Tartu KutsehariduskeskusEhitus- ja puiduosakondMTK16 Andre Maisväli Treimine ja lihvimine Iseseisev töö Juhendaja Aivar Krull Tartu 2017 Sisukord
Table of ContentsMis on treimine? 3
Ajaloost 4
Treipingi osad 5
Puidu treipeitlid ja nende jagunemine 6
Tegurid, mis mõjutavad treimist 9
Puidu vastupanu kiudude läbilõikamisele 10
Laastusurve lõikuri esitahule 11
Puidu surve lõikuri esitahule 11
Hõõrdejõud 13
Töödeldava pinna kvaliteet 14
Ettevalmistus
treimiseks 16
Tooriku paigaldamine treipinki 16
Peitli hoidmine ja käsitsemine 18
Ohutusnõuded 19
Puidu lihvimine 21
Elektrilised käsitööriistadest lihvijad 22
Lihvpinkide jagunemine 22
Viimistluse eesmärgid 23
Taldlihvmasin 25
Ekstsentrik taldlihvmasin 26
Lintlihvmasin 27
Kolmnurk lihvimismasin e. deltalihvmasin 28
Nurklihvija 29
Otslihvmasin 30
Nõuanded lihvimismasina kasutajale 31
Ohutusjuhised lihvimismasina kasutajale 32
Ohutusjuhised nurklihvmasinale 33
Trummellihvpink 34
Ketaslihvpink 35
Kitsas lintlihvpink 36
Lailihvpink 37
Ostsilleeriva spindliga
lihvpink 38
Tööohutus lihvpinkidel 39
Kasutatud kirjandus 41
Mis on treimine?
Treimine on lõiketöötlemine,
mille pealiikumiseks on tooriku pöörlemine ning
lõikeinstrumendile (tavaliselt lõiketera)
antav ettenihe. Tooriku pöörlemine võimaldab teostada
lõikeprotsessi (laastuvõtmist),
ettenihkeliikumine võimaldab seda protsessi teostada kogu tooriku
pinna ulatuses.
Treimist
teostatakse puidutreipingis erinevate puidu tretipeitlitega,
vajadusel kasutatakse spetsiaalseid puidu treimisšabloone (trepi-,
rõdu - ja
veranda käsipuudetoed).
Puidutreimise
tööde käigus on võimalik valmistada puidust erinevaid lauanõusid,
küünlajalgu, tööriistade käepidemeid, mööbliosi, kaunistusi,
mänguasju jne.
Lõikerežiimi
elemendid treimiselLõikerežiimi elementideks
treimisel
on lõikekiirus, ettenihe, spindli pöörlemissagedus ja lõikesügavus.
Lõikekiiruseks nimetatakse
lõikepinna pöörlemise ringkiirust
treitera lõikeserva
suhtes. Lõikekiirust mõõdetakse meetrites
minutis ja tähistatakse
tähega v. Seda saab arvutada valemiga<{1000}}} meetrit
minutis, kus
- π – pii
- D – lõikepinna suurim läbimõõt või töödeldava pinna läbimõõt millimeetrites.
- n – tooriku (spindli) pöörete arv minutis.
Kuna
treimisel võib lõikekiirus
tõusta väga suureks ja sellest
tulenevalt võib lõiketera temperatuur tõusta
kuni 800 - 900 kraadini, siis
kasutatakse terikplaadi materjalina kiirlõiketerast, kermiseid või
teemanti .
Lõikekiiruse
suurenemisel 2 korda väheneb
tera püsivusaeg 4 korda.
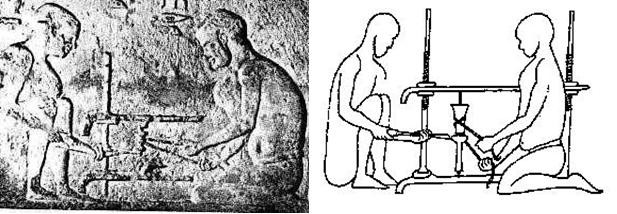
Ajaloost
Puidu
treimine on üks vanemaid puidu mehhaniseeritud töötlemise viise
ning vanimad andmed puidu treimisest on pärit juba seitsmendast
sajandist eKr. Treimist
teostati kahekesi nn. rihmatreipingi abil.
Inimkonna
arenguga arenesid ka puidutreimise meetodid. Puidutreimist hakati
tegema vibutreipingiga, kus vibunöör oli pööratud mõned
korrad ümber tooriku. Sellistel
pinkidel kinnitati
toorik tsentrite vahele
ja pandi pöörlema vasakus käes oleva vibuga või kasutati töö
teostamisel õpipoisi abi, kes liigutas vibu edasi- tagasi.
Hiljem
lisati, orienteeruvalt 13 sajandil, treipingile pedaal (jalapuu), mis
andis võimaluse treipingis olevat toorikut pöörlema panna jala
abil ning tööd sai teostada kiiremini. Samas polnud vaja appi enam
õpipoissi.
Sellistel
treipinkidel toimus tooriku pöörlemine kahes suunas ja seetõttu
oli tööjõudlus väga väike.
Tooriku
ühesuunaline pöörlemine saavutati alles ratastreipinkide
leiutamisega. Algul töötati ratastreipinkidel kahekesi, hiljem
ühendati ratas jalapuuga, mis võimaldas väiksemaid esemeid ka
üksinda treida.
Mida
aeg edasi, seda rohkem arenesid ka
treipingid . Tööd mehhaniseeriti,
treipingid seati üles veskite juurde, kasutades nende
käimapanemiseks vee või tuule energiat. Mõned puidutöömeistrid
ehitasid maja katusele väikese
tuuleveski , mille abil said nad oma
treipinki käitada.
Treipingi osad
Tehnika
ja teadus arenes edasi.
Elektrimootori
leiutamise järgselt lisati treipinkidele elektrimootor, mis
lihtsustas ning kiirendas veelgi puidu treimistöid.
