1. Malmi tootmine Malmiks nim. raudsüsiniksulamit, milles süsiniku hulk on üle 2,14%.
Malm toodetakse
kõrgahjudes rauamaagist raua taandamisega, taandamine toimub kivisöekoksi põlemisel
tekkivate gaasidega. Kõrgahjus toodetakse:
toormalm (läheb terase sulatamiseks),
valumalm (sulatatakse ümber et saada valandeid) ja ferrosulamid (suure Mn või Si sisaldusega
rauasulamid , mida valumalmide ümbersulatamisel) Koostise järgi: Legeerimata
malm(raudsüsiniksulamid) ja
eriomadustega legeermalm (koostisesse lisatud täiendavaid
elemente) Süsiniku oleku järgi:
Valgemalm (kogu C on
rauaga seotud olekus tsementiidi-
Fe3C kujul; saadakse vedela malmi kiirel jahutamisel valuvormis) ja
Hallid malmid ( kogu
või enamus C on vabas olekus grafiidina)
2. Kuidas vähendada terase tootmisel süsiniku sisaldust? Vaata küsimus nr. 15 3. 4. Titaani tootmine Titaanimaak rikastatakse kas floatsiooni või magnetrikastamist ehk magnetseparatsiooni
kasutades. Järgmine etapp on metalli tootmine taandamise teel taandatavast metallist
keemiliselt aktiivsemate metallidega – Titaani puhul magneesiumi.
5.Sadestamis ja difusioonmeetodi vahe Sadestamismeetodil lisatakse räbusse jahvatatud koksi, lupja, ferrosiliitsiumi.
Difusioonlõõmutusel kuumutatakse legeerterasest
valandit kuni 1100 kraadini ja seisatakse 6-
30 tunniks- see põhjustab austeniiditera kasvamist.
6. Kaupperite ja furmide roll malmi tootmisel Kauperid on kõrgahju põlemisõhu eelsoojendid. Furm on gaasisisestustoru
7.Mg tootmine Mg toodetakse
mineraalidest .
Metall eraldatakse elektrolüüsi teel sulatatud
magneesiumkloriidist; väikese tiheduse tõttu tõuseb magneesium pinnale, kust ta imetakse
välja. Protsess sarnaneb Al tootmisele.
8. Al tootmisprotsess Peamine alumiiniumi
maak on boksiit, mis sisaldab alumiiniumi hüdroksiide.
Tootmisprotsess: 1) Al oksiidi saamine 2) Al₂O3 elektroluus Al saamiseks 3) rafineerimine
9. Keemisolemus terasel Terased on mittetäielikult desoksüdeeritud. Keevad terased sisaldavad gaaside lahustuvuse
vähenemisest tingitud gaasipoorsust.
FeO + C →Fe + CO - Q
10. Redutseerimisprotsess terases Taandamine on hapniku, kloori, jne eemaldamine oksiididest, kloriididest jt metalliühenditest
ja samuti
maakidest , kasutades selleks taandajaid ehk redutseerijaid.
11. Lubjakivi roll malmi tootmisel Lubjakivi täidab malmi tootmisel räbusti rolli.
12. Terase kvaliteedi tõstmine Terase kvaliteedi tõstmiseks degaseerimise teel kasutatakse elekterräbu ümbersulatust. Terase
tootmisel kasutatakse lähtematerjalidena toormalmi ja terasmurdu e rauamurdu. Terase
tootmise meetodite mõte seisneb malmis süsiniku- ja lisandite sisalduse vähendamises.
1) Bessemerprotsess – põhineb toormalmi õhuga läbipuhumises bessemerkonverteris, mille
tulemusena õhus olev hapnik oksüdeeris süsiniku ja lisandid.
2) Toomasprotsess –
analoogne bessemerprotsessile
3) Martäänprotsess – vähem
tootlik , kvaliteetsem teras.
4) Hapnikkonverterprotsess – terase hulgitootmise põhimeetod. Kvaliteedile lähedane
martäänprotsessis saaduga.
13. Miks on vajalik oksüdeerumisperiood? On vajalik hapniku eemaldamiseks sulametallist.
14. Vase tootmine 90% vasest toodetakse pürometallurgiliste meetoditega (maak rikastatakse
flotatsioonmeetodil) ja 10% hüdrometallurgiat kasutades (vask viiakse lahusesse
väävvelhappe abil).
