Sepistamine Sepistamine e. vabasepistamine on tuntud survetöötlusprotsessidest vanim. Sepistustoorikute deformeerimine viiakse läbi käsitsi, sepistusvasaratel või pressidel ja teistel sepistusseadmetel. Sepistatakse tavaliselt kuumalt. Saadud toodet või pooltoodet nimetatakse sepiseks. Sepised ei ole üldjuhul valmistooted, vaid pooltooted edasiseks töötlemiseks, näiteks lõiketöötlemise teel. Sepistamist kasutatakse üksik- või väikesaritootmisel, kusjuures metalli töötlemiseks kasutatakse universaaltööriistu. Deformeeritav metall saab sepistamisel takistamatult voolata igas suunas, mistõttu sepistamist nimetatakse sageli ka vabasepistamiseks. Eristatakse: - käsitsi sepistamine ehk käsisepistamine väikesed sepised, peamiselt remonditöödel; - masinsepistamine suured sepised, mille mass ulatub sadade tonnideni: a) sepistamine sepistusvasaratel, b) sepistamine sepistuspres
· Ehk vormimine plastse deformeerimisega · põhineb materjalide võimel deformeeruda plastselt Sügavtõmbamine on lehtstantsimise vormimisoperatsioon, tardunud olekus kus tasapinnaline toorik deformeeritakse (tõmmatakse) · Jäätmeid praktiliselt ei teki ruumiliseks õõneskehaks. · Kasutatakse suurt jõudu Liigitus: Külmsurvetöötlemine survetöötlemine temperatuuridel allpool Me-sulamite rekristalliseerumistemperatuuri. Terasel on 500...600°C. Külmsurvetöötlemisega kaasneb kalestumine (deformatsiooni aste on piiratud). Kuumsurvetöötlemine survetöötlemine temperatuuridel, mis on üle Me-sulami rekristslliseerumistemperatuuri. Terasel on · Veealuseks keevitamiseks kasut elektroodkeevitust
1) Valamine Valutehnoloogia olemus seisneb valandite tootmises sulametalli valamise teel valuvormi. Vormi materjali ja konstruktsiooni järgi liigitatakse valumeetodid: 1. Ainuskasutusega vormidesse: Liivvormvalu; Koorikvalu; Täppisvalu 2. Püsivormidesse: Kokillvalu; Survevalu; 1) Metallurgia Tsentrifugaalvalu On metallide ja metallisulamite ning nendest 2) Liivvormvalu poltoode tootmise tööstusharu. Liivvormvalu puhul valand vormitakse liivvormis, mille siseõõnsus kopeerib valandi kuju. Eristatakse: Liivvormide ja kärnide valmistamisel kasutatakse 1. Rauametallurgia (ferrometallurgia), mis hõlmab vormimaterjale- vormiliiva ja sideained raua ja raua sulamite tootmist (teras, malm) (vormisaavi, vesiklass, polümeervaigud) 2. Mitterauametallurgia- värvilismeta
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
konspekt KT 1 kasutatud konspekt 1. Aine, ainete liigitus, aatomi ehituse skeem, materjaliõpetus Aine: a. Kõik, mis meid ümbritseb, koosneb ainetest. Eestikeelne sõna materjal tuleneb ladinakeelsest sõnast materia, mis tähendabki ainet. ainete liigitus: a. looduslikud b. inimtekkelised c. tehnomaterialid aatomi ehitus: a. tuum (prootonid, neutronid) b. elektronid materialiõpetus: a. käsitleb peamiselt seda, missugune on eri materjalide liigitus, nende koostis ja struktuur, kuidas sellest oleneb materjali tugevus ja teised omadused. 2. Materjali struktuur, liigitus, kristallvõred, kristallvõrede defektid, anisotroopia, isotroopia, polümorfism materiali struktuur: a. Kõikide tehnomaterjalide põhiliseks struktuuriühikuks on aatom liigitus: a. Tahked ained liigitatakse kristallilisteks ja amorfseteks b. Kristallilised ained lähevad tahkest olek
