneb suure soojushulga
ja valguse
eraldumine. Kaarlahenduse tekkeks peab elektroodide vaheline gaas olema ioniseeritud. Gaaside ionisatsiooni
põhjustavad:
- kõrge temperatuur (termoionisatsioon), katood - ja anoodkiired, ultraviolett -, röntgen- ja radioaktiivne kiirgus (kiirgusionisatsioon)
- elektronide, ioonide või kiiresti liikuvate aatomite põrkumine gaasi aatomite või molekulidega (põrkeionisatsioon).
Ioniseeritud gaasis olevad vabad elektronid ja
positiivsed ioonid muudavad gaasi elektrit juhtivaks, mistõttu tekib
potentsiaalide vahe tõttu elektroodide vahel
elektrikaar (elektrivälja
olemasolul ). Mistahes ionisatsiooni astme
korral saabub dünaamiline tasakaal, mil igal hetkel
lagunevate molekulide arv võrdub taastuvate molekulide arvuga (ioonide
molisatsiooni elektroodide ja remolisatsiooni tulemusel).
Keevitamisel
saadakse kaare süütamiseks vajalik algionisatsioon elektroodi
kokkupuutel detailiga ning selle kiire eemaldamisega küllaldase
kauguseni.
- elektroodi eemaldamisel detailist venivad sulanud mikrokonarused välja ja ahenevad ,
- läbiva voolu tihedus suureneb ning katkemisel saavutab väärtuse, kus metalliosakesed aurustuvad
- kõrge temperatuuri tõttu tekib suur metalliaurude ioniseerimine ning elektroodide vahe muutub elektrit juhtivaks ja elektrikaar süttib ka üsna madala potentsiaalide vahe korral
- kuumenenud elektroodiotstes saavutavad elektronid nii suure kineetilise energia, et on võimelised katoodilt väljuma (elektronide termoemissioon)
- katoodilt väljunud elektronid põrkavad kokku kaarevahemikus olevate gaasi- ja auru molekulidega ning lõhustuvad need positiivseteks- ja negatiivseteks ioonideks ning elektronideks
- püsiva tugevusega elektrivälja olemasolul tekib nimetatud osakeste suunatud liikumine ning elektroonidevahel moodustub püsiv kaar.
Kaare pinge võrdub tema põhipiirkondade
pingelangude summaga:
Uk
=
Ukat
+
Us
+
Uan
=
Ik , kus
Uk-kaare
pinge (V)
Ukat-pingelang
katoodpiirkonnas,
Us-pingelang
kaare sambas (V),
Uan-pingelang
anoodpiirkonnas, Ik-
keevitusvool (A).
Päripolaarset
keevitusvoolu tahistatakse Euroopas
SPDS (
straight polarity direct current ).
Elekterkaarkeevituse vooluahel koosneb järgmistest komponentidest:
vooluallikas , keevituskaablid, elektroodihoidik,
elektrood ,
keevituskaar, keevitatavad detailid,
maandus - ehk tagasivoolukaabel.
2.1
Kaarkeevituse seadmed
Käsikaarkeevitusel kasutataav vooluallikas peab
andma madala pingega (15-50 V) voolu tugevusega 15-500A. Tal
peab olema võimalus keevitusvoolu reguleerimiseks.
Vooluallikatena
kasutatakse trafosid, generaatoreid ja invertereid. Trafod (Joon. 2)
võivad olla koos alaldiga või ka ilma. Keevitamiseks kasutatakse
nii alalis -kui vahelduvvoolu. Alalisvoolukaare püsivus on parem kui
vahelduvvoolukaarel. Seepärast annab alalisvooluga keevitamine
kvaliteetsema õmbluse. Samas on vahelduvvooluseadmed ehituselt
lihtsamad, odavamad ja töökindlamad.
Keevitusgeneraatoritel
(Joon.3) kasutatakse ajamina sisepõlemismootorit. See annab
võimaluse keevitamiseks kohtades kus puudub võrguvool
Tänapäeval kasutatakse järjest rohkem
invertertehnikat. Inverteris muudetakse 50 Hz vahelduvvool
kõrgsagedusvooluks sagedusega 5000-25000 Hz. Inverterid (joon. 4) on
kaalult kerged ja mõõtmetelt väiksed, kuna inverteris kasutatavad
kõrgsagedusvoolu trafod on väiksed ja kerged.
Elektroodkeevitusega on võimalik keevitada terast (nii harilikku kui roostevaba ) ja malmi aga ka mõningaid värvilisi metalle ning sulameid .