15. Süsiniku sisalduse vähendamine Läbipuhumine, viia terasesse legeerelemente, terase oksüdeerimine.
16. Valumeetodid Erinevateks valumeetoditeks on
liivvormvalu (suurte malmvalandite tootmine),
tsentrifugaalvalu (malmtorude ja sisepõlemismootori hülsside tootmine), täppisvalu,
korduvkasutusega
vormides : kokillvalu,
survevalu (suurima tootlikkusega), tsentrifugaalvalu,
pidev- ja poolpidevvalu
17. Terase levinuim survetöötlusviis Valtsimine 18. Hammasrataste survetöötlus Kopeermeetod põhineb hammaste profileerimisel lõikuriga, millel on hammastevaheline
profiil. Üksiktootmisel kasutatakse ketasmoodulfreesi või sõrmmoodulfreesi, hambad
lõigatakse ühe hambavahe kaupa. Rullimismeetod põhineb lõikuri ja tooriku vastastikusel
hambumisel koos lõikeliikumisega. Lõikurina kasutatakse kas tigufreesi, hammaslattlõikurit
või hambatõukurit. Tooriku hamba külgpind kujuneb lõikuri lõikeservade pideval asendi
muutumisel.
19. Lehtstantsimine Lehtstantsimist kasutatakse sobivate mõõtmetega detaili väljalõikamiseks suurtest lehtedest.
Selleks kasutatakse templit ja
matriitsi . Peamised protsessi
parameetrid on: templi ja matriitsi
kuju, stantsimise kiirus, määrimine ning lõtk matriitsi ja templi vahel. Eraldusoperatsioon
Tükeldamine on tooriku jaotamine kaheks või enamaks tooteks lahtist kontuuri mööda.
Väljalõikamine on tooriku osa täielik eraldamine kinnist kontuuri mööda.
Kujumuute operatsioonid -
painutamine , sügavtõmbamine, ohendusega sügavtõmbamine,
ahendamine ja
avardamine, ääristamine,
vormimine venitamisega, reljeefstantsimine ja ribitamine,
rotatsioonvormimine, ohendusega rotatsioonvormimine, õgvendamine.
20. Kärnmargid Avade ja õõnsuste saamiseks valandites kasutatakse kärne, mis asetatakse vormidesse ja
toetuvad kärnmarkide poolt moodustunud
pindadele . Antud töös on tegemist keskavaga
valanditega. Avade moodustamiseks on vajalikud kärnid ja mudelitel kärnmargid.
Vertikaalkärnidel on reeglina koonilised ja horisontaalsetel silindrilised kärnmargid.
Vormimise hõlbustamiseks võib mudeli ülemise kärnmargi valmistada koostatavana ja teda
on võimalik esimese vormipoole vormimise ajaks eemaldada ja edasi teise vormipoole
vormimisel asetada tagasi .
21. Koorikvalu põhimõtted 1. mudelplaadi
kuumutamine 200…250 °C → punkrile kinnitamine,
2. mudelplaadi
katmine ,
3. kooriku saamine,
4. mudelplaadi ja kooriku kuumutamine 300…350 °C,
5. kooriku eemaldamine mudelplaadilt,
6. vormide koostamine,
7. valu,
8.
vormist eemaldamine.
Vormimaterjalid: liiv;
termoreaktiivne vaik (6...7%)
22. Käsikaarkeevituse vooluallikad Reeglina kasutatakse madalapingelist (15...40 V) ja suurt voolu (15...500 A) andvat
erikonstruktsiooniga vooluallikat. Ohutuse seisukohalt piiratakse tühijooksupinget.
23. Õhukese pleki keevitamine Plasmakeevitust võib kasutada praktiliselt kõikide metallide keevitamiseks. Selle keevitusega
võib kokku keevitada nii paksu kui ka õhukese plaadi. Õhukest plaati saab keevitada ka TIG-
keevitusega.
24. Soone freesimine Tüüpiline freespingi põhioperatsioon. Mittetraditsiooniliste meetoditega saab freesida peeneid
sooni . Peamiselt kasutatakse universaaltreipinki ja
freesi .
25. Lõikeriista nõuded Lõikekiirus, s.o
lõikuri
summaarne tööaeg lõikeprotsessis.
