TÖÖTAMINE
FREESPINGIL. Freesimine on mehaanilise lõiketöötlemise üks põhiliike.Lõikeprotsessi
toimumiseks on tarvis kahte liikumist : pea – ehk tööliikumist ja
ettenihkeliikumist.
Freesimisel
on pealiikumiseks freesi pöörlemine.Pealiikumise
kiirus määrab lõikekiiruse.
Ettenihkeliikumiseks
on tooriku edasinihkumine piki - , risti – või püstsihis.
Pealiikumise
kiirus on alati suurem ettenihkeliikumise kiirusest.
Lõikeprotsessis
moodustub laast .Freesimine
toimub paljuhambalise lõikeriistaga, mida nimetatakse
freesiks.
Lõikehambad võivad paikneda kas silindrilisel
külgpinnal või otspinnal.
Freesi
iga hammas kujutab endast lihtsaimat lõiketera.
Mõnikord
kasutatakse ka ühehambalisi freese.
Freesi
lõikeosa valmistatakse süsiniktööriistaterasest,
kiirlõiketerasest, kõvasulamist või mineraalkeraamilisest
sulamist.
Pinnad, servad ja teised elemendid.Freesi
hammaste pindadel ja lõikeservadel on järgmised nimetused:
Hamba
esipind:
-
See on pind, mida mööda libiseb eralduv laast.Hamba
tagapind: -
See on pind, mis lõikeprotsessis on pööratud lõikepinna poole.
Hamba
selg:-
See on pind, mis piirneb ühe hamba esipinnaga ja naaberhamba
tagapinnaga.
Ta
võib olla tasapinnaline, murtud või kõverpinnaline.
Otstasapind:
-
See on tasapind , mis on risti tema teljega .
Telgtasapind:-
See on tasapind, mis läbib freesi telge ja lõikeserva vaadeldavat
punkti.
Lõikeserv
tekib hamba esi – ja tagapinna lõikumisel.
Pealõikeserv:-
See on serv, mis teeb peamise lõiketöö.Silinderfreesidel
võib pealõikeserv olla sirgjooneline, kallutatud silindri
moodustaja suhtes või kruvijooneline.
Abilõikeserva
silinderfreesidel ei ole.
Otsfreesidel
seevastu eristatakse pea - , abi - ja üleminekulõikeserva.Pealõikeserv:-
See on freesi teljega nurga all asetsev lõikeserv.
Abilõikeserv:-
See on freesi otspinnal paiknev lõikeserv.
Üleminekulõikeserv:-
See on pea - ja abilõikeserva ühendav serv.Hammaste
kuju ja elemendid.Olenevalt
pinnast , mida mööda teritatakse
frees , eristatakse kahte hammaste
konstruktsiooni.
Teravatipulised
hambad - hambaid teritatakse tagapinnalt.
Kukaldatud
hambad - hambaid teritatakse ainult esipinnalt.
Eristatakse
järgmisi hamba elemente:
Kõrgus
h - kaugus lõikeserva punkti ja
soone põhja vahel, mõõdetakse
freesi radiaallõikes risti selle teljega.
Hamba
tagapinna laius - kaugus lõikeservast hamba tagapinna ja selle
lõikejooneni, mõõdetakse risti lõikeservaga.
Hammaste
ringsamm - kaugus kahe naaberhamba lõikeserva ühenimeliste punktide
vahel, mõõdetakse freesi teljega ristioleval tasapinnal mööda
ringjoone kaart, mille keskpunkt asub nimetatud
teljel .
Ringsamm
võib olla ühtlane või mitteühtlane.
Kukaldamise
ulatus K - kukaldamisjoone langus kahe naaberhamba lõikeserva
vahel.
Soonte elemendid ja kuju.
Soon on süvend laastu
eemaldamiseks. Seda piiravad ühe hamba esipind ja selle naaberhamba
tagapind ja selg.
Sooned jaotatakse sirgeteks ja kruvijoonelisteks.
Sirge
soon on freesi teljega paralleelne.
Freesidel
eristatakse järgmisi sooni :
Vasakukäeline
kruvisoon - mööda kruvijoont tõusuga paremalt vasakule kulgev
soon.
Paremakäeline
kruvisoon - mööda kruvijoont tõusuga vasakult paremale kulgev
soon.
Kruvisoone samm H - lõikeserva kahe järjestikuse punkti vaheline kaugus
silindrilise pinna ühel moodustajal.
Soone
profiil normaallõikes - soone pinna ja lõikeserva normaaltasapinna
lõikejoon.
Soone
profiil ristlõikes - soone pinna ja freesi teljega ristioleva
tasapinna (otspinna) lõikejoon.
Soone
raadius - soone põhja ümardusraadius.