3.
Kaitsevahendid
Elektrikeevitusega
töötamisel tuleb kasutada sobivat kaitseriietust ning jalanõusid
mis kaitsevad keevitajat sulametalli, räbu pritsmete, keevituse
soojustoime ja muude mõjutuste eest. Parimaks kaitseriietuseks on spetsiaalne kombinesoon. Selle puudumisel tuleb
kasutada pikkade varrukatega kitlit ja tulekindlat põlle. Keevitaja jalanõud peavad olema kinnised.. Võimaluse korral tuleks kasutada
spetsiaalseid tugevdatud ninadega saapaid. Kinnastest tuleks
eelistada pikkade kätistega nahkkindaid (Joon. 5)..
Kuulmekäikude
kaitseks keevitussädemete eest kasutatakse kõrvatroppe.
Näo
ja silmade kaitseks kasutatakse kaitseprille (Joon. 6) ja
keevitusmaske (Joon. 7 ja 8). Kaitseprille kasutatakse keevitatavate
detailide töötlemisel nurklihvija ja meisliga ning šlaki
eemaldamisel. Keevitusmask kaitseb keevitaja nägu
sulametallipritsmete ja ultraviolettkiirguse kahjuliku toime eest.
Lisaks sellele võimaldab keevitusmaski tume valgusfilter näha
keevitustsoonis toimuvat. Valgusfiltri tööpõhimõtte järgi
jagunevad keevitusmaskid kaheks: passiivse valgusfiltriga ja aktiivse
isetumeneva valgusfiltriga Passiivse valgusfiltriga maskil on ühe
kindla tumedusega valgusfilter (tavaliselt 10-11 DIN). Valgusfiltrid
on vajadusel vahetatavad. Aktiivse isetumeneva valgusfiltri
algtumedus on 3-4 DIN. Kaarleegi süttides tumeneb valgusfilter
silmapilkselt tumeduseni10-11 DIN. Kaarleegi kustudes taastub valgusfiltri algtumedus. Valgusfiltri tumedusastmeid on võimalik
muuta Aktiivse valgusfiltri toiteallikaks on päikesepatareid.
Valgusfiltri kaitseks keevituspritsmete eest on filtri ees tavalisest klaasist vahetatav plaat.
4.
Keevituselektroodid
Legeerimata
ja madallegeeritud teraste keevituselektroodid jaotatakse rühmadesse
katte tüübi jargi . Kasutatakse pohiliselt kolme elektroodi tüüpi: rutiil -, happelised - ja aluselised elektroodid . Enamus
elektroodikatteid koosneb suures osas mineraalsest komponendist ja
vesiklaasist, kuid mõned tüübid võivad sisaldada 5 ... 10%
orgaanilist materjali (orgaanilised rutiilid). Rutiilelektroodid:
sisaldavad kattes 50 ... 70% rutiili ( titaandioksiid Ti02) ja nendega on lihtne keevitada kõigis
ruumiasendeis. Nad taluvad paremini keevitatavate pindade ebapuhtusi
kui happelised elektroodid. Pealesulatustegur on väiksem kui
happelistel elektroodidel, mis taluvad kõrgemat keevitusvoolu.
Rutiilelektroodidega on kergem töötada. Happelised elektroodid:
kate koosneb kvartsist
(Si02) Elektroodid taluvad kõrget keevitusvoolu, mis
annab all-asendis kõrge pealesulatusteguri tootlikuks keevitamiseks.
Happelised elektroodid ei sobi suure piluga koostatud detailide
keevitamiseks, kuid väikeste liitekohtade läbikeevitus on hea. Elektrood on tundlik metallis sisalduvate kahjulike lisandite suhtes.
Seepärast ei tohiks keevitada kõrge väävli (max.0,05%) ja
süsiniku (max. 0,25%) sisaldusega terast. Aluselised elektroodid:
elektroodikatted sisaldavad põhiliselt kaltsiumkarbonaati
(CaC03) ja/või kaltsiumfluoriide
(CaF2). Aluselised elektroodid on vähem tundlikud
kahjulike lisandite suhtes (reageerivad nendega). Keevisel on suurem
löögisitkus
ja paremad mehaanilised
omadused, mille tõttu kasutatakse kõrgema tugevusega
metalli keevitamiseks. Elektroodid peavad olema kuivad. Niiskus
põhjustat pragude ja pooride
teket. Aluseliste elektroodidega keevitatakse lühikese kaarega ning
neil on veidi kõrgem pealesulatustegur kui rutiilelektroodidel.
