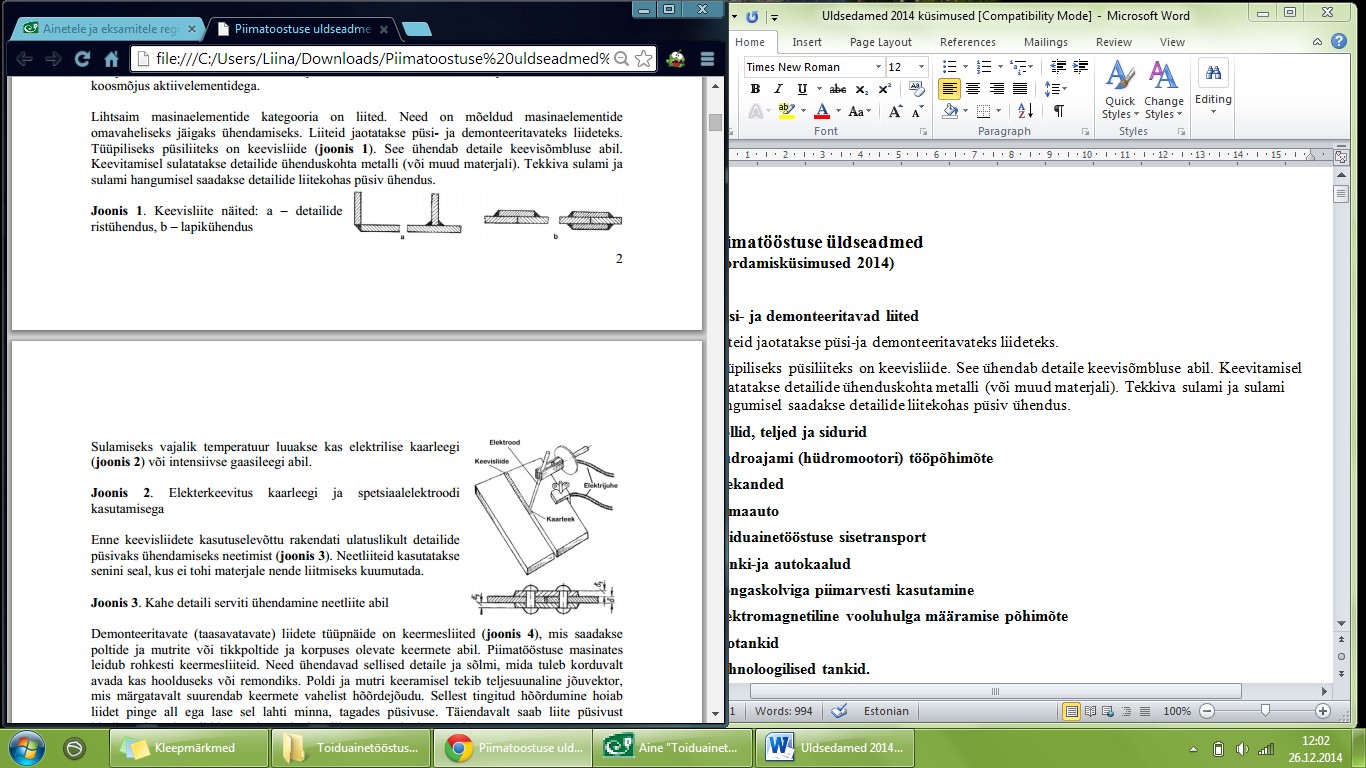
Piimatööstuse üldseadmed1.Püsi- ja demonteeritavad liited Liiteid jaotatakse püsi-ja demonteeritavateks liideteks. Tüüpiliseks püsiliiteks on
keevisliide . See ühendab detaile keevisõmbluse abil. Keevitamisel sulatatakse
detailide ühenduskohta metalli (vms). Tekkiva sulami ja sulami hangumisel saadakse detailide liitekohas püsiv ühendus. Sulamiseks vajalik temperatuur
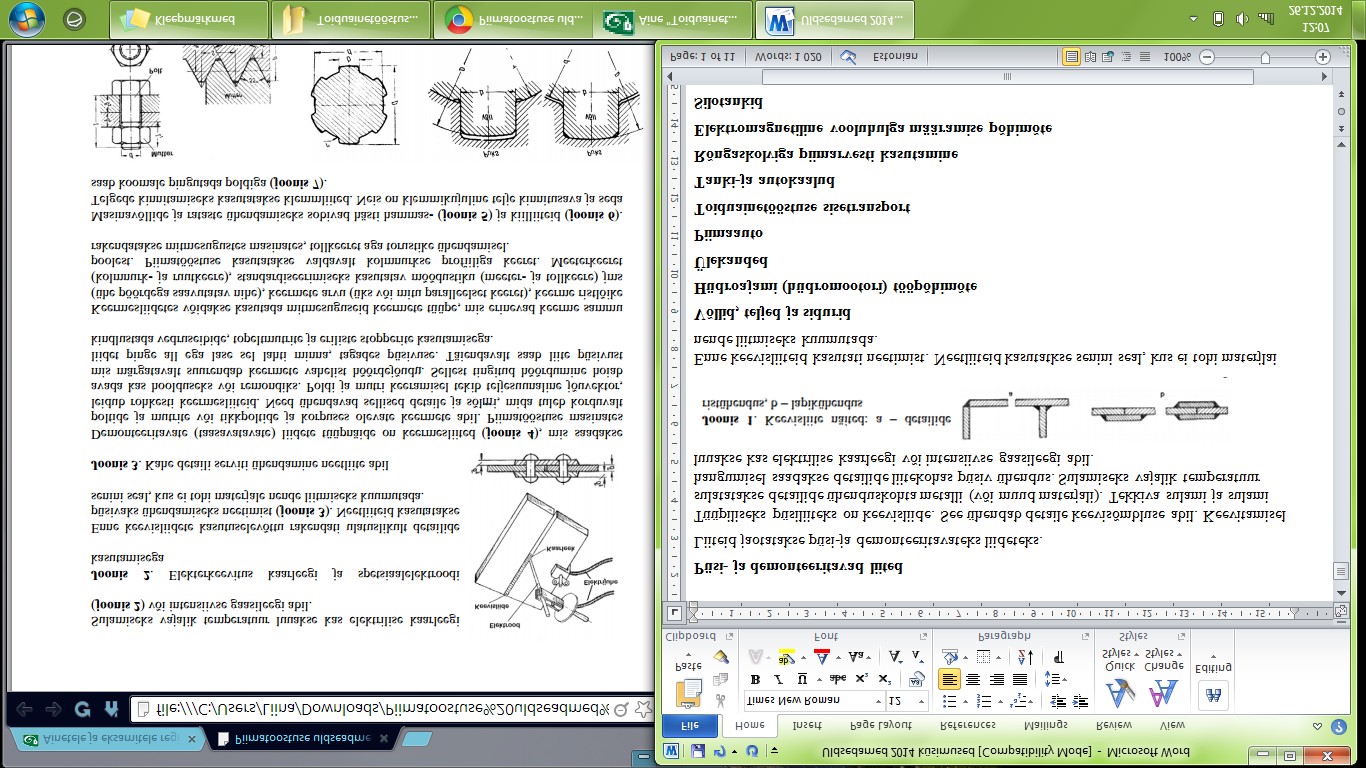
luuakse kas elektrilise kaarleegi või intensiivse gaasileegi abil.
Enne keevisliiteid kasutati neetimist...kasut. senini seal, kus ei tohi materjali nende liitmiseks kuumutada.
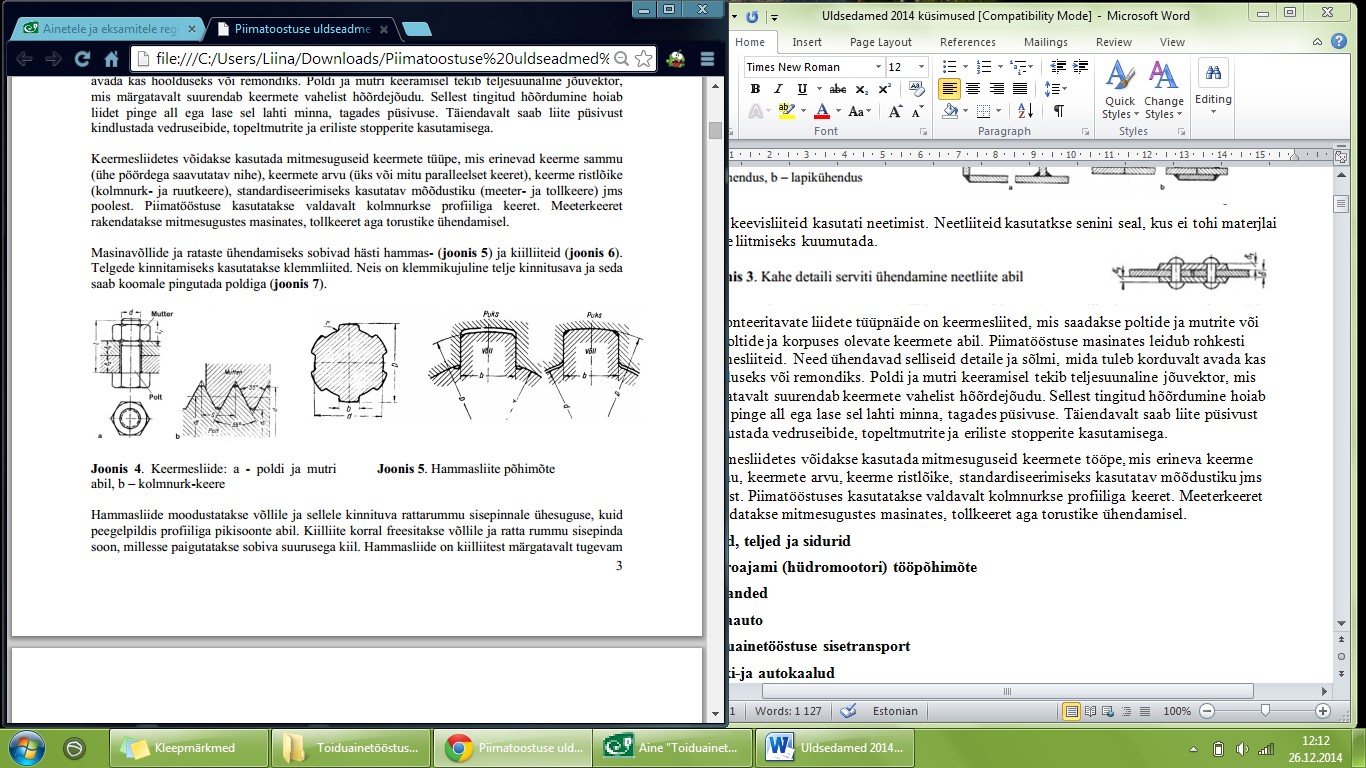
Demonteeritavate liidete tüüpnäide on keermesliited, mis saadakse poltide ja mutrite või tikkpoltide ja korpuses olevate keermete abil. Piimatööstuse masinates
leidub rohkesti keermesliiteid. Need ühendavad selliseid detaile ja sõlmi, mida tuleb korduvalt avada kas hoolduseks või remondiks. Poldi ja mutri keeramisel
tekib teljesuunaline jõuvektor, mis märgatavalt suurendab keermete vahelist hõõrdejõudu. Sellest tingitud hõõrdumine hoiab liidet pinge all ega lase sel lahti
minna, tagades püsivuse.
Keermesliidetes võidakse kasut. mitmesuguseid keermete tüüpe, mis erinevad keerme sammu, arvu, ristlõike, standardiseerimiseks kasutatav mõõdustiku jms
poolest. Piimatööstuses kasutatakse valdavalt kolmn. profiiliga keeret. Meeterkeeret rakendatakse mitmesug. masinates, tollkeeret torustike ühendamisel.
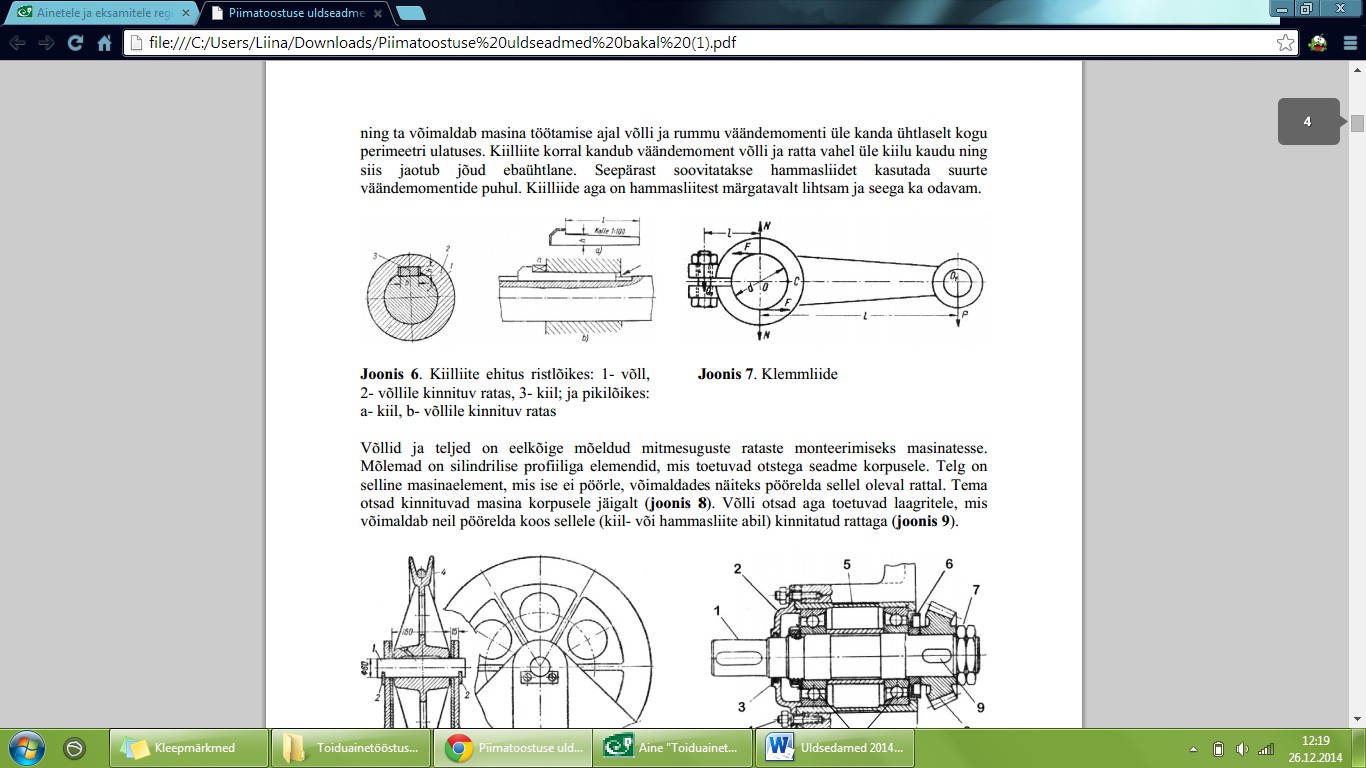
Hammasliide moodustatakse võllile ja sellele kinnituva rattarummu sisepinnale
ühesuguse, kuid peegelpildis profiiliga pikisoonte abil. Hammasliide on
kiilliitest märgatavalt tugevam ning võimaldab masia töötamise ajal võlli ja
rummu väändemomenti üle kanda ühtlaselt kogu perimeetri ulatuses.
Kiilliite korral freesitakse võllile ja ratta rummu sisepinda soon, millesse
paigutatakse sobiva suurusega kiil. Kiilliite korral kandub väändemoment võlli
ja ratta vahel üle
kiilu kaudu ning siis jaotub jõud
ebaühtlane . Seepärast
soovitatakse hammasliidet kasutada suurte väändemomentide puhul. Kiilliide
on hammasliitest märgatavalt lihtsam ja seega ka odavam.
2. Võllid , teljed ja sidurid 3.
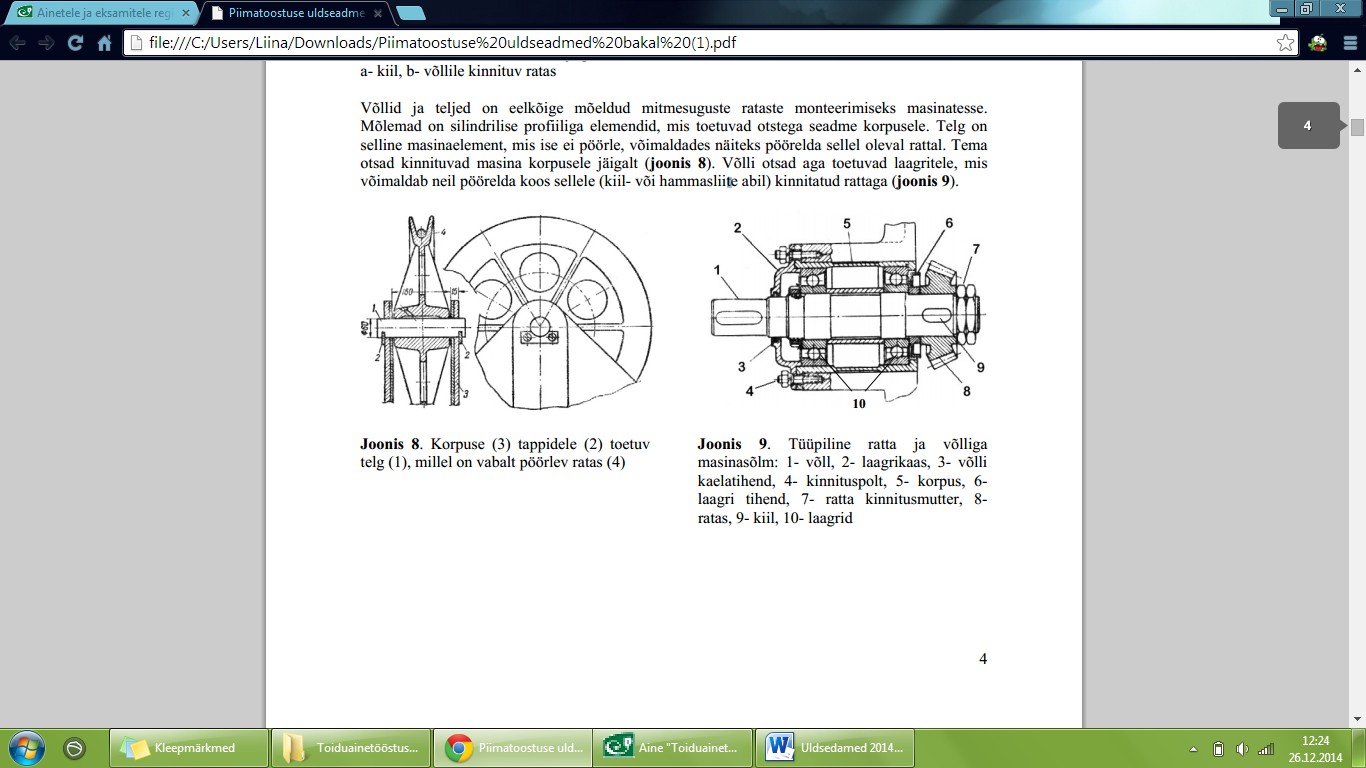
Võllid ja teljed on eelkõige mõeldud mitmesuguste rataste
monteerimiseks masinatesse. Mõlemad on
silindrilise profiiliga elemedid,
mis toetuvad otstega seadme korpusele.
Telg on selline
masinaelement ,
mis ei pöörle, võimaldades näiteks pöörelda sellel oleval rattal. Tema
otsad kinnituvad masina korpusele jäigalt (joonis 8). Võlli otsad aga toetuvad
laagritele, mis võimaldab neil pöörelda koos sellele (kiil-või hammasliite
abil) kinnituva
rattaga (joonis 9).
4.
5.
6.Hüdroajami (hüdromootori) tööpõhimõte7.
Ajamiks nimetatakse masina jõuallikat. Tänapäeva piimatööstuses on selleks
tavalisel elektrimootor . Ajamite
parameetrid tavaliselt ajas ei muutu.
Näiteks asünkroonmootoritel on kindel
pöörlemiskiirus , võlli väändemoment ja võimsus. Nende pöörlemiskiirus on määratud voolu sagedusega, mis
vooluvõrgus on konstantne (50 Hz). Nüüdseks on selles saadud üle tänu elektroonsetele sagedusmuunditele. Neis muundatakse
vahelduvvool esmalt alalisvooluks, mis omakorda muundatakse suure võimsusega tüüritavate pooljuhtide nn türistoride abil tagasi nõutava sagedusega vahelduvvooluks.
Sageduse suurenedes kasvab mootorite pöörlemiskiirus ja vastupidi.
8.