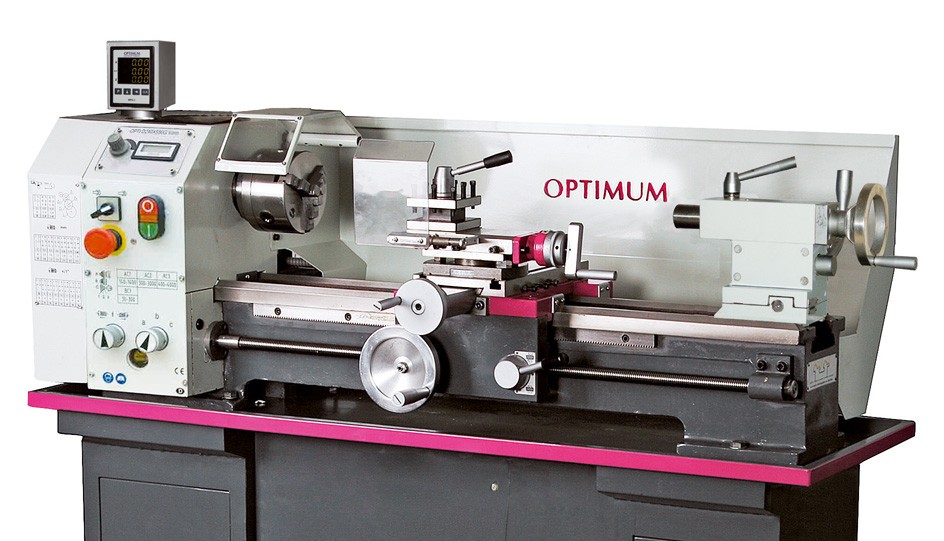
Tänapäeval
on kasutusel väga palju erinevaid puidutreipinke, küll lihtsamaid,
küll keerukamaid,
automaat - ning programmjuhtimisega masinaid, kuid
puidutreipingi peamised osad on jäänud sarnasteks.
Järgnevalt
on välja toodud puidutreipingi kõige tähtsamad ja olulisemad osad.
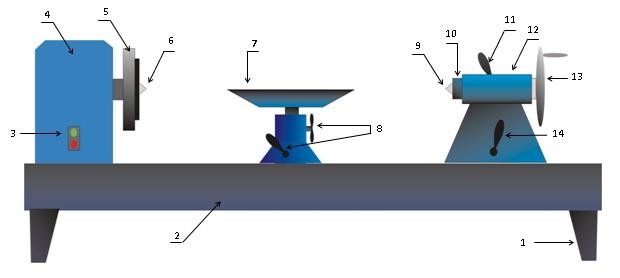
treipingi
jalg, 2- alus e. säng, 3- käivitus- seiskamisnupp, 4-
esipukk koos
mootoriga ,
5-
otskinnitusplaat e. plaanseib, 6- kaasaveotsenter, 7-
peitlitugi
8-
peitlitoe reguleerimishoovad, 9- taga
puki ujutsenter e. taga
pukitsenter,
10-
taga puki spindel, 11- taga puki spindli lukustushoob, 12-
taga
pukk ,
13-
taga puki käsiratas, 14- taga puki lukustushoob.
Puidu treipeitlid ja nende jagunemine
Vastavalt
peitlitele jaguneb treimine
põhiliselt
koorivaks ja
siluvaks treimiseks.
Koorival treimisel
kasutatakse treitera, mis on ümara lõikeservaga rennikujuline,
mille kumerusraadius on 5-35 mm.
Trei
peitlite lõiketera tehnilised nurgad on:
taganurk ()
10- 12°
teritusnurk
()
25- 40°
esinurk ()
45- 55°
Puidu
treimisel on välja kujunenud lõikekiirused ja keskmised maha
võetavad kihi paksused, mida üldse võib treimisel saavutada
peitlitega töötlemisel.
Väga
kõvade
puiduliikide korral on lõikekiirus 0,5-3 m/s,
kõvade
puiduliikide puhul 5-7 m/s ning
keskmise
tugevusega puiduliikide jaoks 10-15 m/s.
Maha
võetava kihi paksus koorival treimisel on 2-5 mm.
Siluval
treimisel on see orienteeruvalt 0,25-1 mm
Kuna
puidu treimine toimub tooriku pöörlemise tulemusena, siis tuleb
teada seda asjaolu, et kihtide mahavõtmise tagajärjel väheneb
lõikekiirus ja detaili läbimõõt ning halveneb pinna kvaliteet.
Tuleb
arvestada, et
kooriv ja siluv treimine on erinevad ning siluval
treimisel on
laastu paksus vaja hoida kogu aeg ühesugune.
Puidu
treimist teostatakse erinevate puidu treipeitlite abil ja kuna
puidu treipeitleid on erinevaid, siis tihti on ühesugusel peitlil
mitu erinevat
nimetust . See võib ajada algaja
segadusse , kuid
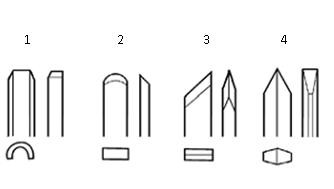
põhilised treipeitlid on:
õõnespeitel
kaarpeitel
kaldpeitel
mahalõikepeitel
Õõnespeitel, kõige tähtsam puidutreiali tööriist.
Kasutatakse puittooriku kiireks lõikamiseks ümmarguseks toorikuks, kausside ja plaatide, aluste, nõgusprofiilide ja muude detailide treimiseks.
Kaarpeitel, kasutatakse sisemiste ja välimiste läbimõõtude kaapimiseks ja pinna ebatasasuste vähendamiseks.
Kaldpeitel, kasutatakse kolmnurksete soonte , ribide jne tegemiseks.
Mahalõikepeitel, kasutatakse materjali otselõikamiseks või mahalõikamiseks. Samuti kasutatakse kaapimiseks ja läbimõõtude paika seadmiseks.
Kuid
peale eelpool nimetatud peitlite on olemas veel mitmesuguseid
eripeitleid e. spetsiaalpeitleid. Neid kasutatakse erinevate vormide
ja kujundite treimiseks.
Puidu
treipeitlite eripäraks on veel see, et need peavad olema pikema
käepidemega ja neid ei tohi kasutada tappide valmistamisel,
millede tegemisel on vaja kasutada haamrit.