Legeerimata terase kaarkeevitamine
Keevitustingimused
Aluseline
Rutiil
Happeline
Suured nõudmised mehaanilistele omadustele
1
3
2
Lisandid põhimetallis
1
2
3
1
3
2
1
2
3
Õhuke materjal
3
1
2
Räbu eemaldatavus
3
2
1
Kaare stabiilsus
3
1
2
Tabel 1
Ülaloleva
tabeli kasutamisest niipalju, et 1 on parim ehk esmane valik; 2 on
teisene valik ning 3 on olemasolevatest kõige kehvem ehk viimane
valik.
5.
Terase keevitamine
5.1 Legeerelemendid ja lisandid keevitatavas terases
Legeerelemendid
on kroom, nikkel, molübdeen, vanaadium, volfram ja titaan ning
kamangaan ja räni, kui nende sisaldus on tavalisest suurem.
5.2 Kroom ja selle mõjud keevitatavas metallis
Kroomi on süsinikvaestes terastes kuni 0,3%,konstruktsiooniterastes
0,7...3,5%, kroomterastes 12...18% ja kroomnikkelterastes 9...35%.
Keevitamisel moodustuv kroomkarbiid vähendab terase
korrosioonikindlust ja suurendab keevitatavust halvendavate
rasksulavate oksiidide teket.
5.3 Nikkel ja selle mõjud keevitatavas metallis
Niklit on süsinikuvaestes terastes 0,2...0,3%,
konstruktsiooniterastes 1...5% ja legeerterastes 8...35%. Mõned sulamid sisaldavad niklit kuni 85%. Nikkel suurendab terase plastsust ja tugevust ning annab peeneteralise struktuuri, halvendamata
keevitatavust.
5.4
Molübdeen ja selle mõjud keevitatavas terases
Molübdeeni
on terastes 0,15...0,8%. Molübdeen suurendab teraste vastupidavust löökkoormusele ja kõrgele temperatuurile ning annab peeneteralise
struktuuri. Kuid ta soodustab ka pragude teket pealesulatatud
metallis ja soojusmõju piirkonnas. Keevitamisel molübdeen
oksüdeerub kergesti ja põleb välja.
5.5 Vanaadium ja selle mõjud keevitatavas terases
Vanaadiumi on eriterastes 0,2...0,3%, stantsiterastes 1...1,5%. Ta soodustab
teraste karastatavust, halvendades sellega keevitatavust.
Keevitamisel oksüdeerub vanaadium intensiivselt ja põleb välja.
5.6 Volfram ja selle mõjud keevitatavas terases
Volframi on tööriista ja stantsiterastes 0,8...18%. Kõrgel temperatuuril
suurendab volfram terase kõvadust ja tugevust (punapüsivust)
hüppeliselt, ent tugeva oksüdeerumise tõttu halvendab
keevitatavust.
5.7 Titaan ja Nioobium ning selle mõjud keevitatavas terases
Titaani
ja nioobiumi lisatakse roostekindlatesse ja kuumakindlatesse
terastesse 0,5...1,0%, et suurendada nende korrosiooni- ja
kuumakindlust. Samas soodustab nioobium kuumapragude teket.
5.8 Süsinik selle mõjud keevitatavas terases
Süsinik
on terase tähtsaim lisand . Ta määrab terase plastsuse, tugevuse,
karastuse ja keevitatavuse. Harilike konstruktsiooniteraste kuni
0,25% süsinikusisaldus ei halvenda nende keevitatavust. Sellest
suurema süsinikusisalduse korral aga halveneb keevitatavus tugevalt,
sest soojusmõju piirkonnas moodustub karastunud ala, kus võivad
tekkida praod . Süsiniku suur hulk muudab keevisõmbluse poorseks.
5.9 Mangaan ja selle mõjud keevitatavas terases
Mangaani on terases harilikult 0,3...0,8% ja ta ei halvenda keevitatavust.
Keskmise mangaani sisaldusega 1,8...2,5% teraste keevitamisel võivad
tekkida praod sest mangaan soodustab terase karastuvust.
5.10 Räni ja selle mõjud keevitatavas terases
Räni
on terases tavaliselt 0,02...0,3%, mis ei halvenda keevitatavust.
Suurema ränisisaldusega eeriteraste keevitatavust halvendab nende
suur vedelvoolavus ning rasksulavate ränioksiidide teke.