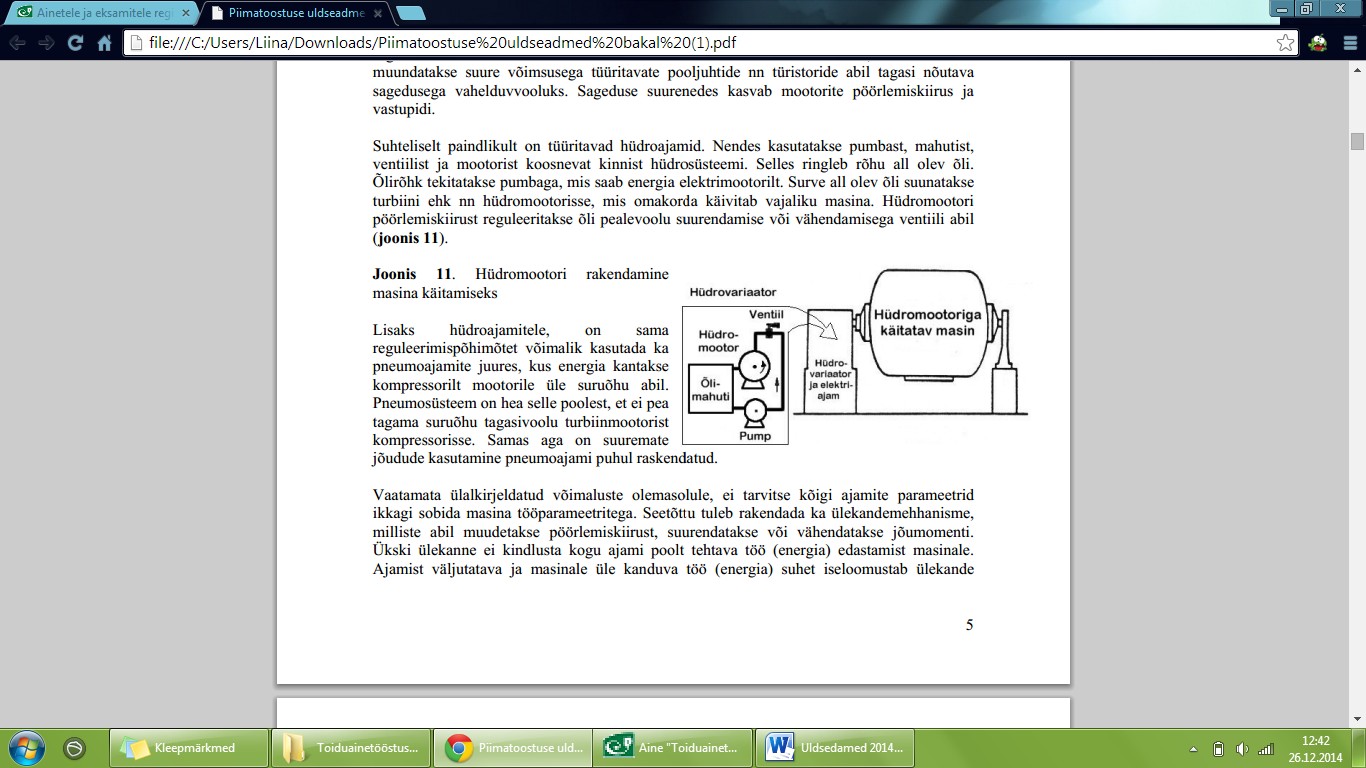
Suhteliselt paindlikud on tüüritavad hüdroajamid. Nendes kasutatakse pumbast, mahutist, ventiilist ja mootorist
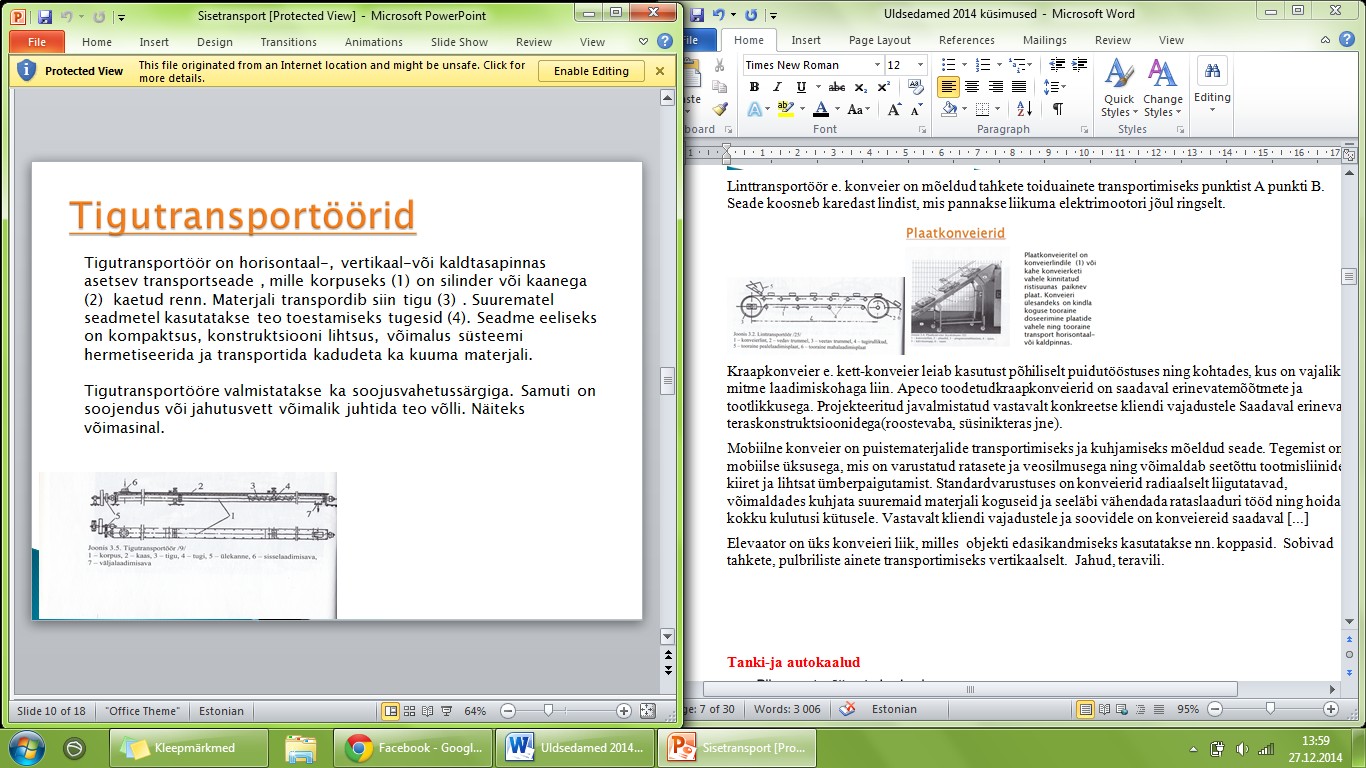
koosnevat kinnist hüdrosüsteemi.
Selles ringleb rõhu all olev õli. Õlirõhk tekitatakse
pumbaga , mis saab energiat elektrimootorilt. Surve alla olev õli suunatakse
turbiini ehk nn
1
hüdromootorisse, mis omakorda käivitab vajaliku masina. Hüdromootori pöörlemiskiirust reguleeritakse õli pealevoolu suurendamise või
vähendamisega
ventiili abil (joonis 11).
9.
10. Vaatamata ülalkirjeldatud võimaluste olemasolule, ei tarvitse kõigi ajamite parameetrid ikkagi sobida masina tööparameetritega. St. tuleb rakendada
ka ülekandemehhanisme, milliste abil muudetakse pöörlemiskiirust, suurendatakse või vähendatakse jõumomenti.
11. Ülekanded 12. ???? Laagrid on spetsiaalselt hõõrdumise vähendamiseks
koormusest, vastuvõetava koormuse suunavektorist,
konstrueeritud
masinaelemendid . Eristatakse liug-ja
töötemperatuurist ja muudest tingimustest. Neid parameetreid
veerelaagreid. Liuglaagrites põhineb hõõrdumise vähendamine
ja laagrite
konstruktsioon on toodud tootekataloogides ja neile
siledate pindade ja erimaterjalide kasutamisel. Enam on levinud
esitatavad nõuded standardites. Kuul- ja rull-laagrite ehitusest
mitmesugused veerelaagrid, eriti selle eritüüp – kuullaagrid.
ning põhitüüpidest annab ülevaate joonis12.
Veerelaagrites toimub hõõrdumise vähendamine veerevate
elementide abil. Laagrite
valikul tuleb lähtuda lubatud
13.
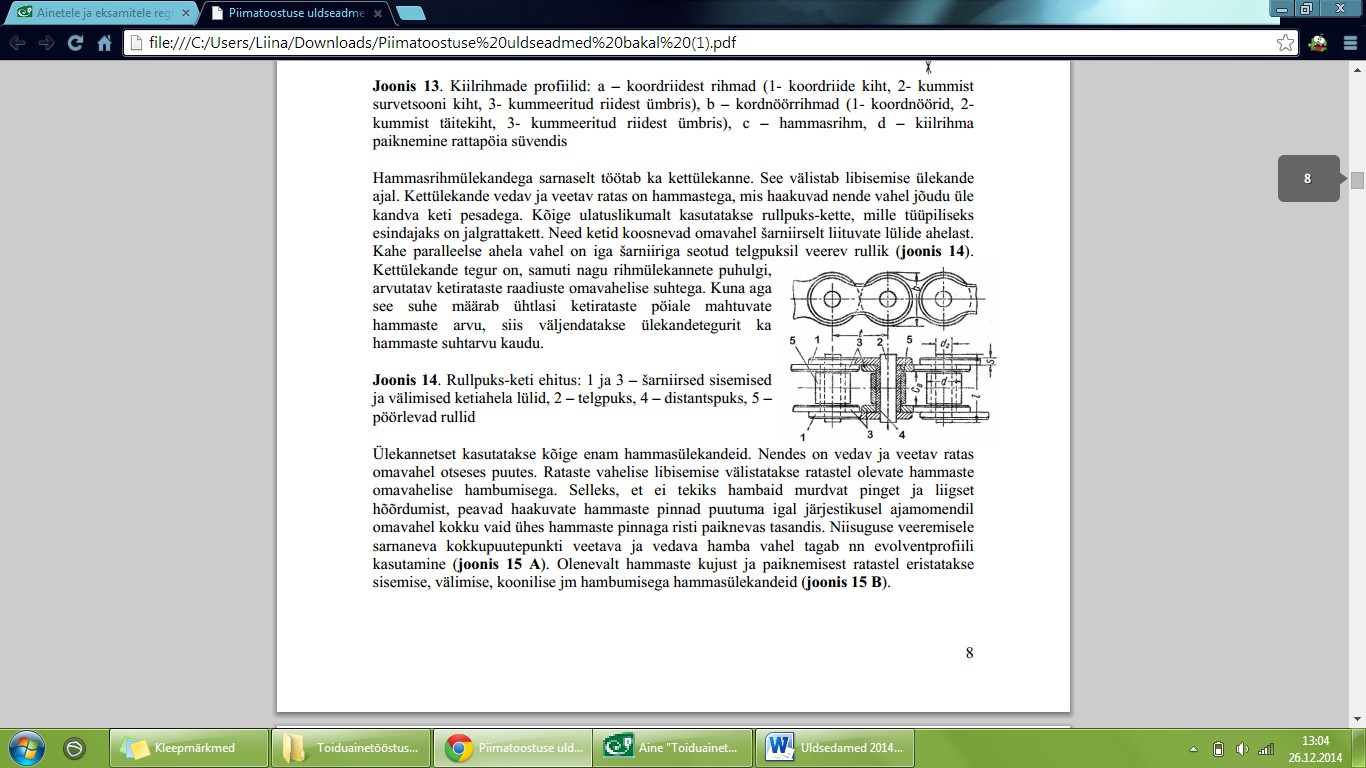
15. Peamised piimatööstustes kasutatavad ülekanded on
kiilrihmülekanne , kettülekanne,
hammasülekanne ja
tiguülekanne. Ülekandega saab muuta ajamilt masinale üle
kantavat jõumomenti ja pöörlemiskiirust. Nende suuruste
suhet
ajami ja masina vahel iseloomustatakse
ülekandeteguriga, mille väärtus on arvutatav
vedava ja
veetava ratta raadiuste suhtarvuna.
16.
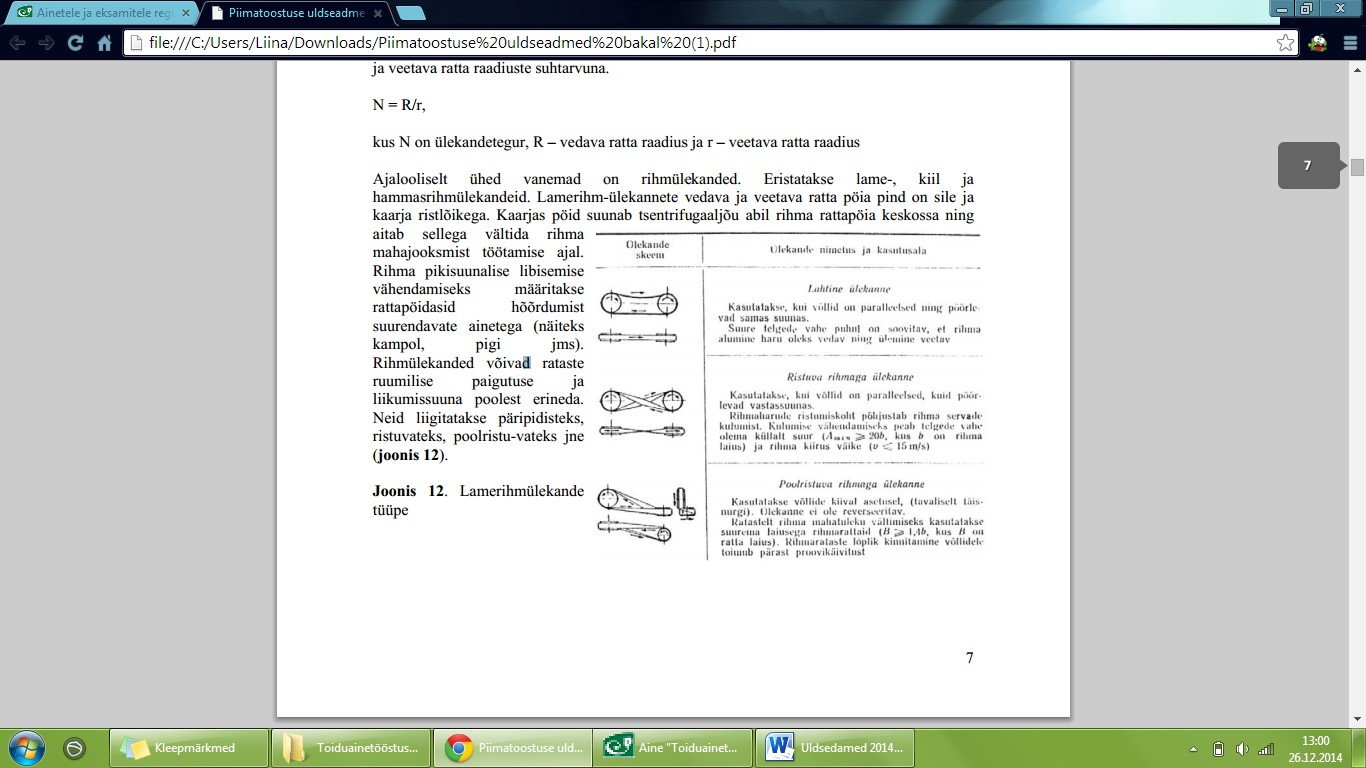
17. Töökindluse tagamiseks ei tohi lamerihmülekande
joonkiirus olla üle 25 m/s. Seepärast kasutatakse seda
suhteliselt kohmakat ülekandetüüpi tänapäeval harva. Neist
enam on levinud suurema veovõimega, töökindlamad ja
kompaktsemad kiilrihmülekanded.
14.
18. Kiilrihmülekandes on rihma
profiil kiilukujuline ja paikneb
tugevamini rattapöia soonde, mis suurendab ratta ja rihma
vedava ja veetava rattapöia kiilutaolises süvendis. Sõltuvalt
vahelist hõõrdejõudu (joonis 13 d).
otstarbest, ülekantavatest kiirustest ja jõududest, võivad
kiilrihmad olla mitmesuguse kuju ja ehitusega. Üldjuhul on
19. Kui kiilrihma libisemist soovitakse täielikult välistada, siis
kiilrihmad mitmekihilised. Nende valmistamiseks kasutatakse
kasutatakse hammastatud rihmu ja vastava ehitusega
rattaid koordnööri, kummi ja kummeeritud riiet (joonis 13 a, b).
(joonis 13 c). Niisugust ülekannet nimetatakse
Kiilrihmülekandel on libisemine märgatavalt väiksem kui
hammasrihmülekandeks
lamerihma kasutamisel, sest veojõu kasvades tõmmatakse
rihm 20.
21.
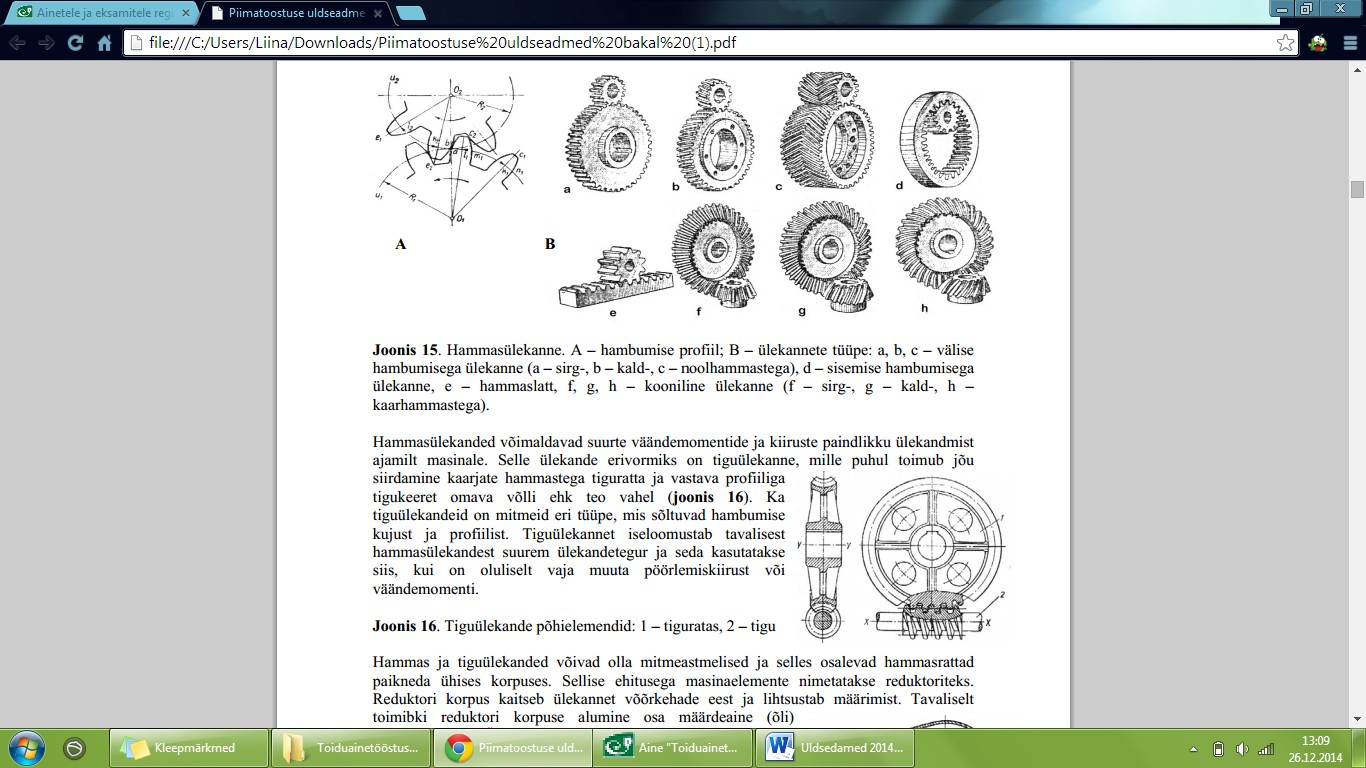
22. Ülekannetest kasutatakse kõig enam hammasülekandeid. Nendes on
kokkupuutepunkti veetava ja vedava hamba vahel tagan nn
vedav ja veetav ratas omavahel
otseses puutes. Rataste vahelise
evolventprofiili kasutamine (joonis 15A). Olenevalt hammaste
libisemise välistatatakse
ratastel olevate hammaste omavahelise
kujust ja paiknemisest ratastel eristatakse sisemise, välimise,
hambumusega. Selleks, et ei tekiks hambaid murdvat pinget ja
koonilise jm hambumisega hammasülekandeid (joonis 15B).
liigset hõõrdumist, peavad haakuvate hammaste pinnad
puutuma igal järjestikusel ajamomendil omavahel kokku vaid ühes hammaste
pinnaga risti paiknevas
tasandis . Niisuguse veeremisele sarnaneva
2
24.
25.
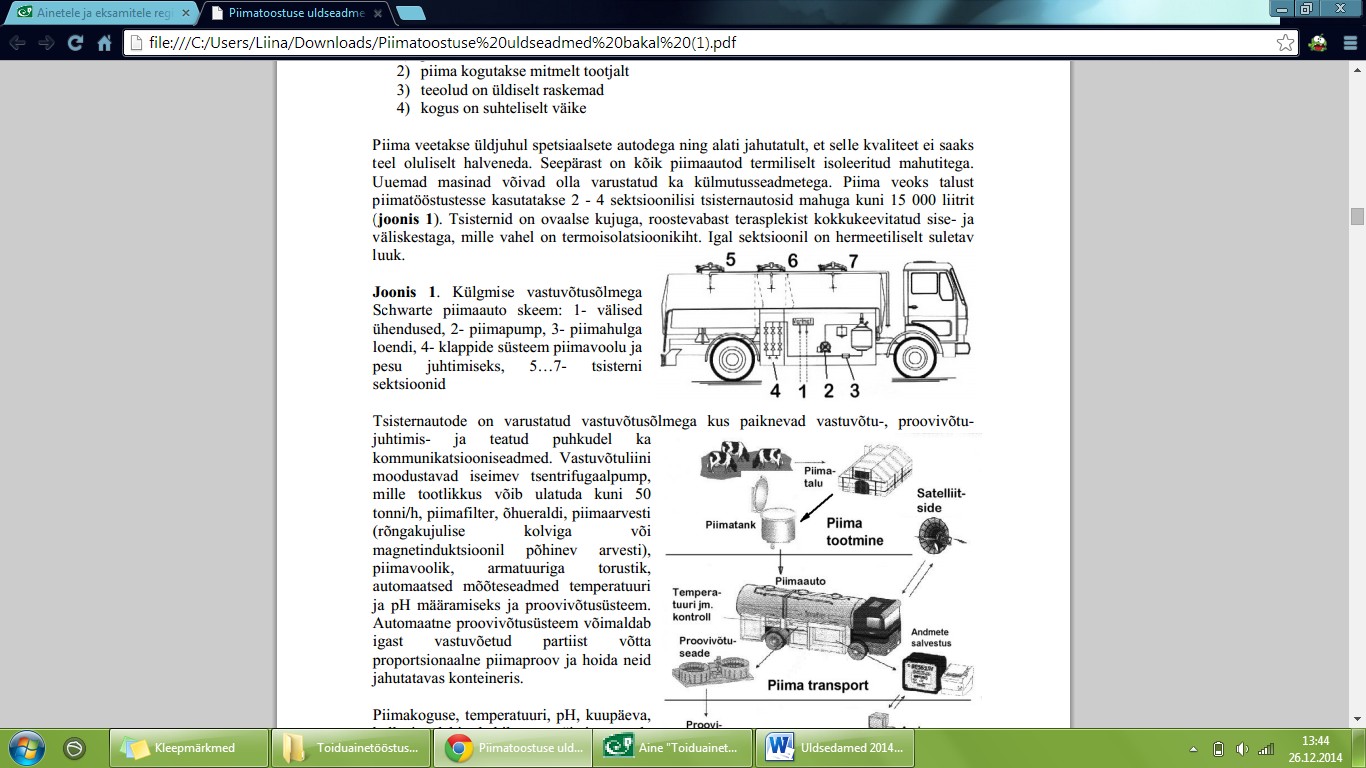
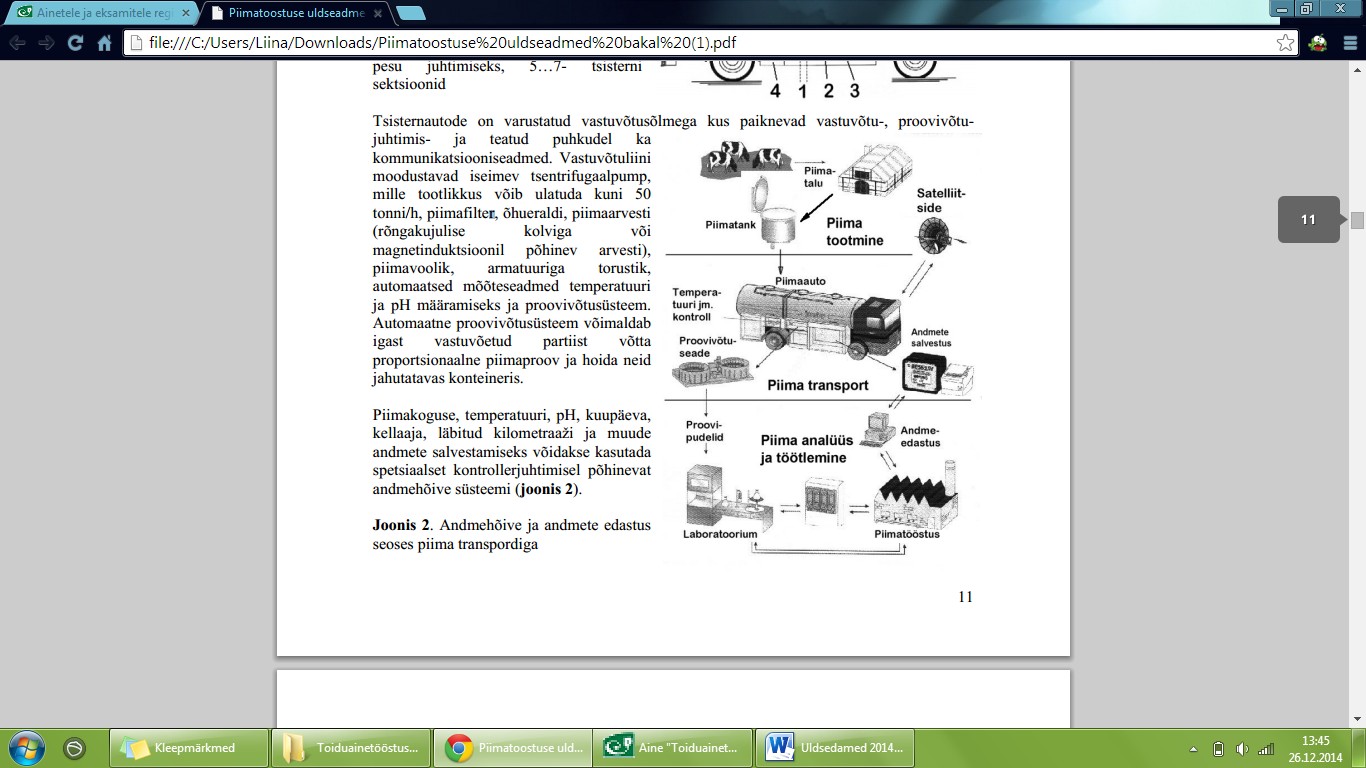
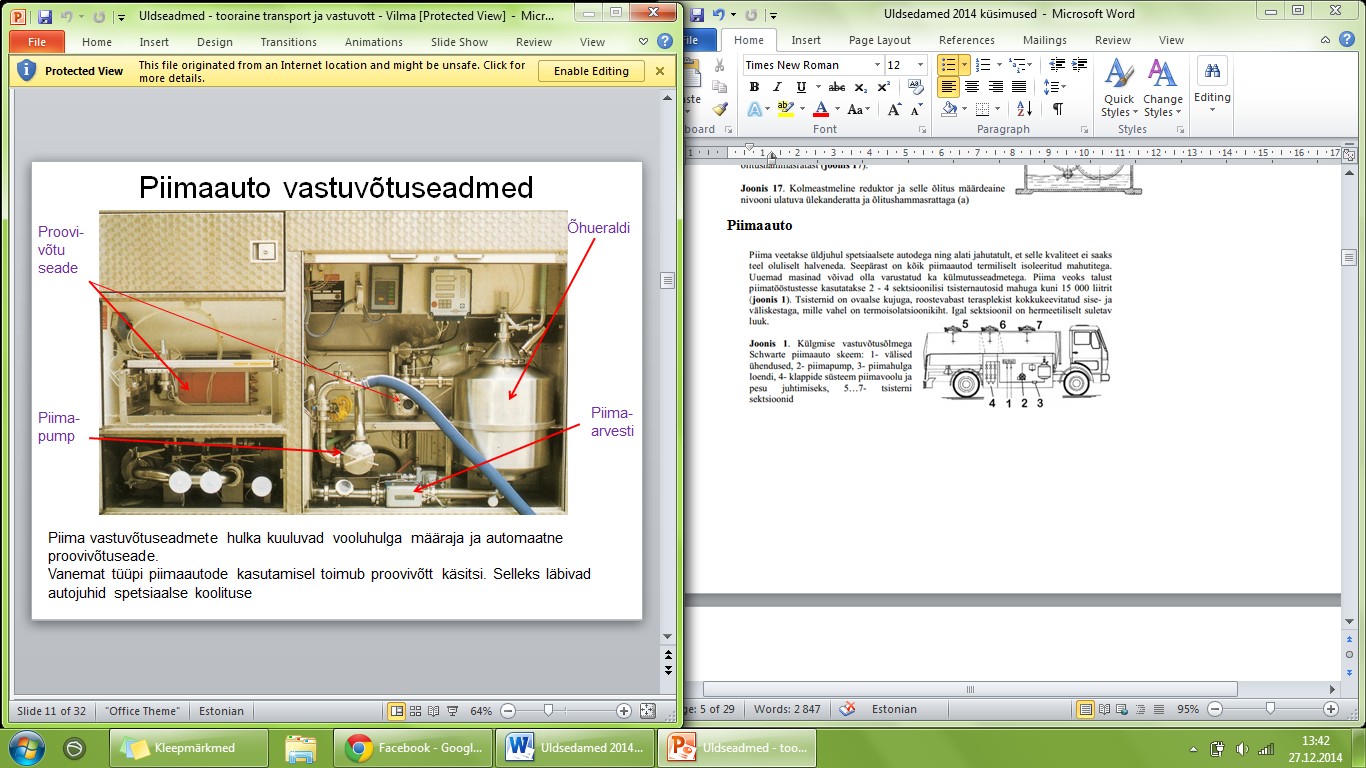
26. Piimaauto 27.28. See salvestab need kas kettale või muule püsivale
andmekandjale. Lisaks kasutatakse ka väljatrükki
paberkandjale. Kõige kaasaegsemate süsteemide
puhul on võimalik andmete edastus otseselt
piimatööstusesse. Selleks kasutatakse
mobiil - või
satelliitside võrku. Uuemad piimaautod võivad olla
varustatud ka eletroonse
seadmega , mis võimaldab
automaatselt identifitseerida piimatanki (joonis 2).
