27. Metallurgia Metallurgia on metallide ja metallisulamite ning
nendest pooltoodete tootmise tööstusharu.
Eristatakse:
• rauametallurigat e. ferrometallurgiat, mis hõlmab
raua ja rauasulamite (teras,
malm )
tootmist;
• mitterauametallurgiat e. värvilismetallide metallurgiat,
mis hõlmab mitterauametallide (Cu, Al,
Mg, Ti jt.)
toomist .
Pürometallurgia – metallide ja sulamite tootmine
kõrgetel
temperatuuridel , mis tekib kütuse põlemisel
või teiste keemiliste reaktsioonide toimel.
Hüdrometallurgia – metallide saamine nende
soolade vesilahustest; kasutatakse paljude
mitterauametallide tootmisel.
•
Elektrometallurgia – metallide ja sulamite saamine
elektrienergiat kasutades; elektrienergiat
kasutatakse sulatamisprotsessiks (legeerteraste,
Ti, Cr, Mo jt. metallide tootmisel) või
elektrolüüsimisel (Al, Mg jt. metallide tootmisel).
•
Pulbermetallurgia – metallidest ja sulamitest
toodete tootmine pulbrilisi lähtematerjale kasutades
) maagist.
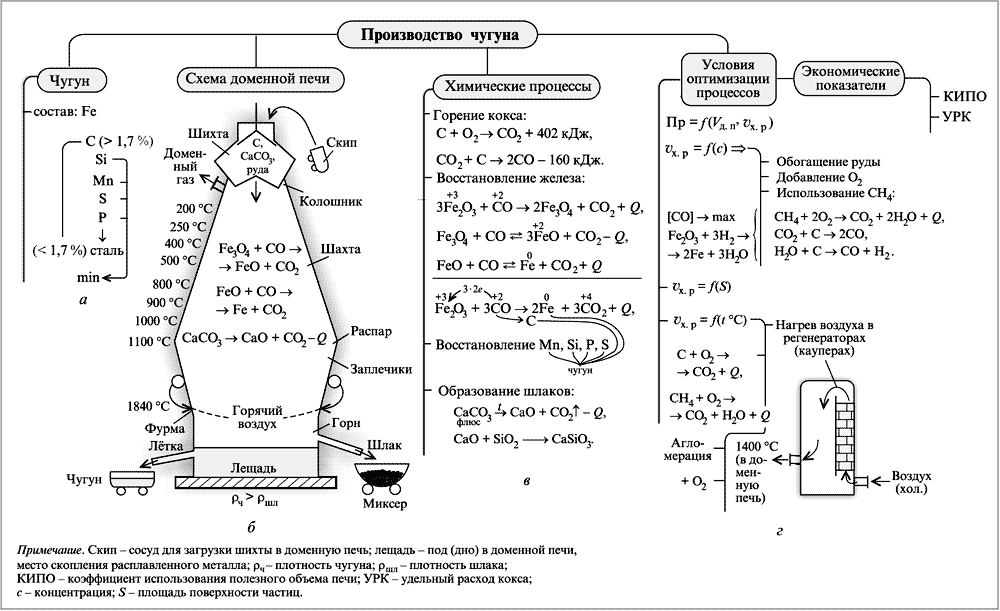
Räbusti peamised ülesanded metallurgilistes
protsessides on maagis sisalduva
aheraine (enamasti
ränioksiidi SiO2) ning kütuses – koksis – oleva
tuha eemaldamine. Räbustina kasutatakse peamiselt
lubjakivi (CaCO3).
Enamik toodetud malmist (ca 95%) –
toormalm – on lähtematerjaliks teraste tootmisel.
Väiksemat osa kõrgahju toodangust – valumalmi –
kasutatakse malmvalandite tootmiseks valutööstuses.
28.Malmi,terase tootmise skeemMetallide valuomadused Vedelmetalli valuomadusi hinnatakse vedelvoolavusega, valukahanemisega, samuti kalduvusega gaasitühikute tekkimiseks.
Vedelvoolavus on sulami omadus vedelas olekus täita
valuvorm .
Valukahanemine on valusulamite omadus vedelast olekust tardudes ja ümbritseva keskkonna temperatuurini jahtudes mahult väheneda. Kahanemist mõjustab põhiliselt sulami keemiline koostis.
Joonkahanemine on hallmalmil 0,9…1,3%,
terastel 2…2,4%, Al-sulamitel 0,5…1,5%.
Kahanemine põhjustab kahanemistühikuid ja -poorsust, samuti
valandite kaardumist ning isegi pragunemist. Kahanemistühik ja -
poorsus paiknevad
valandi viimasena
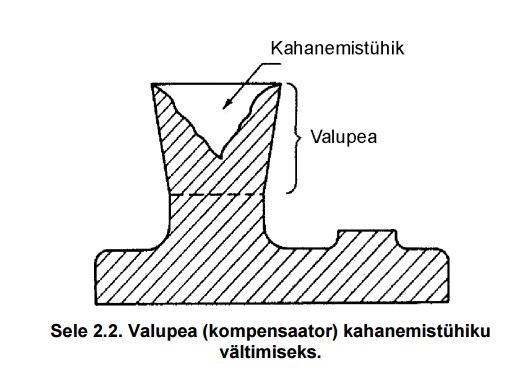
tardunud osas. Kahanemistühikuteta ja -poorsuseta valandi saab, kui lisada tardumispiirkonda vedelmetalli. Selleks kasutatakse valupäid e. kompensaatoreid, mis asetatakse valandite massiivsemate osade juurde (sele 2.2). Viimasena kristalliseerudes toidavad nad
valandit sulametalliga. Peale kahanemise lõppu valutühikuga
valupea eemaldatakse.Peale kahanemistühiku ja -
poorsuse võivad valandi terviklikkust rikkuda ka gaasitühikud. Gaasitühikute vältimiseks kasutatakse peamiselt selliseid meetmeid nagu vedelmetalli gaasisisalduse vähendamine (näiteks sulametalli vaakumeerides) ning valuvormi gaasiläbilaskvuse
suurendamine . Gaasiläbilaskvus, mis iseloomustab valuvormi materjali võimet läbi lasta vormiõõnsuses olevaid või moodustuvaid gaase, on vormimaterjali peamisi omadusi liivvormvalus (vt. p. 2.2.3). Gaasiläbilaskvuse parandamiseks tehakse valuvormi ventilatsioonikanalid või suurendatakse vormi poorsus
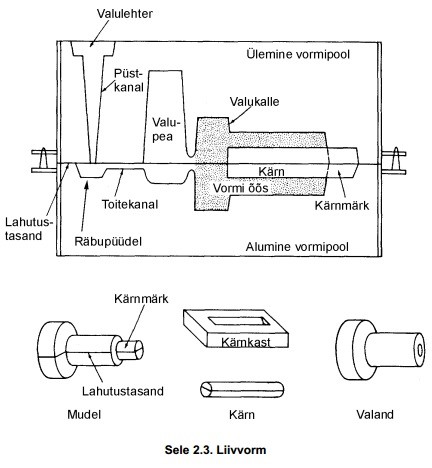
29. Valamine liivvormi Liivvormvalu puhul valand vormitakse
liivvormis, mille siseõõnsus
kopeerib valandi kuju.
Liivvorm koosneb ülemisest ja
alumisest vormipoolest, mis valmistatakse
vormisegust (vormiliiva ja
sideaine segust ) tihendamise teel
vormkastides koos jäljendi samaaegse
võtmisega mudelilt.
Valandi siseõõnsuskujundatakse vormi asetatava
kärni abil.
Kärn valmistatakse nagu
liivvormgi liiva ja sideaine (savi,
polümeervaik) segust spetsiaalses
rakises – kärnkastis.