26. Poorsed pulbermaterjalid Filtrid, soojusisolatsioonimaterjalid, pindade jahutus, protsessid keevkihis, pneumolaagrid,
poorsed katalüsaatorid, poorsed
elektroodid , aeraatorid.
Poorseid pulbermaterjale
iseloomustav põhiomadus on läbilaskvus.
27. Jootmise erinevus keevitamisest Jootmise eelised võrreldes keevitamisega:
a) Peaaegu kõik metallid on sobiva
joodise ja räbusti valimisel joodetavad
b) On võimalik liita väga erineva sulamistemperatuuriga materjale, sh
metalle mittemetallidega
c) liidetavate materjalide väiksema
kuumutamise tõttu on protsess tavaliselt keevitamisest
kiirem
d) protsess on masstootmises kergesti
rakendatav , kuna jootmine ei
eelda alati liitekoha
lokaliseeritud kuumutamist
e) Puuduvad termomõjutsooni struktuurimuutused, liidetavate toodete kõverdumised.
Puudused on jooteliidete temperatuuritundlikkus s.o. kuumutamine võib põhjustada liite
tugevuse vähenemist või isegi
joote sulamise.
28. Survetöötlemise põhimeetodid Külmsurvetöötlus toimub tingimustes, kus kalestumisprotsessidega taastumisprotsesse ei
kaasne, mistõttu metalli vastupanu deformeerumisele kasvab pidevalt. Külmsurvetöödeldakse
toibumis- ka rekristalliseerumistemperaturidest madalamatel temperatuuridel. Eelised: saadud
toodete suurem täpsus ja pinnakvaliteet. Eelkuumutamise vajadus puudub. Toote ühtlasem
struktuur. Parem toodete tugevus ja väsimustugevus. Puudused: vajalikud suured
deformatsioonijõud ja –
energiad . Kuumsurvetöötlusel toimub metalli deformeerimine
rekristalliseerumistemperatuuri ületavatel temperatuuridel tingimustes, kus metalli
plastsust taastavad deformatsiooniprotsessid jõuavad lõpuni minna. Eriliigiks on isotermiline
survetöötlus, kus survetöötlus viiakse läbi konstantsel temperatuuril. Eelised: võimalus
deformeerida väiksemat jõudu ja deformatsioonienergiat kasutades. Puuduvad piirangud
deformatsiooniastmetele. Toimub ruumdefektide kinnikeevitumine. Puudused: ahjukeskkonna
ja tooriku vaheliste reaktsioonide suured kiirused ja sellest tingitud halb pinnakvaliteet ja
metallikadu. Metalli plastsuse
suurendamine kuumsurvetöötlusega.
29.Valtspingid Valtsimisel haaratakse
metall hõõrdejõudude toimel kahe
vastassuunas pöörleva
valtsi poolt
kaasa ja surutakse õhemaks. Tooriku pikkus ja laius vähesel määral suurenevad. Duo-
valtspingis on kaks valtsi. Trio-valtspinkides on kolm mittereverseeritavat valtsi. Pärast
tooriku valtsimist ühes suunas alumise ja keskmise valtsi vahel, suunatakse ta keskmise ja
ülemise valtsi vahele, kus valtsitakse vastassuunas. Kvarto-valtspingis on neli valtsi:
sisemised väiksema läbimõõduga töövaltsid ja äärmised tugivaltsid. Paljuvaltsilistes
valtspinkides on 6-12 ja enam valtsi. Töövaltsid toetuvad alamvaltsidele ja need omakorda
tugivaltsidele.
30. Keevistorud Torud liigitatakse õmbluseta
torudeks ja keevistorudeks (õmblusega torudeks).
Õmbluseta torusid toodetakse valtsitud ümarprofiilist siseõõnsuse moodustamisega torni abil.
Keevistorusid tehakse metalliribakujulisest torutoorikust, mis erilistes valtspinkides järk-
järgult toruks vormitakse ja seejärel piki õmblust kinni keevitatakse.
31. Vormisegu Valuvorm koosneb ülemisest ja alumisest vormipoolest, mis valmistatakse vormisegust.
Enamkasutatav vormiliiv on
kvartsliiv .