Sel juhul farmeri
kohalolek piima
29.
vastuvõtu juures pole vajalik kuna kogu protsess
käivitub automaatselt vooliku ühendamisel
piimatanki väljavooluotsiku külge.
30. Piimaautod peavad olema varustatud ringpesusüsteem, mida saab ühendada näiteks piimatööstuse pesusõlmega. See võimaldab tsisternide sektsioone
ning ka vastu- ja proovivõtusüsteeme automaatselt pesta.
Tööstuste vaheliseks piima transpordiks kasutatakse sageli mitmesektsioonilisi
poolhaagisega tsisternautosid. Nende tsisterni maht võib
ulatuda kuni 30 000 liitrini. Veelgi suuremate koguste puhul
31. rakendatakse autoronge, kus tsistern- või poolhaagisega autole on haagitud külge veel järelhaagis. Autorongide kogumaht ulatub kuni
60000 liitrini.
32. Piimaautode tsisternid on valmistatud roostevaba terases
33.
34.
36.
35.
37.
3
38.
39.
40. Toiduainetööstuse sisetransport41.
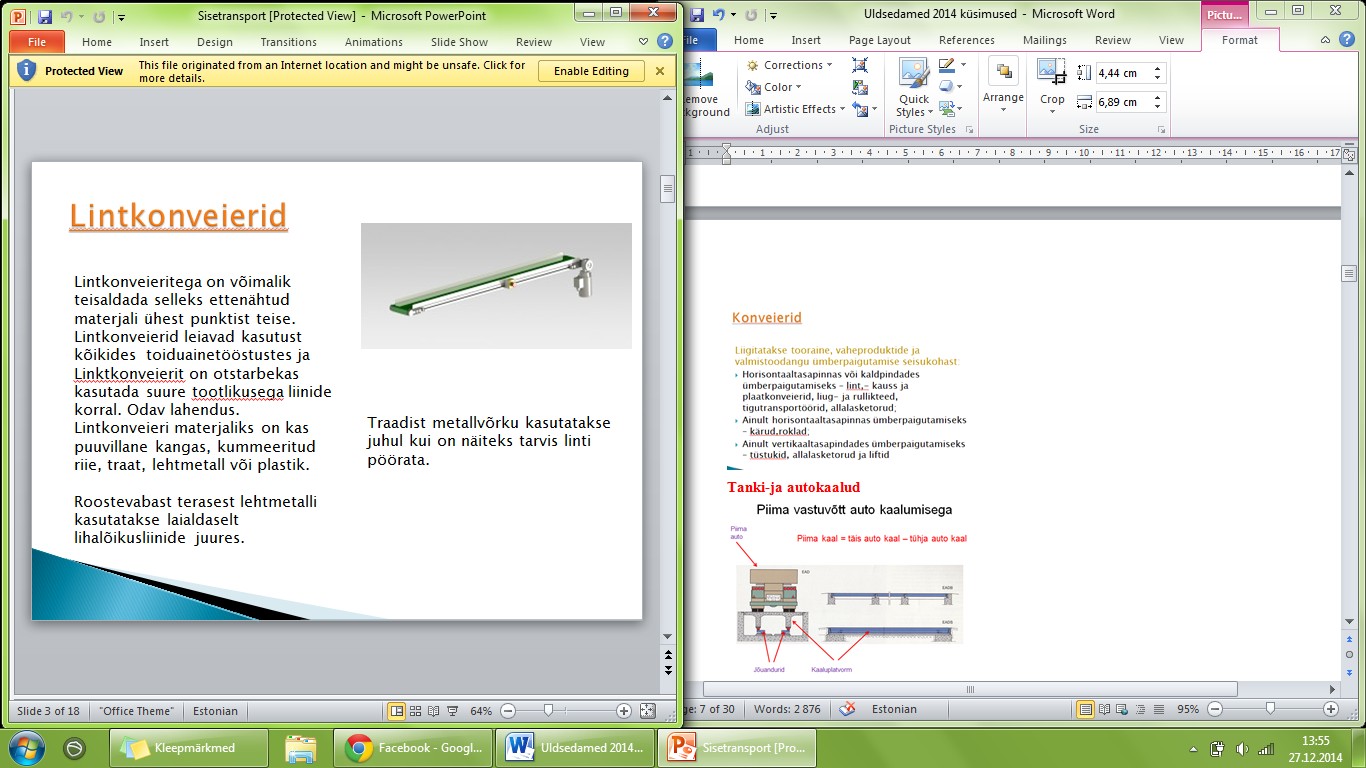
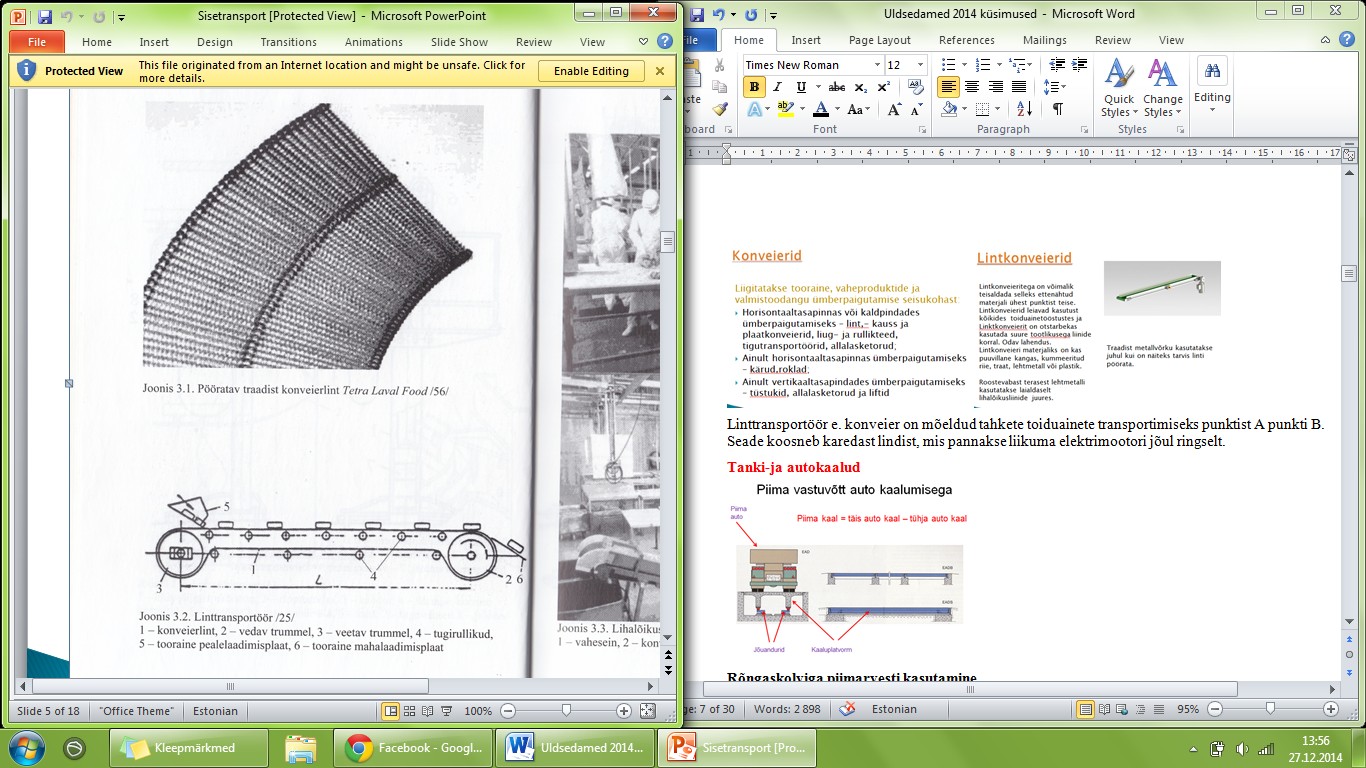
42. Linttransportöör e.
konveier on
mõeldud tahkete toiduainete
transportimiseks punktist A punkti
B. Seade koosneb karedast lindist,
mis pannakse liikuma
elektrimootori jõul ringselt.
43.44. Kraapkonveier e. kett-
võimaldades kuhjata
konveier leiab
kasutust suuremaid materjali
põhiliselt puidutööstuses
koguseid ja seeläbi
ning kohtades, kus on
vähendada rataslaaduri
vajalik mitme
tööd ning hoida kokku
laadimiskohaga
liin .
kulutusi kütusele.
Mobiilne konveier on
Vastavalt kliendi
puistematerjalide
vajadustele ja soovidele
transportimiseks ja
on konveiereid saadaval.
kuhjamiseks mõeldud
seade. Tegemist on
45.
Elevaator on üks
mobiilse üksusega, mis
konveieri liik, milles
on varustatud ratasete ja
objekti edasikandmiseks
veosilmusega ning
kasutatakse nn.
võimaldab seetõttu
koppasid. Sobivad
tootmisliinide kiiret ja
tahkete, pulbriliste
lihtsat
ainete transportimiseks
ümberpaigutamist.
vertikaalselt. Jahud,
Standardvarustuses on
teravili.
konveierid radiaalselt
liigutatavad,
46.
transportimiseks seadmesiseselt ja seadmest välja, näiteks
pakkimisele.
48.
Telfer Vints 47. Tigutransportööri kasutatakse pool-tahkete, tahkete toiduainete
49.
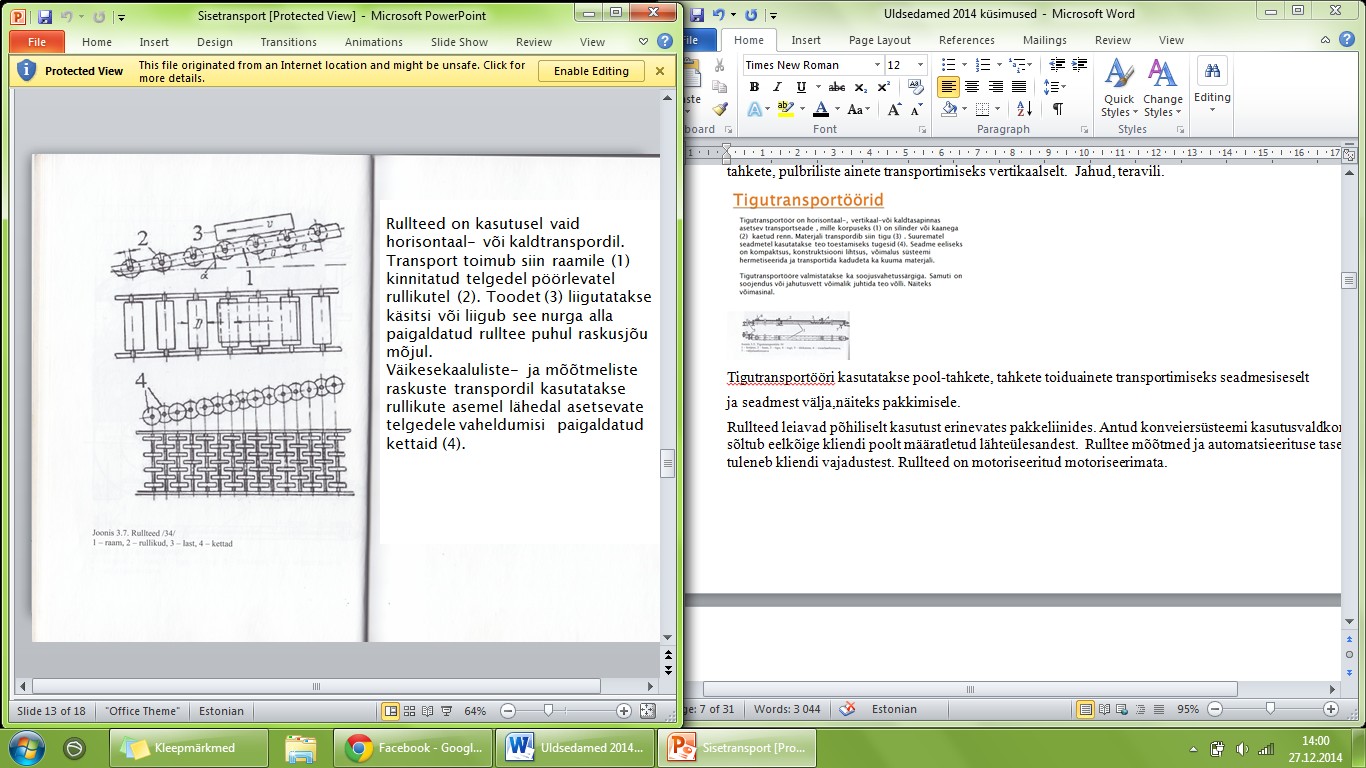
50. Rullteed leiavad põhiliselt kasutust erinevates pakkeliinides. Antud konveiersüsteemi kasutusvaldkond sõltub eelkõige kliendi poolt määratletud
lähteülesandest. Rulltee mõõtmed ja automatsieerituse tase tuleneb kliendi
vajadustest . Rullteed on motoriseeritud, motoriseerimata. Telferiga saab
tõsta märkimisväärseid raskusi ja neid transportida. Kõrgekvaliteedilised
elektrilised kett-telfrid on kompaktse disaini ja tugeva konstruktsiooniga.
Tööstuslikuks kasutamiseks mõeldud elektriliste kett-telfrite korpus ja kate on valmistatud täielikult alumiiniumist. Tänu kahekordsele
hõõrdkaitsesidurile on sellel tõstukil parim ülekoormuskaitse ja hõõrdkaitsesiduri taha paigaldatud piduri tõttu on see süsteem ka kõige turvalisem.
Tänu kaldhambumisele töötab ketttelfer ka väga
vaikselt .Elektrilise kett-telfri ketaspidurisüsteem on hooldusvaba ja libisevat sidurit on lihtne
reguleerida. Ei ole vaja spetsiaalseid tööriistu ega elektroonikaseadmeid. Telfer liigub mööda monorelssi kindla trajektoori
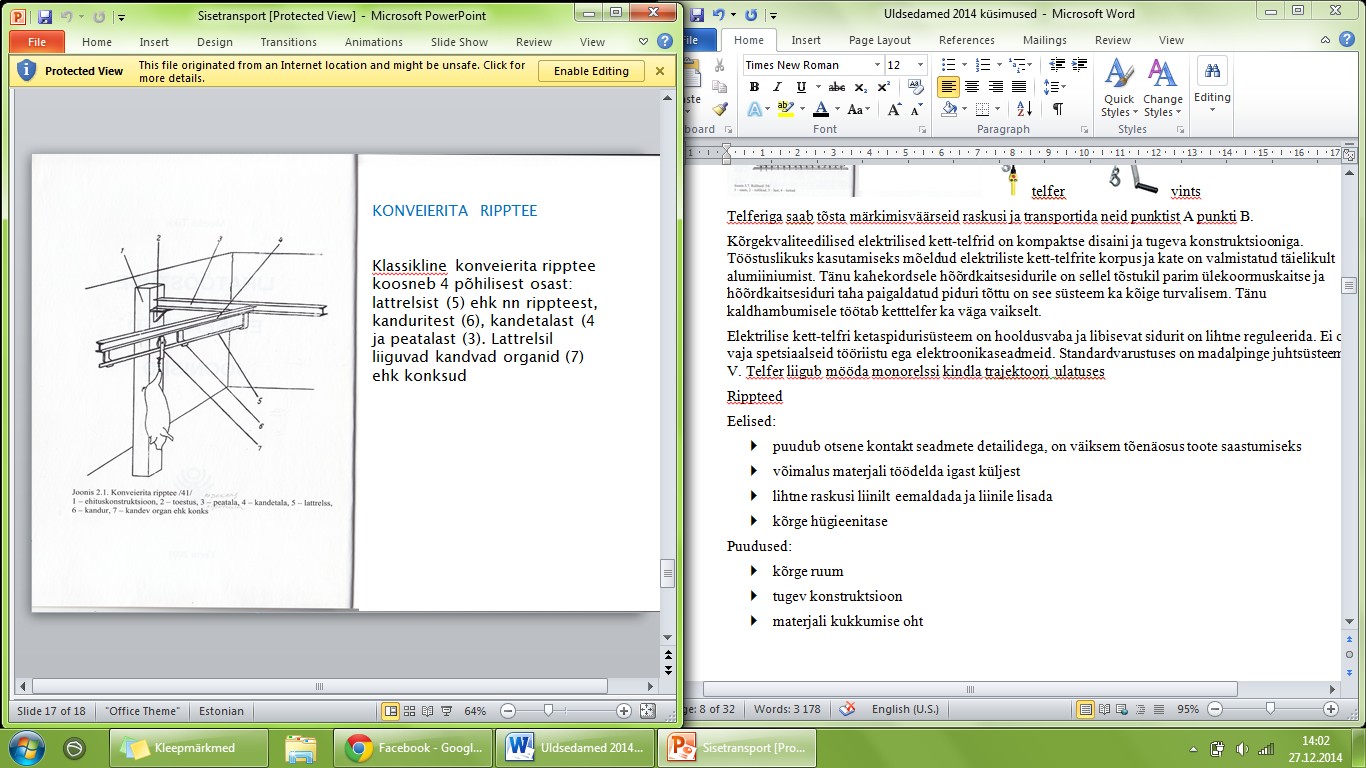
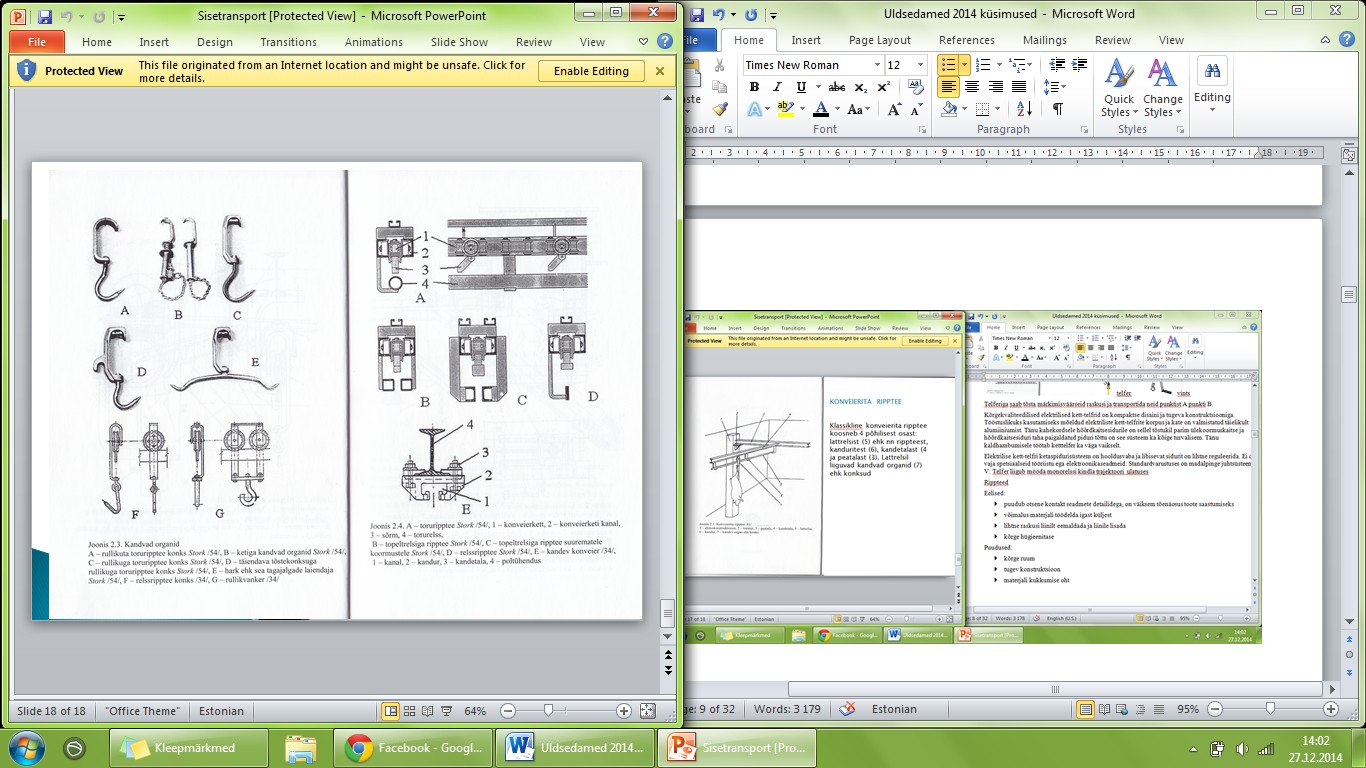
ulatuse 51. Rippteed: + puudub otsene kontakt seadmete detailidega, on väiksem tõenäosus toote saastumiseks, võimalus materjali töödelda igast küljest, lihtne
raskusi liinilt eemaldada ja liinile lisada, kõrge hügieenitase. - kõrge ruum, tugev konstruktsioon, materjali kukkumise oht.