5.11 Süsinikuvaeste teraste keevitamine
Süsinikuvaesed
terased (kuni 0,25-% süsinikusisaldusega) on hästi keevitatavad.
Keevisliited on hästi lõiketöödeldavad.
Kasutatakse maksimaalset lubatud keevitusrežiimi. Liidetavad
detailid servatakse.
5.12 Süsinikteraste keevitamine
Süsinikterased
on keskmise (0,3...0,5%) ja suure (0,5...1,0%) süsinikusisaldusega
terased. Keskmise süsinikusisaldusega teraste keevitamisel võivad
tekkida praod nii põhi- kui ka õmblusmetallis. Kvaliteetse liite
saamiseks tuleb toode enne keevitamist kuumutada temperatuurini
200...350 C°. Pärast keevitamist kuumutatakse toode ahjus
temperatuurini 675...700 C° ning jahutatakse aeglaselt koos ahjuga
temperatuurini 100...150 C°. Lõplik jahtumine toimub õhus.
Suure
süsinikusisaldusega terastest valmistatakse lõike-, puur - ja muid
riistu. Nende teraste puhul on tingimata vajalik eelkuumutus
temperatuurini 350...400 C°, mõnikord ka kuumutus keevituse ajal
ning termotöötlus pärast keevitamist. Keevitatakse kitsaste
vallidena ning lühikeste lõikude kaupa. Kraater tuleb kindlasti
täis keevitada või lõpetada õmblus tehnoloogilisel lisaplaadil.
Keevitada ei tohi keskkonna temperatuuril alla 5 C° ning tõmbetuule
käes.
5.13 Legeerteraste keevitamine
Legeerteraste
keevitamisel tuleb detailide servad hoolikalt puhastada tagist,
mustusest, tolmust ja räbust ning eemaldada niiskus metalli pinnalt,
kuumutades servi gaasipõletiga temperatuurini 110...120 C°. Et
vähendada põhimetalli karastumise ohtu, keevitatakse õmblus mitme
läbimiga ühtlaste kihtidena või keevitatakse õmblusele lõõmutav
vall, mis ei tohi puudutada põhimetalli. Vältimaks pragusid tuleb
detailid enne keevitamist kuumutada temperatuurini 100...350 C°.
Madallegeerterastel
võib keevitamisel tekkida karastunud struktuur. Selle vältimiseks
ja ülekuumutuse ärahoidmiseks on soovitatav neid teraseid keevitada
mitmekihiliste õmblustega, kusjuures kihid tuleb keevitada pikkade
ajavahedena. 2 mm ja paksemat terast keevitatakse vastupolaarse
alalisvooluga. Üle 15 mm paksusi detaile tuleb pärast keevitamist
kõrgnoolutada.
Kroomränimangaanterased,
mis kuuluvad madallegeeritud konstruktsioonteraste hulka keevitatakse
olenevalt metalli paksusest ühe või mitmekihiliselt. Viimasel juhul
on kihtide keevitamise ajavahe lühike.
Kesklegeerterastest
valmistatakse kõrgel temperatuuril (400...600 C°) ja kuni 30 MPa
rõhul gaasi või aurukeskkonnas töötavaid detaile (aurukatelde
torud, naftatöötlusseadmete ja keemiaaparatuuri osad). Nendes
terastes võivad keevitamisel tekkida praod, mistõttu tooteid tuleb
eelkuumutada temperatuurini 200...300 C° ning pärast keevitamist
kõrgnoolutada.: kuumutada temperatuurini 710 C°, hoida sellel
temperatuuril vähemalt 5 minutit metalli paksuse iga millimeetri
kohta ja seejärel jahytada aeglaselt. Mõnikord tuleb neid teraseid
lõõmutada temperatuuril 670...800 °C.
Kõrglegeerteraseid
kasutatakse keemiaseadmeis ja toiduainetööstusmasinais. Need
terased on hästi tugevad, plastsed ja
vedelvoolavad.
Keevitamisel tuleb silmas pidada, et nimetatud terased on halvad
elektri ja soojusjuhid, mistõttu nad kalduvad tugevalt kõmmelduma
ja alluvad kristallidevahelisele korrosioonile.. Seetõttu on oluline
väga täpselt jälgida keevitusrežiimi. Keevitatakse alalisvooluga
vastupolaarselt. Torustike, turbiinide, kõrgrõhukatelde,
keemiaaparaatide jm. seadmete osade valmistamiseks kasutatakse
tagikindlaid teraseid. Need on korrosioonikindlad ja taluvad kõrgel
temperatuuril pikaajalist koormust.