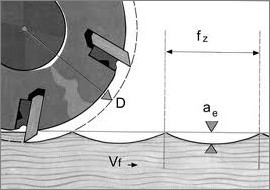
Freesimise
lõikereziimi elemendid.Lõikekiirus
v - teekonna pikkus (meetrites), mille ühes
minutis läbib freesi
teljest
kaugeim hamba pealõikeserva punkt.
Et
lõikekiirus väljendatakse meetrites minutis, siis avaldub
freesimise lõikekiirus valemiga
:
v = 3,14 D n / 1000 m/min.Kui
on tarvis määrata freesi pöörete arvu minutis
(pöörlemissagedust), siis kasutatakse valemit
:
n = 1000 v / 3,14 D p /min.Freesimisel
eristatakse järgmisi ettenihkeid: ettenihe freesi hamba kohta,
ettenihe freesi pöörde kohta ja ettenihe minutis.
Suuna
järgi eristatakse piki -, risti - ja püstettenihet.
Ettenihe
hamba kohta (mm / hambale) - töölaua (koos töödeldava toorikuga )
või freesi edasinihkumine mm aja jooksul, mil frees pöördub ühe
hamba võrra.
Ettenihe
freesi pöörde kohta ( mm/ p ) - töölaua (koos töödeldava
toorikuga) või freesi edasinihkumine mm freesi ühe täispöörde
ajal.
Ettenihe
freesi pöörde kohta võrdub ühe hamba kohta tuleva ettenihke ja
freesi hammaste arvu korrutisega.
Ettenihe
minutis (mm /min) - töölaua (koos töödeldava detailiga) või
freesi edasinihkumine mm ühe minuti jooksul. Ettenihe minutis võrdub
ühe pöörde kohta tuleva ettenihke ja freesi pöörlemissageduse
korrutisega.
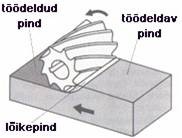
Freesi
iga hammas lõikab toorikult komakujulise ristlõikega metallikihi.
Freesitaval
toorikul eristatakse töödeldavat pinda ja lõikepinda.Kõigi
freesimisviiside puhul eristatakse lõikesügavust ja
freesimislaiust.
Lõikesügavus-
See on töödeldud ja töödeldava pinna vaheline kaugus.
Freesimislaius
-
See on freesi ühe läbimiga töödeldud pinna laius.
Harilikult
tähistatakse lõikesügavust tähega t, freesimislaiust aga tähega
B.
Materjali
kihti, mis freesimisel lõigatakse toorikult maha, nimetatakse
töötlusvaruks.
Töötlusvaru
on võimalik eemaldada olenevalt selle paksusest kas ühe või mitme
läbimiga.
Eristatakse
siluv – ja koorivfreesimist.
Koorivfreesimisel
kasutatakse võimalikult suurt lõikesügavust ja ettenihet.
Siluvfreesimisel saadakse lõplik mõõtmete ja
sileda pinnaga
detail.
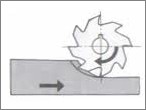
Vastu
ja pärifreesimine. Silinder - ja ketasfreesidega freesimisel eristatakse vastu - ja
pärifreesimist.
Vastufreesimisel on freesi ja tooriku kontaktikohas freesi pöörlemine
ja tooriku ettenihkeliikumine vastassuunalised.
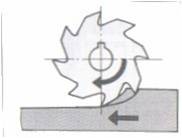
Pärifreesimisel
ühtib tooriku ettenihkeliikumise suund freesi pöörlemissuunaga
nende kontaktikohas.
Vastufreesimisel
kulgeb lõikeprotsess rahulikult , sest lõigendi paksus kasvab sujuvalt ja pingi koormus kasvab samuti järk – järgult.Pärifreesimisel
lõikub freesi hammas töödeldavasse toorikusse löögiga, sest just
sel hetkel on lõigendi paksus maksimaalne.
Seetõttu
saab pärifreesimist rakendada ainult piisavalt jäikadel ja
vibratsioonikindlatel pinkidel, kui nende pikiettenihke mehhanismi
käigukruvi ja veomutri vahel puudub lõtk.
Pärifreesimisel
surutakse toorik vastu töölauda, viimane omakorda vastu juhikuid,
see tagab töödeldud pinna hea kvaliteedi.Pärifreesimisel
on pealõikeserva
kaldenurk positiivne, vastufreesimisel -
negatiivne.
Muude
võrdsete tingimuste korral on freesi püsivusaeg pärifreesimisel
suurem kui vastufreesimisel, välja arvatud kõva koorikuga toorikute
töötlemisel.
Vastufreesimise
puuduseks on ka see, et frees püüab toorikut töölaualt lahti
rebida. Freeside liigid.Metallifreese
liigitatakse kuju, hammaste asetuse , kinnitusviisi ja otstarbe
järgi.
Kuju järgi eristatakse silinder -, ketas -, ots – ja
sõrmfreese.
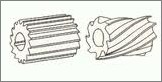
Silinderfreese
kasutatakse tasapindade töötlemisel.