52. .
4
53.
54.
55.
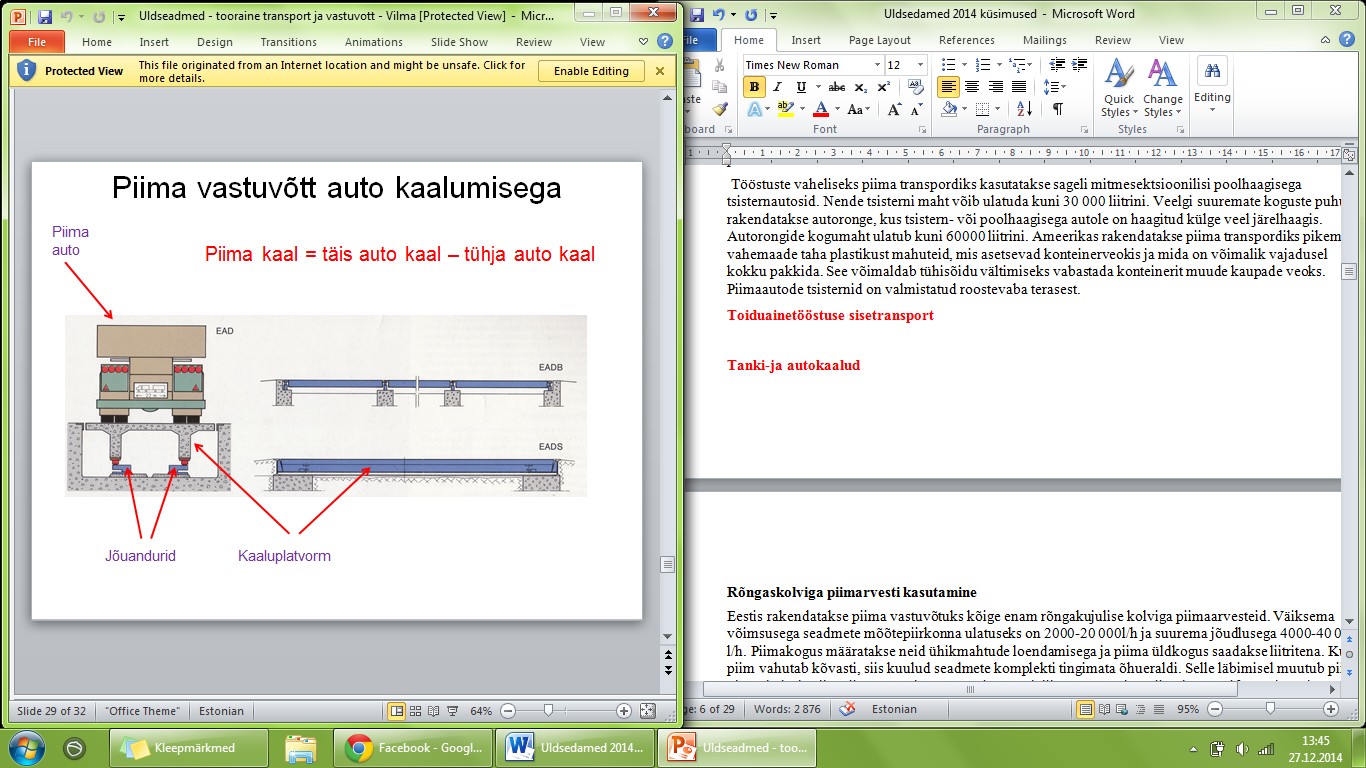
56. Tanki -ja autokaalud57.
Kaalumisega vastuvõtu korral suunatakse vastuvõetas piim taknki, mille jalgade külge
on monteeritud jõuandurid. Üldjuhul mõõdetakse jõudu tensomeeter,
kusjuures määravaks fuusikaliseks suuruseks on tanki jalgade
pikisuunaline deformatsioon. Samal põhimõttel võivad töötada elektroonilised koormakaalud, mille platvormile sõidab tsisternauto. Nii tanki kui ka platvormi
kaalutisi määravad spetsiaalsed kaalukontrollerid, millised kaalutakse mitmetonnilised koguseid umbes
100g täpsusega.
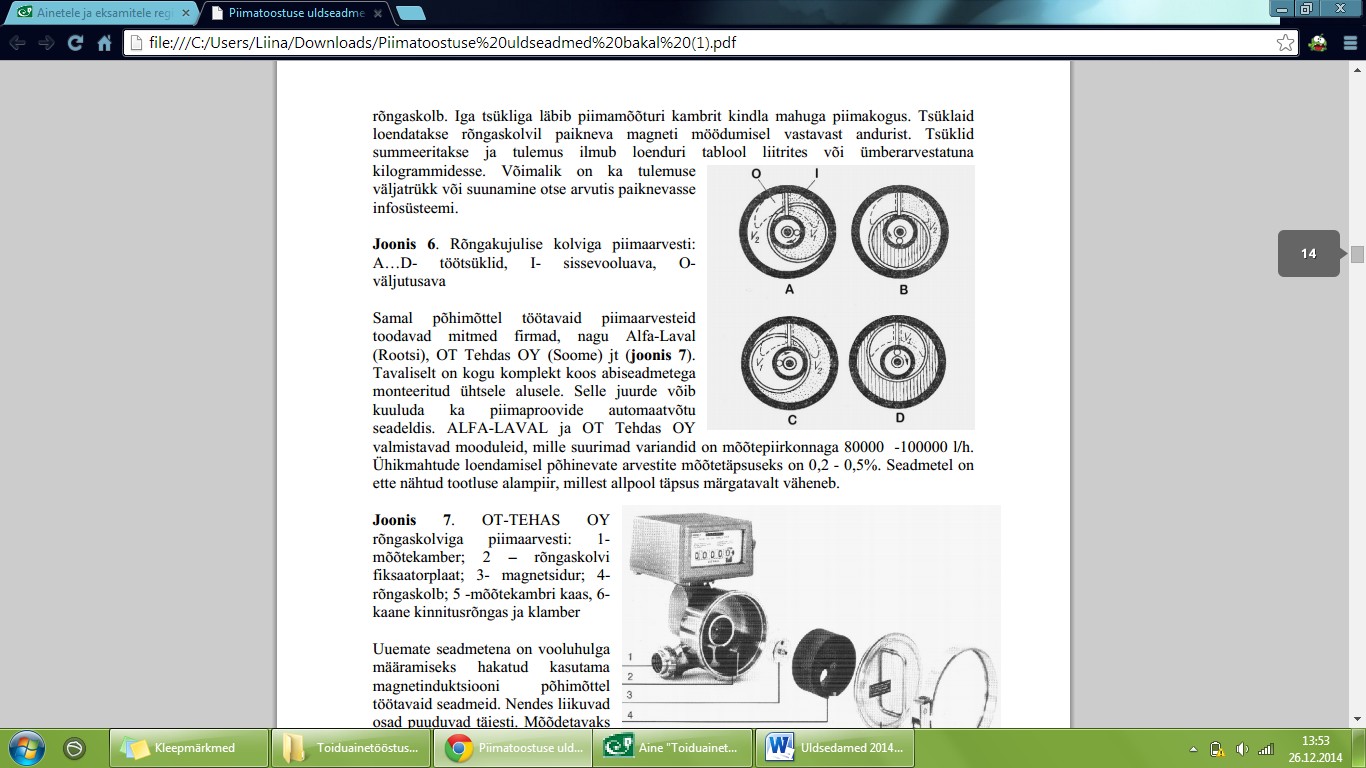
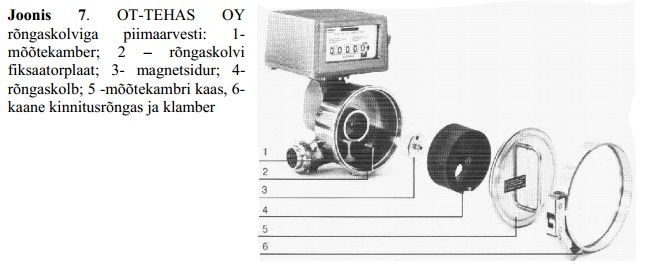
58. Rõngaskolviga piimarvesti kasutamine59. Eestis rakendatakse piima vastuvõtuks kõige enam rõngakujulise kolviga piimaarvesteid. Väiksema võimsusega seadmete mõõtepiirkonna ulatuseks
on 2000-20 000l/h ja suurema jõudlusega 4000-40 000 l/h.
Piimakogus määratakse neid ühikmahtude loendamisega ja piima üldkogus saadakse
liitritena. Kuna piim vahutab kõvasti, siis
kuulud seadmete komplekti tingimata õhueraldi. Selle läbimisel muutub piim õhuvabaks ja alles siis
suunatakse mõõturisse. Vajalik surve antakse piimale tsentrifugaaalpumbaga, mis suunab selle läbi vastuvõtuliini: esmalt filtrisse, seejärel arvestisse
ja sealt edasi säilitustanki. Ühikmahtude loendamisega töötava rõngakujulise kolviga
arvesti tööprintsiip. Seade koosneb kalibreeritud mõõtekambrist,
mis kulgeb ekstsentriliselt küljega pidevalt vastu mõõtekambri seina liibuv rõngaskolb.
60.
5
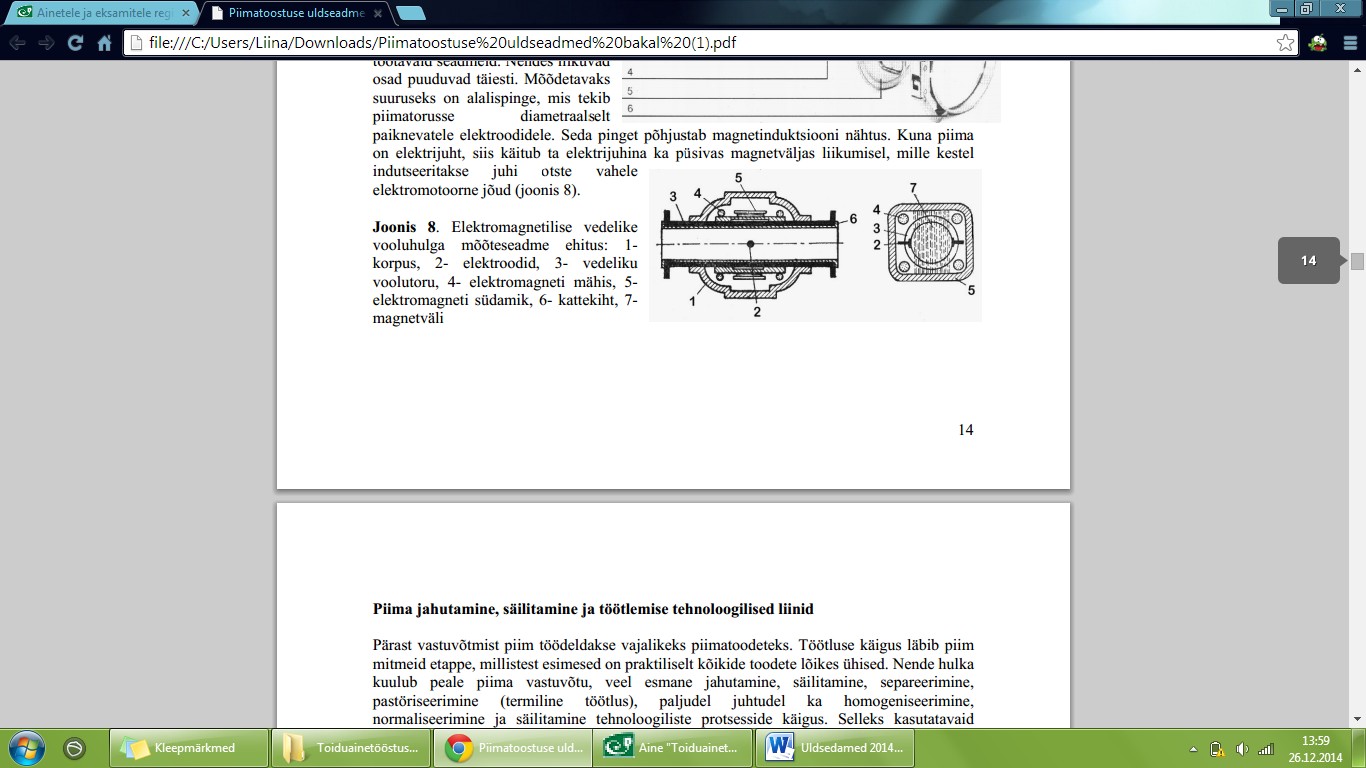
61. Elektromagnetiline vooluhulga määramise põhimõte62.
63. Põhineb induktsioonvoolu tekkele elektrijuhi liikumisel magnetväljas:
64. 1)
elektrijuht on voolav vedelik, 2) vajalik magnetväli tekitatakse püsi- või elektromagneti abil, 3) mõõtesignaaliks on tekkiv pinge, mis on
proportsionaalne vedeliku liikumiskiirusega
65. Uuemate seadmetena on vooluhulga
määramiseks hakatud kasutamamagnetinduktsiooni põhimõttel töötavaid seadmeid. Nendes liikuvad osad
puuduvad täiesti. Mõõdetavaks suuruseks on
alalispinge , mis tekib piimatorusse diametraalselt paiknevatele elektroodidele. Seda pinget põhjustab
magnetinduktsiooni nähtus. Kuna piima on elektrijuht, siis käitub ta elektrijuhina ka püsivas magnetväljas liikumisel, mille kestel indutseeritakse juhi
otste vahele elektromotoorne jõud.
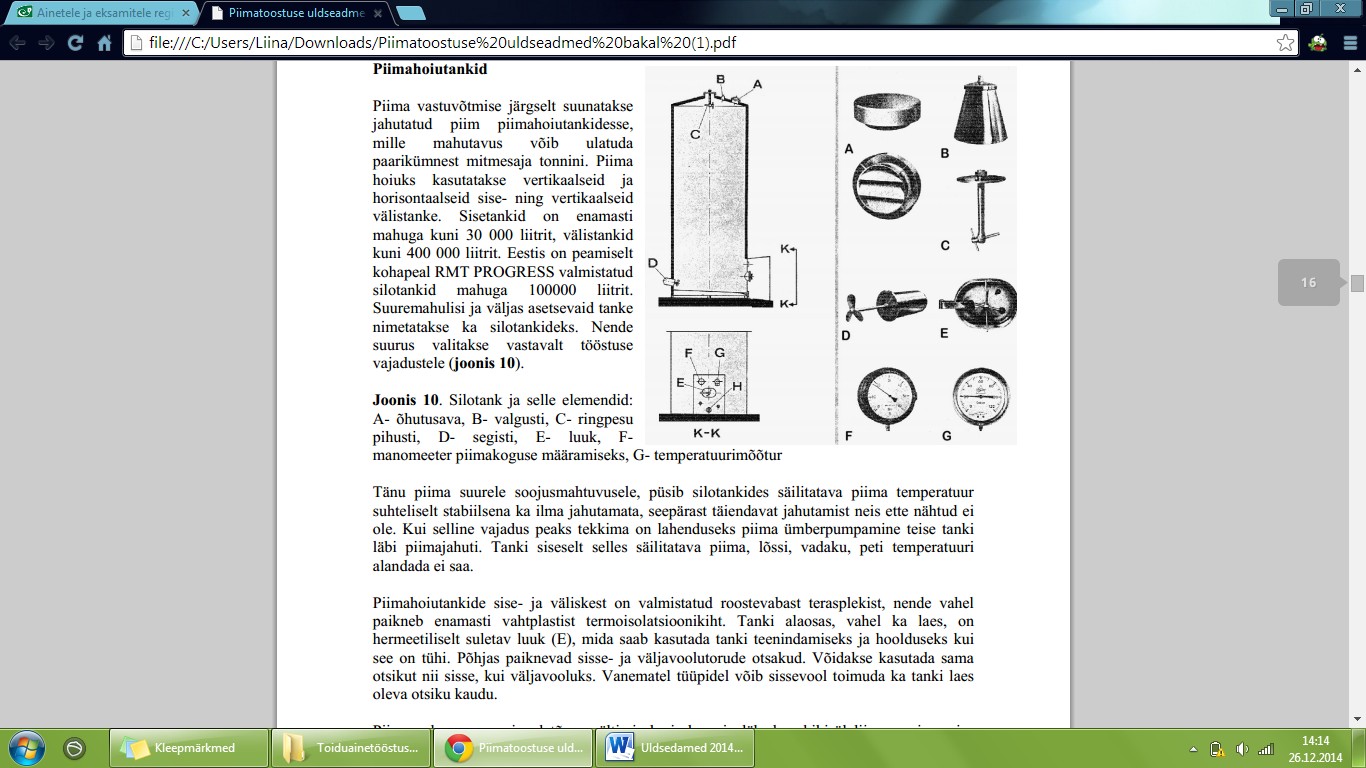
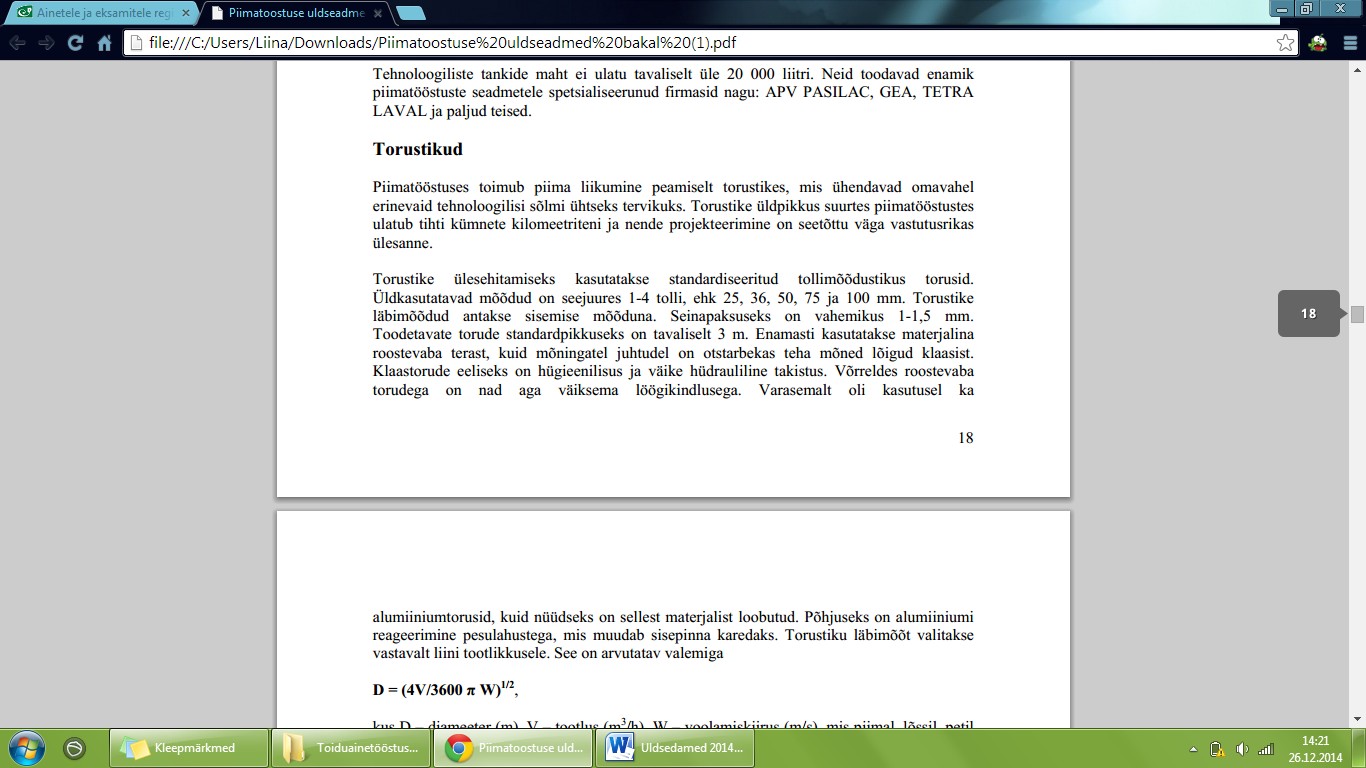
66. Silotankid67. Piimas oleva rasva pinnaletõusu vältimiseks ja ka seinalähedase kihi üleliigse soojenemise vältimiseks on iga
tank varustatud individuaalse
propeller -
või tigusegistiga (D), mis käivitatakse elektrimootori abil. Segamist võidakse
sooritada ka õhu juhtimisega tanki seinaärsesse allaossa. See soodustab
samal moel piima vertikaalsuunalist ringliikumist kui propellersegistigi.