Õõnespeitel
Lõikepeitel
Ümarnina peitel
Kaldpeitel
Peenpeitel
Tegurid, mis mõjutavad treimist
Puidu
treimisel tuleb kindlasti teada ja tunda tegureid, mis mõjutavad
treimist ning treitava detaili kvaliteeti.
Nendeks
on:
- puidu vastupanu kiudude läbilõikamisele
- laastu surve lõikuri esitahule
- puidu surve lõikuri esitahule
- hõõrdejõud
Puidu vastupanu kiudude läbilõikamisele
Sõltub
järgmistest teguritest:
Puidu kõvadus - see on puidu omadus vastu panna teise keha sisse lõikumisele. (Seda ei tohiks segi ajada tugevusega, mis on puidu omadus vastu panna välisjõu toimele- paine , tõmme , nihe , vääne ).
Puidu
liigid on erineva kõvadusega ja avaldavad seetõttu lõikamisele ka
erinevat vastupanu. Kui lugeda männipuidu vastupanuvõime võrdseks
1-ga, siis saarel 1,75 ja tammel on 1,55 ; kasel 1,25; haaval 0,85 ;
pärnal 0,8.
Lõikamise suunast - kui lugeda lõikejõud piki lõikamisel võrdseks 1-ga, siis külglõikamisel on see väärtus 0,6 ja otslõikamisel 5-6.
Lõikuri teravus – lõiketöötlemisel (puidu treimisel) on lõikeriista teravusel oluline tähtsus ning kaua töötanud lõikur nürineb ning töö sooritamiseks võrreldes algperioodiga tuleb kasutada peaaegu kaks korda suuremat jõudu. Lõikuri teravuse püsivuse suurendamiseks kasutatakse seetõttu lõike servadel eriteraseid.
Teritusnurga suurusest - väikese teritusnurga puhul on puidu kiudusid kergem läbi lõigata, kuid siis on tera osa õhuke ja võib kergesti murduda. Suurema teritusnurga puhul on lõikejõud suurem, kuna teratipu kõverusraadius on suurem.
Puidu niiskus - niiskussisalduse piirides 0 - 30%-ni on niiskema puidu kõvadus
peaaegu kaks korda väiksem. Tänu sellele on niiskema puidu kiudusid kergem läbi
lõigata, sest puit on plastilisem. Niiskuse suurenemine üle 30% enam lõikejõudu ei
mõjuta.
Laastusurve lõikuri esitahule
Sõltub
järgmistest teguritest:
Laastu ristlõike suurusest - mida pikem ja laiem on laast , seda suuremat survet avaldab see lõikuri esitahule ning põhjustab vajaduse suurema lõikejõu järele.
2) Lõikenurga suurusest - suurema lõikenurga puhul liigub laast järsemalt vastu lõikuri esitahku ning laastu painutamiseks läheb vaja suuremat jõudu. Kui suurendada lõikenurka 45° -ilt -85° -ni, siis läheb pikilõikamisel kuni 2,8 korda suuremat jõudu tarvis.
Puidu tugevusest - laastu murdmiseks ja painutamiseks vajalik jõud , mis sõltub eeskätt lõigatava materjali painde tugevusest.
Lõikekiirus - mida suurem hetkkiirus antakse lõikamisel tekkinud laastule, seda suuremat inertsjõudu tuleb lõikuril taluda ja ületada. Lõikekiiruse suurendamisel suureneb vastupanu lõikamisel.
Puidu surve lõikuri esitahule
Sõltub
järgmistest teguritest:
Taganurga suurusest - väiksema taganurga puhul suureneb lõikuri tagatahu ja puidu kokkupuutepind. Tänu sellele tuleb lõikuri puitu surumiseks tunduvalt rohkem jõudu rakendada. Kui aga suurendada taganurka, siis väheneb lõikuri teritusnurk. See aga põhjustab lõikuri mehaanilise tugevuse languse.
Lõikenurga suurusest - kui väikse nurga puhul tekib terava lõikuriga lõigates
lõikurit puitu tõmbav jõud, siis suure lõikenurga all lõigates vastupidiselt tõrjutakse
lõikur puidust välja.
Lõikuri teravus - nüri lõikuri puitu surumiseks vajatakse suuremat jõudu. Nagu
füüsikast teame, on üksteise suhtes liikuvate pindade vahel hõõrdejõud, järelikult
eksisteerib see ka lõikuri ja puidu vahel.
Hõõrdejõud
Sõltub
järgmistest teguritest:
Laastu survest lõikuri esitahule ja puidu survest lõikuri tagatahule-
järelikult eespool märgitud jõududest ja neile mõjuvatest teguritest.
Puidu niiskusest - niiskuse kasvades hõõrdetegur lõikuri pinna ja puidu vahel suureneb. See kutsub esile ka hõõrdumise suurenemise. Eriti oluline ja märgatav on niiskuse mõju kinnisel lõikamisel, kuna sel juhul tekib täiendav hõõrdejõud ka lõikuri külgtahkude ja puidu vahel.
Töödeldava pinna kvaliteet
Kvaliteeti
mõjutavad tegurid.
Töödeldud
pinna kvaliteeti hinnatakse pinnakareduse mõiste järgi. Pinnakaredus määratakse vastavalt töödeldud pinnal esinevate
ebatasasuste suurusele. Puidu töötlemisel hinnatakse pinna karedust karedusklassi abil, kusjuures esimesele klassile vastab kõige
madalam pind. Lõikamise tagajärjel saadud pinna kvaliteet sõltub
järgmistest teguritest:
Laastu
lahti lõhestumise vältimine :
Lõikamisel
tuleb vältida laastu eraldumist lahti lõhestamise teel, kuna lõhe
tekkimisel toimub kiudude eraldumine üksteisest kohtades, kus puit
on omavahel nõrgemini seotud. Lõhe vältimiseks kasutatakse
mitmesuguseid võtteid:
- kasutatakse laastumurdjat
- kasutatakse suuremat lõikenurka
- kasutatakse survetuge
- mahavõetava kihi paksus võetakse õhem
Lõikamise
suunast -
lõikamisel saadud pinna kvaliteedi järgi reastuvad lõikamise
suunad
järgmiselt- külglõikamine, pikilõikamine ja viimaks
otslõikamine.