Mudel on
varustatud kärnmärkidega, mis
kujundavad vormis toetuspinna
kärnile. Kärn on kärnmärgi võrra
pikem.
Tähtsaks valuvormi osaks
valukanalite süsteem, mis tagab
metalli juhtimise vormiõõnsusesse ja
kvaliteetse valandi saamise.
Põhiosadon valulehter, püstkanal, räbu-
püüdja, toitekanal (toitekanalid).
Kvaliteetse, ilma
valutühikute ja -poorsuseta valandi saamiseks
kasutatakse valupead (kompensaatorit).
Liivvormide ja -kärnide valmistamisel kasutatakse
vormimaterjale – vormiliiva ja
sideaineid (vormisavi,
vesiklaas , polümeervaigud). Vormiliiv
(tavaliselt kvartsliiv SiO2) on vormi ja kärnisegude
põhiosis.
Valuvormid täidetakse valukoppade abil.
Sellele järgneb valandi
tardumine ja ettenähtud temperatuurini
jahutamine .
Malmvalandid jahutatakse
temperatuurini 400…500 °C, tugevamad terasvalandid
temperatuurini 500…700 °C.
Pärast valuvormist eemaldamist tehakse valandite järeltöötlemine – valukanalite ja pinnadefektide eemaldamine, juga- või trummelpuhastus.
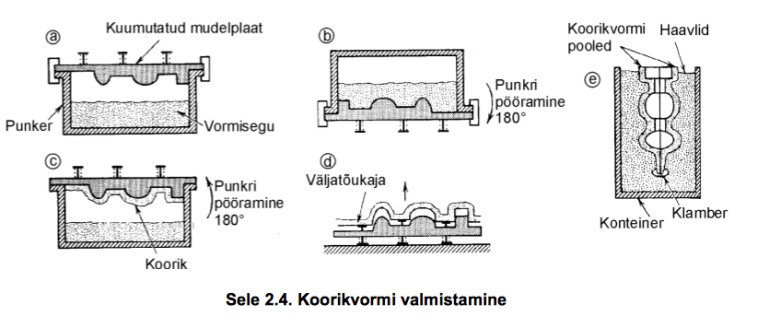
30. Koorikvalu Koorikvalu:toimub koorikvormides. Vormimaterjaliks on liiv. Temperatuurini 200-250 °C
kuumutatud metallist
mudelplaat kinitakse punkril, mida pööratakse koos vormiseguga 180°(hoitakse
niimoodi 10...30 sekundi) ja siis pööratakse endisesse asendisse. Pärast kuumutatakse koorikvalu koos mudelplaadiga ahjus 300...350°C 1-2 minutiks. Analoogiliselt valmistatakse teine pool ja siis pannakse vorm kokku. Koorikvalul on hea valandite täpsus, hea pinnakvaliteet, valandit on kerge
vormist eemaldada, kulub vähe
vormisegu .
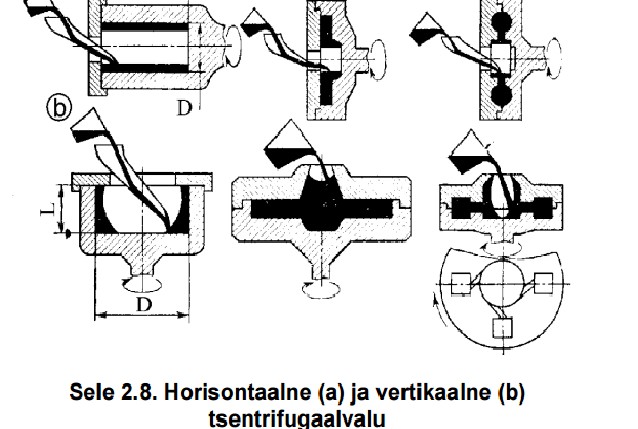
Tsentrifugaalvaluon valumeetodite üldnimetus, mille puhul sulametalli
vormimine toimub tsentrifugaaljõudude toimel. Olenevalt pöörleva vormi telje asendist eristatakse horisontaalset ja vertikaalset tsentrifugaalvalu (sele 2.8). Tsentrifugaalvalu
eeliseks on võimalus saada sisemise õõnsusega valandeid kärne kasutamata, samuti poorsuse puudumine ja valandite täpsus. Puudub vajadus valukanalite süsteemi järgi. Tsentrifugaalvalu teel toodetakse kõige enam õõnsaid valandeid, näiteks
malmtorud , automootori malmhülsid jms.
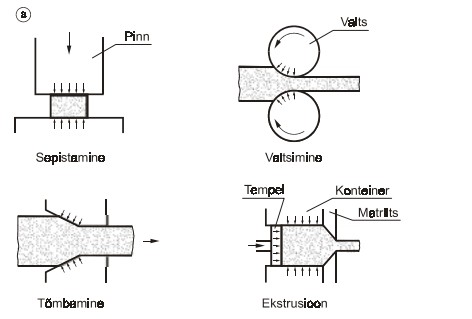
31.Metallide survetöötlusPlastse deformeerimisega kaasneb metalli struktuuri ja järelikult ka omaduste oluline muutumine –
kalestumine . Kalestumine väljendub metalli
tugevnemises – mida suurem on
plastne deformeerumine, seda tugevamaks (ka kõvemaks)
metall muutub. On olemas kalestumisele
vastupidine protsess – rekristalliseerumine, mille kestel metalli esialgne, kalestumisele
eelnenud struktuur ja omadused, sh. metalli esialgne plastsus
taastuvad . Rekristalliseerumine algab temperatuuril, mis on ligikaudu pool metalli või -sulami sulamistemperatuurist.
- Ehk vormimine plastse deformeerimisega
- põhineb materjalide võimel deformeeruda plastselt tardunud olekus
- Jäätmeid praktiliselt ei teki
- Kasutatakse suurt jõudu
Liigitus:
- Külmsurvetöötlemine – survetöötlemine temperatuuridel allpool Me-sulamite rekristalliseerumistemperatuuri. Terasel on 500...600°C. Külmsurvetöötlemisega kaasneb kalestumine (deformatsiooni aste on piiratud).
- Kuumsurvetöötlemine – survetöötlemine temperatuuridel, mis on üle Me-sulami rekristslliseerumistemperatuuri. Terasel on 750...800°C . Kaasneb ME plastsete maduste taastumine(deformatsiooni aste ei ole piiratud).
Liigitus tooriku geomeetria järgi: Liigitus:
- Pidevprotsess – valtsimine, ekstrudeerumine ja tõmbamine.
- Perioodiline protsess – sepistamine, vormstantsimine, lehtstantsimine.
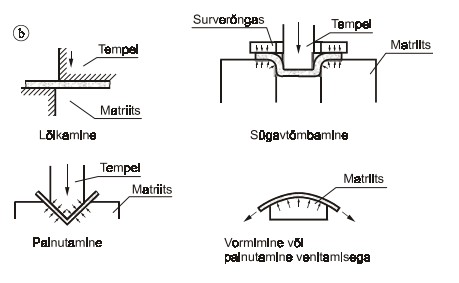
32. Tinglikult saab
lehtstantsimisoperatsioonid liigitada kahte gruppi: 1) eraldusoperatsioonid, kus toimub tooriku ühe osa eraldamine teisest ette antud kontuuri mööda; 2)
kujumuute - e. vormimisoperatsioonid, kus tasapinnalisele toorikule antakse ruumiline vorm.
Sügavtõmbamine on lehtstantsimise vormimisoperatsioon, kus tasapinnaline
toorik deformeeritakse (tõmmatakse) ruumiliseks õõneskehaks.