Keevitamisel on neil terastel kalduvus moodustada kuumpragusid.
Keevitatakse vastupolaarse alalisvooluga. Sisepinged kõrvaldatakse
pärast keevitamist termotöötlusega ( noolutamine temperatuuril 650 °C).
Kroomterased,
sisaldavad 4...14% kroomi ja kuuluvad martensiitklassi.
Neist valmistatakse kõrgtugevaid tarindeid (Naftatöötlusaparatuur)
töötamiseks agressiivses keskkonnas. Kroomteraste hulka kuuluvad ka
GOST standardi järgi terased 15X28 ja 1X17JU5, mis sisaldavad
18...30% kroomi ja kuuluvad ferriitklassi. Need terased on
roostekindlad
ja seda ka kõrgel temperatuuril. Kroomteraste keevitatavust
halvendab kalduvus õhus karastuda ja moodustada martensiitstruktuuri
ning terade kasv soojusmõju piirkonnas. Keevitamiseks tuleb
kroomteraseid eelkuumutada temperatuurini 200...400°C. Pärast
keevitamist jahutatakse tooteid seisvas õhus temperatuurini
150...200 °C ja seejärel kõrgnoolutatakse: kuumutatakse ahjus
temperatuurini 720...750 °C ja hoitakse sellel temperatuuril 5
minutit metalli paksuse iga millimeetri kohta, kuid mitte vähem kui
üks tund. Seejärel jahutatakse seisvas õhus aeglaselt. Teraseid,
mis sisaldavad 7...10% kroomi, hoitakse ahjus arvestusega 10 minutit
metalli paksuse iga millimeetri kohta. Keevitada tuleb vastupolaarse
alalisvooluga.
Mangaanirikkad
austeniitterased (Mangaanisaldusega 11...16%) on väga
kulumiskindlad. Neist valmistatakse raudteepööranguid,
ekskavaatorikoppade hambaid, põhjasüvendikoppasid jne. Nende
keevitamiseks kasutatakse aluselise kattega nikkelmangaanelektroode,
roostevabu elektroode ning süsinikuvaesest terasest elektroode
kattega, mis sisaldab 60...65% ferrokroomi. Mangaanteraseid
keevitatakse vastupolaarse alalisvooluga. Teras peab keevitamisel
olema karastatud. Seda tuleb kontrollida magnetiga
(karastatud teras pole magnetiline).
Tööriistaterastest
valmistatakse lõiketöötlusriistu. Kaarkeevitusega kinnitatakse
tavaliselt terasest terahoidiku külge kiirlõiketerasplaat või
sulatatakse hoidikule peale kiirlõiketerasest kiht. Pealesulatus on
otstarbekas siis, kui elektroodidena kasutatakse kiirlõiketerase
jäätmeid (murdunud puure,
avardeid,
hõõritsaid,
lõiketerasid
jne) või on kiirlõiketerasest (valtstraadist või sepisvardaist)
valmistatud elektroodid. Peale sulatatakse muldvormis korraga mitmele toorikule ( katkematu sulatusega). Pealesulatamise lõpetamiseks
juhitakse kaar tooriku metallile ja katkestatakse. Seejärel
lõikeriist lõõmutatakse, töödeldakse mehaaniliselt ning
karastatakse ja noolutatakse kolm korda. Pärast neid operatsioone on
pealesulatatud metalli kõvadus 62...65 HRC.
6. Alumiiniumi ja selle sulamite keevitamine
Väikese
tugevuse ja suure plastsuse tõttu kasutatakse tehnikas puhast
alumiiniumi suhteliselt vähe. Enimkasutatavad sulamid on
duralumiinium
ja silumiin .
Peamised
raskused alumiiniumi ja selle sulamite keevitamisel on järgmised:
- sulametalli pinnal moodustub rasksulav alumiiniumoksiidi kelme (Al2O3), mis takistab metalliosakeste kokkusulamist. Eriti keerukas on protsess veel seetõttu, et alumiiniumoksiidil on kõrge ( 2050 C°) ja alumiiniumil madal (658 C°) sulamistemperatuur .
- Alumiiniumi ja tema sulamite suure soojusjuhtivuse tõttu tuleb keevitamisel kasutada tehnoloogilisi erivõtteid ning massiivseid detaile eelnevalt kuumutada.