Puidu
iseloom -
sirgekiuline puit annab parema pinna kvaliteedi kui salmiline puit.
Puidu
niiskusest -
puidu kiudusid muljudes lõiketera poolt arendavate
jõududega
deformeeritakse puidu pinda, niiskel puidul on aga
omadus pärast muljumist taastada oma
kuju erinevalt
kerkides. Kuiv puit ei lase ennast nii palju deformeerida.
Lõikuri
teravus - terav lõikur lõikab puidu kiud paremini läbi ilma neid
muljumata
ja rebimata.
Teritusnurga
suurus -
väikese teritusnurga puhul lõikab lõikur puidukiud puhtamalt
läbi,
kuid lõikur võib hakata vibreerima, mis põhjustab ebatasast pinda.
Taganurga
suurusest -
väikese taganurga puhul suureneb puidu ja lõikuri kokkupuute pind,
mis põhjustab ebatasasust ja väga väikese taganurga puhul võib
tekkida ka põletusjälg.
Lõikekiirusest -
mida kiiremini liigub lõikur, seda kvaliteetsema pinna saab.
Suure
lõikekiiruse puhul lõigatakse puidu kiud enne läbi, kui
nad jõuavad tera ees koolduda
või murduda.
Peale
eespool mainitud tegurite toimub pöörleval lõikamisel ka
kinemaatiliste
lainete teke. Kinemaatilised lained põhjustavad
samuti pinna kvaliteedi languse. Lainete suurus sõltub
eendekiirusest, lõikeservade arvust, instrumendi läbimõõdust ja
detaili pöörlemiskiirusest.
Ettevalmistus treimiseks
- Enne treimise alustamist tuleb ette valmistada treitav toorik, esmalt eemaldada detaililt kõik naelad ja muud võõrkehad. Puidu treimiseks vali selline materjal, millel puuduvad oksa kohad.
- Joonlaua abil tee kindlaks ja märgi ära töödeldava detaili mõlema otsa tsentrid . Töödeldava detaili mõlemasse otsa puuri tsentri augud ja anna seejärel töödeldavale detailile võimalikult suur pöördkeha kuju.
- Eriti kõva puidu korral on töödeldavale detailile kaasaveotsentri poolsesse otsa vaja teha sälgud.
Tooriku paigaldamine treipinki
- Kui toorik on ette valmistatud, aseta treitav toorik korralikult treipinki. Jälgi ohutustehnikat.
- Kinnita tsentreeritud töödeldav detail esi- ja tagapuki tsentrite vahele.
- Keera tagapuki käsiratast seni, kuni ujutsenter tungib töödeldavasse detaili.
- Keera käsiratast veerand pöörde võrra tagasi ning lukusta tagapuki spindel.
- Peitli tugi säti võimalikult töödeldava detaili lähedale 3- 5 mm kaugusele ja kinnita see korralikult treipingi külge.
- Tsentrite vahel treimisel seatakse tööriista tugi ligikaudu 3 mm telgjoonest kõrgemale.
- Keera töödeldavat detaili käega ringi ja kontrolli, kas see on tsentrite vahel kindlalt kinni ning pöörleb vabalt.
- Jälgi, et treitav detail ei puutuks vastu peitli tuge ega sängi.
Peitli hoidmine ja käsitsemine
Treimise ajal
on võimalik treipeitlit käes hoida kas pealt- või althaardega,
seejuures haarded võivad olla nii parem- kui vasakpoolsed .
Vasakpoolse
haarde korral tuleb seista kaasavedaja tsenterpuki juures ja hoida
peitlit terakehast vasaku käega. Vasakpoolset pealthaaret on raske
kasutada nende pinkide juures, kus mootor asub vahetult sängi
juhtpindadel või kui toorik on kinnitatud tsentreerivasse
padrunisse.
Lõiketera
edasiliikumist nimetatakse ettenihkeks. Silindrilise välispinna
treimisel kasutatakse pikiettenihet. Ettenihke suund võib olla
seejuures nii parem- kui vasakpoolne.
Tooriku
otspindade tasandamisel, sisse- ja läbilõikamisel, kumer -, nõgus-
ja kooniliste pindadetreimisel kasutatakse rist - ja
kaldettenihet.
Treida
on võimalik tangentsiaal-, telg -, ja radiaalsuunas.
Tangentsiaalsuunas
treimisel asub lõikeriista lõikeserv pöördkeha suhtes
lõiketasapinnas puutujasuunaliselt ja lõikeriist liigub piki- või
kaldettenihkega . Seda lõikamisviisi kasutatakse pikkade ja peente
esemete välistreimisel.
Telgsuunas
treimisel asub lõikeriista lõikeserv pöördtelje kõrgusel ja
lõikeriist liigub jällegi piki- või kaldettenihkega. Seda
lõikamisviisi kasutatakse lühikeste ja jämedate esemete välis- ja
sisetreimiseks.
Radiaalsuunas
treimisel asub lõikeriista lõikeserv pöördtelje kõrgusel, kuid
lõikeriist liigub ristiettenihkega pöördkeha raadiuse suunas. Seda
lõikamisviisi kasutatakse otstreimisel ja sisse- ning
läbilõikamisel.
Treimis
instrumenti juhi alati mõlema käega ja ettevaatlikult!
Ohutusnõuded
Puidutöötlemisseadmed
võivad ebaõigel kasutamisel muutuda ohtlikuks. Seepärast tuleb
nendel töötades järgida vastavaid üldisi ohutuseeskirju ning
samuti ka järgmisi märkusi.
Mitte ühegi tööpingiga ei tohi töötada narkootiliste ainete, alkoholi
või mingi ravimi mõju all viibides . Mitte kunagi ei tohi jätta
töötavat seadet järel valveta. Enne töökohalt lahkumist tuleb
seade alati välja lülitada.
Hoida lapsed ja kõrvalised isikud
töötamispiirkonnast ohutus kauguses.
Elektrilisi puidutööriistu
ei tohi kasutada kergestisüttivate vedelike või gaaside läheduses.
Kontrollida
üle võimalused tuletõrjevahendite ja tulehäire kasutamiseks ning tulekustuti käsitsemiseks, jätta meelde nende asukoht.