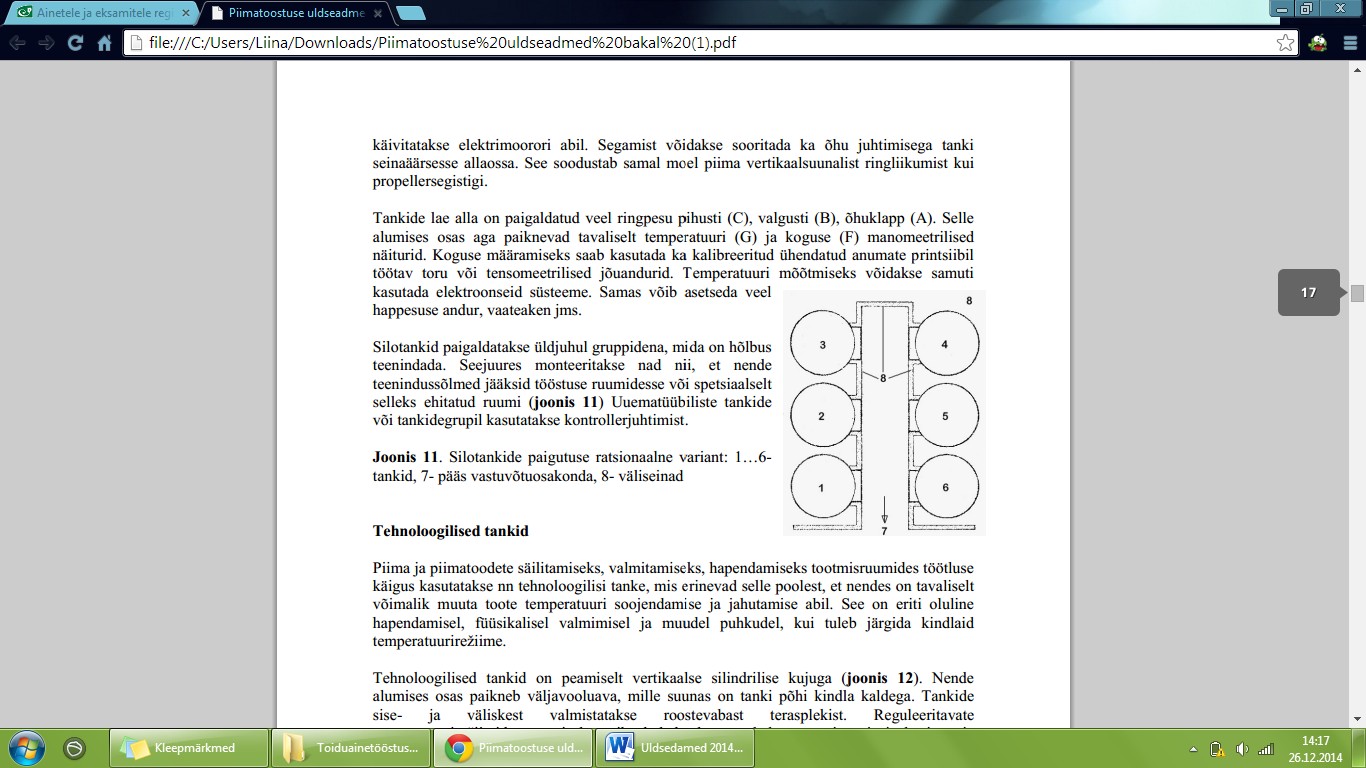
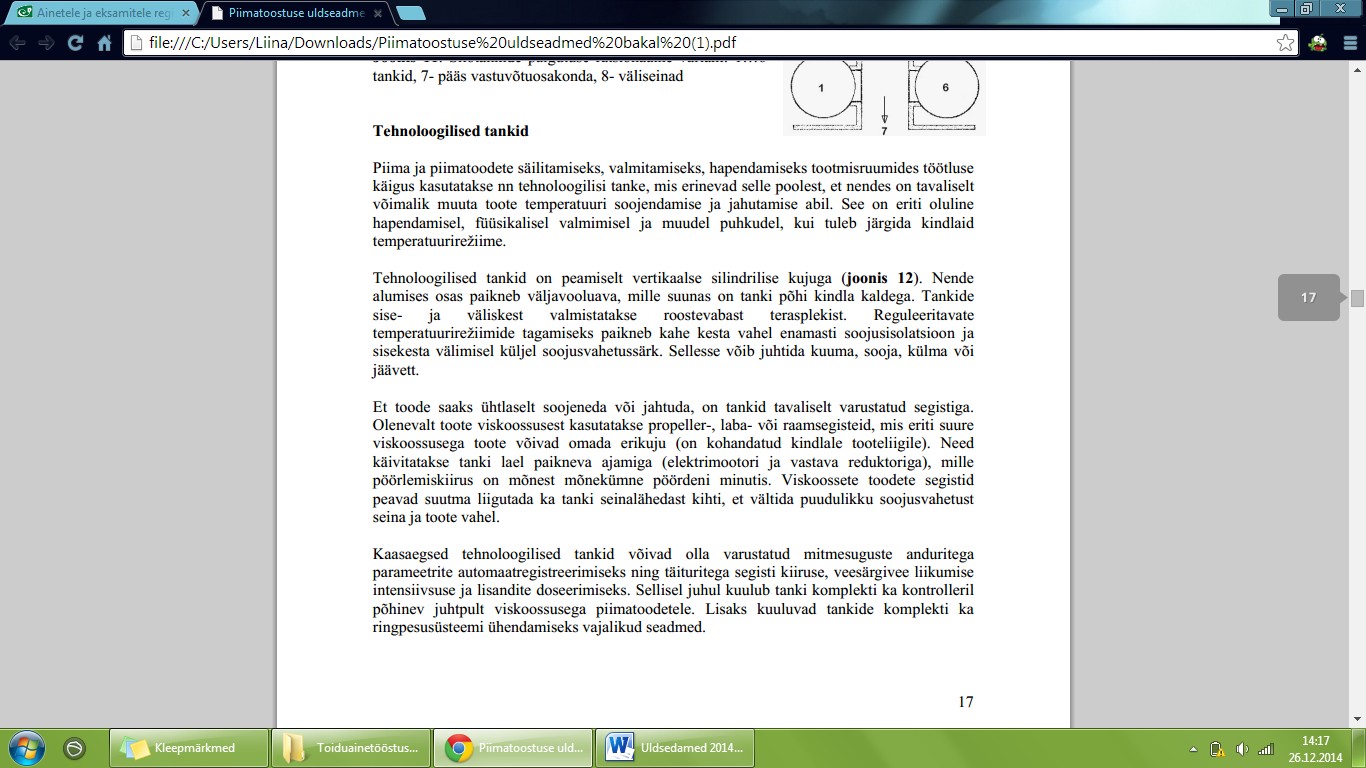
68. Tehnoloogilised tankid 6
69.70. Torustikud vedelike transportimiseks, torustike armatuur71.7
72.
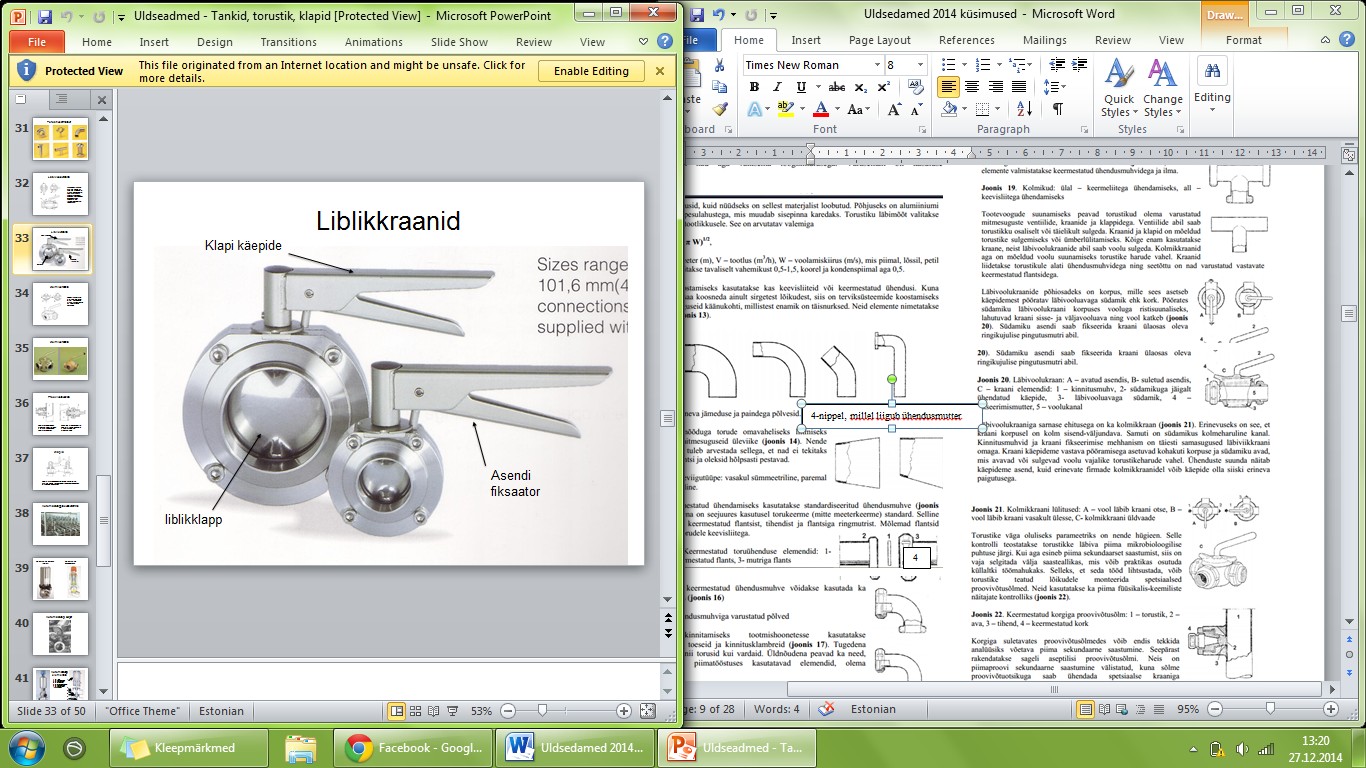
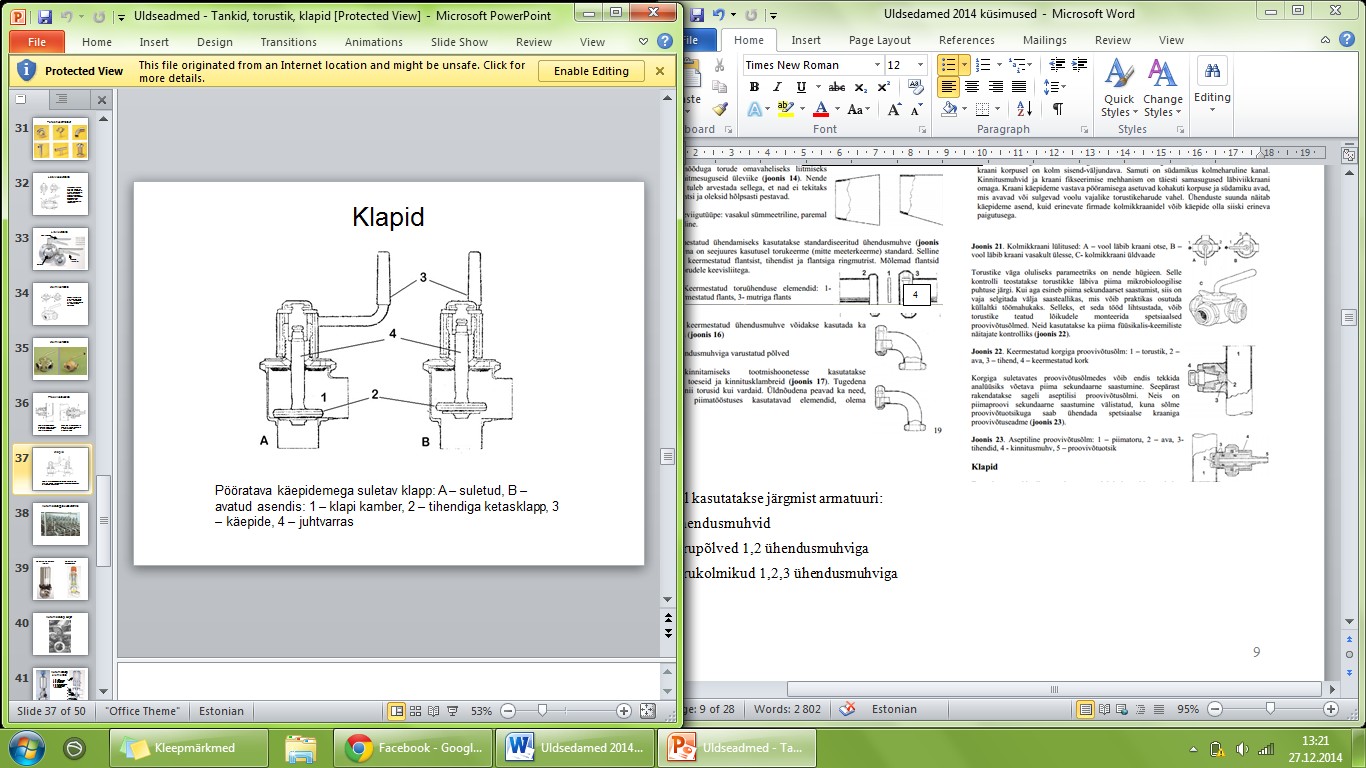
73. Torustikul kasutatakse järgmist armatuuri: ühendusmuhvid, torupõlved 1,2 ühendusmuhviga, torukolmikud 1,2,3 ühendusmuhviga, läbivoolukraanid,
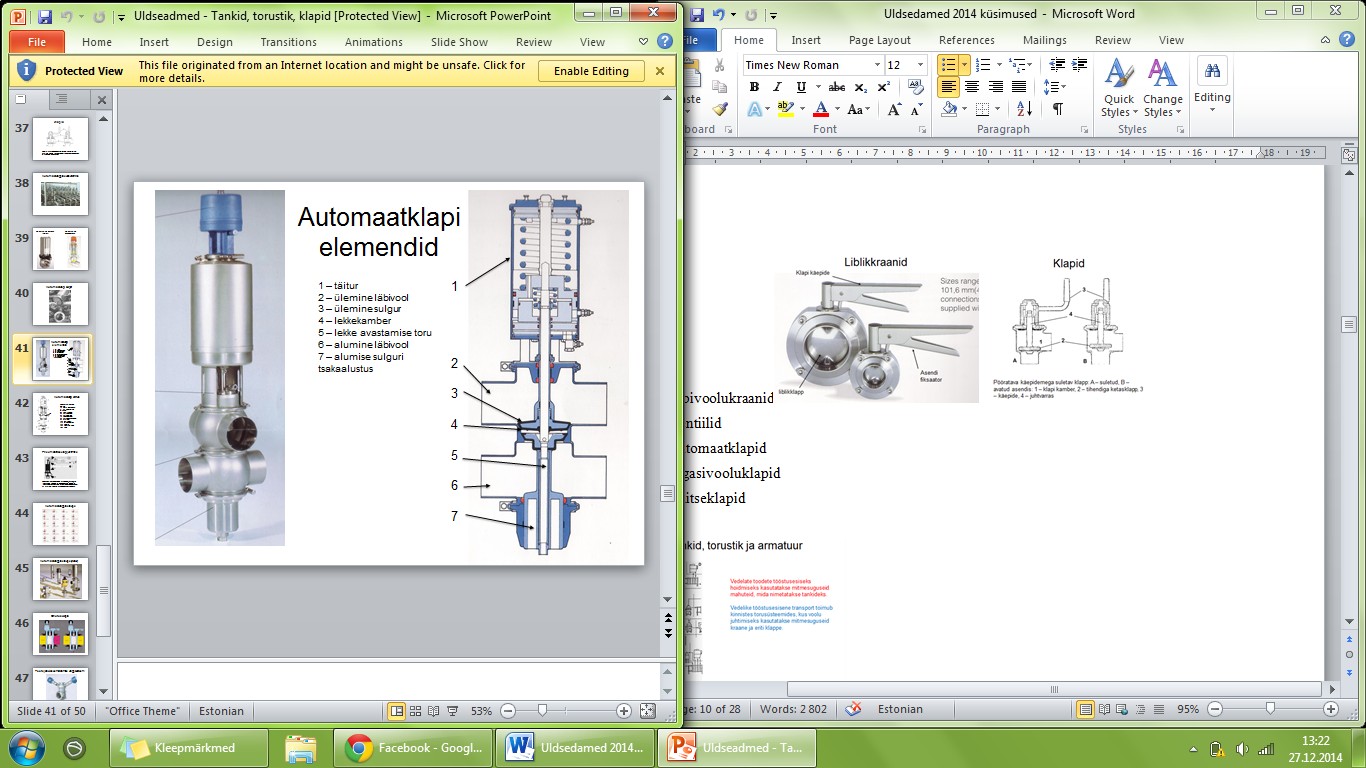
ventiilid , automaatklapid, tagasivooluklapid, kaitseklapid.
74.75.
4-nippel, millel liigub ühendusmutter
4
76.
77.
78.
79.
8
80.
81.
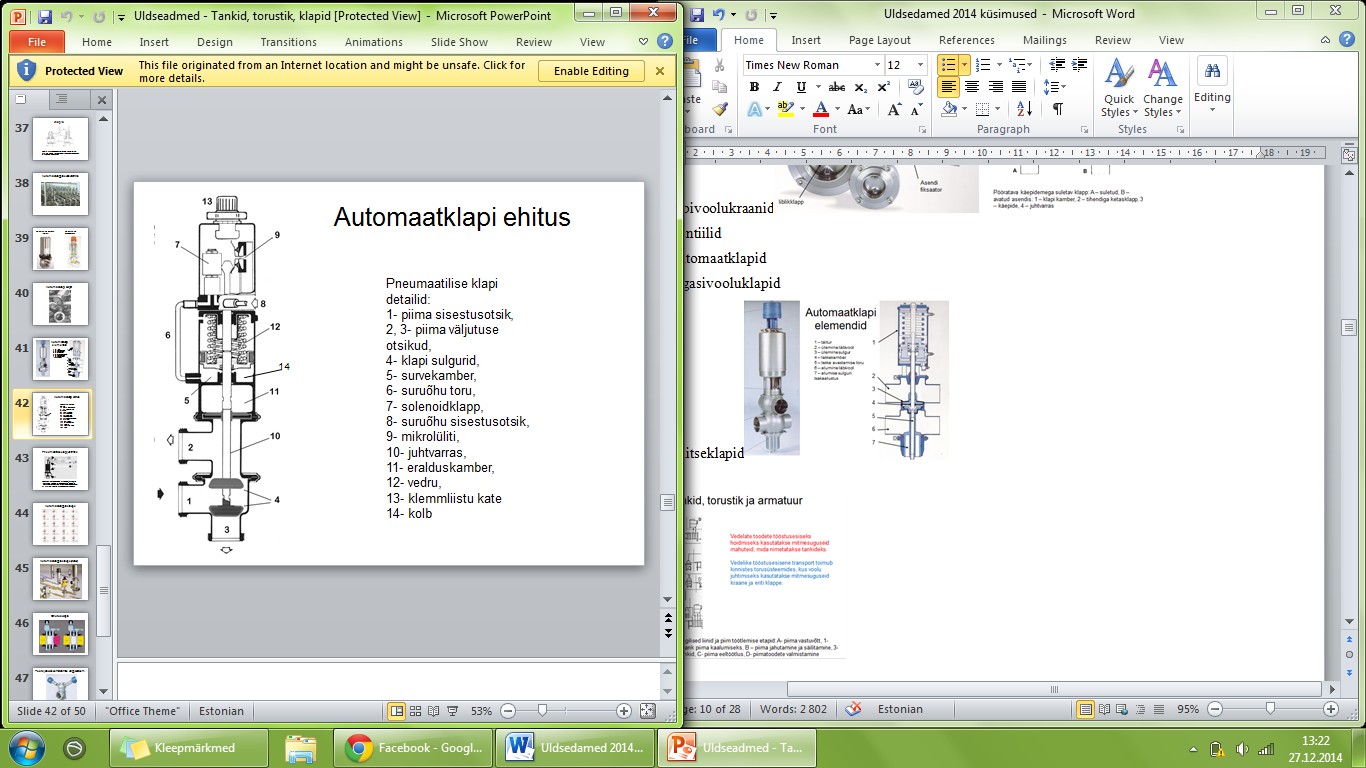
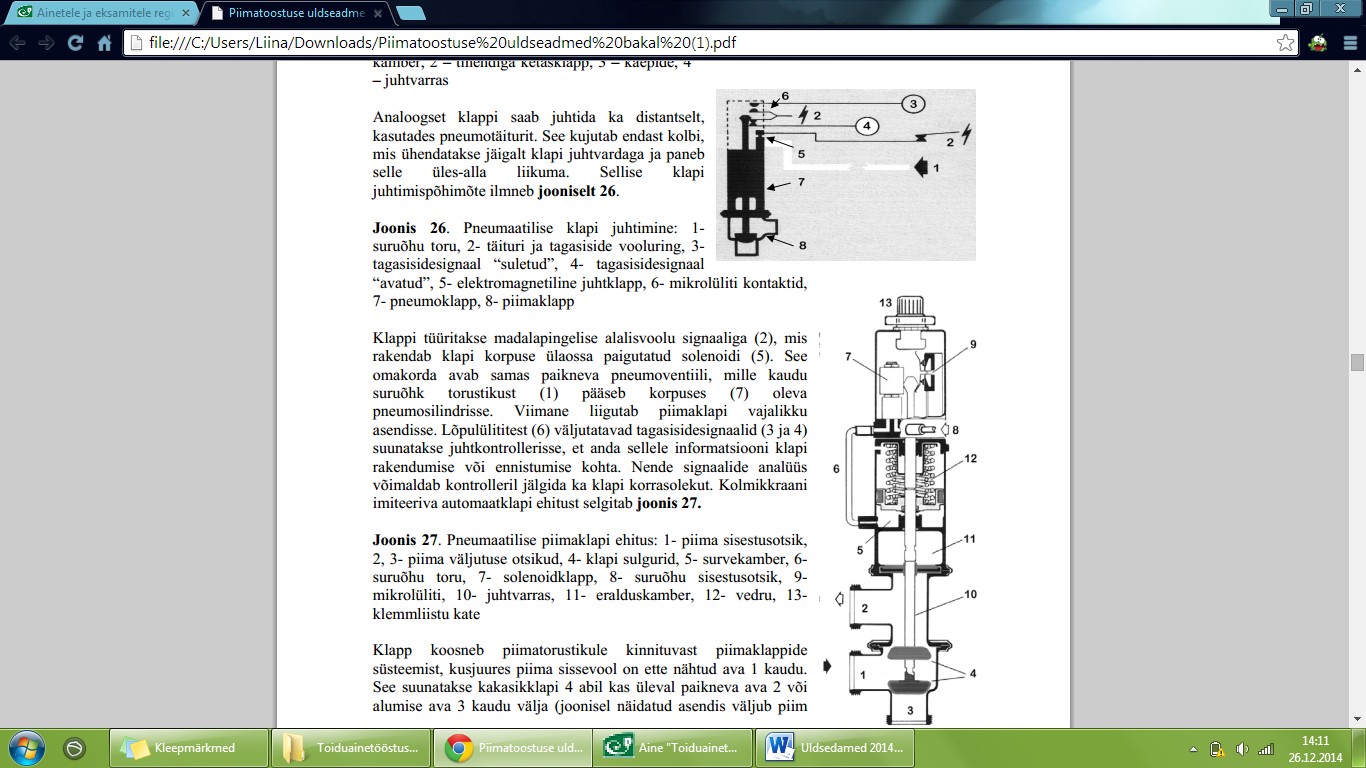
82. Pneumaatiliselt töötava vedelikuklapi ehitus83.
84.
85.86. Pumba tootlikkus , imi- ja tõstekõrgus
87. Tootlikkus: näitab pumbatava toote kogust ajaühikkus (tunnis,
minutis , sekundis).
Pumpade tootlikkus võib olla kuni 100 t/h. Dosaatorpumpadel võib
tootlikkus olla väga väike (näit 2 l/h)
88. Tõstekõrgus: iseloomustab pumba poolt tootele tekitatavat
survet (näit 3 MPa on väga suur tõstekõrgus – vastab 300 m veesammast, 100 kPa – vastab
10 m veesammast)
89. Imikõrgus: iseloomustab pumba imitorusse (sissevooluavasse) tekkivat alarõhku. See ei saa Maa pinnal olla sügavam kui -100 kPa, ehk 1
atmosfäär .
Mõnel pumbatüübil imikõrgus puudub täiesti.