32. Pressvormi materjalid Peamiselt karbiidterased. Kasutatakse pulbrina.
33. Külmpraod Tekivad enamasti keevisõmbluse kõrval põhimetallis või harvem ka õmblusmetallis kohe või
10-48 tunni jooksul pärast keevitamist. Külmpragusid iseloomustab hele kristalliline pind.
Neid
seostatakse suurest jahtumiskiirusest tingitud habraste karastusstruktuuridega ja
metallivesinikhaprusega.
34. Metallpinded, eesmärgid Metalliga katmine parandab terase korrosioonkindlust ja pikendab toote
kasutusiga . Sobiv
metallkate võimaldab parandada nii terase vormimise ja kontaktkeevituse omadusi kui ka
värvitavust. Metalsed kaitsekatted mitte ainult ei kaitse alusmetalli korrosiooni eest, vaid
suurendavad detaili pinna kõvadust, kulumiskindlust, peegeldumisvõimet, dekoratiivsust.
Sõltuvalt kaitsetoimest jagatakse metallkatted anoodseteks ja katoodseteks. Anoodseks
katteks on terasele tsink,
alumiinium ja kaadmium. Kaitsev metall on kaitstavast metallist
aktiivsem. Teras on katoodiks ega hakka enne korrodeeruma, kui kogu anoodi kiht pole
välispinnalt kadunud.
Katoodse katte puhul on kaitsev metall kaitstavast vähemaktiivsem. Nikkel kaitseb terast seni,
kuni kaitsekiht on terve. Kui nikeldatud pinda mehaaniliselt vigastada, korrodeerub teras
kiiremini kui tavaliselt. Metallide metallkattega katmise moodused on järgmised: galvaaniline
menetlus,
termomehaaniline menetlus, sulametalli pinnale
pihustamine ja sulametalli sisse
kastmine.
35. Metallide lõiketöötlus Seisneb eelnevatel töötlemisviisidel (sepistamine, valamine jm) saadud toorikult
laastu eraldamises vajaliku kuju, mõõtmete ja pinnakvaliteedi saamiseks. Lõikeprotsesside liigitus
(liigitatakse tööriista geomeetriliste parameetrite ja protsessi
kinemaatika põhjal):
1) Nugalõikamine – kus jõu F mõjul materjali tungiv
nuga tekitab enda ees surutud ala.
Materjal puruneb lõikeserva läheduses, kus
pinged on kõige suuremad. Lisaks jõusuunalisele
lõikeliikumisele võib nuga saada ka lõikeserva sihilise sirgjoonelise võipöörleva liikumise.
Noaga lõikamist kasutatakse materjali tükeldamisel.
2) Käärlõikamine – kus jõu F mõjul tekitavad töödeldavasse materjali surutavad käärid
lõikeservi ühendavas pinnas materjali purunemist põhjustavaid nihkepingeid, mille tagajärjel
materjal lahutatakse
osadeks .
3) Teriklõikamisel laastueemaldusega – eraldab lõikuri
terik jõu F toimel töödeldava materjali
pinnakihi laastuna.
36. Vastufreesimine Freesi ja tooriku kontakti tekkimiskohas on freesi pöörlemis-ja tooriku ettenihke suunad
vastassuunalised.
37.
Plasmakeevitus Kuulub kaarkeevituse protsesside rühma, energiaallikaks on kontsentreeritud ja ioniseeritud
gaasivool, mis on tekitatud keevituskaare kokkusurumise abil. Keevituskaar surutakse kokku
plasmatroni kitseneva ja intensiivselt jahutava suudmiku abil. Võib keevitada praktiliselt kõiki
metalle, kõrge temperatuur, keevitusdeformatsioonid on üsna väiksed. Küllalt suur
keevituskiirus ja läbikeevituse sügavus. TIG keevituse edasiarendus, ei vaja kaitsegaasi.
38.Voolava laastu vältimine Kõikidel võimalikel juhtudel tuleb kasutada laastumurdjaid, s. t. erilisi
seadiseid , mis
kindlustavad voolava laastu peenestamist lühikesteks lintideks
39. Isostaatpressimine Kasutatakse praktiliselt poorideta peeneteraliste materjalide saamiseks. Tihendatud
pulber või
pressis suletakse
hermeetiliselt õhukesest rasksulava metalli või kuumuskindla terase lehest
konteinerisse, vakumeeritakse, asetatakse küttekehadega varustatud isostaati. Seal surutakse
konteiner inertse
gaasiga kokku ja kuumutatakse kõrgel temperatuuril.