Need
on harilikult kruvihammastega ja valmistatud
kiirlõiketerasest.
Silinderfreesi hambad lõikavad tooriku
pinnalt üheaegselt maha küllalt laia metallikihi, mistõttu tekib
suhteliselt suur lõikejõud, eriti kõva ja sitke metalli
freesimisel.
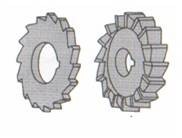
Ketasfreesid
on ette nähtud soonte ja astmete freesimiseks ja metalli
tükeldamiseks (mahalõikamiseks).
Ketasfreesid
valmistatakse
tervikuna kas kiirlõiketerasest või siis vahetatavate
kõvasulamist hammastega. Tervikfreesi paksus aheneb tsentri
suunas.
Seetõttu ei
puutu ketasfreesi küljed kokku freesitava
soone
servadega ja seal hõõrdumist ei teki.
Samal põhjusel on
vahetatavate hammastega freeside hambad veidi laiemad kui
ketta paksus.
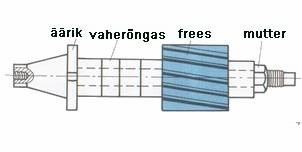
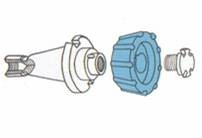
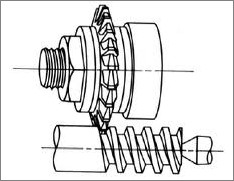
Silinder
ja ketasfreesid kinnitatakse freespingile tsentritorni abil.Tsentritorn
kujutab endast silindrilist võlli,mille ühes otsas on
koonus ,
teises
keere kinnitusmutri pealekeeramiseks.
Koonus lõpeb
äärikuga, millesse on tehtud spindli kaasaveonukkide jaoks
väljalõiked.
Torni koonilises otsas olevasse keermestatud avasse
keeratakse torni freespinki kinnitamisel pingutusvarras.
Torni
keermestatud ots lõpeb sileda tapiga, mis töötamise ajal
toetub tugipuki laagrile.
Frees kinnitatakse tsentritornile soovitud
kohta vaherõngaste abil.Need on erineva kõrgusega teraspuksid,
mille arv sõltub
kasutatava freesi paksusest.
Piki freesitorni
külge peab kulgema prismakujuline terasliist, mis takistab freesi
pöörlemist tsentritorni suhtes. Olenevalt freespingi tüübist
kasutatakse mitmesuguse läbimõõduga tsentertorne.
Freeside
siseläbimõõt on arvestatud kindla läbimõõduga tornile.
Kui
freespingi tsentertorni läbimõõt on 27 mm siis sellel
pingil saab
kasutada vaid sellise siseläbimõõduga silinder – ja
ketasfreese.
Otsfreesid kinnitatakse freespingile sõrmtorni ,
sõrmfreesid aga vahekoonuse ja padruni abil.
Toorikute
kinnitamine freesimisel.Metalli
freesimisel peab toorik olema töölauale kinnitatud väga tugevalt
ja täpses asendis, sest suur lõikejõud püüab seda
paigast liigutada.
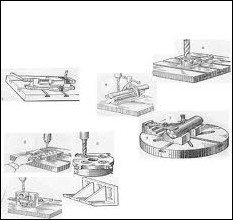
Toorikud kinnitatakse töölauale kas
masinkruustangide või muude kinnitustarvikute abil.
Sobivate tarvikute valik oleneb detaili mõõtmetest ja
kujust . Väikeste
mõõtmetega prismakujulised toorikud kinnitatakse freespingi
töölauale masinkruustangide abil.
Kõigepealt
kinnitatakse külge
kruustangid . Erikujuliste T – profiiliga
soonde,
poldid aga nihutatakse kruustangide alusplaadi
väljalõigetesse ning kinnitatakse mutritega.
Enne mutrite
lõplikku kinnikeeramist kontrollitakse nurgikuga kruustangide
liikumatu
paki asendit freesi pöörlemistelje (spindli ja torni
telje) suhtes. Vajadusel seda nurka korrigeeritakse ja seejärel
kinnitatakse kruustangid lõplikult.
Tooriku kinnitamisel
masinkruustangide vahele tuleb arvestada , et kruusatangi pakkide
karestatud
sisepinnad kahjustavad tooriku pinda.
Ometi
ei soovitata abipakke kasutada, sest need vähendavad kruustangide
hoidetugevust.Juhul
kui masinkruustangidesse soovitakse kinnitada silindrilisi või
erikujulisi toorikuid, tuleb eelnevalt valmistada ka eriotstarbelised
kinnitustarvikud, mille välisküljeks on paralleelsed
tasapinnad.
Suuregabariidilised toorikud kinnitatakse vahetult
freespingi töölauale kinnituspoltide, haaratsite ja
tugede abil.