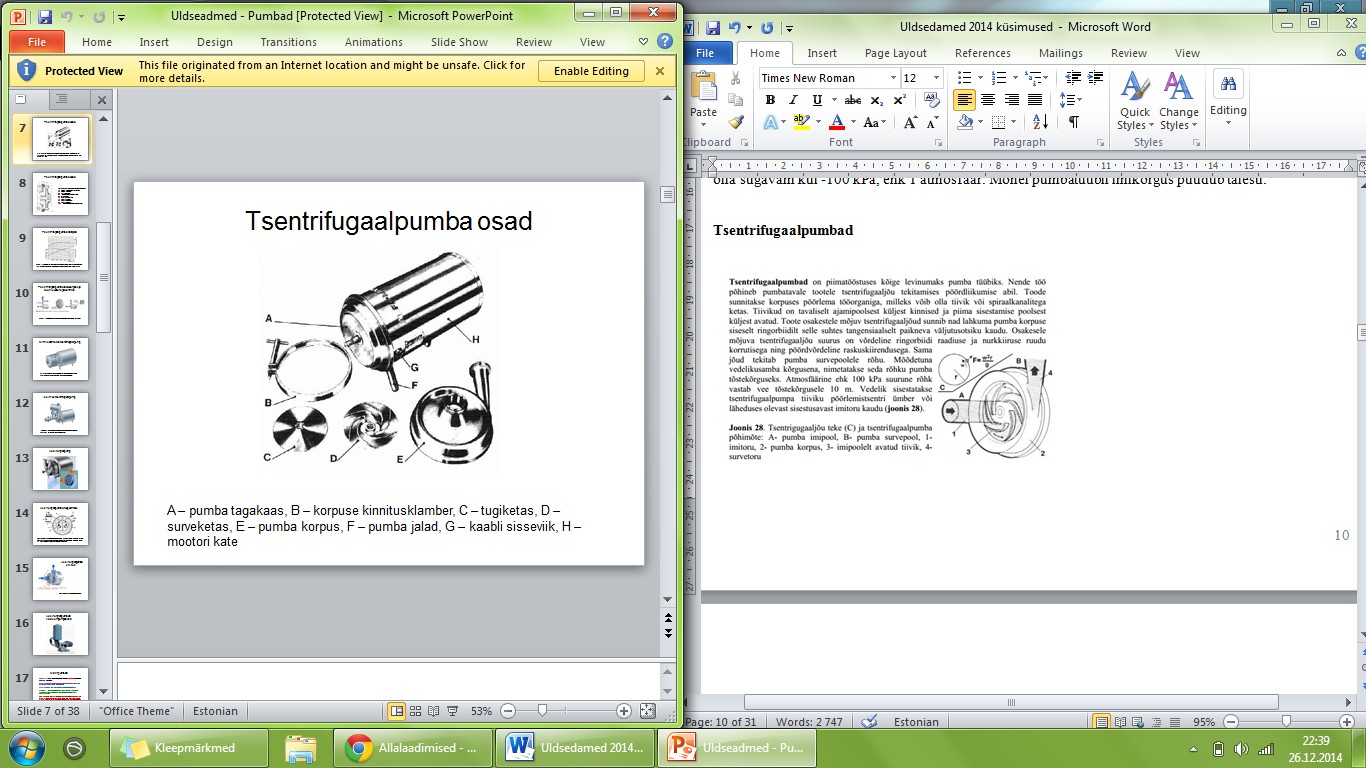
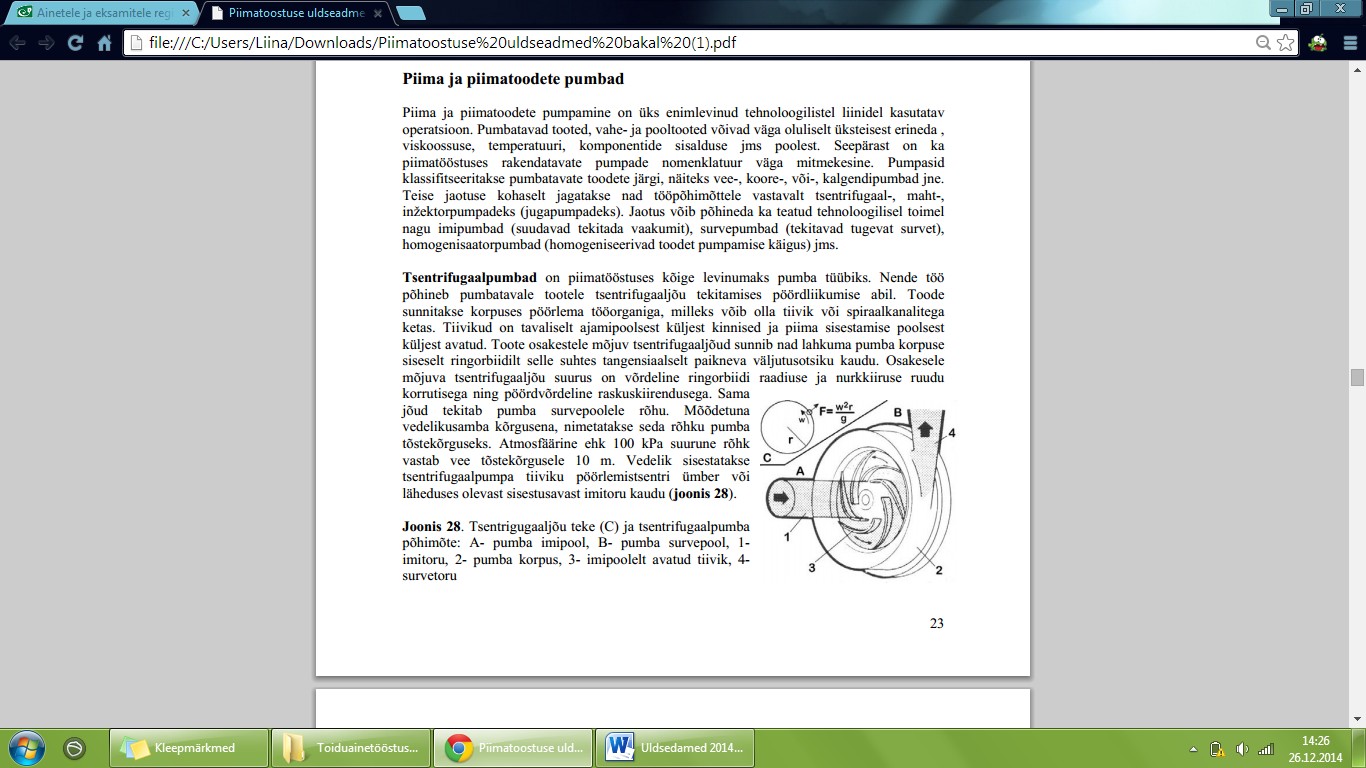
90. Tsentrifugaalpumbad9
91.
Tsentrifugaalpumpasid kasutatakse väikese viskoossusega
vedelate piimatoodete pumpamisel nagu piim,
lõss , vadak,
rõõsk koor jt. Pumba pöörlemisel surutakse vedelik pumba
korpuse perifeeriasse ja sealt survetorusse. Tsentris tekkiva
vaakumi mõjul imetakse vedelik imitorust pumba
korpusesse. See
vaakum on suhteliselt väike, mistõttu nende
imikõrgus pole kuigi suur. Pumba käivitamisel on esialgse
vaakumi tekkeks vajalik vedeliku olemasolu pumba
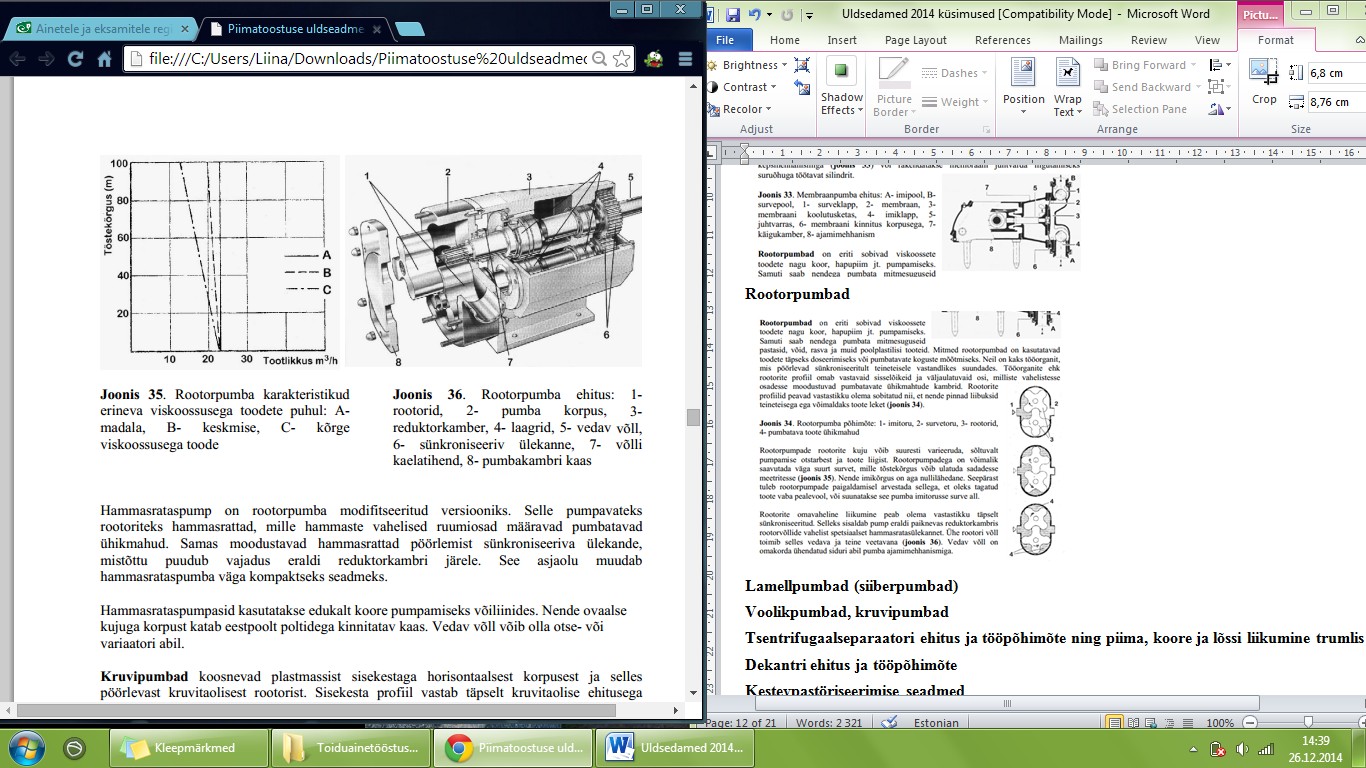
korpuses. Pumba tootlikkus, vajalik võimsus ja kasutegur on
omavahel seotud (joonis 29). Neist nimetatakse tõstekõrguse
ja tootlikkuse vahelist sõltuvust pumba
karakteristikuks.Tootlikkus on suurem madala
tõstekõrgusejuures. Tõstekõrgus, ehk surve on suurim siis kui
survetoru on täielikult suletud. See on ka teiste pumpade
olulisimaks näitajaks.
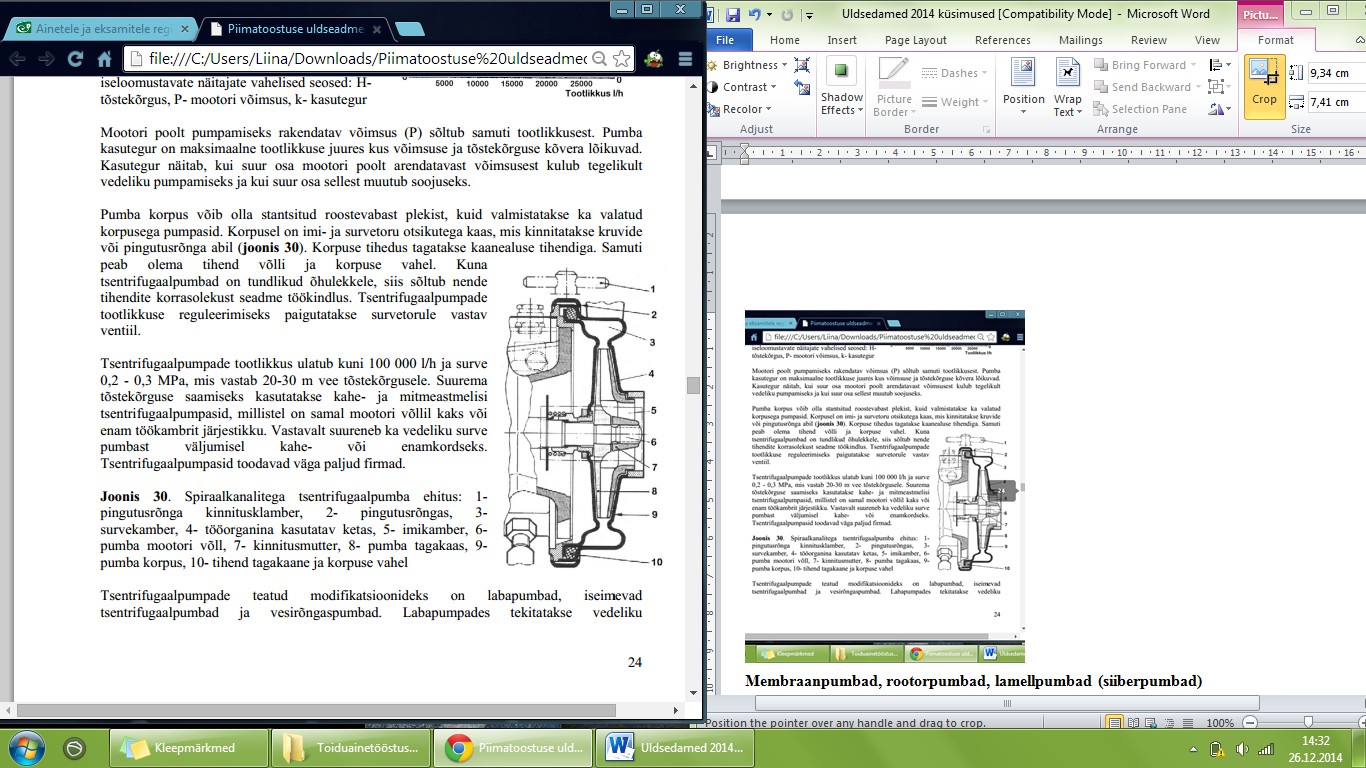
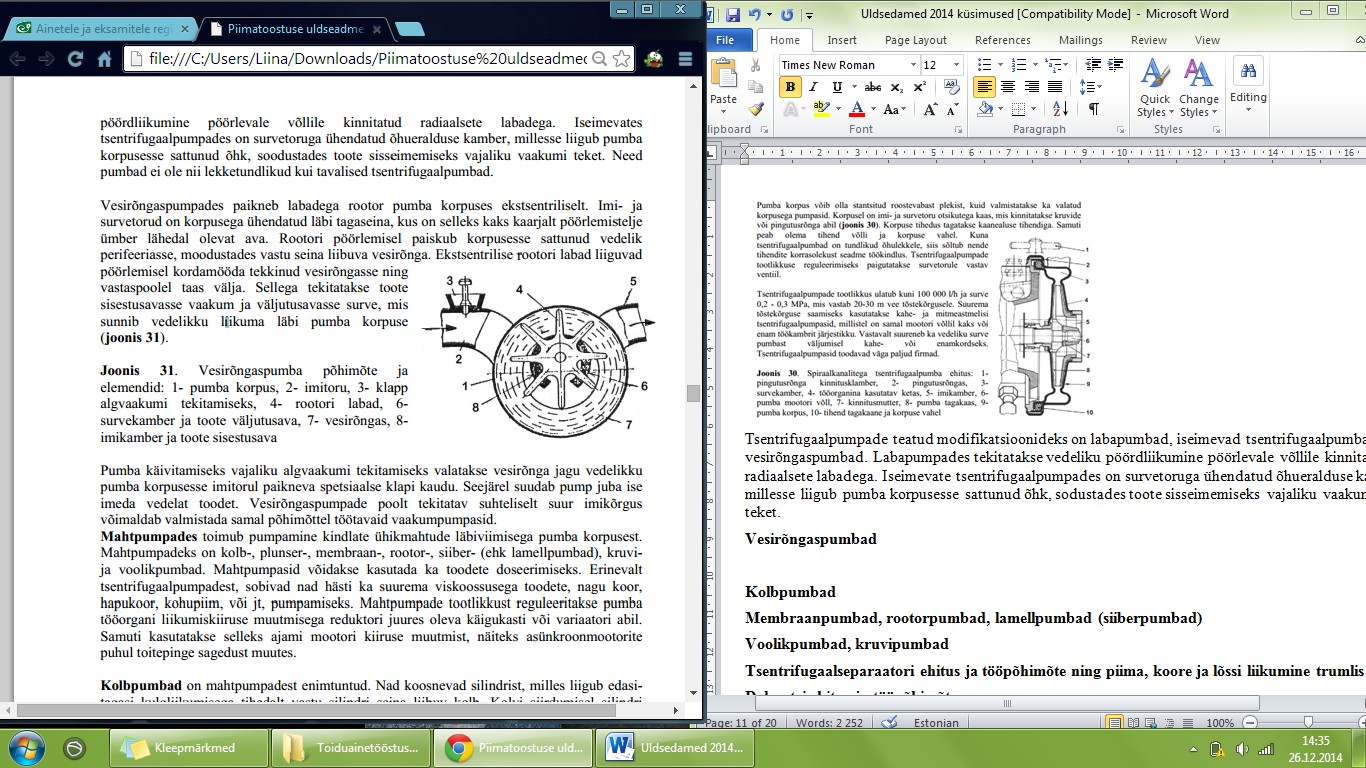
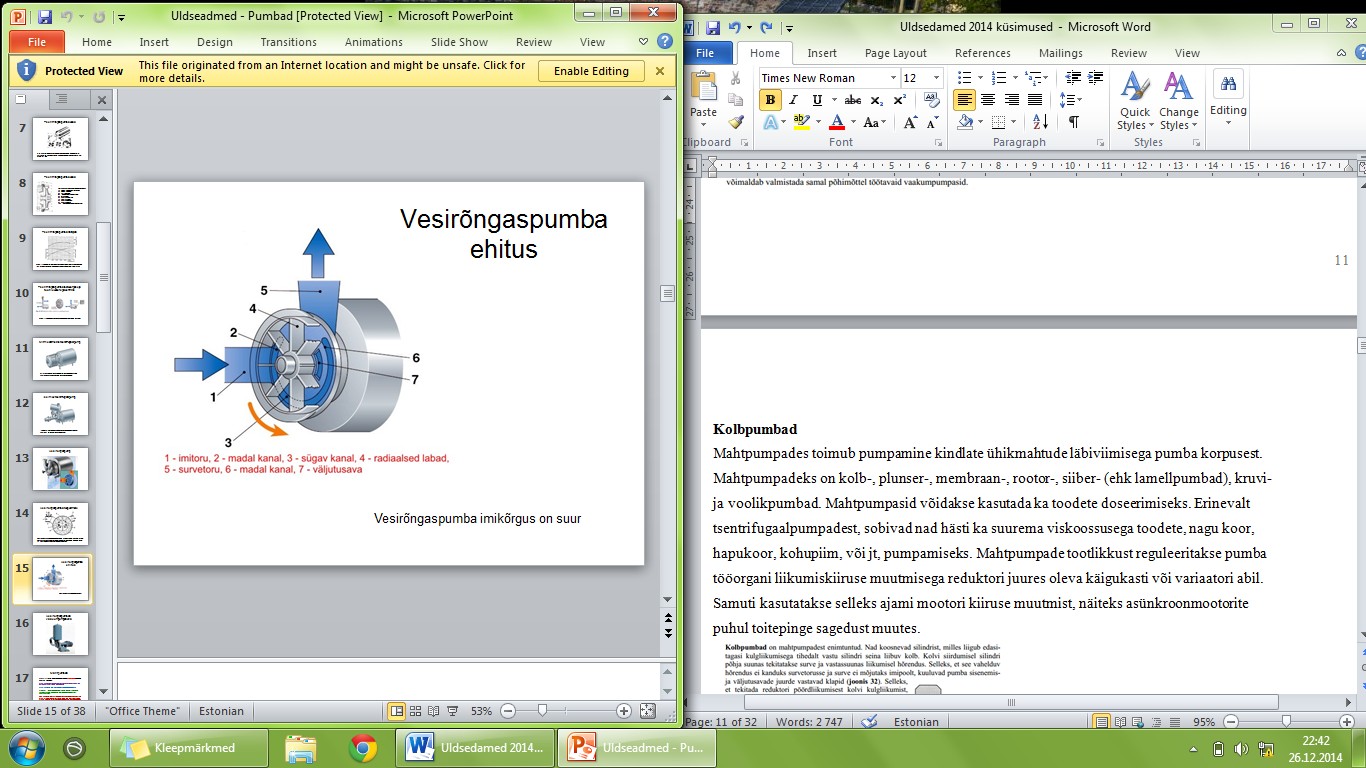
92. Tsentrifugaalpumpade teatud modifikatsioonideks on
labapumbad, iseimevad tsentrifugaalpumbad ja
vesirõngaspumbad. Labapumpades tekitatakse vedeliku
pöördliikumine pöörlevale võllile kinnitatud radiaalsete
labadega . Iseimevate tsentrifugaalpumpades on survetoruga
ühendatud õhueralduse kamber, millesse liigub pumba
korpusesse sattunud õhk, sodustades toote sisseimemiseks
vajaliku vaakumi teket.
93.
94. Vesirõngaspumbad95.96. Kolbpumbad97. Mahtpumpades toimub
pumpamine kindlate ühikmahtude
tööorgani liikumiskiiruse muutmisega reduktori juures oleva
läbiviimisega pumba korpusest. Mahtpumpadeks on kolb-,
plunser -,
käigukasti või variaatori abil. Samuti kasutatakse selleks ajami
membraan -,
rootor -, siiber- (ehk lamellpumbad), kruvi- ja
mootori kiiruse
muutmist , näiteks asünkroonmootorite puhul
voolikpumbad. Mahtpumpasid võidakse kasutada ka toodete
toitepinge sagedust muutes.
doseerimiseks. Erinevalt tsentrifugaalpumpadest, sobivad nad hästi
ka suurema viskoossusega toodete, nagu koor,
hapukoor , kohupiim,
98.
või jt,
pumpamiseks . Mahtpumpade tootlikkust reguleeritakse pumba
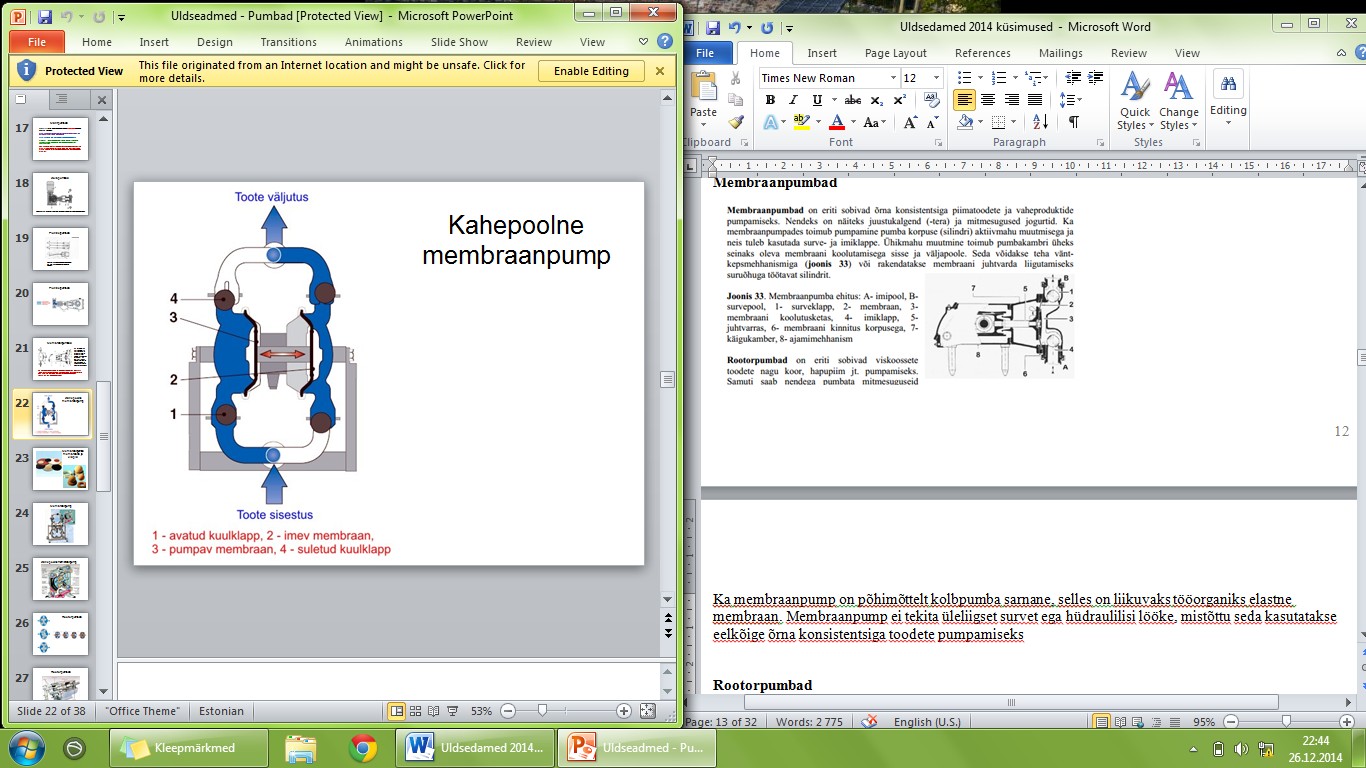
99. Membraanpumbad10
100.