40. Kuumsurvetöötluse temperatuur Kuumsurvetootluse ülemine piir on määratud solidus- või intensiivse
oksüdeerumistemperatuuriga.
41. Laienevate valukanalite süsteem Al valamisel Al-
sulamid oksüdeeruvad kergelt, seega kasutatakse alati laienevaid valukanaleid. Al-
sulamites on suur gaaside
lahustuvus , mis võib põhjustada gaasitühikuid. Alumiiniumi
valamisel on valutemperatuur suhteliselt madal.
42. Kärnvormimine Kärnvormimine tähendab vormi koostamist kärnidest, mis moodustavad nii
valandi sise- kui
ka välispinnad. Kasutatakse
keeruliste valandite mass ja suursaritootmiseks. Kärn kujundab
valandi
sisepinna . Kärn valmistatakse liiva ja sideaine
segust . Kärnkast on puidust või
metallist õõnes
rakis kärnide vormimiseks kärnisegust.
43. Vagranka Vagranka on malmisulatusahi. Vagrankas sulatatakse ligi 90%
malmist . Vagranka on
metallkestaga ja šamottvoodriga šahtahi, mida ülemise täiteava kaudu täidetakse algul
põlemisõhu furme ületava põhjakoksiga. Edasi viiakse vagrankasse metallist, koksist ja
räbustist
koosneva täidise doosid. Kütuse põlemiseks juhitakse ahju ettekuumutatud õhku.
44. Räbustijootmine Räbusteid kasutatakse joodetava metallipinna oksiididest
puhastamiseks ja puhtana
hoidmiseks, parandades seeläbi pinna märgamist.
45. Kiiruste ettenihke kast Ettenihkekast kannab pöörlemise üle käigukruvile ja –võllile ning muudab ettenihke
suuremaks . Ülekanne toimub reversi ja vahetatavate hammasrataste
kitarri kaudu.
46. Pulbermaterjalide poorsus Poorsete pulbermaterjalide põhiomadus on läbilaskvus. Poorseid pulbermaterjale kasutatakse
filtrites, soojusisolatsioonimaterjalides, pindade jahutuses, protsesside keevkihis,
pneumolaagrites, poorsetes katalüsaatorites, poorsetes elektroodides, aeraatorites.
47. Metallide plastsed omadused Enamik metalle on plastsed. Seepärast saab kuuma metalli kuju muuta sepistamisel, pleki
valtsimisel ja traadi tõmbamisel. Metallide plastsust saab tõsta kuumsurvetöötlusega.
48. Valtside kalibreerimine Valtside kalibreerimine on mõõtmete täpsuse suurendamine ja pinnakareduse vähendamine
väikeste deformatsiooniastmetega
plastse külmdeformeerimise teel.
49. Stantsimisvasarad Stantsimisvasaraks nimetatakse löögilise toimega
sepa -pressi
seadet , kus tooriku
deformeerimine toimub vasara langevate osade poolt kogutud kineetilise energia arvel.
Stantsimisvasarate valik toimub deformatsioonijõu ja kiiruse järgi. Stantsimisvasaratega ei saa
saavutada suurt täpsust.
50. Kaarkeevituse elektroodid Kaarkeevitusel saab kasutada kas sulamatuid keevituselektroode (näiteks süsi- ja
volframelektrood) või sulavaid keevituselektroode (näiteks metallelektroodid). Legeerimata ja
madallegeeritud teraste keevituselektroodid jaotatakse rühmadesse katte tüübi järgi.
Kasutatakse põhiliselt kolme elektroodi tüüpi:
rutiil - happelised- ja
aluselised elektroodid.
51. Jootmisprotsess Sulatatud
joodis voolab tahkete detailide vahelisse pilusse, märgab ühendatavad pinnad ja
tardumisel moodustab joodise. Jootmist saab teha siis, kui joodise
sulamistemperatuur on
liidetava materjali sulamistemperatuurist madalam. Liidetavad materjalid peavad märguma
sulajoodisega. Räbusteid kasutatakse joodetava metallpinna oksiididest puhastamiseks ja
puhtana hoidmiseks, parandades seeläbi pinna märgamist. Peaaegu kõik metallid on
joodetavad.