6.1 Ettevalmistused alumiiniumi keevitamiseks
Alumiiniumi
ja selle sulameid kaar-, gaas- ja argoonkeevitatakse. Olenemata
keevitusviisist tuleb keevitatavad pinnad enne rasvastustada ja
eemaldada sealt oksiidikelme. Metalli pind rasvastustatakse
lahustitega. Selleks sobivad orgaanilised lahustid , aviobensiin
ja tehniline atsetoon . Seejärel eemaldatakse oksiidikelme kas mehaaniliselt
või söövitamise teel. Oksiidikelme keemiliseks eemaldamiseks
söövitatakse keevitatavaid detaile 0,5...1 minut söövituslahuses,
mis koosneb : 45...55grammi tehnilise naatriumhüdroksiidi
ja 40...50 grammi tehnilise naatriumfluoriidi
lahus 1 liitris vees. Seejärel pestakse voolavas vees,
neutraliseeritakse 1...2 minuti vältel lämmastikhappe
25...30% vesilahuses, pestakse voolavas vees, seejärel kuumas vees
ja kuivatatakse niiskuse täieliku eemaldumiseni. Rasvatustatud ja
söövitatud detailid ei tohi keevituse ootel seista üle nelja
tunni.
Kuni 5
mm paksust lehtalumiiniumi keevitatakse faasimata, üle selle servad
faasitakse. Kuni 25 mm paksusi detaile võib keevitada
eelkuumutuseta. Üle 25 mm paksusi detaile on soovitatav eelkuumutada
temperatuurini 300...400 C°, silumiinvaludetaile temperatuurini
250...300 C°.
7. Vase ja vasesulamite keevitamine
Vase
keevitamist raskendab tema suur soojusjuhtivus , hea vedelvoolavus
ning kalduvus tugevasti oksüdeeruda kuumas, eriti aga sulavas
olekus. Vase soojusjuhtivus on peaaegu 6 korda suurem kui terasel .
Vase keevitatavust mõjutavad tema koostises olevad lisandid (hapnik,
vismut, plii, väävel, fosfor , antimon, arseen ), kõige rohkem
halvendab keevitatavust vismut. Kuumas või sula olekus oksüdeerub
vask vask(I)oksiidiks Cu2O . See reageerib metallis
lahustunud vesinikuga ning põhjustab pinnapragusid. Kõige paremini keevitatav on elektrolüütiline vask, mille lisandisisaldus on kuni
0,05%. Vase keevitamisel kasutatakse käsikaarkeevitust,
automaatkeevitust räbustis, gaaskeevitust ja kaitsegaasis keevitust.
Käsikaarkeevitatakse metall - või süsielektroodiga. Süsi- või grafiitelektroodiga
keevitamisel on lisametalliks samad vaskvardad mis metallelektroodiga
keevitamisel. Süsielektroodi korral kasutatakse eriräbusteid, mis
enne keevitamist kantakse lisametallvardale või puistatakse servatud
keevitusalasse.
Kuni 4
millimeetri paksusi vasktooteid keevitatakse ilma servamata.
Põkkliited koostatakse vahedeta. Nurk- ja vastakliidete
keevitamiseks tuleb toode asetada nii, et mõlemad keevitatavad
pinnad paikneksid rõhtpinna suhtes 45° nurga all. Üle 5
millimeetri paksusi tooteid tuleb enne keevitamist kuumutada
temperatuurini 200...300°C.
Vase metallelektroodiga kaarkeevitamise režiimid
Metalli paksus mm
Elektroodi läbimõõt
Vool Amprites
2
3
120...150
3
3...4
160...210
4
4
240...280
5
5
300...350
6
5...6
330...380
Tabel 2
Räbustid
automaatkeevitusel kasutatakse kas sulamatuid süsi- või sulavaid
metallelektroode ning räbusteid. Süsi- või grafiitelektroodiga
keevitamisel kasutatakse automaatkeevituspead, mis liigub piki
õmblust püsikiirusega. 4...8 mm paksuse vase keevitamiseks võetakse
süsielektroodi läbimõõduks 20 mm. Räbustis süsielektroodiga
keevitusrežiimid on allolevas tabelis.
Vase räbustis süsielektroodiga automaatkeevitamise režiimid elektroodi läbimõõduga 20 mm
Lehe paksus paksus mm
Vool Amprites
Kaare pinge voltides
4
780...800
18...19
22...23
6
960...980
8
1000
18
16
Tabel 3
Metallelektroodiga
saab automaatkeevitada tavaliste keevitusautomaatidega. Keevitatakse
vastupolaarse alalisvooluga. Keevitustraat on valmistatud vasest M1,
M2 või M3, läbimõõt 1,6...3 millimeetrit. Metallelektroodiga
keevitamisel kasutatakse keraamilist räbustit koostisega: 28%
marmorit, 57,5% päevakivi, 8% fluoriidi, 2,2% puusütt, 3,5%
boorräbu ja 0,8% alumiiniumi. Keevitatakse vahelduvvooluga.