Seejuures peab kinnituspolt asetsema toorikule võimalikult lähedal
ja haaratsite otsa alla asetatud toe kõrgus olema võrdne
kinnitatava tooriku kõrgusega.
Eriti
mugavad on kasutada kaarekujulised haaratsid, mille juures tuge ei
ole vaja.
Suuregabariidilise tooriku kinnitamiseks töölauale
vertikaalasendis kasutatakse kinnitusnurgikut.
See
kinnitatakse
esmalt kinnituspoltidega töölaua külge ja seejärel
toorik nurgiku külge.
Silindrilised detailid kinnitatakse
freespingi töölauale prismade abil.
Seejuures
on
soovitav kasutada kõverjoonelisi haaratseid, kuna sirge haaratsi
kokkupuutepind toorikuga on liiga väike.
Enne freesimise
alustamist lähendatakse toorik kõiki kolme ettenihet kasutades
freesile veendumaks, et freesi poolt moodustatav lõikepind ühtib
toorikule tõmmatud märkejoonega.
Seejärel
nihutatakse toorik freesi alt välja ja antakse sobiva ettenihkega
vajalik lõikesügavus.
Olenevalt
lõikepinna laiusest, freesi materjalist ja tooriku kõvadusest
valitakse freesi töövõlli sobiv pöörlemiskiirus ja lülitatakse
pink sisse.
Frees viiakse toorikuga lõikumisse aeglase käsitsi
ettenihkega ja
sooritatakse esimene töökäik.
Nüüd
lülitatakse
freespink välja ja tuuakse toorik vastassuunalist
ettenihet kasutades algasendisse tagasi. Seejärel suurendatakse
freesi lõikesügavust ja sooritatakse järgmine töökäik, kuni
toorik omandab ettenähtud mõõtmed.
Reeglina püütakse toorik
seada masinkruustangidesse sellises asendis, et freesiga liikumine
toimuks kruustangide kohal.
Erandi
moodustab vaid tooriku tükeldamine. See toimub kruustangide kõrval
võimalikult pakkide lähedalt.
Freesimisel võivad tööõnnetused
tekkida tooriku ebaõigest kinnitusest, hooletult kinnitatud
tööriietusest, kuumade laastude sattumisest kehale, vääratest
töövõtetest.
Freespingid .
Freespingid
jagunevad: Üldotstarbelised ehk universaalsed ja eriotstarbelised
freespingid:Üldotstarbelistel
freespinkidel saab töödelda mitmesuguse kujuga toorikute erinevaid
pindu.
Erifreespingid
on ette nähtud vaid kindla tööoperatsiooni täitmiseks, nagu
hammasratta hammaste,
puuri spiraalsoonte, võlli nuutide vms.
freesimiseks.
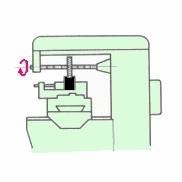
Spindli
asendi järgi eristatakse horisontaal ja vertikaalfreespinke.Freespingi
alus on õõnsa kasti kujuline.Selles paikneb elektriline käivitus –
ja valgustussüsteem.
Korpuses
paiknevad
elektrimootor , rihmülekanne ja kiiruskast.
Korpuse
esiküljel paiknevat kiilprofiiliga juhtpinda mööda liigub konsool,
mille käigukruvi toetub alusel olevasse sambasse.
Konsooli ülaosas
kaldprofiiliga juhtpinnad ristkelgule, mida saab vastava käigukruvi
abil korpuse suhtes nihutada.
Ristkelgu juhtpindadel on võimalik
korpusega paralleelselt liigutada ka freespingi töölauda
Töölaud
on ette nähtud freesitava tooriku kinnitamiseks masinkruustangide
või muude kinnitustarvikute abil.
Töötlemisel saab toorikut
nihutada
kolmes suunas konsooli abil üles – alla, ristkelgu abil
edasi – tagasi ja töölaua abil vasakule - paremale.
Kõik
nimetatud ettenihked on võimalikud käsitsi pööratavate
käigukruvide abil .
Toorikute
ettenihke võib anda ka elektriajamiga ettenihkekasti abil.
Freespingi
korpuse ülemisse ossa kinnitub ülatala koos selle
esiotsas asetseva
tugipukiga.
Ülatala
all ulatub korpusest välja töövõlli ots, mille koonilisse avasse
saab kinnitada freestorni, padruni või koonussabaga freesi.
Freestorn või
padrun kinnitatakse töövõlli külge selle
õõnsust läbiva pingutusvardaga
Peale
nimetatud freespinkide on kasutusel veel rida eriotstarbelisi pinke:1.
Pikifreespingid .
2.
Karuselfreespingid.
3.
Trummelfreespingid.
4.
Kopeerfreespingid.
5.
Keermefreespingid.
6.
Soontefreespingid.
7.
Otsfreespingid.