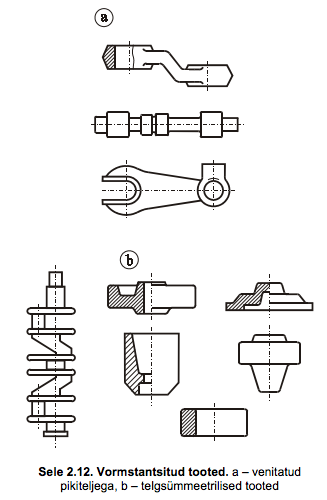
33.Vormstantsitud tootedVormstantsimisel kasutatakse tooriku deformeerimiseks eritööstu – stantsivagudega stantse. Vormstantsimine on survetöötluse perioodiline protsess, kus sepistamisest erinevalt on Me
voolamine stantsivao
vormiga piiratud.
Kuumvormstantsimine on leidnud kõige laiemalt kasutamist keskmise ja suure massiga stantsiste tootmisel
Külmvormstantsimist kasutatakse peamiselt väikeste stantsiste tootmisel (kuni 0,1 kg)
34.KeevitusmeetodidKeevitamine on teraste ja mitterauasulamite enimlevinud liitmismeetod nii tootmises kui remonttöödel
Kaarkeevitamise(elektrikaarkeevitamise)
alaliigid :
Kontaktkeevitamine:
- punktkontaktkeevitus – ühendatakse ülekattes olevad detailid ühe või mitme keevispunkti abil, mis elektrivoolu toimel tekivad elektroodide vahel.
- joonkontaktkeevitus – järjestikused keevituspunktid tekivaddetailide liikumisel kettakujuliste elektoodide vahel.
- reljeefkontakt – sarnane punktkeevitusega
- põkk-keevitus
Mehaaniise energial põhinevad keevitusmeetodid:
- hõõrdkeevitamine – kasutatakse autotööstuses.
- ultrahelikeevitus – kasutatakse ühesuguste ja erinevate Me-sulamite ning Me ja mitteME liitmiseks.
- külmkeevitamine – kasutatakse suure plastsusega Me ja ME-sulamite keevitamisel.
- gaaskeevitamine
35. Elektroodkeevitus - Elektroodkeevitust kasutatakse kõikide terasliikide, malmi, Ni ja Cu sulamite keevituseks ja piiratult Al-sulamite remontkeevituseks
- Elektroodkeevitus sobib kõigile keevisõmbluse asenditele, kui valitakse õige elektrood ja keevitusparameetrid
- Veealuseks keevitamiseks kasut elektroodkeevitust
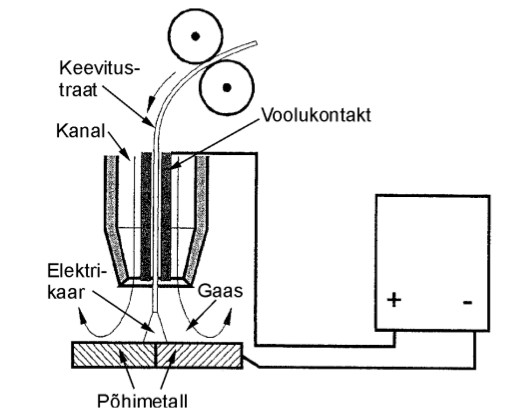
37. MIG/MAG keevitusMIG/MAG keevitus (sulava elektroodiga kaarkevitamine
kaitsegaasis )
- MIG-keevitamine (kakevitamine inertgaasis nt. argoonis)
- MAG-keevittamine (kaarkevitamine aktiivkaitsegaasis nt. Süsihappegaasis CO2)
- Keevituskaar on soojuslikult kontsentreeritum
- Suurem läbikeevitatavus
- Kõrge tootlikkus ja hea kvaliteet
- puuduvad elektroodi vahetamisest tingitud katkestused
- keevitamisel ei teki räbu
- Ei saa kasutada välitingimustes
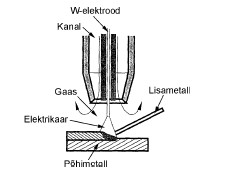
38.TIG keevitusTIG-keevitamisel e. sulamatu elektroodiga
kaarkeevitamisel kaitsegaasis põleb keevituskaar
volframelektroodi otsa ja toote vahel.
harvem
heelium (He) – kaitseb elektroodi ja keevisvanni
ümbritseva õhu eest.
- Keevisvanni moodustamiseks kasutatakse
lisametalli. Kasutataks õhukeste materjalide, alates 0,1
mm (võrdlusena: elektroodkeevitamisel alates 1,0
mm) keevitamisel.
- TIG keevituse puudusteks:
Protsessi suhteline
aeglus Tundlikkus tuuletõmbe suhtes
Tundlikkus ebapuhaste pindade suhtes
Suur tootlikkus
Keevitamisel ei teki räbu
Ei ole vaja keevisõmblust räbust
puhastada Parem on õmbluse kvaliteet.
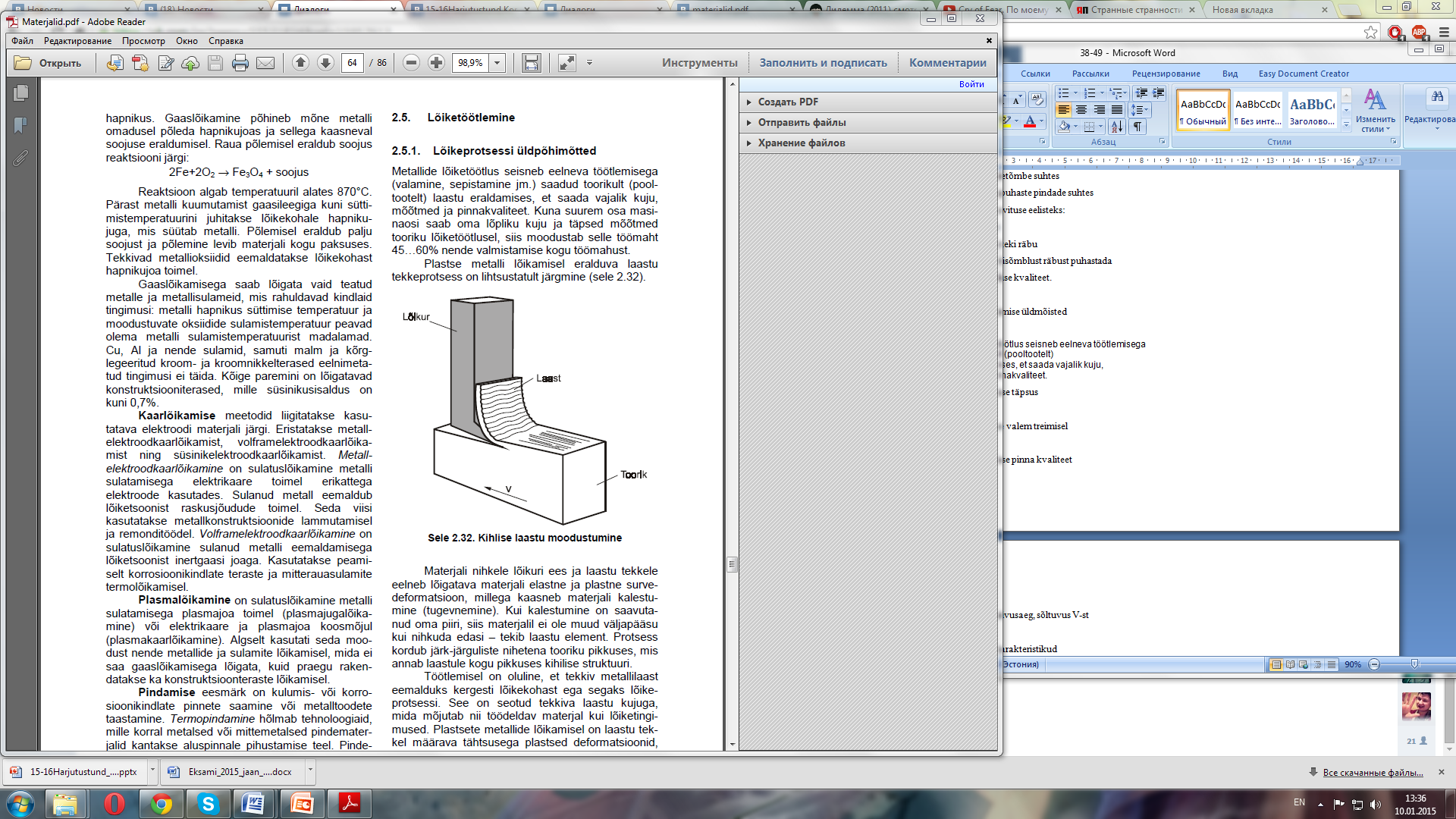
39. Lõiketöötlemise üldmõisted - Metallide lõiketöötlus seisneb eelneva töötlemisega
saadud toorikult (pooltootelt)
laastu eraldamises, et saada vajalik kuju,
mõõtmed ja pinnakvaliteet.