52. Pinnete kasutamine treiteradel Pinded võimaldavad tõsta püsivusaega kuni 10 korda. Pinded saadakse kas keemilisel
aursadestusmeetodil (CVD-levinud karbiidermistele mitmekihilise või keraamilise
pinde saamiseks) või füüsikalisel aursadestusmeetodil (PVD-levinud TiN pinnetele 2-4µm).
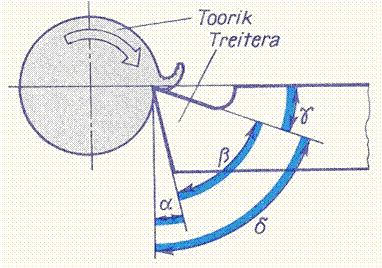
53. Treitera esinurk γ Esinurgaks nimetatakse nurka treitera esitahu ning pealõikeserva ja lõiketasapinnaga risti
oleva
tasapinna vahel. Esinurk võib olla positiivne või negatiivne. Esinurk on positiivne, kui
esitahk suundub pealõikeservast allapoole ja negatiivne kui ülespoole. Negatiivse esinurga
puhul on
tera tugevus suurem ja teda kasutatakse kõvade materjalide töötlemisel.
β-teravusnurk, α-taganurk, δ- α +β
54. Elektrokeemiline töötlus Elektrokeemiline töötlus on elektrolüütiline protsess, kus toorikult (anoodilt) eemaldatakse
metall elektrokeemilisel teel. Elektrolüüsi ajal tooriku pinnal olevad konarused lahustuvad ja
tekib sile, poleeritud pind. Tootlikkus ei sõltu töödeldava materjali kõvadusest. Võimalik on
töödelda keerulise geomeetrilise kujuga pindu. Tööriist praktiliselt ei kulu. Ei ole võimalik
töödelda teravaid nurki ja väikese raadiusega (0,3 mm) sisenurki.
55. Tardfaaskeevitamine Difusioonkeevitus on protsess, kus keevisõmblus saadakse üksteisega
kontaktis olevate
detailide kuumutamisel kõrgel temperatuuril ja
survel difusioonprotsessi tulemusena.
56. W-Mo toodete tootmine W ja Mo kuuluvad rasksulavate metallide VI gruppi. Tootmise tüüptehnoloogiaks on: Pulbri
tootmine- Vormimine- Paagutus- Kuumsurvetöötlus- Toodete vormimine.
57. Ekstrudeerimine Ekstrudeerimisel tõmmatakse või surutakse materjal läbi mingi pilu, et saavutada soovitud
kujuga detail. Ekstrudeerida võib nii
kuumalt kui ka külmalt ja ekstrudeerimisprotsessid
jaotatakse päri- ja vastuekstrudeerimiseks. Ekstrudeeritud tooted on ekstruusised.
58. Sepavaltsid Sepavaltse kasutatakse venitatud pikiteljega stantsiste tootmiseks ja toorikute ettevalmistuseks
stantsimiseks pressidel või vasaratel.
59. Valandite puhastamine Valandite puhastamiseks kasutatakse trummelpuhastamist ja jugapuhastamist, mis omakorda
jaguneb haaveljugapuhastamiseks ja haavelheitpuhastamiseks.
60. Hapniklõikamine Metallide gaashapniklõikamine on termolõikamisprotsess, mis põhineb lõigatava metalli
põlemisel kõrgetel temperatuuridel, vajalik temperatuur
saavutatakse põlevgaasi põlemisel
hapnikust. Sellega saab lõigata metallisulameid, mille hapniku süütamise temperatuur on selle
sulamistemperatuurist madalam; moodustuvate metallioksiidide sulamistemperatuur
sulamistemperatuur on metalli sulamistemperatuurist madalam; põlemissoojus on protsessi
pidevuse seisukohalt piisav; metalli soojusjuhtivus ei tohi olla liiga suur; lõikamisel tekkiv
räbu peab olema kergesti eemaldatav.