Tasapindade
freesimine.Tasapinnaks
nimetatakse pinda, millel on järgmine omadus: kui pinna mistahes
kaks punkti ühendada sirgega, siis asuvad sirge kõik punktid sellel
pinnal.
Siit tuleneb ka lihtsaim viis detaili tasapindade
kontrollimiseks.Kui detaili pinnale asetada lekaaljoonlaua tööserv,
siis nende vahele jääva
pilu suurus iseloomustab pinna töötlemise
kvaliteeti. Mida täpsemalt on tasapind töödeldud, seda väiksem on
pilu.
Tasapindade freesimisel kasutatakse silinderfreese.
Nimetatud freesidel on harilikult kruvihambad, mille lõikeserv
kulgeb piki kindlaksmääratud kaldenurgaga kruvijoont.
Silinderfreese
valmistatakse väikeste hammastega ja suurte hammastega, vahetatavate
hammastega ja koostatuina vahetatavate hammastega freesidest, samuti
kõvasulamplaatidega freese.
Silinderfreeside
põhimõõtmed on freesi laius L, läbimõõt D, ava läbimõõt d ja
hammaste arv z.
Freesid valmistatakse kiirlõiketerasest või
varustatakse kõvasulamist plaadikestega.
Pöörlemissuuna järgi
jaotatakse freesid parem – ja vasakpoolse lõikesuunaga freesideks.
Parempoolse
lõikesuunaga freesideks nimetatakse selliseid freese, mis töötades
peavad pöörlema päripäeva. Vasakpoolse lõikesuunaga freesideks
nimetatakse niisuguseid freese, mis töötades peavad pöörlema
vastupäeva.
Olenevalt
sellest,
kumba pidi silinderfrees on asetatud tornile, võib ta olla
kas parem – või vasakpoolse lõikesuunaga.
Silinderfreesi
lõikesuunda saab muuta tema ümberpööramisega
freestornil.
Silinderfreesi
valik.Freesi
tüübi ja põhimõõtmete valik sõltuvad töötlemistingimustest (
töödeldava tooriku mõõtmed, töödeldava materjali mark,
töötlusvaru suurus jne.).
Suurte
hammastega freese kasutatakse
kooriv – või poolsiluvfreesimisel,
väikeste hammastega freese -
poolsiluv
- ja siluvfreesimisel.
Freeside
optimaalsete mõõtmete
valikuks mitmesuguste töötlemistingimuste
korral kasutatakse nomogrammi (tabelit).
1. Määratakse freesi
laius.
Freesi
laius peab olema suurem töödeldava tooriku laiusest.
2.
Määratakse freesi ava läbimõõt.
See on vajalik freesi
sobivusele freestornile.
3. Määratakse freesi läbimõõt.
4.
Määratakse freesi hammaste arv.
Freespingi
seadistamine ja häälestamine.Enne
kui alustada freesimist, tuleb teha mõningad ettevalmistustööd
(tutvuda detaili joonise ja mehaanilise töötlemise
operatsioonikaardiga,
seadistada ja häälestada freespink), et
freesimine kulgeks viljakalt.
Seadistamiseks nimetatakse
niisuguseid toiminguid, mis tagavad tööriista ja tooriku õige
kinnitamise ning nende omavahelise õige asetuse (freestorni
kohaleasetamine, freesi ja vaherõngaste asetamine tornile, freesi
viskumise kontrollimine,
rakiste paigaldamine töölauale, tooriku
rihtimine tööriista suhtes, töölaua liikumispiirikute
kohalepaigutamine jt.).
Häälestamine seisneb freespingi spindli
vajaliku pöörlemissageduse, töölaua minutilise ettenihke ja
freesi lõikesügavuse väljareguleerimises.
Freesi
ülesseadmine ja kinnitamine.Pärast
seda, kui antud töötlemistingimuste jaoks on valitud optimaalsete
tüüpmõõtmetega silinderfrees, tuleb ta freespinki üles seada ja
kinnitada.
Vastavalt
freesi ava läbimõõdule valitakse vajaliku läbimõõduga
freestorn.Ühe
või mitme freesi paigaldamiseks freestornile kasutatakse
vaherõngaid. Neid on kahte tüüpi – lühikesed ja pikad.Kui
freestornile paigaldatakse üks frees, tuleb see asetada võimalikult
pingi spindli lähedale, sest niisuguse asetuse korral on torni
läbipaine kõige väiksem.
Freesi
vajalik asend töödeldava tooriku suhtes saadakse seejuures töölaua
nihutamisega ristsuunas.
Tuleb
meeles pidada, et tingimata on vaja valida niisugune freesimisskeem,
kus freesi kruvisoone suund ja spindli pöörlemissuund on erinevad.See
on
seletatav sellega, et juhtudel, kui freesi kruvisoone suund ja
spindli pöörlemissuund on erinevad, on lõikejõu teljesihiline
komponent P suunatud spindli poole.