- Materjali nihkele lõikuri ees ja laastu tekkele
eelneb lõigatava materjali elastne ja plastne survedeformatsioon,
millega kaasneb materjali kalestumine
(tugevnemine). Kui kalestumine on saavutanud
oma piiri, siis materjalil ei ole muud väljapääsu
kui nihkuda edasi – tekib laastu element.
- Töötlemisel on oluline, et tekkiv metallilaast
eemalduks kergesti lõikekohast ega segaks lõikeprotsessi.
Plastsete metallide lõikamisel on laastu tekkel
määrava tähtsusega
plastsed deformatsioonid,
habrastel (näiteks malm) need peaaegu puuduvad.
Plastsete metallide lõikamisele on iseloomulik
voolav laast, mis keerdub spiraali. Habraste metallide
lõikamisel ei teki üldse korrapärast laastu, vaid
tükikestena eralduv
murdelaast.Lõiketöötluse täpsus
Töötlemisel on oluline, et tekkiv metallilaast
eemalduks kergesti lõikekohast ega segaks lõikeprotsessi. See on seotud tekkiva laastu kujuga,
mida mõjutab nii töödeldav materjal kui lõiketingimused. Plastsete metallide lõikamisel on laastu tekkel määrava tähtsusega plastsed deformatsioonid,
habrastel (näiteks malm) need peaaegu puuduvad.
Plastsete metallide lõikamisele on iseloomulik
voolav laast, mis keerdub spiraali. Habraste metallide lõikamisel ei teki üldse korrapärast laastu, vaid
tükikestena eralduv murdelaast.
Lõikekiiruse valem treimisel
Pealiikumise kiirus e. lõikekiirus v on teriku lõikeserva ja
lõikepinna vahelise suhtelise liikumise kiirus: v=πDn,
m/min, kus n – tooriku pöörlemissagedus, min-1.
Lõiketöötluse pinna kvaliteet
Lõiketöötluse efektiivsus sõltub esmajoones
lõikuri teriku (lõikuri lõikava osa) materjali ja geomeetria valikust. Vaatleme lõikuri teriku geomeetriat
treilõikuri (treimisel kasutatava lõikuri) näitel.
Lõikeprotsessist võtavad osa järgmised
pinnad. Esipindkontakteerub lõikeprotsessis lõigatava materjalikihi ja laastuga. Peatagapindon
pööratud lõikepinna ja töötlemata pinna poole.
Abitagapindon pööratud tooriku töödeldud pinna
poole. Pealõikeservon teriku esi- ja peatagapinna
lõikumisel tekkiv lõikejoon. Abilõikeserv tekib esi- ja
abitagapinna lõikumisel.
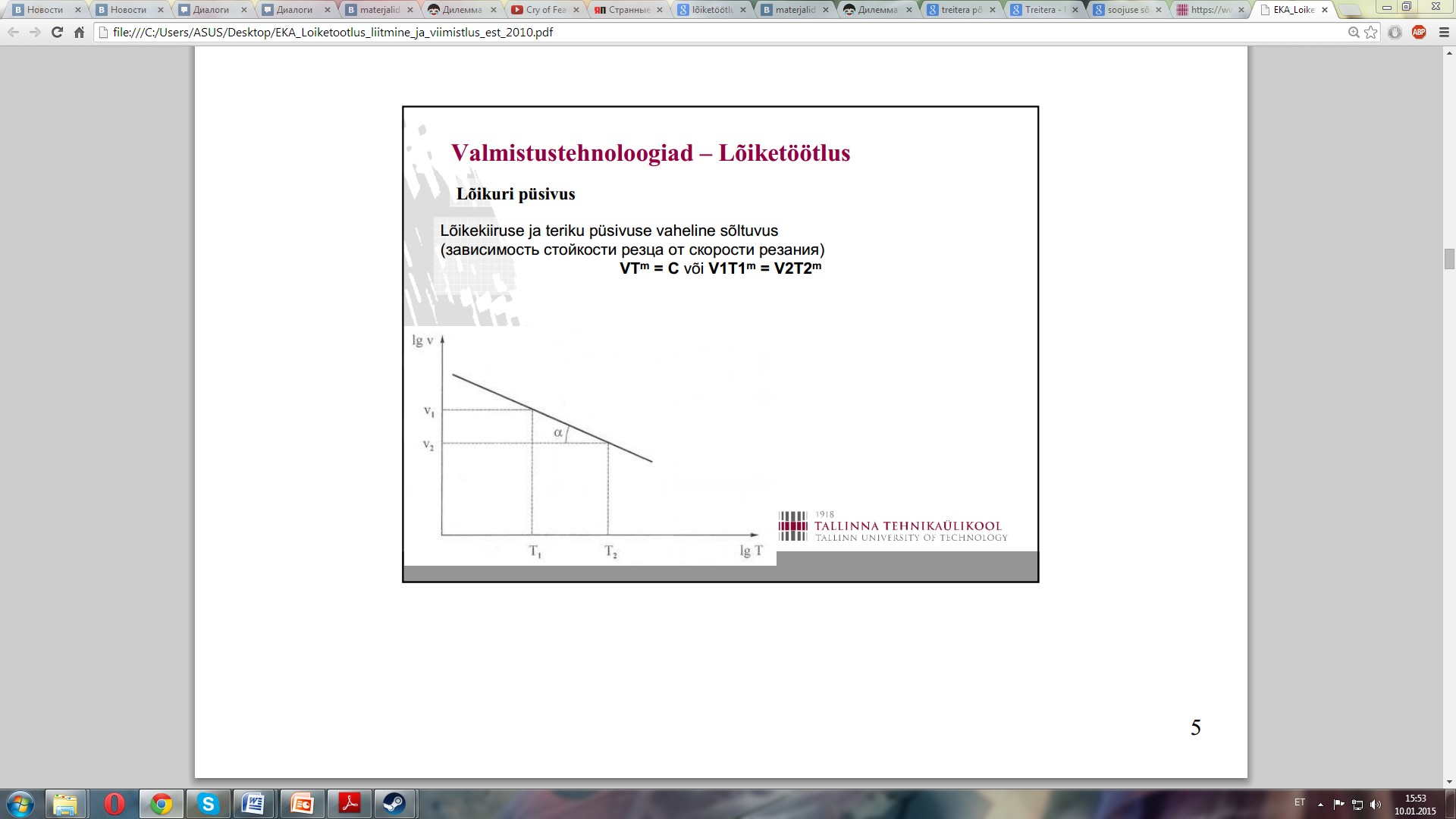
Treitera püsivusaeg, sõltuvus V-st
Lõikekiiruse ja teriku püsivuse vaheline sõltuvus
(зависимость стойкости резца oт cкорости резания)
VTm = C või V1T1m = V2T2m
Treimine , karakteristikud
Treimist iseloomustavad karakteristikud:
- Kinemaatilised (laastueraldumise lõikeliikumised) ja
- geomeetrilised (töödeldava tooriku ja eralduva laastu kuju)
Kinemaatilised karakteristikud:
- Pealeliikumine (tooriku pöörlemine, mis määrab laastueraldumise kiiruse)
- Ettenihkumine (lõikuri lõikeserva liikumine ettenihke suunas, mis tagab lõikeprotsessi pidevuse )
Geomeetrilised karakteristikud:
Treitera põhielemendid
- Kiirlõiketeras on kõrge volframi - ja vanaadiumisisaldusega
tööriistateras. Kiirlõiketerasest
lõikuri kõvadus pärast termotöötlust on HRC 62…65
ja soojuskindlus (kõvadustaseme säilitamise temperatuur)
600…650 °C.