Elektrilist
tööpinki ei tohi kasutada tolmuses keskkonnas ega vihma käes.
Puidutolm
on plahvatusohtlik ja samuti võib see kujutada ohtu tervisele.
Mõnede troopiliste puuliikide, aga ka kõvapuiduliste lehtpuude, nagu kask ja tamm, puidutolm on klassifitseeritud vähktõve tekkimist
soodustavate ainete hulka.
Kasutada
alati sobivat tolmueemaldusseadet, tolmumaski ja kaitseprille.
Puidutreipink
peab olema paigaldatud nii, et selle ümbruses oleks küllaldaselt
ruumi ohutuks töötamiseks ja töödeldava eseme käsitsemiseks,
samuti peab töökoht oleme hästi valgustatud.
Kindlasti
tuleb hoida põrand tööpingi ümbruses puhtana, vabana
materjalijääkidest, õlist ja määrdeainetest.
Enne
tööpingil töötama asumist tuleb lugeda tervikuna läbi ja endale
selgeks teha treipingi kasutusjuhendi sisu. Kasutusjuhendit tuleb
hoida tööpingi läheduses, kaitstuna mustuse ja niiskuse eest.
Tööpingi
konstruktsioonis ei tohi teha mingeid muudatusi. Iga
päev tuleb kontrollida enne seadme käivitamist selle
seisukorda ja ohutusseadiste paigaldatust. Kui need ei ole korras, ei
tohi töötamist alustada ning seadme kaitsmiseks tahtmatu
sisselülitamise vastu tuleb pistikupesast välja tõmmata
toitekaablipistik.
Puidutreipingid
on konstrueeritud ainult puidu treimiseks. Muude materjalide
töötlemine pole lubatud ning seda võib teha ainult erijuhtumitel.
Puidutreipingi
sihipärane kasutamine eeldab ka kinnipidamist kõigist töökaitse nõuetest, seadme kasutusjuhendis esitatud käsitsemis- ja
hoolduseeskirjadest.
Tööpingil tohivad töötada vaid selle käsitsemist ja hooldamist tundvad
isikud, kes on teadlikud seadmega töötamises peituvatest ohtudest.
Järgida tuleb töötajale kehtestatud vanusepiire.
Puidutreipingiga töötaja peab olema vähemalt 18-aastane, õppur vähemalt
16-aastane ja ta võib töötada ainult järelvalve all.
Kasutada
tohib ainult tehniliselt laitmatus seisukorras seadet.
Töötamise
ajal peavad oma kohal olema kõik seadme ohutusseadised ja
kaitsekatted.
Rikked,
mis võivad ohustada teie julgeolekut, tuleb viivitamatult
kõrvaldada.
Tuleb
olla tähelepanelik!
Kogu
tähelepanu tuleb koondada tööoperatsioonile ning väsimuse korral
ei tohi treipingiga töötada.
Jälgida
tuleb järgnevaid töökaitse juhendeid ning nendest peab kinni pidama .
Enne
puidu töötlemist treipingis eemaldada töödeldavalt detaililt kõik
naelad ja muud võõrkehad.
Märgista
toorikule tsentrid ja puuri tsentri avad selle mõlemale otsale.
Seejärel anna
töödeldavale detailile võimalikult suur pöördkeha (ümar)
kuju.
Puidu lihvimine
Lihvimine
on kaapimisel põhinev lõiketöötlemine ning lihvimisel kasutatakse
suure kõvaduse, tugevuse ja haprusega looduslike või tehislikke
peenestatud aineid ehk abrasiive. Abrasiivid liimitakse riide või
paberist alusele spetsiaalsete vaikliimide abil. Lihvriiete ja paberite valmistamisel kasutatakse põhiliselt elektrokorundi,
ränikarbiidi, räni ja peenestatud klaasi ning teisi abrasiive.
Lihvimisel
on oluline protsessist osavõtvate abrasiivterade hulk, kontaktpinna
suurusel, teravusel ja erisurvel. Lõikevõimsuse seisukohalt on
võrdsete tulemuste korral lõikevõimsus suurem peeneteralise
abrasiivi kasutamisel. Abrasiivide teralisuse vähenemisel suureneb
lõikeservade teravus ja töödeldavalt materjalilt eemaldunud laast
muutub õhemaks. Seetõttu saadakse peeneteralise materjali
kasutamisel parem pinna kvaliteet. Abrasiivide haprus põhjustab uute
lõikeservade tekkimist. Algselt on abrasiivterakese kontuur
siksakiline.
Kogu
protsess võib lõppeda ka tunduvalt varem kui abrasiivtera murtakse
paberi küljest lahti ning tekkinud ava täidetakse tolmu ja vaiguga.
Lihvimisel on üsna oluline tähtsus kontaktpinna suurusel, mida
arvestatakse erineva teralisusega abrasiivide puhul.
Vajaliku
eendekiiruse leidmiseks, et tagada nõutav pinna kvaliteet tuleb
leida lihvimise eritootlikus, mis erinevatel abrasiivmaterjalidel on
erinev. Kuna põhiline materjal mida kasutatakse lihvriiete ja
paberite puhul on elektrokorund, siis määratakse selle eritootlikus
ja arvestatakse ka lihvmaterjali kulu tootele.
Puidu
lihvimine võib toimuda kitsa või laia lihvlindiga. Lihvlint võib
olla kettakujuline või paigutatud õhkrullile.
Mitme
erineva abrasiivmaterjali kasutamisel (tavaliselt leht- või
rullmaterjali korral) ei tohiks abrasiivide numbrite vahe olla üle
ühe. Näiteks kasutades abrasiivi nr. 100, siis järgmine
lihvmaterjal oleks nr. 150, mitte 200.
Elektrilised käsitööriistadest lihvijad
Elektrilised
käsitsi lihvimise tööriistad jagunevad:
- Taldlihvmasin
- Ekstsentrik taldlihvmasin
- Lintlihvmasin
- Kolmnurk lihvimismasin e. deltalihvija
- Otselihvmasin e. otslihvija
- Nurklihvija
Lihvpinkide jagunemine
Lihvimispingid
jagunevad üldiselt:
- Trummellihvpingid – horisontaalsed, vertikaalsed , ülemise-, alumise- ja kahepoolseasetusega. Üldjuhul 1-3 trumlilised. Kasutatakse materjalide kalibreerimiseks.