Seega
nimetatud jõud
surub freestorni spindli avasse, mitte aga ei kisu
torni koos freesiga spindli pesast välja.
Freesi
viskumise kontrollimiseks kasutatakse spetsiaalset indikaatorkellaga
mõõteriista.Freesidel
läbimõõduga kuni 100 mm ei tohi lõikeservade
radiaalviskumine ava
suhtes kahel naaberhambal ületada 0,02 mm ja kahel vastashambal 0,04
mm.Tugiotste viskumine ei tohi freestornil kontrollimisel olla üle
0,02 mm freesidel pikkusega kuni 50 mm ja üle 0,03 mm freesidel
pikkusega üle 50 mm.
Kahe
naaberhamba radiaalviskumine ei tohi freesidel 100 kuni 125 mm olla
üle 0,02 mm ja freesi enda viskumine - mitte üle 0,05 mm;
läbimõõduga üle 125 mm - vastavalt 0,03 ja 0,08 mm.
Töötsükli
automatiseerimiseks on freespinkidel
seadised töölaua kiirkäigu
sisselülitamiseks, selle ümberlülitamiseks tööettenihkeks ja
seiskamiseks lõppasendis.
Neid
seadiseid nimetatakse käigupiirikuteks.
Ennem freesimise
alustamist tuleb veenduda jahutusvedeliku etteandesüsteemi
korrasolekus ja töökindluses.
Jahutusvedelik tuleb valida vastavalt
antud töötlemistingimustele.
Freesimisreziimi
valik.Freesimisreziimi
valiku all mõeldakse antud töötlemistingimuste ( tooriku materjal
ja mark, tema kuju ja mõõtmed ) jaoks kõige sobivama freesi (selle
tüüp, mõõtmed, materjal, lõikeosa
geomeetrilised parameetrid ) ja
optimaalsemate parameetritega lõikereziimi (freesimislaius,
lõikesügavus, spindli pöörlemissagedus, ettenihe minutis,
freesimise efektiivne võimsus ja masinaaeg) valimist.
Lõikereziim
määratakse tabelite järgi.
Freesimislaiust
harilikult ei valita, sest see oleneb detaili tooriku mõõtmetest.
Koorivfreesimise lõikesügavus sõltub töötlusvarust ja freespingi
elektrimootori võimsusest.
Töötlusvaru
on soovitav maha lõigata ühe läbimiga.
Siluvfreesimisel
ei ületa lõikesügavus 1...2 mm.
Freesi
ettenihe hamba kohta valitakse olenevalt töötlemise iseloomust
(kooriv – või siluvfreesimine).
Koorivfreesimisel on ettenihe
hamba kohta suurem kui siluvfreesimisel, sest mida väiksem on
ettenihe hamba kohta, seda siledam saadakse töödeldav pind.
Valitud
lõikesügavuse, freesimislaiuse ja ühe hamba kohta tuleva ettenihke
järgi määratakse lõikekiirus.
Lõikekiirus
teraste töötlemisel antakse vahetatavate lõiketerade ja suurte
hammastega freesidel piirides 35...55 m/min.Vahetatavate lõiketerade
ja suurte hammastega freesidel antakse ettenihe hamba kohta piirides
0,05...0,4 mm hambale.
Spindli pöörlemissagedus arvutatakse
vastavalt freesi läbimõõdule ja valitud lõikekiirusele valemiga n
= 1000 v / 3,14 D.
Ettenihe minutis võrdub ühe pöörde kohta
tuleva ettenihke ja freesi pöörlemissageduse korrutisega sm = sz x
z x n mm/min.
Malmi freesimisel on ettenihke suuruseks 0,1...0,5
mm/hambale s.o. tunduvalt suurem kui terase töötlemisel.
Lõikekiirus
on malmi freesimisel 15...45 m/min, s.o. väiksem kui terase
töötlemisel.
Siluvfreesimisereziim erineb
koorivfreesimisereziimist selle poolest, et terase ja malmi
siluvfreesimisel kasutatakse suhteliselt väikest ettenihet freesi
ühe hamba kohta ( sz = 0,05...0,12 mm/h ).
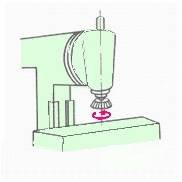
Tasapindade
freesimine otsfreesidega.Otsfreesid
on ette nähtud tasapindade töötlemiseks
vertikaal - ja
horisontaalfreespinkidel.
Erinevalt
silinderfreesidest on otsfreesidel hambad nii silindrilisel
külgpinnal kui ka otsal .Otsfreesid
jagunevad väikeste hammastega ja suurte hammastega freesideks samuti
ka vahetatavate lõiketeradega freesideks.
Otsfreesi
põhimõõtmeteks on läbimõõt D, kõrgus L, ava läbimõõt d ja
hammaste arv z.
Võrreldes
silinderfreesidega on otsfreesidel mõningad eelised:1.
Palju jäigem kinnitus tornile või spindlile.