- Kermis on rasksulavate suure kõvadusega
karbiidide, nitriidide, oksiidide, boriidide jt. alusel
pulbermetallurgilisel teel valmistatud
komposiitmaterjal. Võrreldes kiirlõiketerastega on
kermised kõvemad ja soojuskindlamad (850…
1350 °C).
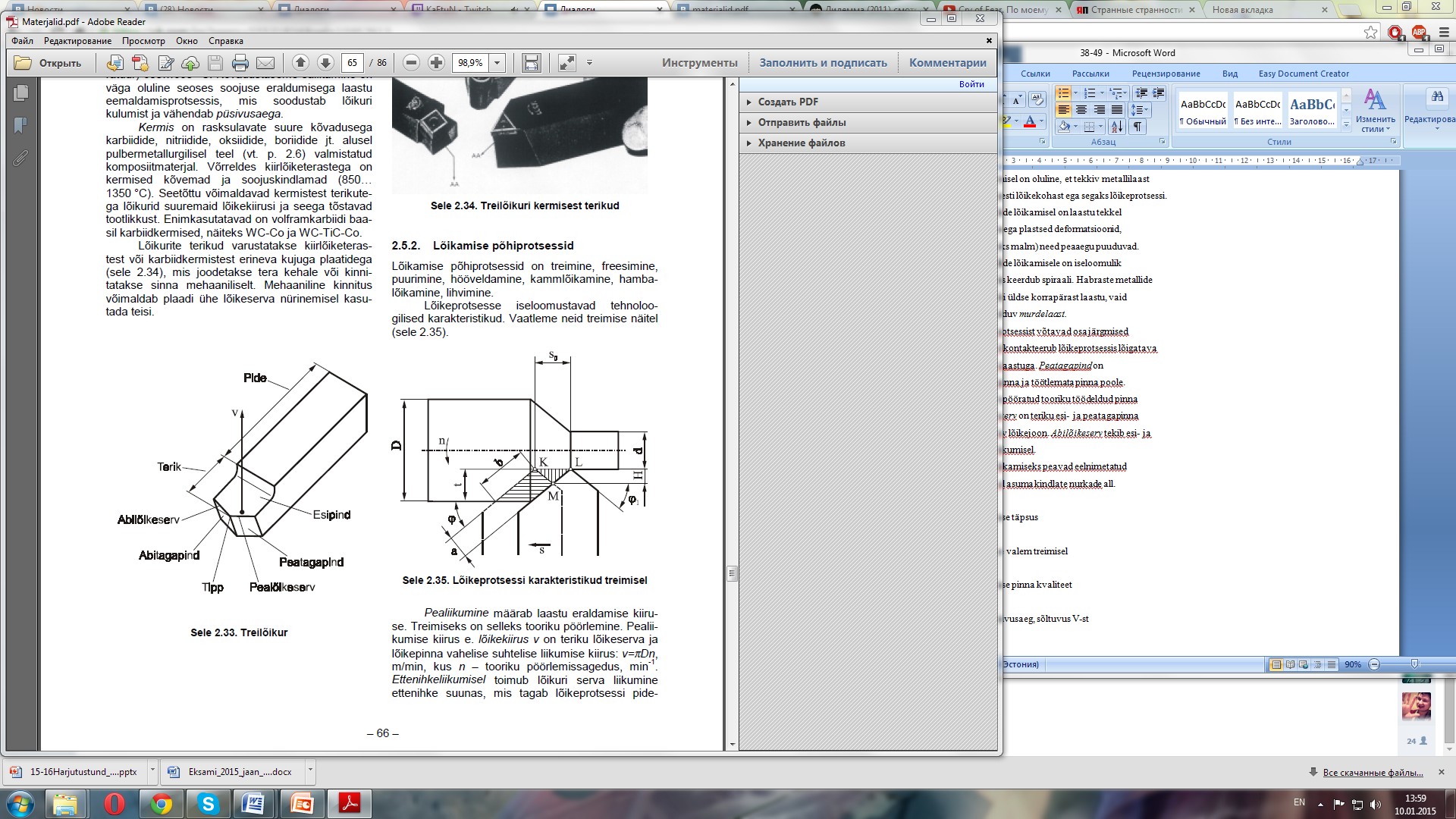
46. Treilõikuri eskiis ja elemendid
• Lõikeprotsessist võtavad osa järgmised
pinnad. Esipind kontakteerub lõikeprotsessis lõigatava
materjalikihi ja laastuga. Peatagapind on
pööratud lõikepinna ja töötlemata pinna poole.
Abitagapind on pööratud tooriku töödeldud pinna
poole. Pealõikeserv on teriku esi- ja peatagapinna
lõikumisel tekkiv lõikejoon. Abilõikeserv tekib esi- ja
abitagapinna lõikumisel.
Normaalseks lõikamiseks peavad eelnimetatud
pinnad ja servad asuma kindlate nurkade all.