Ühepoolne õmblus keevitatakse grafiit - või vaskplaadil täieliku
läbikeevitusega. Kuni 8 mm paksusi lehti keevitatakse ilma
servamata. Paksemad lehed servatakse V-kujuliselt 60° nurga all.
8...12 millimeetri paksusi vasklehti on soovitatav keevitada
kahepoolselt. Et kaar keevitamise alustamisel paremini süttiks on
soovitatav panna elektrooditraadi otsa alla messinglaaste.
Vaske
saab keevitada ka kaitsegaasis:argoonis või lämmastikus. Vaske saab
argoonis või lämmastikus keevitada sulamatu volframelektroodiga või
sulavelektroodiga. Ulatuslikult on levinud volframelektroodiga
keevitamine päripolaarse alalisvooluga. Lisametallina kasutatakse
vasest M1, M2 ja M3 vardaid.
Sulavelektroodiga
keevitatakse samuti päripolaarse alalisvooluga. Elektroodid tehakse
vasktraadist (M1) või pronkstraadist.
Gaaskeevitust
rakendatakse vase puhul kõige enam. Kuni 5 millimeetri paksuse vase
keevitamisel on lisametalliks vask M1, M2 või M3.
8. Hõõrdkeevitus
Hõõrdkeevitus
(FSW Friction Stir Welding ) on suhteliselt uus liitmise tehnoloogia ,
mis leiutati aastal 1991 TWI (The Welding Institute) poolt. Protsess
toimub tavaliselt temperatuuril 0,8 materjali sulamistemperatuuri
ning liitmine saavutatakse piltlikult sepistamisega.
Liidetavad materjalid on keevitamise jooksul jäigalt kinnitatud
rakistusega.
Keevitamine toimub silindrikujulise kulumatu tööriistaga,
mille otsas on väike sond ( probe ). Protsessi juures pole tarvidust
täitetraadile ning kaitsegaasile. Parameetrid , millega protsessi juhitakse on tööriista
pöörlemiskiirus, liikumiskiirus kui ka tööriista mõõtmed ning selle allasurumisjõud.
Pöörlev
tööriist surutakse liitesse kuni õlg kontakteerub detaili
pinnaga. Tööriista pealesurumisest ning selle pöörlemisest
põhjustatud hõõrdumise tagajärjel tekkiv soojus põhjustab
liidetavates detailides viskoosse-plastilise olukorra, mis on eelduseks liite tekkimisele. Keevituse kestel liite ümbruses
materjal soojendatakse tööriista perifeeria ümber ning seejärel
toimub materjalide järk-järguline uuestiliitmine sondi tagaküljel.
See põhjustabki keevisliite materjalide vahel. FSW on
liitmisprotsess metalli sulamiseta ja täitematerjalideta.
Protsessiga saadakse tugevad ja plastilised liited . Meetod on
eriliselt sobilik komponentidele, mis on pikad lamedad, kuid seda
saab ka rakendada ka torudele, süvistatud lõigetele ja ka
positsioonkeevitamisele. Sellised keevised saadakse kombineeritult
hõõrdumisel tekkiva soojusega ja pöörlemise tõttu tekkiva
mehaanilise deformatsiooniga. Maksimaalne temperatuur milleni jõutakse on 0.8 sulamistemperatuuri. Tööriist on silindrikujuline,
selle otsas on läbiv sond (ing. k-probe) või keerukam ühenduskoht.
Silindrilise osa ja sondi vahelist osa nimetatakse õlaks (ing. k.- shoulder ). Samaaegselt pealispinna „hõõrumisega” läbib sond
detaili. Hõõrdumisega pöörleva ja translatoorselt liikuva
tööriista ja detaili vahel saadaksegi protsessi tekkeks vajalik
soojus. Tööriista otsa juures toimuv deformeerumine toob kaasa
adiabaatlilise soojuse mahulise kaasmõju detailidele. Keevitusparameetrid tuleb reguleerida nii, et hõõrumise suhe
deformatsiooni väheneb kui detaili paksenedes. See on vajalik, et
tagada piisav soojussisestus ühiku pikkuse kohta. FSWga tekkiva
liite mikrostruktuur sõltub detailist, tööriista projekteerimisest
pöörde ja liikumise kiirusest, mõjuvast jõust ja liidetavatest materjalidest . Liitealas on mitmesugused tsoonid nagu tavaliseski
keevitsprotsessis. Keskmine regioon on sibularõngakujulise mustriga
ning on kõige enam deformeeritud. Sageli tundub see dünaamiliselt
rekristalliseerunud olevat nii, et detailne mikrostruktuur võib
koosneda võrdtelgsetest kristalsetest teradest. Tööriista iga
pöörde jooksul tekivad materjali silindrikujulised kihid, mis
annavadki iseloomulikud sibularõngad liite pinnal.