101. Ka membraanpump on põhimõttelt kolbpumba sarnane, selles on liikuvaks tööorganiks elastne membraan. Membraanpump ei tekita üleliigset survet
ega hüdraulilisi lööke, mistõttu seda kasutatakse eelkõige õrna
konsistentsiga toodete pumpamiseks.
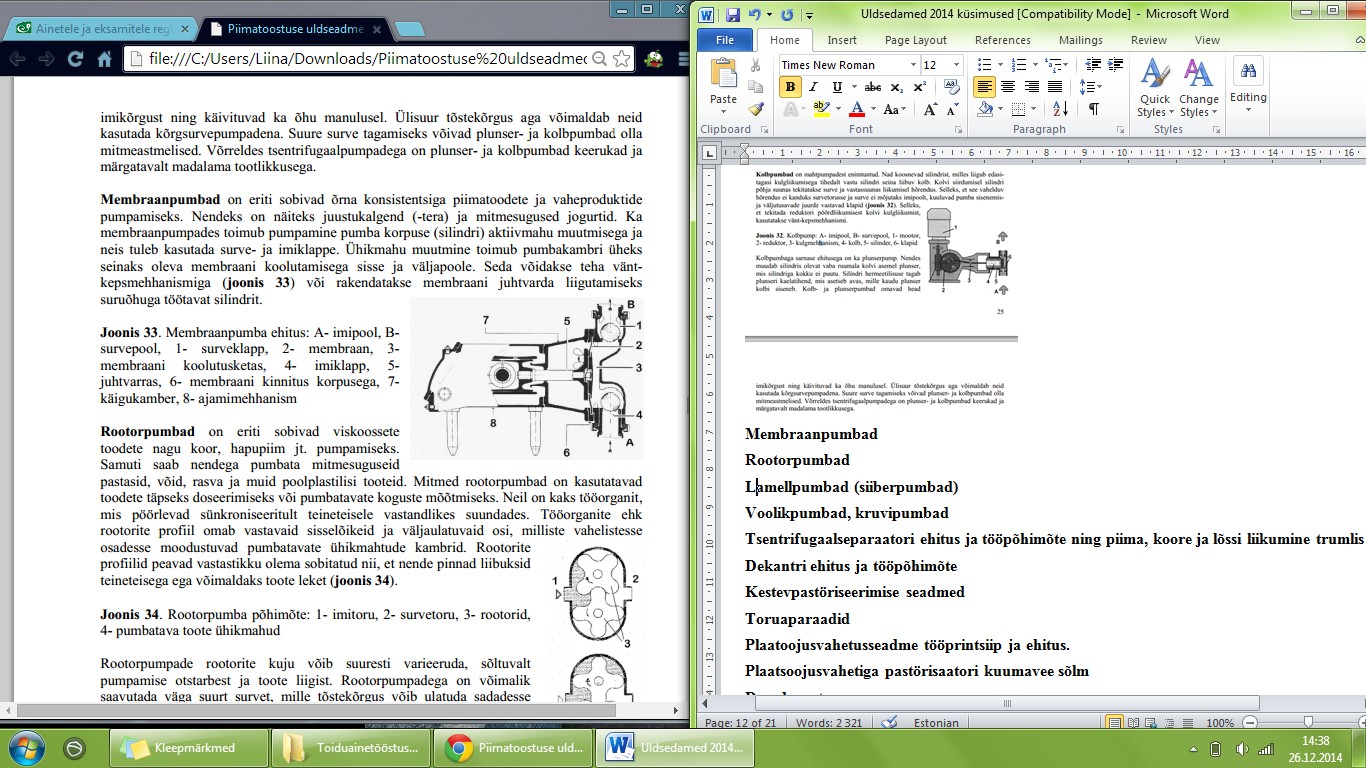
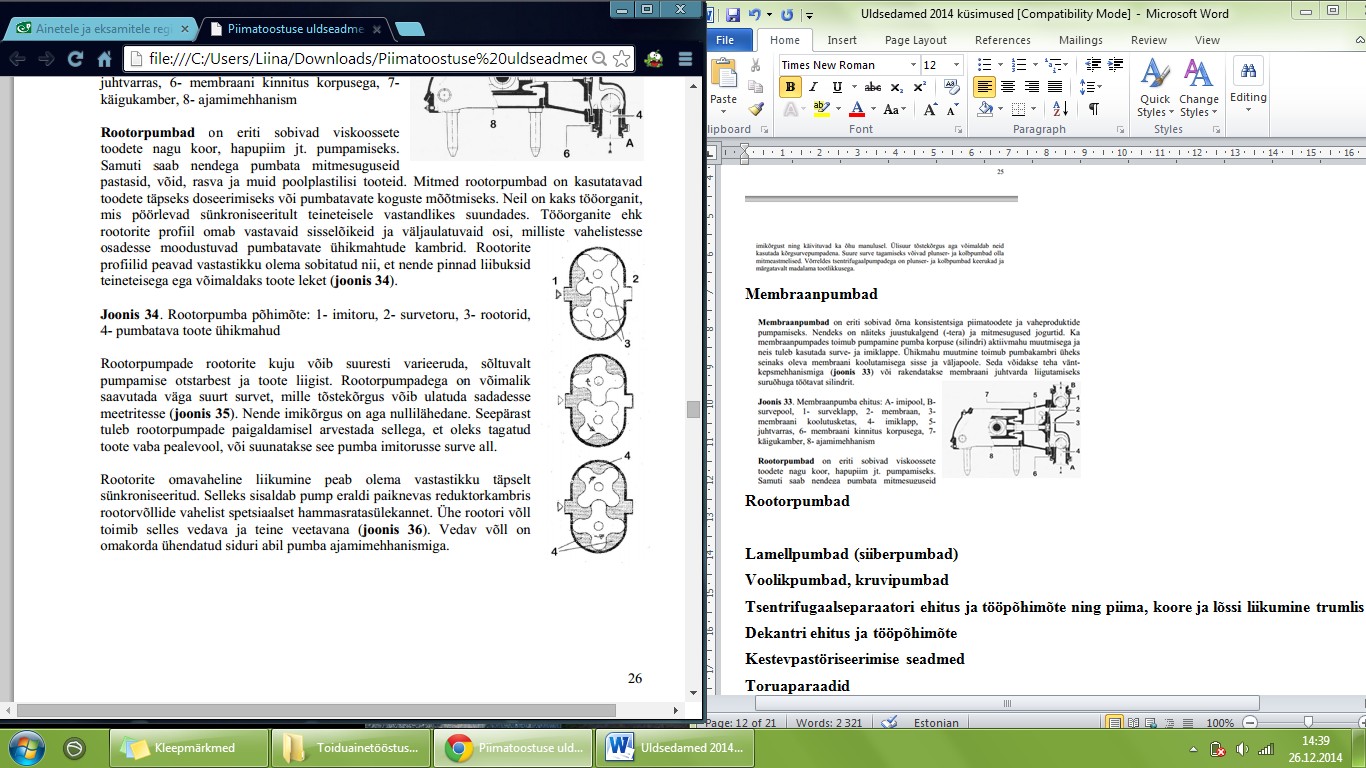
102. Rootorpumbad103.
104.105.Lamellpumbad (siiberpumbad)106.väga õrna konsistentsiga toodete pumpamiseks. Voolikpumbad võimaldavad
samuti käsitleda pumbatavat toodet selle struktuuri sikkumata. Voolikpumba
107.töökambriks on elastne
voolik , mida mööda valise tööorgani poolt surutakse
108.Voolikpumbadpumbatavat toodet imipoolelt survepoolele.
109.
Voolikpumpasid nimetatakse ka peristaltilisteks. Need on mõeldud 110.
111.
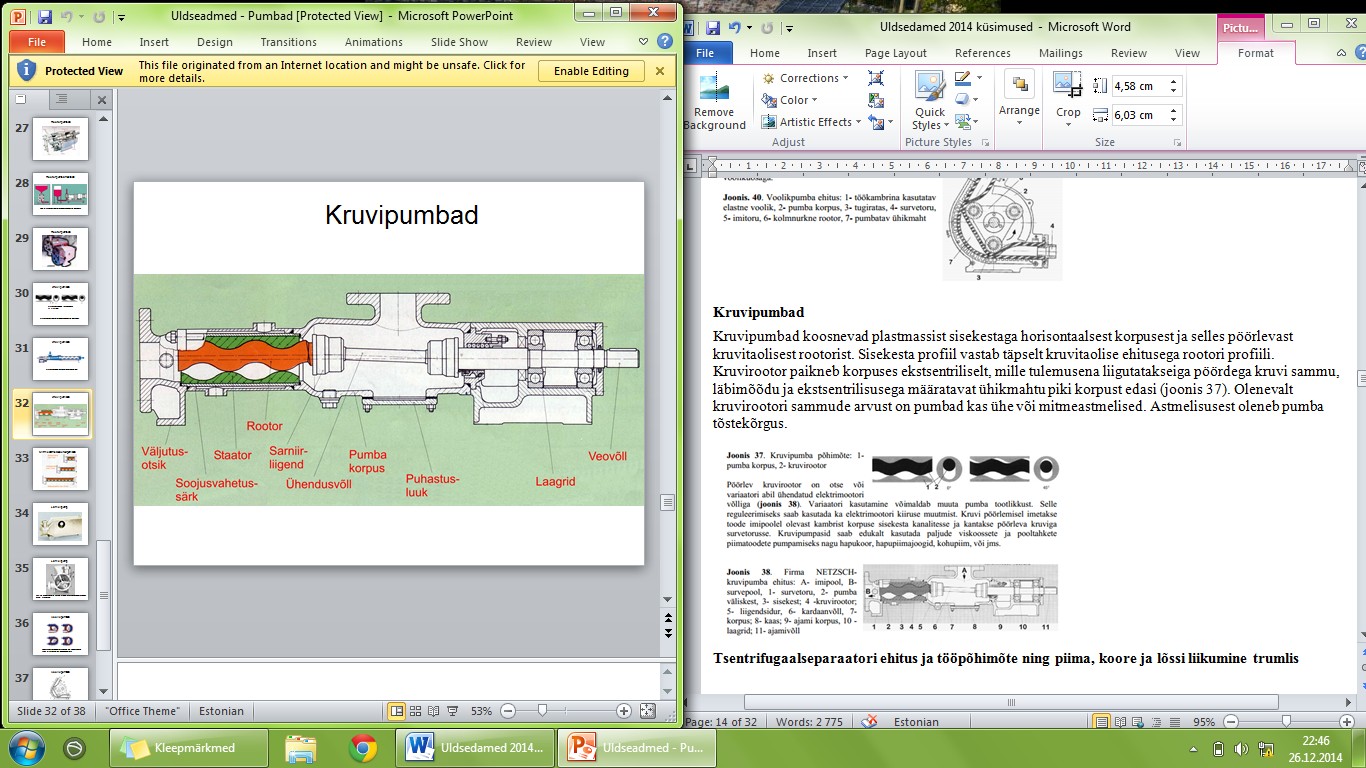
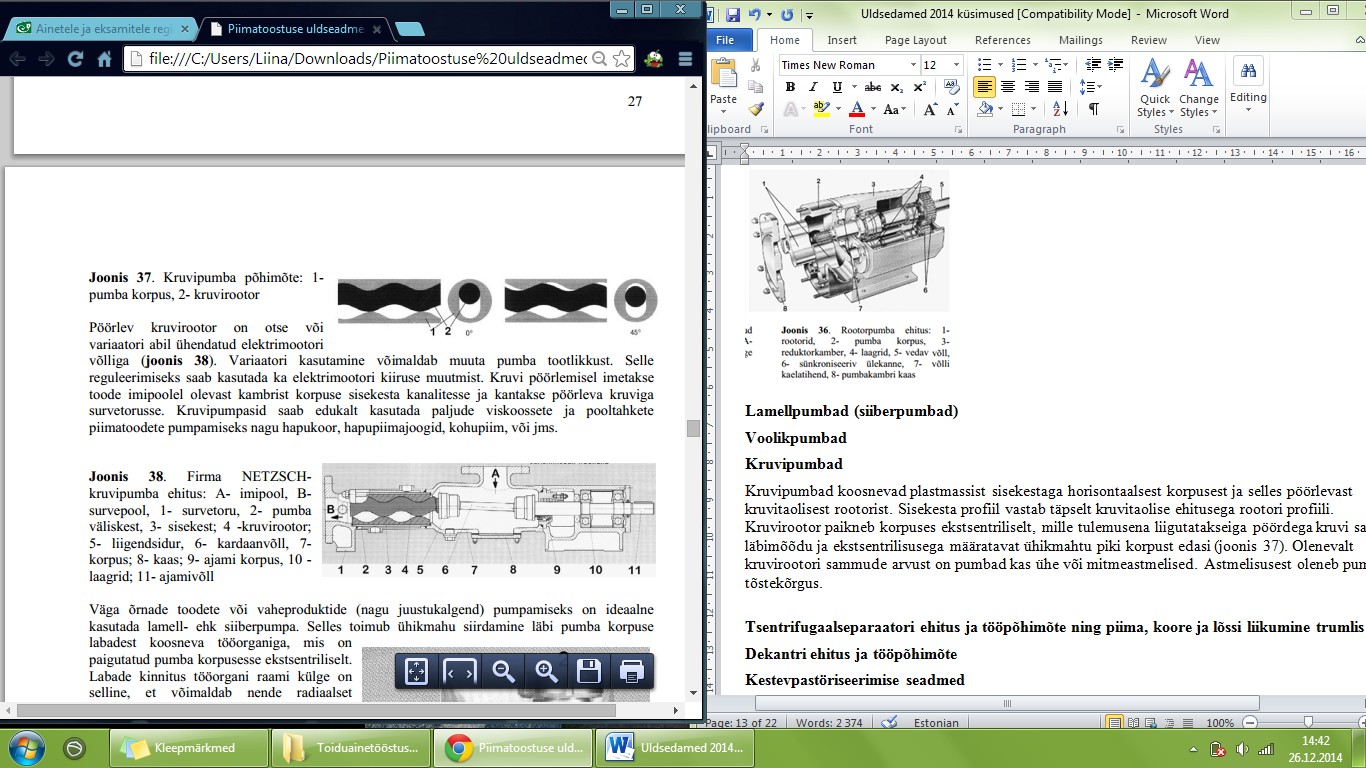
112.113. Kruvipumbad114. Kruvipumbad koosnevad plastmassist sisekestaga horisontaalsest korpusest ja selles pöörlevast kruvitaolisest rootorist. Sisekesta
profiil vastab täpselt
kruvitaolise ehitusega rootori profiili. Kruvirootor paikneb korpuses ekstsentriliselt, mille tulemusena liigutatakseiga pöördega kruvi sammu,
läbimõõdu ja ekstsentrilisusega määratavat ühikmahtu piki korpust edasi (joonis 37). Olenevalt kruvirootori sammude arvust on
pumbad kas ühe või
mitmeastmelised. Astmelisusest oleneb pumba tõstekõrgus.
115.
11
116.
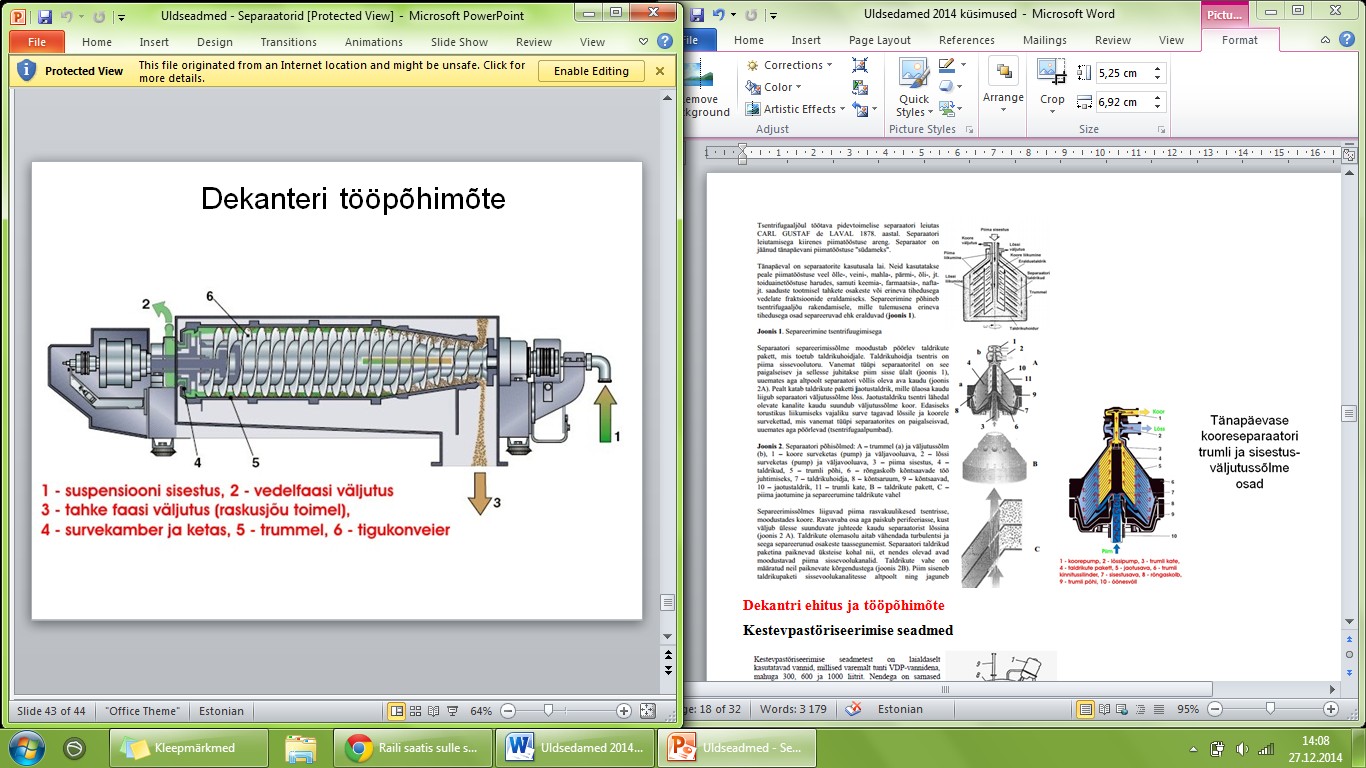
117. Dekantri ehitus ja tööpõhimõte118.
119.
120.
121.
122.
123.
124.
125.
126.
127.
128.
129.
130.
131.
132.
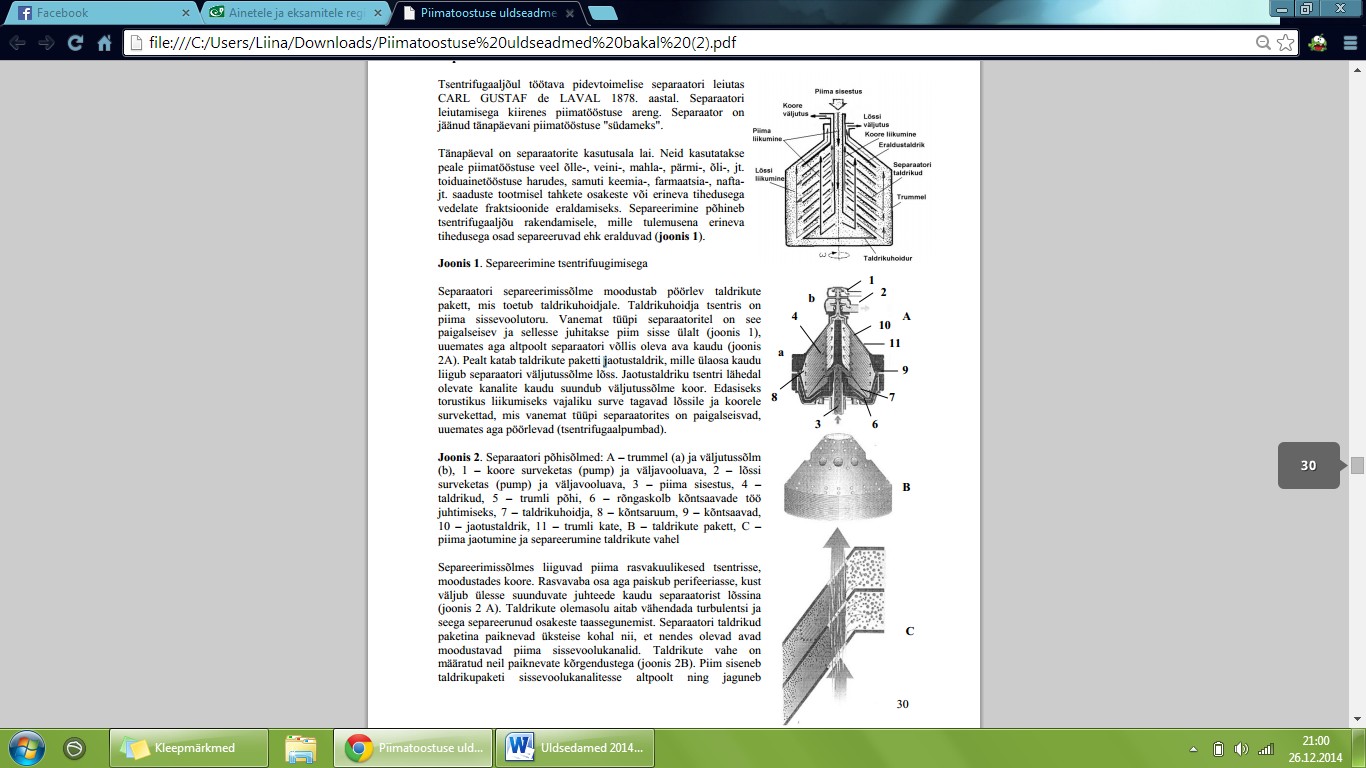
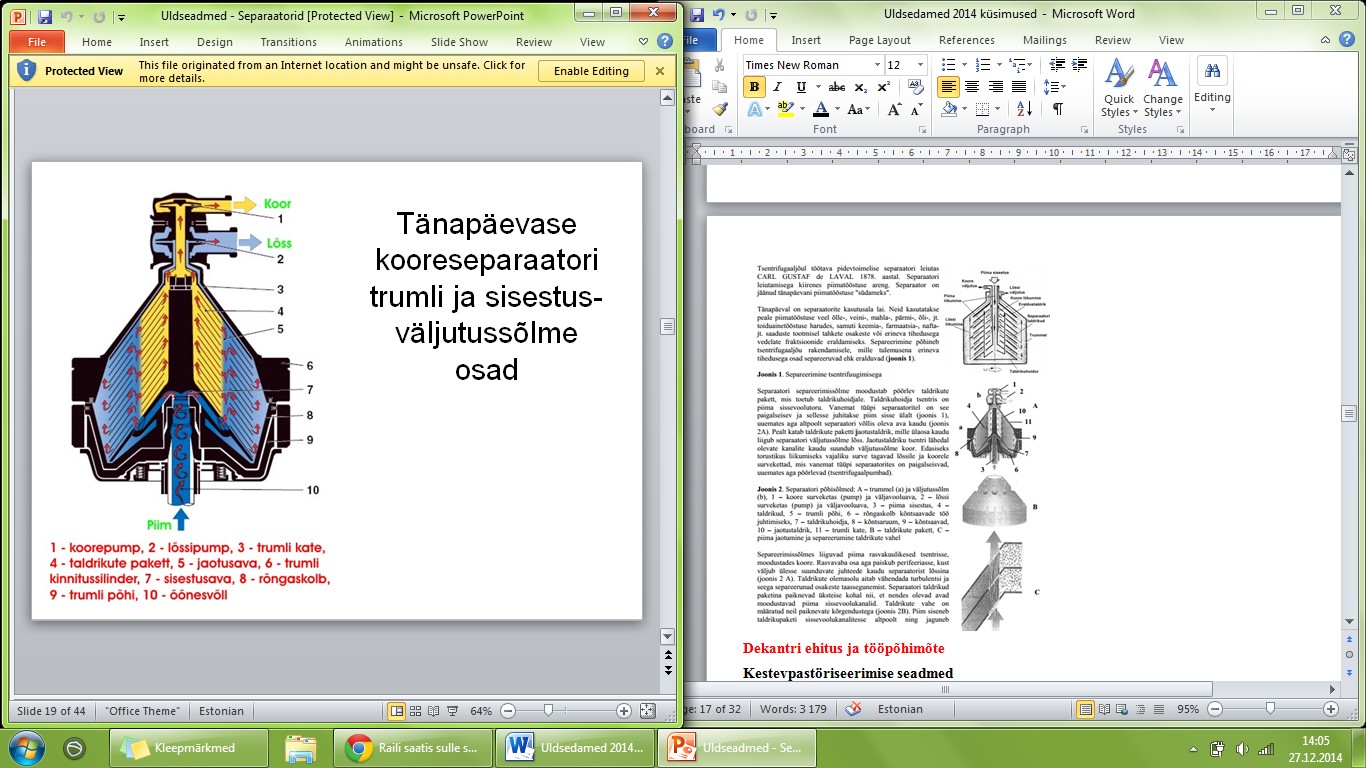
133. Tsentrifugaalseparaatori ehitus ja tööpõhimõte ning piima, koore ja lõssi liikumine trumlis134.
12
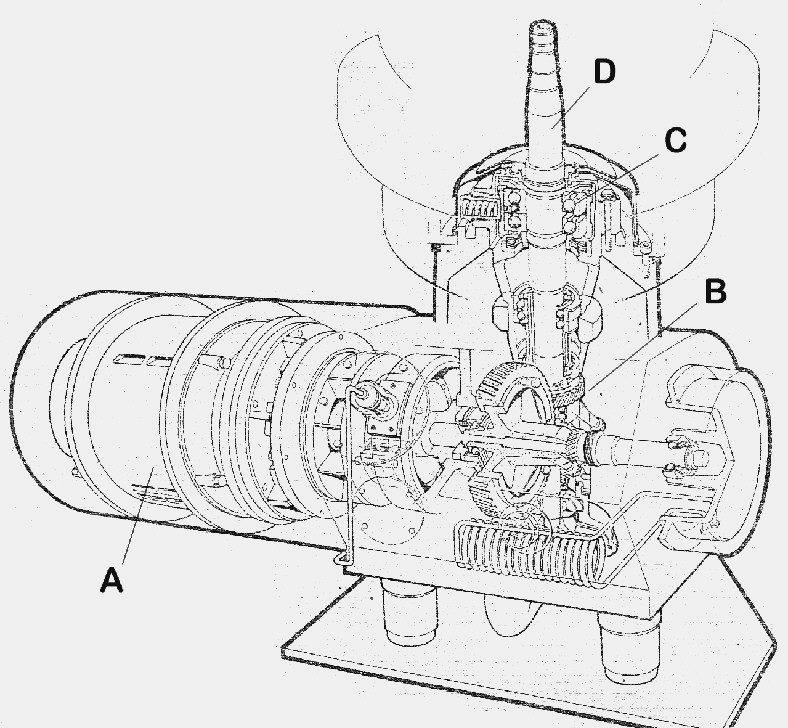
Separaatori ajamimehhanism
Separaatori ajam:
A- mootor,
B- tiguülekanne,
C- võlli kaelalaager,
D- vertikalvõll,
E - sidur
135.