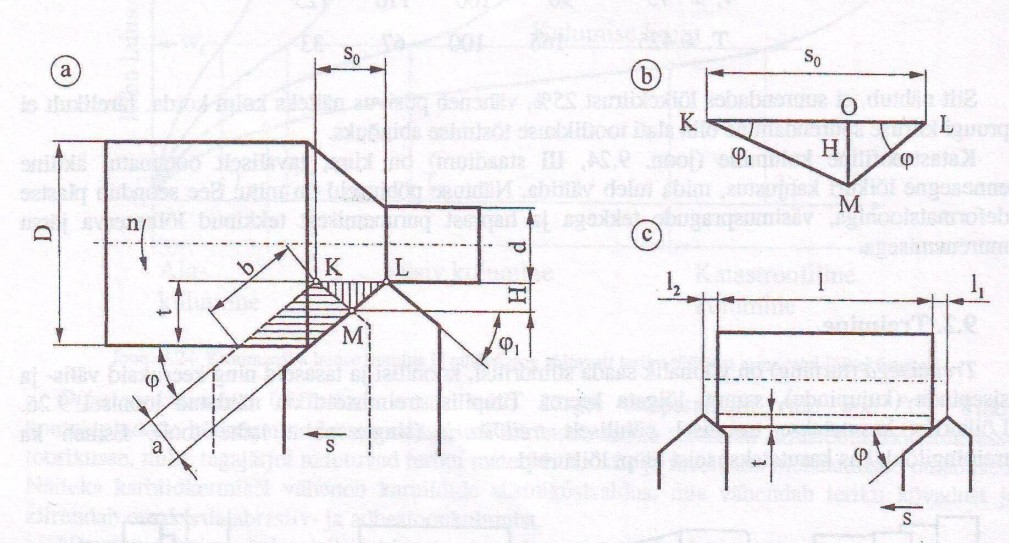
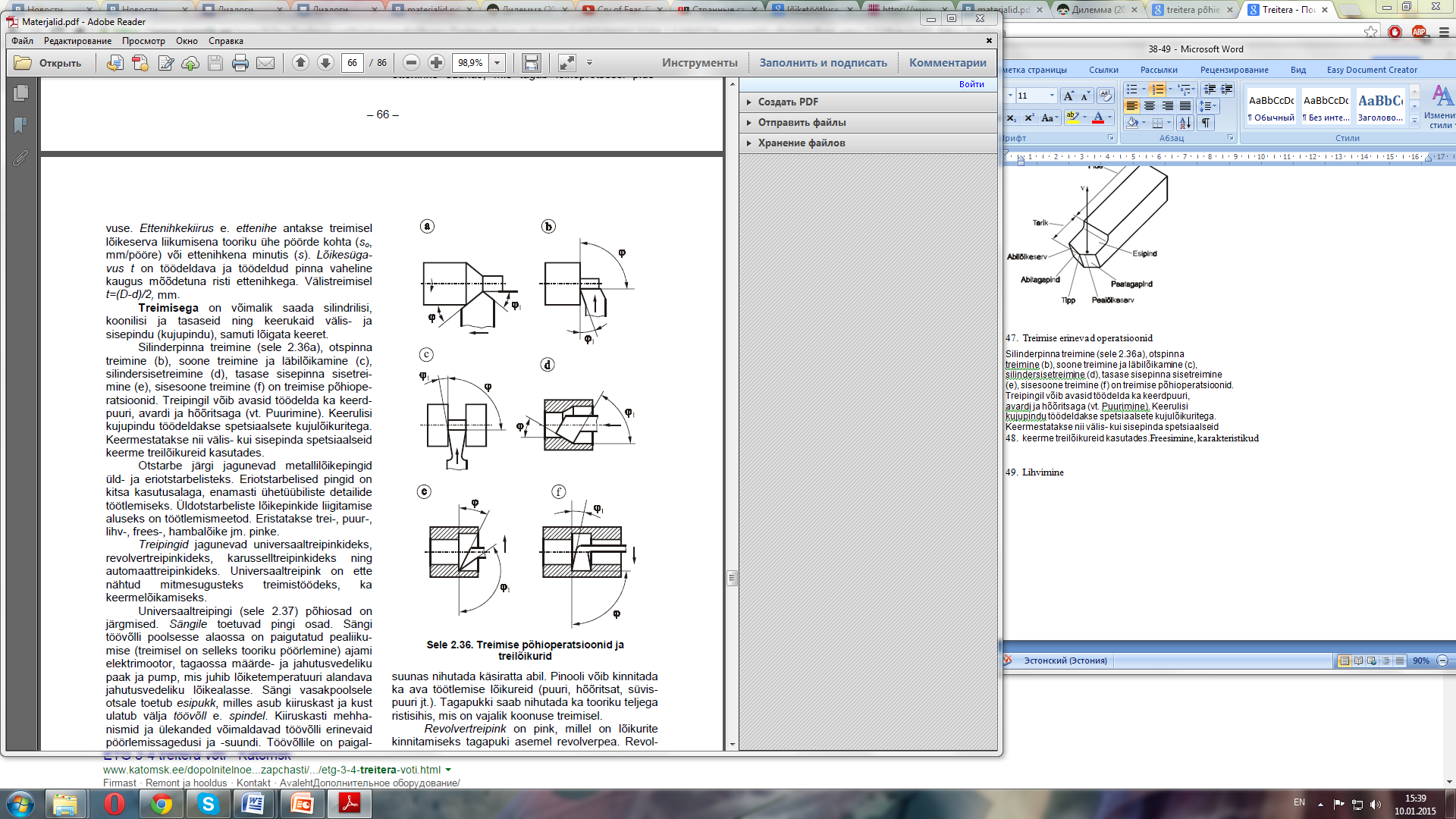
47.Treimise erinevad operatsioonid
Silinderpinna treimine (sele 2.36a), otspinna
treimine (b), soone treimine ja läbilõikamine (c),
silindersisetreimine (d), tasase sisepinna sisetreimine
(e), sisesoone treimine (f) on treimise põhioperatsioonid.
Treipingil võib avasid töödelda ka keerdpuuri,
avardi ja hõõritsaga (vt. Puurimine). Keerulisi
kujupindu töödeldakse spetsiaalsete kujulõikuritega.
Keermestatakse nii välis- kui sisepinda spetsiaalseid
keerme treilõikureid kasutades.
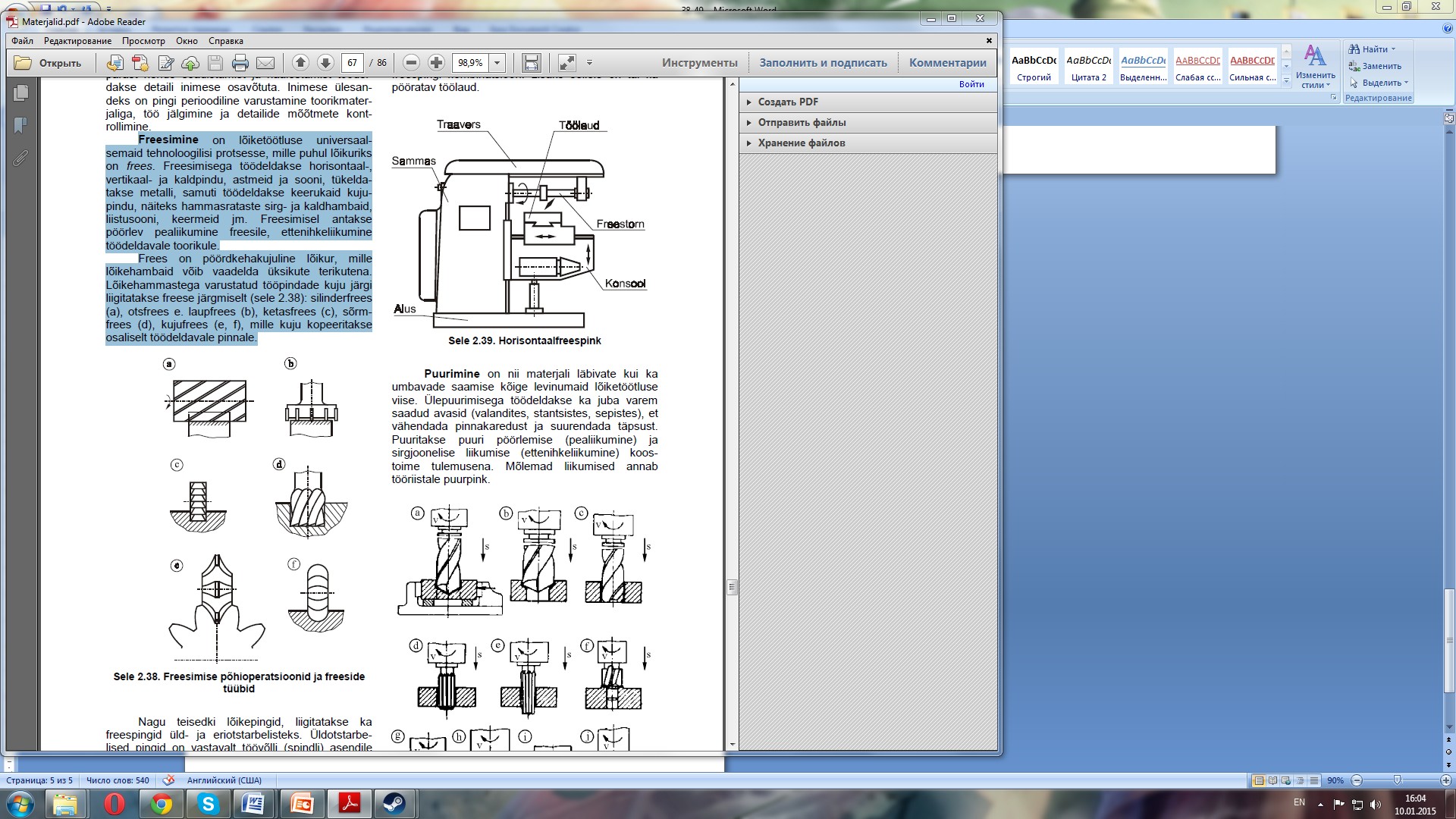
48. Freesimine , karakteristikud
Freesimine on lõiketöötluse universaalsemaid
tehnoloogilisi protsesse, mille puhul lõikuriks
on frees . Freesimisega töödeldakse horisontaal-,
vertikaal- ja kaldpindu, astmeid ja sooni , tükeldatakse
metalli, samuti töödeldakse keerukaid kujupindu,
näiteks hammasrataste sirg- ja kaldhambaid,
liistusooni, keermeid jm. Freesimisel antakse
pöörlev pealiikumine freesile , ettenihkeliikumine
töödeldavale toorikule.