61. Pulbrite vormimise põhimeetodid Pulbrite vormimise põhimeetoditeks on:
Pressimine pressvormides- pulber puistatakse matriitsi õõnde ja
pressitakse kokku
Hüdrostaatiline pressimine- igakülgne surve vedeliku rõhu abil
Isostaatiline kuumpressimine- kasutatakse praktiliselt poorideta peeneteraliste
materjalide saamiseks. Tihendatud pulber suletakse hermeetiliselt õhukesest
rasksulava metalli või kuumuskindla terase lehest konteinerisse, vakumeeritakse,
asetatakse küttekehadega varustatud isostaati. Seal surutakse konteiner inertse gaasiga
kokku ja kuumutatakse kõrgel temperatuuril.
Vibropressimine- pulber tihendatakse vibratsiooni abil
Lisameetodid: kuumpressimine, pulbrite valtsimine, ekstrudeerimine, pulbersurvevalu,
pulbri paagutamine, lobrivalu, impulssvormimine.
62. Terastorude tootmine Õhukeseseinalised
terastorud valmistatakse tõmbamise teel. Teras on halb
valumetall , seega
proovitakse teda vormida plastselt.
63. Valgemalmiga valandid Valgemalmis on kogu süsinik rauaga seotud olekus tsementiidi Fe3C kujul. Valgemalm
saadakse vedela malmi kiirel jahtumisel valuvormis. Valgemalm on küll habras, aga suure
kõvaduse ja kulumiskindlusega, mistõttu seda kasutatakse laialdaselt jahutusseadmete
detailide valmistamiseks.
64. Plastsuse tõstmine, deformeerimise vastupanu vähendamine Metalli plastsust saab tõsta kuumtöötlemisega. Selleks, et vähendada deformeerimiseks
vajalikke jõude, kasutatakse soe- ja kuumsurvetöötlust.
65. Eraldusoperatsioonid lehtstantsimisel Lehtstantsimise
põhilisteks eraldusoperatsioonideks on:
Tükeldamine- tooriku jaotamine kaheks või enamaks tooteks lahtist kontuuri mööda.
Väljalõikamine- tooriku osa täielik eraldamine kinnist kontuuri mööda.
66. Väikeste Al- ja Cu- sulamite masstootmine Väikeste Al- ja Cu- sulamite masstootmiseks kasutatakse kokillvalu meetodit. Kokill ehk
metallvorm on lahtivõetamatu või lahtivõetav valuvorm, mis valmistatakse malmist, vahel ka
tööriistaterasest. Seda meetodit kasutatakse piiratud massiga (mõnisada kg) valandite
tootmiseks suhteliselt madala sulamistemperatuuriga metallidest (Al-, Mg-, Cu-sulamid).
67. Ferriidid Ferriidiks nimetatakse süsiniku tardlahust α-rauas. Eristatakse madalatemperatuurilist ferriiti
(ruumkesendatud kuupvõre, max C lahutuvus 727 kraadi juures 0,02 %, toatemperatuuril
0,01%) ja kõrgtemperatuurilist ferriiti (ruumkesendatud kuupvõre, max C lahustuvus 0,1%).
68. Tootmise mehaanilised meetodid Pulbrite tootmisel on
mehaanilisteks meetoditeks: 1.Peenestus, jahvatamine ja 2. Sulametalli
pihustamine. Saadud pulbri koostis ei erine lähtematerjali koostisest.
69. Virnvormimine Virnvormimine on üks masinvormimise
tehnoloogia viis. Vorm koostatakse mitmest eraldi
vormitud üksteise peale laotud osast, millel on ühine valukauss ja püstkanal. Tootmispinda
kasutatakse efektiivselt. Toodetakse lihtsakujulisi valandeid.
70. Sügavtõmbamine Sügavtõmbamine on üks põhilistest lehtstantsimise kujumuute operatsioonidest. Eristatakse
õhenduseta ja õhendusega sügavtõmbamist. Sügavtõmbamine on pleki õõneskehaks
vormimine ilma pleki paksuse muutmise soovita. Sügavtõmbamist saab teha nii surverõngaga
kui ka surverõngata.
71. Taylori valem Taylori valem on
avaldis funktsiooni väärtuste ligikaudseks arvutamiseks mingi punkti
ümbruses, teades tema erinevat järku
tuletiste väärtusi antud punktis.





























Kõik kommentaarid