2.
Sujuv töötamine,
sest üheaegselt võtab freesimisest osa suurem arv
hambaid.
Seepärast on tasapindu enamikul juhtudel otstarbekas
freesida otsfreesidega. Nagu silinderfreesid, jagunevad ka otsfreesid
parem - ja vasakpoolse lõikesuunaga freesideks.
Tänapäeval
on üha rohkem hakatud kasutama kõvasulamplaatidega otsfreese.
Tasapindade
freesimine kõvasulamplaatidega otsfreesidega on tunduvalt tootlikum
kui silinderfreesidega freesimisel.
Otsfreesid
kinnitatakse sõrmtornidele.
Torni
valikul tuleb jälgida, et parempoolse lõikesuunaga freeside
kinnitamisel oleks torni ja kruvi keere parempoolne, vasakpoolse
lõikesuunaga freesidel aga vasakpoolne.
Suure läbimõõduga
otsfreesid valmistatakse tornile asetatavaina.
Neil
on kas silindriline või kooniline istamisava.Vertikaalfreespingi
häälestamine vajalikule lõikereziimile toimub
niisamuti nagu
horisontaalfreespingi häälestamine.
Freesi
tüübi ja mõõtmete valik.Otsfreesi
läbimõõdu valikul lähtutakse freesimislaiusest t ja
lõikesügavusest B .
Koorivfreesimiseks
valitakse vahetatavate lõiketeradega või suurehambalised
otsfreesid.Siluvfreesimisel tuleb kasutada peenehambalisi otsfreese.
Siiski
tuleb kõigil juhtudel eelistada kõvasulamplaatidega otsfreese, sest
nende
kasutamisel väheneb tunduvalt töötlemise masinaeg
lõikekiiruse suurenemise tõttu.
Terase
freesimisel valitakse kõvasulamist T15K6 plaatidega
otsfrees .
Ettenihe hambale sz valitakse piirides 0,1...0,3 mm hambale ja
lõikekiirus v = 250 m/min.
Hallmalmist tooriku koorivfreesimiseks
on vaja võtta kõvasulamist BK8 või BK6 plaatidega frees.
Ettenihe
hambale on suurem kui terase töötlemisel s = 0,2...0,6 mm hambale,
lõikekiirus aga tunduvalt väiksem v = 50...130 m / min.
Et
terase ja malmi siluvfreesimisel kõvasulamplaatidega freesiga saada
väiksemat pinnakaredust, tuleb vähendada ettenihet hambale, aga
lõikekiirust olenevalt töödeldavast materjalist, kõvasulami
margist ja teistest töötlemistingimustest vastavalt suurendada.
Tasapindade
freesimine freeside komplektiga.Freeside
komplektiks nimetatakse freestornile asetatud ja kinnitatud freese.
Freeside
komplekte kasutatakse
suurseeria - ja masstootmises suure
freesimismahuga detailide töötlemisel.
Komplektid koostatakse
standardfreesidest, erifreesidest või nende
kombinatsioonidest.
Freeside ühendamiseks komplektis on mitu
moodust.
Ühesuguse
läbimõõduga freese võib ühendada järgmiselt:
lukuga -
otsliiteühendus, mille puhul ühe freesi otsal olev
eend läheb
teise freesi vastavasse soonde; kaldotspindade abil, misstõttu
moodustub freesi hammaste ülekate; otsakuti ühendamine - ühe
freesi väljaulatuvad hambad lähevad teise freesi vastavatesse
süvenditesse.
Freeside
komplektiga freesimisel tuleb kasutada suurema läbimõõduga torni
kui ühe freesiga töötlemisel.
Pärast
freeside komplekti koostamist ja ülesseadmist on soovitav teha
proovifreesimine toorikul või praakdetailil.
Astmete
ja soonte freesimine.Astmeks
nimetatakse kahe risttasapinnaga piiratud süvendit.Detailil võib
olla üks, kaks, kolm või rohkem astet.
Sooneks
nimetatakse tasa - või kujupindadega piiratud süvendit detailis.
Olenevalt
süvendi kujust jaotatakse sooned täisnurkseteks, kolmnurkseteks,
trapetsi - ja T - kujulisteks ning kujusoonteks.
Mistahes
profiiliga sooned võivad olla läbivad, lahtised või väljuvad ja
kinnised.
Astmeid
ja sooni freesitakse ketas - ja sõrmfreesidega.
Astmete
ja soonte freesimine sõrmfreesidega.Astmeid
ja sooni saab sõrmfreesidega töödelda vertikaal - ja
horisontaalfreespinkidel.
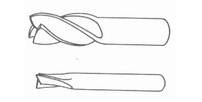
Sõrmfreesid
on ette nähtud tasapindade, astmete ja soonte töötlemiseks.Neid
valmistatakse silindrilise ja
koonilise sabaga.