Frees on pöördkehakujuline lõikur, mille
lõikehambaid võib vaadelda üksikute terikutena.
Lõikehammastega varustatud tööpindade kuju järgi
liigitatakse freese järgmiselt (sele 2.38): silinderfrees
(a), otsfrees e. laupfrees (b), ketasfrees (c), sõrmfrees
(d), kujufrees (e, f), mille kuju kopeeritakse
osaliselt töödeldavale pinnale.
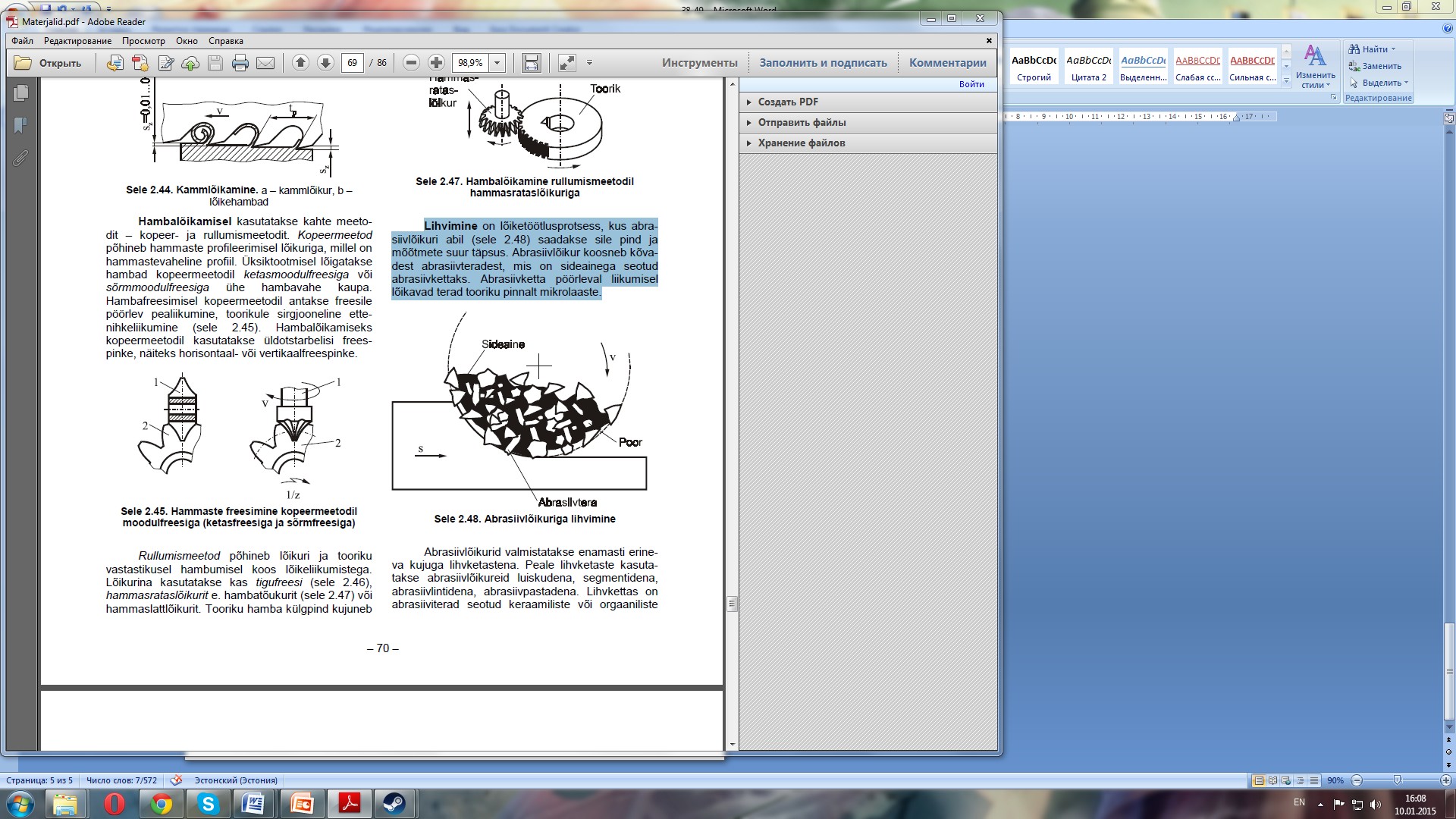
49. Lihvimine
Lihvimine on lõiketöötlusprotsess, kus abrasiivlõikuri
abil saadakse sile pind ja
mõõtmete suur täpsus. Abrasiivlõikur koosneb kõvadest
abrasiivteradest, mis on sideainega seotud
abrasiivkettaks. Abrasiivketta pöörleval liikumisel
lõikavad terad tooriku pinnalt mikrolaaste.
Lihvketaste abrasiivaine ( teemant ,
ränikarbiid (SiC), alumiiniumoksiid (Al2O3) jms.)
mahuline sisaldus on 20…60%.
Tähtsamateks lihvimismeetoditeks on välisümarlihvimine,
siseümarlihvimine ja tasalihvimine.
Välisümarlihvimisel töödeldakse pöördkehade
välispinda. Avade sisepindu lihvitakse – siseümarlihvitakse
– siselihvpinkidel. Tasalihvitakse tasapindu
kasutades selleks horisontaal- või vertikaaltasalihvpinke.
Sageli nõutakse siledamat pinda ja töötlemistäpsust,
kui seda on võimalik saavutada lihvimisega.
Sellistel juhtudel kasutatakse abrasiivtöötlemise
viimistlusmeetodeid: hoonimine, superfiniš, plankimine,
poleerimine.
50. Puurimise põhioperatsioonid
Puurimisel kasutatakse enamasti keerdpuuri e. spiraalpuuri, Avardit kasutatakse avardamiseks – puuritud ava läbimõõdu suurendamisek, Hõõritsat kasutatakse hõõritsemiseks – avade viimistlemiseks suurema täpsuse ning väiksema pinnakareduse saamiseks pärast avardamist, Süvistiga töödeldakse puuritud avade otspindu avale ristpinna või koonilise pinna saamiseks, Keermepuur on puuritud ava keermestamiseks.
51. CNC pingid
CNC- tehnoloogia abiga töötlemisprotsessid on võimalik automatiseerida. Tänu tehnoloogia arengule on tööpingid tänapäeval üha täpsemad ja kiiremad, inimeste oskused paremad, tulemuseks on valmistusaegade lühenemine ja kvaliteedi paranemine jne.
freespink , puurpink, teipink, Höövelpingid
CNC- freespink/töötlemiskeskus on mõeldud peamiselt nurklike toodete valmistamiseks.
CNC- tööpingid jaotatakse horisontaal või vertikaal tööpinkideks. Olenevalt sellest, kuidas töötlemisüksuse/spindli liigutamine toimub.