- Ketaslihvpingid – ühepoolsed, kahepoolsed
- Kitsas lintlihvpingid – vabalindiga, liikuva töölauaga – käsiettenihkega, masinettenihkega.
- Lailihvpingid – vertikaalsed, horisontaalsed
- Faasi lihvpingid
- Narmaslihvpingid ( lamell lihvijad)
Viimistluse eesmärgid
- Parem välimus – tekstuuri esile tõstmine.
- Viimistlus peab kaitsma õhu, UV-kiirguse ja niiskuse eest.
- Kaitsma määrdumist ja tõstma hügieenilisust.
Viimistlemise
eesmärgid:
- Läbipaistev – poleerimine, õlitamine, vahatamine, lakkimine , lasuurvärvidega katmine .
- Läbipaistmatu – värvi, emailidega e. lasuuridega katmine.
Viimistluskatted
liigitatakse vastavalt kilemoodustile gruppidesse:
- Polüester
- Polüuretaankatted
Viimistlemise
tehnoloogiline protsess:
- Pinna ettevalmistamine
- Katte pealekandmine
- Töötlemine, vääristamine
Pinna
ettevalmistamine viimistlemiseks
Katte
kvaliteet oleneb, kuidas on pind ette valmistatud.
Pinna
ettevalmistamine jaguneb 2 etappi :
- Laudsepaettevalmistus – valgeviimistlus
- Viimistlus ettevalmistuseks
Viimistletava
pinna laudsepa ettevalmistus on vajalik mõlema viimistluse puhul:
Oksad , praod jms. tuleb läbipaistmatu viimistluse puhul täita kiudude
suunal põhimaterjaliga kokkulangevate lappide, kiilude, korkidega.
Läbipaistval
viimistlusel on korkimist, lappimist ja kiilustamist lubatud ainult
mitte esipindade juures. Viimistlemisele kuuluvaid vineeritud
pindadel ei tohi esineda lahtiseid kohti, pragusid, liimi
läbitungimist, muljutisi ja kriime. Viimistlemisele minevad pinnad
mööblitoodete korral peavad olema siledad. (Läikivatel pindadel
tulevad ka kõige väiksemad ebatasasused esile!) Käsitsi silutakse
viimistletavat pinda klapphöövlitega, siluhöövlitega,
kaaplehtedega, abrasiivmaterjalidega
Taldlihvmasin
Taldlihvmasinal
muudetakse elektrimootori pöörlev liikumine ekstsentrikülekande
abil lihvimistalla võnkuvaks liikumiseks. Põhiliselt toodetakse
ristküliku, ruudu ja kolmnurkse ( delta ) tallaga lihvimismasinaid.
Lihvimistallale kinnitatakse lihvimispaber kinnitusklambri või
takjakinnitusega. Lihvimispaberis peavad tolmu eemaldamiseks olema
avad. Need avad peavad kattuma lihvimistallas olevate avadega. Sel
juhul toimib mootori võllil oleva ventilaatori tolmu imemissüsteem,
mis suunab tolmu tolmukotti või filtersüsteemi. Avade puudumisel
saab need ka ise lihvimispaberisse vajutada . Selleks kasutatakse
augustusplaati e. perforeerimisplaati või vajutatakse need
ükshaaval.
Ekstsentrik taldlihvmasin
Ekstsentriklihvmasina
lihvtalla ekstsentrilisele liikumisele antakse parema töötulemuse
saavutamiseks ka pöörlev liikumine. Iseloomulikuks tunnuseks on
ümar lihvtald. Lihvpaber kinnitatakse tallale takjakinnitusega. Enne
uue lihvimispaberi kinnitamist tuleb tald puhastada tolmust ja
mustusest. Tolmueemaldussüsteem suunab tolmu tolmukotti või
filtrisüsteemi.
Lintlihvmasin
Lintlihvmasinatel
antakse elektrimootori pöörlev liikumine hammasrihmülekande abil
vedavale rullikule. Selle rulliku ülesandeks on panna liikuma
lihvimislint. Lihvlindi vahetamiseks tuleb välja tõmmata masina
küljel asuv lindi pingutushoob. Uue lindi paigaldamisel tuleb
jälgida, et lindil oleva noole suund ühtiks masinal oleva noole
suunaga.
Kolmnurk lihvimismasin e. deltalihvmasin
Deltalihvija
on kolmnurkse lihvtallaga lihvija, mis sobib eriti nurkade, servade ja raskesti ligipääsetavate kohtade peenlihvimiseks.
Töötamise põhimõte sama nagu taldlihvijal.
Nurklihvija
Nurklihvijas
e. rahvakeeli „relakal“ suunatakse mootori võlli pöörlev
liikumine koonushammasratasülekandega 90 kraadi nurga all spindlile.
See on vajalik tööriista ohutumaks ja mugavamaks käsitsemiseks.
Nurklihvijaid kasutatakse erievate metallide, kivimite ja puidu
kuivtöötlemiseks-lihvimiseks, lõikamiseks, värvi ja rooste eemaldamiseks, poleerimiseks ning raspeldamiseks.
Otslihvmasin
Peale
nurklihvija kasutatakse lihvimis- ja lõiketöödel ka
otslihvmasinat, mis tööpõhimõttelt ja kujult sarnaneb
universaalfreesile. Otslihvijat kasutatakse väiksemate detailide ja
avade töötlemiseks ning suuremat täpsust nõudvates
tööpiirkondades.
Nõuanded lihvimismasina kasutajale
- Ära kasuta lihvimisel liigset jõudu ega kiirust, sest nii koormad üle lihvimismasina või rikud lihvimispaberi. Laki või värvi lihvimine kiiretel pööretel ummistab lihvpaberi. Samuti võivad sulada tallal olevad takjakinnituse nailonnagad.
- Kitsaid pindu ei ole soovitatav tald- ja ekstsentriklihvijaga lihvida (pind muutub kumeraks). Lahenduseks on pakina lihvimine.