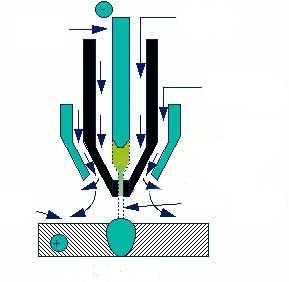
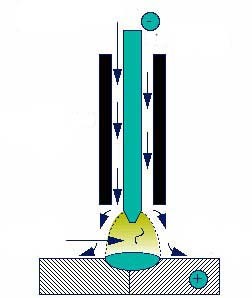
9. Plasmakeevitus
Plasmakeevitus
jaguneb kaheks keevitusviisiks:
Keevitamine
plasmajoaga (joon. 9a).
Keevitamine
plasmakaarega (joon. 9b).
Plasma tekkimiseks
süüdatakse plasmatronis kas otsene või kaudne elektrikaar.
Seejärel juhitakse kaare sambale gaas, mis läbib samba ja väljub
põletist kõrge temperatuuriga plasmana. Otsene kaar süüdatakse
põleti elektroodi ja keevitava materjali vahel. Kaudne kaar
süüdatakse elektroodi ja düüsi vahel ning põletist väljub
ainult plasmajuga. Plasmakaare annab otsese kaarega põleti,
plasmajoa aga kaudse kaarega põleti. Elektroodid valmistatakse kas
vasest või volframist. Plasmat moodustavate gaasidena kasutatakse
lämmastiku, argooni, vesiniku, heeliumi, hapnikku ja nende segusid.
Plasmakaart
kasutatakse lõikamisel, keevitamisel ja pealesulatamisel, kusjuures
töödeldav materjal peab elektrit juhtima. Plasmajuga kasutatakse
peamiselt kuumutamiseks kuid ka elektrit mittejuhtivate materjalide
keevitamiseks. Plasmakaarega on võimalik keevitada igas
asendis.
FSWl
on järgmised eelised võrreldes tavapäraste keevitusmeetoditega:
- Puudub vajadus täitetraadile
- Minimaalne liite ääriste ettevalmistamine
- Protsess eemaldab liite vahel oleva oksiidi
- Automatiseerituse tase
- Liite kõrge tugevus
- Võimalik liita sulameid, mida ei saa liita oma tavapäraste keevitusmeetoditega pragudele vastuvõtlikkuse tõttu.
- Vähesed kujumuutused seda isegi pikkade õmbluste juures
- Suurepärased mehaanilised omadused nagu väsimustugevus, tõmbetugevus ja painutustestimine
- Pooride puudumine
- Pritsmete puudumine
- Vähene kokkutõmbumine
- Saab opereerida kõikide asendites
- Energiasäästlik
- Keevitajalt ei nõuta keevitussertifikaati
- Õhuke oksiidikiht liidetavatel detailidel on aktsepteeritav
- Pole vajadust lihvimise , harjamise või söövitamise järgi.
- Võib keevitada alumiiniumit ja vaske üle paksusega kuni 50 mm. ühe läbimiga
Piiranguid
FSW protsessile on vähendatud intensiivsete uuringute ja arendusega.
Siiamaani esinevad protsessil järgmised puudused:
- Detail peab olema jäigalt kinnitatud
- Iga keevituse lõppu jääb ava
- Ei saa teha nurkõmblusi (fillet welds)
- Lisaks tööriista allasurumisele on vajalik jõud tööriista edasiliigutamiseks mööda liidet.
- Tööriist on kallis ja kulub kiiresti, kui ei kasutada õigeid keevitusrežiime
- Keerukas aparaadi seadistamine
Kasutatud materjalid:
http://et.wikipedia.org
http://www.google.ee
20


















































Kõik kommentaarid