52.CNC programmi lause
Arvjuhtimisprogramm koosneb lausetest, programmi algust ja lõppu tähistavatest sümbolitest. Laused koosnevad sõnadest. Sõna omakorda koosneb adressaadist ja arvsõnast. Kui arvsõna ees puudub miinusmärk, loetakse tema väärtus positiivseks . Lauses on kindel sõnade järjekord. Mõned sõnad võib lausest ära jätta, kui neid on programmis eelnevalt kasutatud ja nad kehtivad vaikimisi.
Juhtprogrammi lause koostis on reglementeeritud DIN-normidega. Tänapäeval on juhtprogrammi koostamisel kasutusele võetud spetsiaalne keel CL DATA (Inglise: Cutter Location Data).
54. Lause otspinna töötlemiseks
55.Teeriku liikumise trajektoor
Lõiketöötluse efektiivsus sõltub esmajoones lõikuri teriku (lõikuri lõikava osa) materjali ja geomeetria valikust.
56. Elektroerosioontöötlemine
Elektroerosioontöötlemine põhineb elektrikontaktikohtade purunemisnähul, mille põhjus on kontaktidevaheline sädelahendus. Meetod on rakendatav vaid elektrit juhtivate materjalide töötlemisel. Üks elektroodidest on tööriist, teine töödeldav ese.Nende vahel on dielektriline vedelik. Vooluimpulsside toimel elektroodide materjal sulab ja aurustub.
57. Ultrahelitöötlemine
Ultrahelitöötlemine põhineb töödeldava materjali eemaldamisel abrasiivterade poolt, millele ultrahelisagedusega võnkuv tööriist annab kiirenduse Tööriist – tempel – pannakse võnkuma ultrahelimuunduri abil. Tööriista võnkeamplituudi suurendamiseks kinnitatakse ultrahelimuundurile akustiline kontsentraator. Ultrahelitöötlusega töödeldakse eelkõige kõvu ja hapraid elektrit mittejuhtivaid materjale.
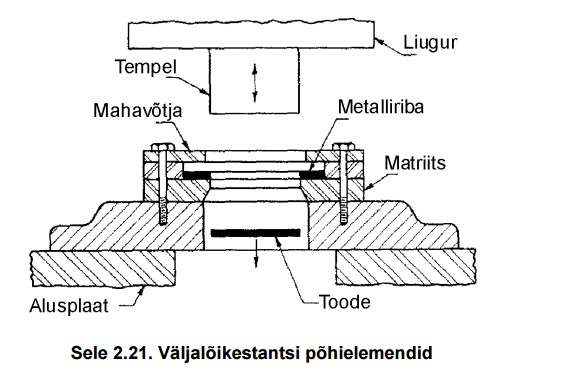
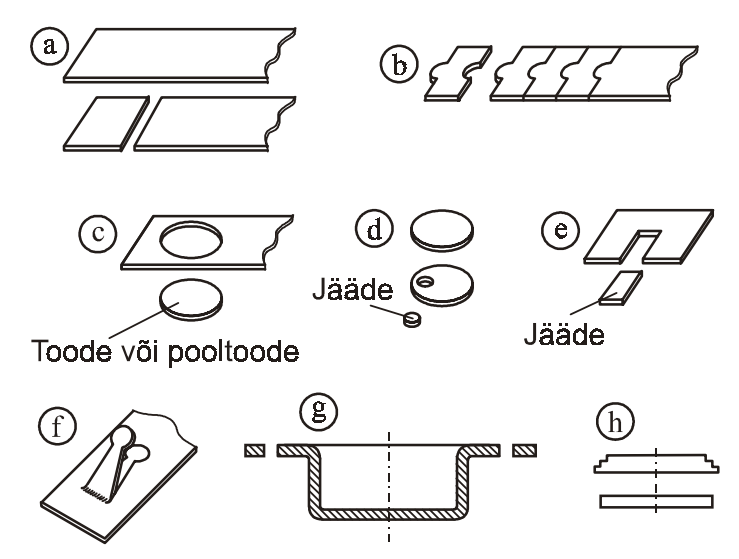
60. Silestantsimise põhimõte ja skeem
Lehtstantsimisel e. lehtvormimisel kasutatakse toorikuna
plekki, samuti lihtmetalli pleki kitsa ribana.
Lehtstantsitakse üldjuhul külmalt, kusjuures lehttooriku
paksus muutub tavaliselt vähe. Tinglikult
saab lehtstantsimisoperatsioonid liigitada kahte
gruppi:
1) eraldusoperatsioonid, kus toimub tooriku ühe
osa eraldamine teisest ette antud kontuuri
mööda;
2) kujumuute- e. vormimisoperatsioonid, kus tasapinnalisele
toorikule antakse ruumiline vorm.
Tähtsamad eraldusoperatsioonid on toodud
selel 2.14. Mahalõikamine (a) seisneb tooriku osa
täielikus eraldamises lahtist kontuuri mööda. Tükeldamine
(b) on tooriku jaotamine kaheks või enamaks
tooteks (pooltooteks) lahtist kontuuri mööda.
Väljalõikamine (c) on tooriku osa täielik eraldamine
kinnist kontuuri mööda, kusjuures eraldatud osa on
tooteks või pooltooteks. Avalõikamine (d) on väljalõikamisele
sarnane eraldusoperatsioon – ava moodustamine
toorikusse suletud kontuuri mööda, kusjuures
eraldatud osa on jäätmeks. Sälkamisel (e)
eraldatakse materjali tooriku servast. Sisselõikamine
(f) toimub mööda avatud kontuuri, ilma materjali
eraldamiseta. Sisselõikamist tehakse tavaliselt
tooriku mingi osa painutamiseks tasapinnast välja.
Äralõikamine (g) on viimistlev operatsioon näiteks
viimistlevaks töötlemiseks jäetud varu või kraadi
eemaldamiseks stantsitud tootelt. Puhastamine (h)
on viimistlusoperatsioon stantsise servadepinnakvaliteedi parandamiseks ning täpsuse
suurendamiseks.
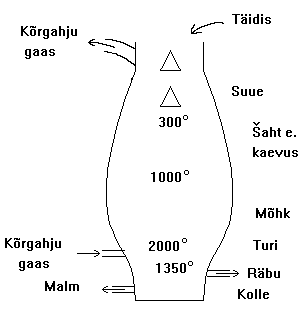
Kõrgahju
- Kõrgahjuprotsess: Kõrgahi ( blast furnace) kujutab endast vastuvoolu põhimõttel pideva režiimiga töötavat šahtahju, milles täidis (burden, charge ) laskub pidevalt allapoole; kuumad gaasid liiguvad vastassuunas, ülespoole.
- Kõrgahjuprotsess seisneb oksiidse rauamaagi redutseerimises koksi abil. Koksi toodetakse kivisöest ja oma koostiselt koosneb ta peamiselt süsinikust. Räbusti peamiseks ülesandeks on maagis sisalduva aheraine ning koksis oleva tuha eemaldamine; räbustina kasutatakse peamiselt lubjakivi (CaCO3).
Malmi,terase tootmise skeem
Rm = Fm/So
Kiirlõiketerased – Tähed HS
• Kõrglegeerterased (vähemalt ühe legeeriva elemendi sisaldus on ≥ 5%) – Täht X
Mittelegeerterased (Mn sisaldusega Ehitusteraseid (täht S margi ees, millele järgneb voolavuspiir N/mm2 ), – Masinaehitusteraseid (E) – Surveotstarbelised terased (P) – Torujuhtmeterased (L)
Tarbeplastid (PE, PP, PVC, PS, PF) – Konstruktsiooniplastid (PC, PA, PMMA , EP) – Eriplastid ( PTFE )

























Kõik kommentaarid