- Surve lihvimisseadmele peab olema ühtlane. Vajutamine lihvtalla äärele rikub küllalt kiiresti lihvtalla tasapinnalisuse või purustab lihvpaberit hoidvad nailonnagad.
- Lintlihvmasinatel tuleb uus lihvlint vastavast regulaatorist tasakaalustada. Tasakaalustamata lindil võib töö käigus tekkida ristsuunaline liikumine, mille tulemusena see rullikutelt maha jookseb või masina korpust lihvima hakkab. Sama viga võib seoses lindi venimisega esineda ka töö käigus.
- Ummistunud lihvpaberid saab puhastada puhastuspulgaga, heleda kummitükiga, terasharjaga või polüetüleenkile tükiga.
Ohutusjuhised lihvimismasina kasutajale
- Kasuta töökaitsevahendeid. Eriti väldi tolmu sattumist hingamisteedesse. Tamme- ja saaretolm on kantserogeenne ehk vähki tekitava toimega.
- Enne lihvpaberi paigaldamist veendu, et tööriist oleks vooluvõrgust lahti ühendatud.
- Täida tuleohutusnõudeid, kuna töö käigus tekkiv tolm võib olla plahvatusohtlik ( kergmetallid ). See võib juhtuda siis, kui lihvimistald on üle kuumenenud.
- Tühjenda tolmumahuti õigeaegselt. Soovitatav on tühjendada tolmumahuti, kui see on poolenisti täitunud.
- Enne seadme töölauale asetamist veendu, et see on täielikult seiskunud.
- Ära unusta käivituslülitit lukustatult tööasendisse.
Ohutusjuhised nurklihvmasinale
- Kasuta alati kaitseprille, tolmumaski ja töökindaid. Töö käigus tekkiv tolm võib olla plahvatusohtliku või vähki tekitava toimega (asbestitolm). Seetõttu tuleb jälgida ka tuleohutuse nõudeid. Kontrolli, et tööpiirkonnas ei oleks kergestisüttivaid esemeid.
- Töötamisel terasharja, kummist lihvimistalla või lamellkettaga kasuta käekaitset.
- Jälgi, et kettakaitse asuks tööriista kasutaja pool.
- Kasuta ainult käepidemega seadet ja kinnita käepide mugavaimasse asendisse.
- Kettal näidatud pöörlemissuund peab vastama masinal näidatud pöörlemissuunale.
- Vigastatud või suurema lõikeketta jäägi kasutamine on keelatud.
- Enne töö alustamist kontrolli seadme korrasolekut eelneva käivitamisega tühikäigul.
- Töödeldava esemega kokkupuutel peab nurklihvija töötama juba täispööretel.
- Lõikekettale ei tohi avaldada külgsuunalist survet, st lõikeketast ei tohi kasutada lihvimiseks.
- Nurklihvija kasutamisel jälgi, et toitejuhe ei satuks töötlemispiirkonda.
- Lõiget alusta eseme servast.
- Liiguta nurklihvijat ketta pöörlemissuunale vastupidises suunas.
- Ketta pöörlemise aja ei tohi ketta lukustusnupule vajutada.
- Teemantketta ülekuumenemisest või nürinemisest annab märku sädemevöö ümber töötava ketta. Ülekuumenemise puhul tuleb ketast jahutada tühikäigul. Nürinemise puhul tuleb teha mõni lühikene terituslõige näiteks silikaattellises.
Trummellihvpink
Trummellihvpink
on masin
puitdetailide ja plaatmaterjalide lihvimiseks trumli välispinnale
kinnitatud lihvmaterjaliga. Seda pinki kasutatakse mööblikilpide
karestamiseks, kalibreerimiseks raamide puhastamiseks . Trumlile
kinnitatakse sobiva teralisusega lihvmaterjal. Vastavalt teralisusele
häälestatakse trummel puidukihi kindlale paksusele. Detailid
antakse ette konveieri abil. Trumli kõrguse reguleerimine käib
kruvimehhanismi abil.
Ketaslihvpink
Pingi
lõikeelemendiks on lihvketas. Lihvketas on kinnitatud võllile ja
käivitatakse kiilrihmadega. Lihvketta töölaud on kallutatav.
Lihvketast kasutatakse sahtlite sobitamisel.
Kitsas lintlihvpink
Kitsa lindiga lihvpink on oma nimetuse saanud lihvlindi mõõtmetest. Lindi
laius on 150-200mm ja selle liikumiskiirus ca 20m/sek. Lõputu
lihvlint kulgeb kahest rihmarattast juhituna pealpool lihvitavat eset
ning lihvimist juhitakse käsi-lihvtallaga, mis on kinnitatud korpuse
külge selliselt , et seda saab liigutada kogu laua pikkuses ja mis liigendiga liigub vertikaalsuunas lindi harude vahel.
Lailihvpink
Lailihvpink
on mitme otstarbeline lihvpink tisleritöödeks. Pingi head omadused
on: kerge ja turvaline kasutada, usaldusväärne ja lihvpinna hea
kvaliteet. Pingi töö meenutab suuresti paksushöövelpingi töö
ning liimpuidu tootmisel ongi paksuskalibreerimisel paksushöövelpink
tihti asendatud lailihvpingiga.
Ostsilleeriva spindliga lihvpink
Sügavate
ja laiade detailide, esiservade, kitsaste sisemiste kõveruste,
horisontaalsete ja vertikaalsete pindade diagonaal -lihvimiseks.
Tööohutus lihvpinkidel
Lihvpingid
- Abrasiivmaterjali kandvad pöörlevad elemendid peavad olema hoolikalt tasakaalustatud.
- Kõik lihvpingid peavad olema varustatud tolmukoguritega.
- Lihvpingid peavad olema varustatud seadistega, mis väldivad staatilise elektrilaengu tekkimise.
- Väikeste ja kõverajooneliste detailide lihvimisel tuleb kasutada erirakiseid käte vigastamise vältimiseks.
- Lihvpinkide elektriseadmestik ja mootorid peavad vastama nõutavale plahvatusohtlikkuse klassile.
Lintlihvpingid
- Liikuva laua ja surveklotsiga lihvimismasinatel peab lihvlindi ülemine töövaba osa olema kaetud kaitsekattega.