TalTech Eesti Mereakadeemia Üld- ja alusõppe keskus Saskia Mürk Tehnomaterjalide tehnoloogia Referaat Juhendaja: lektor Aleksander Lill Esitatud:................12.01.202......... Kontrollitud:.................................. Punkte:........................................... Tallinn 2022 Sisukord Metallurgia 3 Metallurg 3 Pürometallurgia 3 Hüdrometallurgia 4 Kloormetallurgia 4 Elektrometallurgia 4 Pulbermetallurgia 5 Valutöötlus 5 Sulatamine 5 Degaseerimine 6 Vormi koostamine
Valand kristalliseerub metallvormis kiirelt, mistõttu on kokillvalus raske saada keerulisi ja õhukeseseinalisi valandeid. Joonis 8. Koostatava kärniga kokill mootorikolvi valmistamiseks Kokillvalu eeliseks on vormi korduvkasutus – üks kokill peab vastu kuni 10 000 malmist ja kuni 250 000 Al-sulamist valandit. Kokillvalu kasutatakse piiratud massiga (kuni mõnisada kg) valandite tootmisel suhteliselt madala sulamistemperatuuriga metallisulamitest: Al-, Mg-, Cu-sulamid, malm. 17. Survetöötlemine Survega töötlemisel toimub pooltoodete (toodete) vormimine tahkest metallist kas külmalt või kuumalt. Vastavalt sellele eristatakse külmsurvetöötlust ja kuumsurvetöötlust. Külmsurvetöötluseks nimetatakse survetöötlust temperatuuridel allpool metallisulami rekristalliseerumistemperatuuri. Terastel on see temperatuur 500…600 °C. Külmsurvetöötlusega kaasneb metalli kalestumine, mistõttu deformatsiooniaste on piiratud.
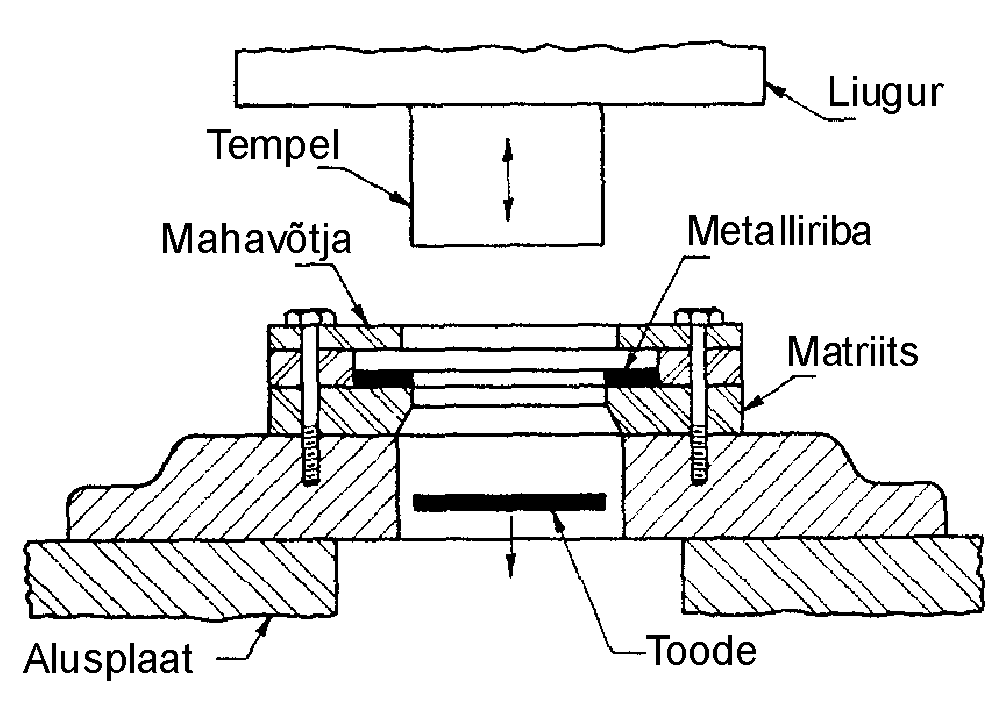
Contents 1.Plastse deformeerimise füüsikalised alused .............................................................................................. 2 2. Mahtvormimisprotsessid. ......................................................................................................................... 2 3.Kuumvormstantsimine ............................................................................................................................... 2 4. Külmvormpressimine ja külmjamendamine. ............................................................................................ 2 5. Lehtvormimisprotsessid. ........................................................................................................................... 3 6. Lehtstantsimisel ........................................................................................................................................ 3 7. Lõikamise põhiprotsessid ...............................................................
































Kõik kommentaarid