Sõrmfreese
valmistatakse normaalsete ja suurte hammastega.Normaalhammastega
freese kasutatakse astmete ja soonte siluv - ja
poolsiluvfreesimisel,suurte hammastega freese aga koorivfreesimisel
.Laialdaselt
on kasutusel kõvasulamfreesid, neid valmistatakse kahte tüüpi:
kõvasulamist
krooniga ja kruviplaadikestega.
Kõvasulamfreeside
kasutamine on eriti tõhus soonte ja astmete töötlemisel karastatud
ja raskelttöödeldavatesse toorikutesse.
Soonte
laiuse täpsus ketas - ja sõrmfreesidega töötlemisel sõltub
kasutatava freesi täpsusest, freespingi täpsusest ja jäikusest
ning freesi viskumisest pärast spindlisse kinnitamist.Niisuguste
tööriistade puuduseks on nimimõõtme muutumine kulumise ja
teritamise tagajärjel.
Sõrmfreesidel
väheneb läbimõõt juba pärast esimest silinderpinnalt teritamist
ja nad osutuvad kõlbmatuks täpse laiusega soonte freesimisel.
Täpse
laiusega soone saamiseks tuleb sellisel juhul freesida kahe
läbimiga.Puhastöötlemisel frees ainult kalibreerib soone,
säilitades pikaks ajaks oma läbimõõdu.
Jagamispeade
kasutamine freesimistöödel.Jagamispead
on freespinkide tähtsamaid tarvikuid, mis tunduvalt laiendavad nende
tehnoloogilisi võimalusi.
Neid
kasutatakse mitmesuguste tööriistade, masinaelementide,
hammasrataste, otssoonte ja otspilude ning teiste detailide
freesimisel.
Jagamispea
ülesanne on:1.
Töödeldava tooriku telje
seadmine pingi töölaua suhtes vajaliku
nurga alla.
2.
Tooriku perioodiline pööramine teatud nurga võrra tema telje ümber
( jagamisel võrdseteks ja mittevõrdseteks
osadeks ) 3. Tooriku pidev
pööramine kruvisoonte lõikamisel või kruvihammastega
hammasrataste freesimisel.
Jagamispead
võivad olla:1.Limbiga
(jaotuskettaga)
a)
vahetu jagamisega.
b)
lihtjagamisega.
c)
pooluniversaalsed.
d)
universaalsed.
2.Limbita
(abikettata)
a)
planetaarmehhanismiga ja vahetatavate hammasratastega.
3.Optilised
- täpseteks jaotamiseks ja kontrolloperatsioonideks.
Jagamispeade
abil tehakse järgmisi freesimistöid:
1.Hulktahukate
freesimine.
2.Sirgete soonte freesimine silindrilisele
pinnale.
3.Soonte freesimine otspinda.
4.Tooriku jaotamine
mööda
ringjoont mittevõrdseteks osadeks.
5.Sirghammastega
silinder - ja koonushammasrataste freesimine.
6.Kruvisoonte ja
spiraalide freesimine.
Freesimismeetodid.Freesimisel
võib töölauale kinnitada kas ainult ühe tooriku või mitu
toorikut (grupiviisiline töötlemine).Lisaks sellele kasutatakse
positsioonfreesimist, pidevat freesimist, freeside komplektiga
freesimist, tooriku freesimist üheaegselt mitme freesiga.
Ühe
tooriku kaupa freesimist rakendatakse põhiliselt üksiktootmises või
suurte toorikute töötlemisel.
Mitme
tooriku üheaegne freesimine võimaldab lühendada nii masina - kui
ka abiaega.
Eristatakse
kahte grupiviisilise freesimise meetodit:
Järjestikust
ja paralleelset (ridamisi).
Järjestikusel
freesimiselühe
freesiga või freeside komplektiga on toorikud paigaldatud ühte
ritta (töölaua liikumise sihis).
Paralleelselt
freesimisel paigaldatakse
toorikud kahte või mitmesse ritta ja töödeldakse üheaegselt ühe
freesiga või freeside komplektiga.
Tööohutus
freespingil töötamisel.Enne
tööle asumist tuleb korrastada tööriietus ja
peakate , kontrollida
töökoht, veenduda selles, et freespingi kõik kaitseseadmed on
kohal ning pöörlev osa - frees on kõvasti kinnitatud.
Vajalik
on meeles pidada, et tööriiete või peakatete rippuvad osad ja
pikad juuksed võivad jääda pingi pöörleva osa - freesi külge
või haakuda väljaulatuvate osade taha.
Tekkivat
laastu ei tohi eemaldada sõrmedega. Seda tuleb teha spetsiaalse
konksuga.Detail tuleb kinnitada pingi töölauale tugevalt, et
vältida selle liikumist freesimise ajal.
Kasutada kaitseprille või kaitseekraane!








































Kõik kommentaarid