- Masinal peab olema seadis lihvlindi pingutamiseks ja reguleerimiseks töötamise ajal.
- Rebenenud, ebatihedalt liimitud , ebatasaste servadega lihvlindi kasutamine on keelatud.
- Lihvlindi liikumiskiirus malmist lindirataste puhul ei tohi ületada 30 m/s.
- Lindi peale tõmbamisel lindratastele peavad tema liimitud kohad paiknema lindi käigu suunas.
- Konveieretteandega lailihvpink peab olema täielikult kaetud kaitsekattega.
- Detaili väljumise poolses otsas peab asetsema kaitsekate, mis takistab töölise käsi sattumast pingi ja töölaua vahel.
Trummellihvpingid
- Veomehhanismil peab olema liikuv kaitsevari, mis takistab töölise käsi ja riideid pinki sattumast.
- Lihvlint tuleb trumlile kinnitada tugevalt, ilma voltideta ja väljaulatuvate otsteta.
- Spiraalselt peale tõmmatud lihvlint peab olema terve, lindi pealmine , kattev ots asetsema trumli pöörlemissuunale vastupidi.
- Lihvlindi kinnitusseadmete pingutid olgu kindlad ja korras ning tagagu lihvlindi tiheda liibumise vastu trumlit kogu selle pealispinnal.
- Eendurvaltsid ei tohi olla vildakad ega omada defekte pealispinnal.
Ketaslihvpingid
- Ketta töövaba osa peab olema kaetud.
- Pingi tugisundlatt ja laud peavad olema jäigalt kinnitatud nii, et nad ei kõiguks ega vibreeriks. Laua ja ketta tasapindade vahelise pilu laius ei tohi olla üle 5 mm.
- Väikeste detailide töötlemisel tuleb kasutada hoiderakiseid, mis väldivad pingijuhi käte tõmbamise lihvkettale.
- Kui kahe kettalisel masinal kasutatakse ainult ühte ketast, peab töövaba ketas olema kinni kaetud.
- Ketaste ringkiirus ei tohi ületada 30 m/s.
- Lihvpaber tuleb kettale tugevasti kinnitada. Ei tohi olla volte, kummunud kohti ega muid defekte.
- Lihvpaberi suurus peab vastama lihvketta läbimõõdule.
Kasutatud kirjandus
Urmas Kuusik „Elektrilised käsitööriistad“ 2005
https://et.wikipedia.org/wiki/Treimine
http://www.jkhk.ee/oppematerjal/treimine/puidu_treimine.html
http://www.jkhk.ee/oppematerjal/treimine/mis_on_puidu_treimine.html
http://www.jkhk.ee/oppematerjal/treimine/lhike_ajalooline_levaade.html
http://www.jkhk.ee/oppematerjal/treimine/treipingi_osad.html
http://www.jkhk.ee/oppematerjal/treimine/puidu_treipeitlid.html
http://www.jkhk.ee/oppematerjal/treimine/erinevad_peitlid.html
http://www.jkhk.ee/oppematerjal/treimine/puidu_vastupanu_kiudude_lbilikamisele.html
http://www.jkhk.ee/oppematerjal/treimine/laastusurve_likuri_esitahule.html
http://www.jkhk.ee/oppematerjal/treimine/hrdejud.html
http://www.jkhk.ee/oppematerjal/treimine/tdeldava_pinna_kvaliteet.html
http://www.jkhk.ee/oppematerjal/treimine/treimine_tsentrite_vahel.html
http://www.jkhk.ee/oppematerjal/treimine/tooriku_paigaldamine_treipinki.html
http://www.jkhk.ee/oppematerjal/treimine/peitli_hoidmine.html
http://www.jkhk.ee/oppematerjal/treimine/tkaitse.html
https://cache.osta.ee/iv2/auctions/1_1_13378106.jpg
http://www.vester.ee/PILDID/Treipingid/TU2506suur.jpg
http://e-ope.khk.ee/ek/2010/puidu_masintootlemise_tehnoloogia/Tookoha_korraldamine/lihvimine.html
https://www.tooriistamaailm.ee/media/catalog/product/cache/2/large/940x940/b8be0d2b999ea61c1ed95053ea1fd2d5/g/s/gss23ae.jpg
https://www.hansapost.ee/globalassets/productassets/images/e252fd252fd252fd252fedddd776fb43d06cdb0f508005398e1ef4d9c356_bo5041.jpg?preset=ProductView
https://www.tooriistamaailm.ee/media/catalog/product/cache/2/large/940x940/b8be0d2b999ea61c1ed95053ea1fd2d5/0/6/06032a1120.jpg
https://www.bosch-do-it.com/ee/et/isetegemine/teadmine/entsueklopeedia/deltalihvija.jsp
https://www.tooriistamaailm.ee/media/catalog/product/cache/2/large/940x940/b8be0d2b999ea61c1ed95053ea1fd2d5/g/d/gda280ep.jpg
https://patmar.ee/wp-content/uploads/2017/02/Nurklihvija-G23ST-2000W230mm-600x238.jpg
https://www.tooriistamaailm.ee/media/catalog/product/cache/2/large/940x940/b8be0d2b999ea61c1ed95053ea1fd2d5/g/g/ggs_8_ce.jpg
https://shop.koneita.com/4306-thickbox_default/nova-56c-rumpuhiomakone.jpg
https://www.tooriistamaailm.ee/media/catalog/product/cache/2/large/940x940/b8be0d2b999ea61c1ed95053ea1fd2d5/2/0/200090108.jpg
https://annaabi.ee/Lihvpingid-m46710.html
http://novamachinetools.com/15265-thickbox_default/nova-sb-108-hiomakone.jpg
http://www.markuss.ee/pics/31456211041_23022016090401/md/buldog-5-houfek.jpg
https://media.stokker.com/prod/o/339/95371339.jpg
http://www.e-ope.khk.ee/ek/2012/moobli_ja_puittoodete_viimistlemine/masinad_ja_seadmed/masinpinkide_tohutus.html

















































































Kõik kommentaarid