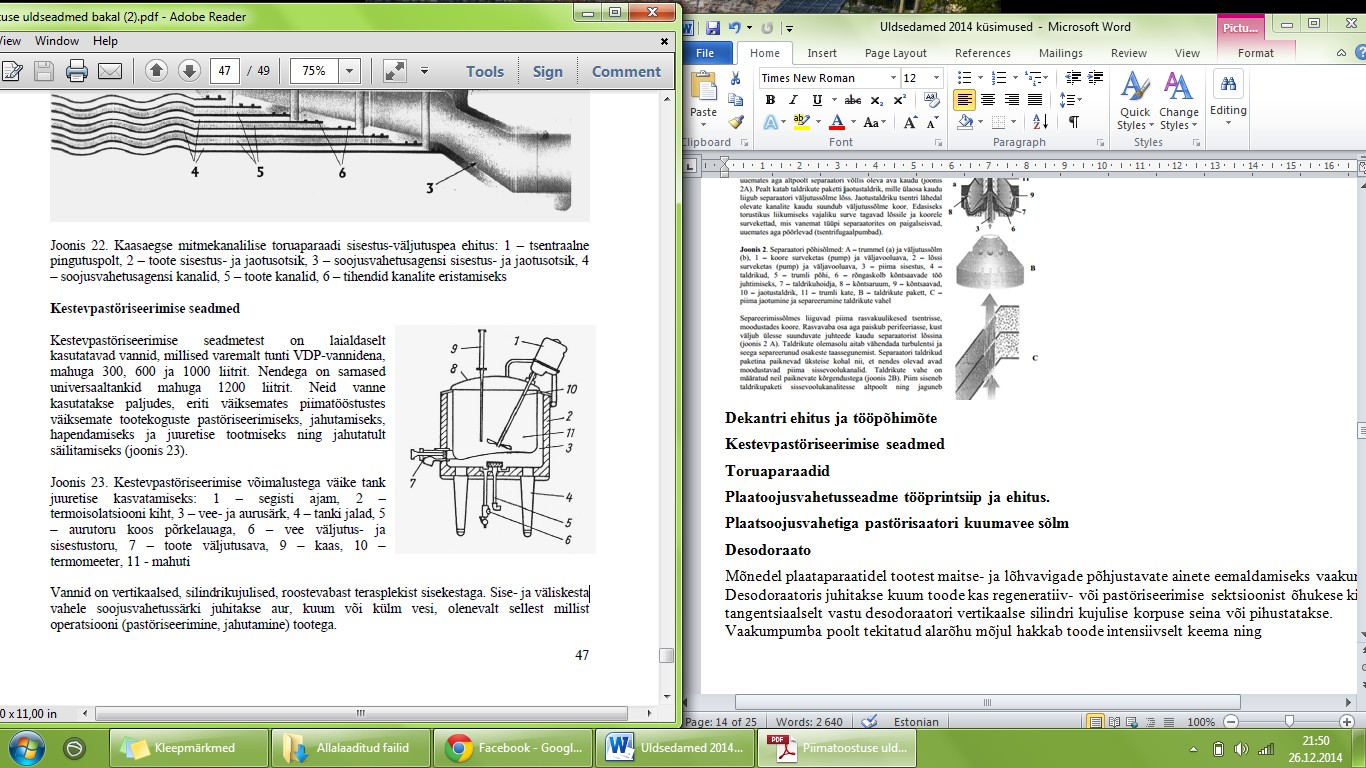
136.137. Kestevpastöriseerimise seadmed 138.
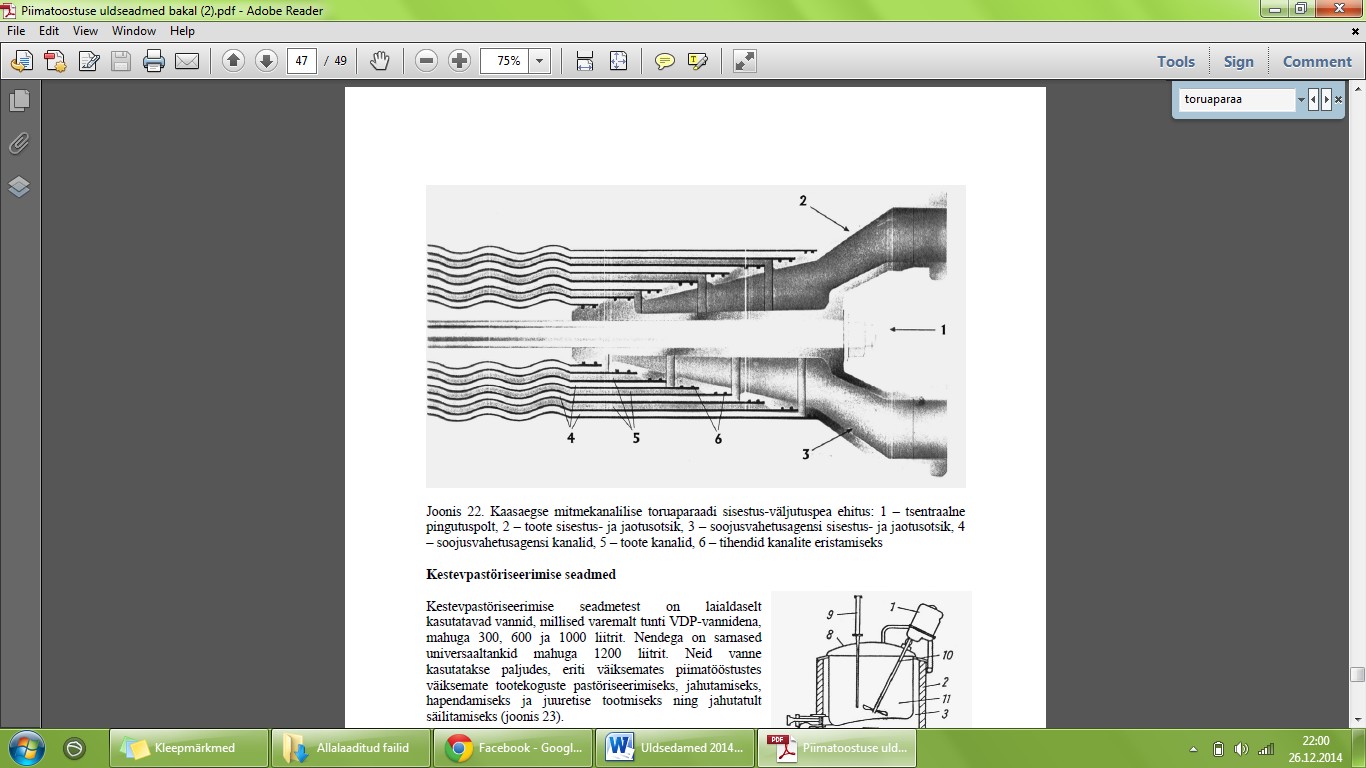
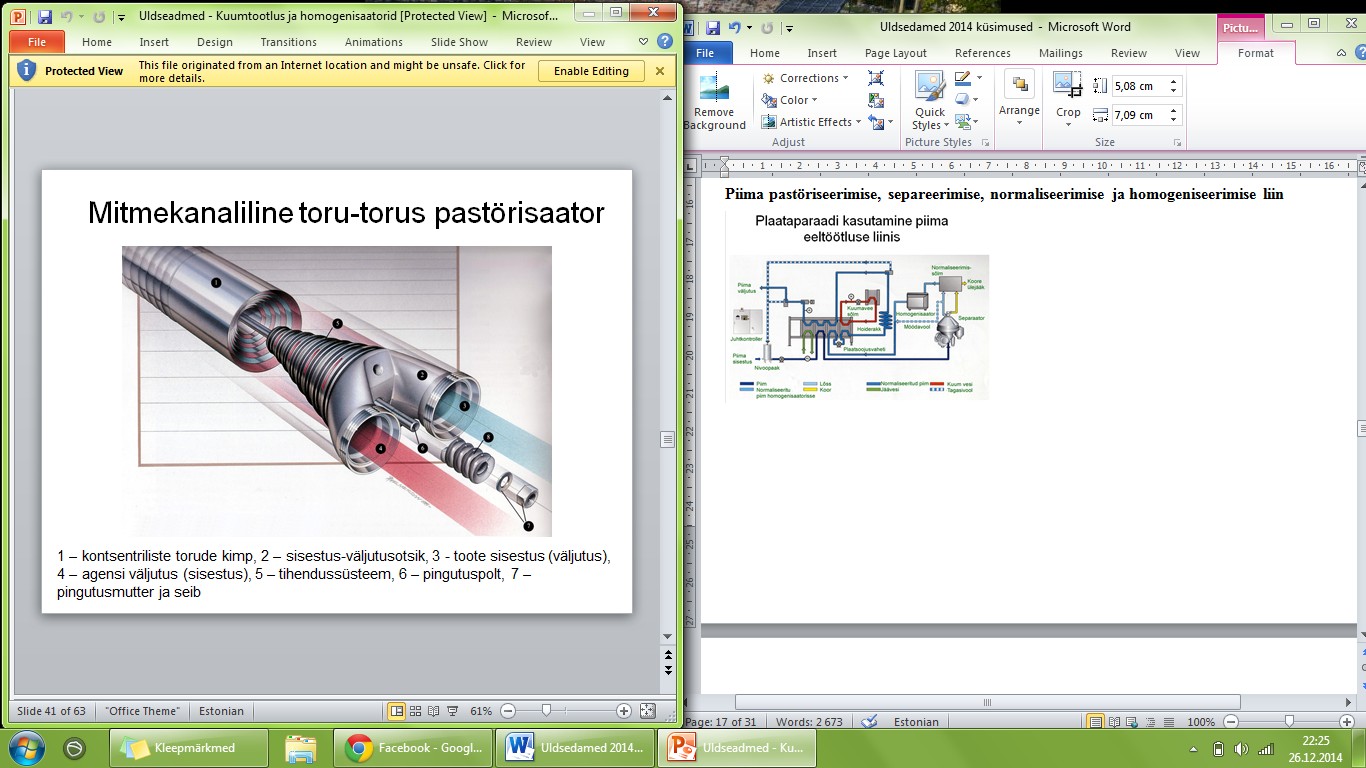
139. Toruaparaadid140.141.
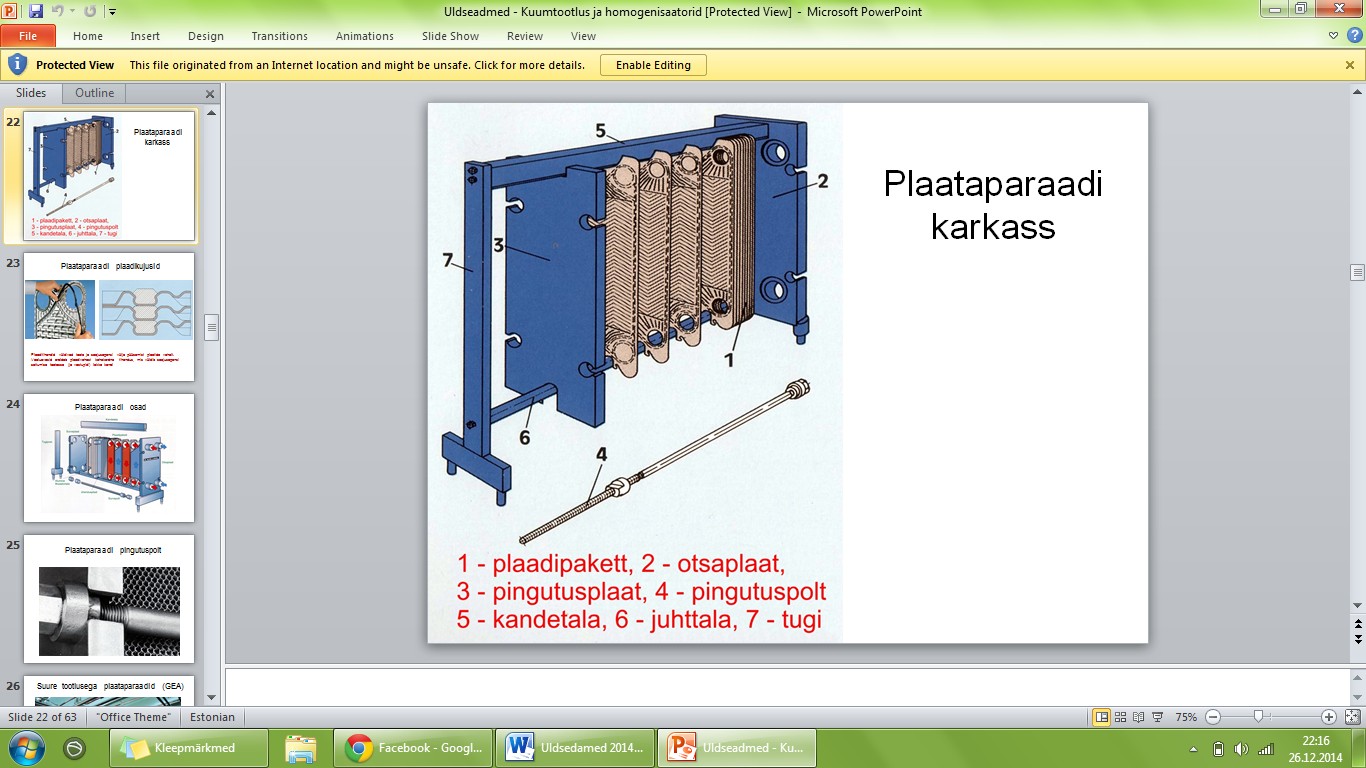
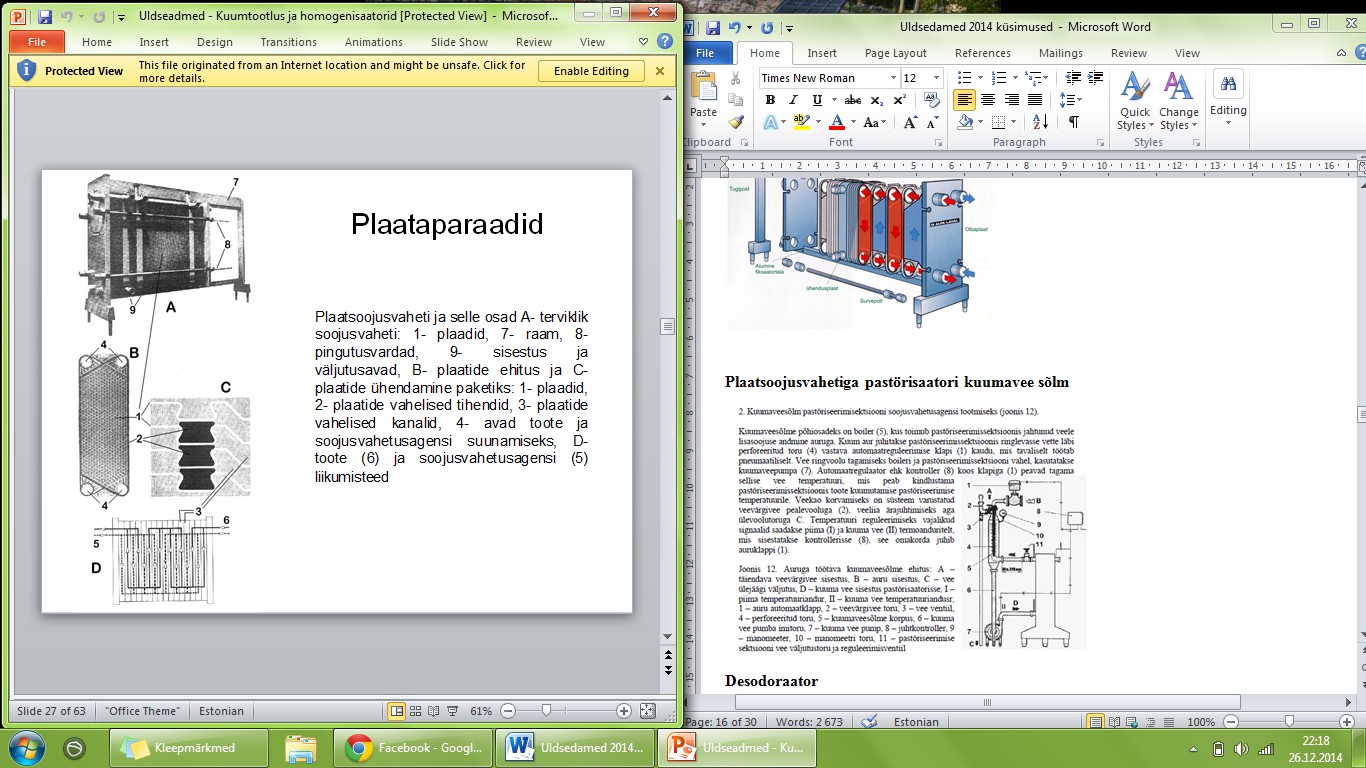
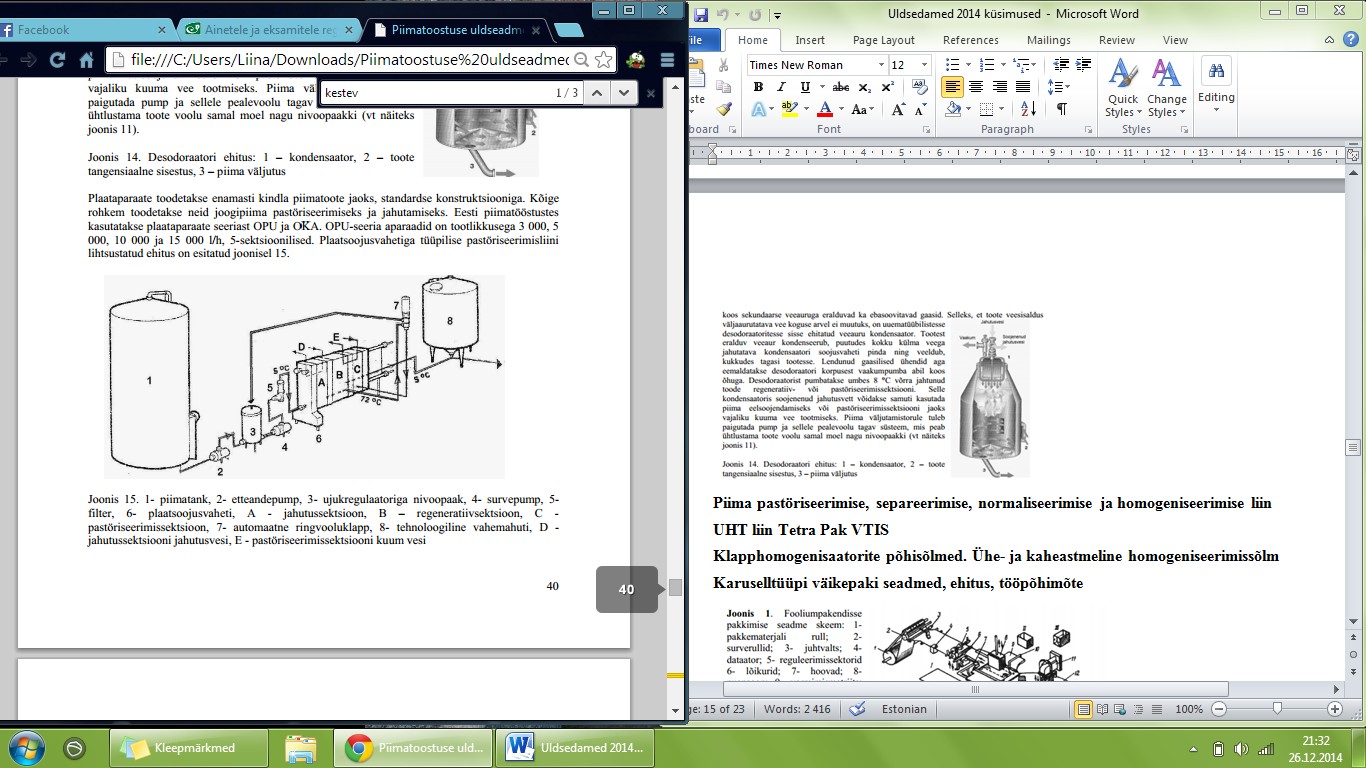
142. Plaatoojusvahetusseadme tööprintsiip ja ehitus143.13
144. Plaataparaatides toimub
soojusvahetus läbi plaatide, mis moodustavad tiheda
paketi . Plaadi ühel pool voolab toode ja selle teisel pool voolab
soojusagens. Kummagi vedeliku teed pikendatakse sellega, et plaadi pind on muudetud laineliseks. Võrreldes sileda pinnaga, soodustavad lainelised
(kofreeritud)
plaadid ka vedelike voolamisel turbulentsi, mis parandab soojusülekandetegurit
145.
146.
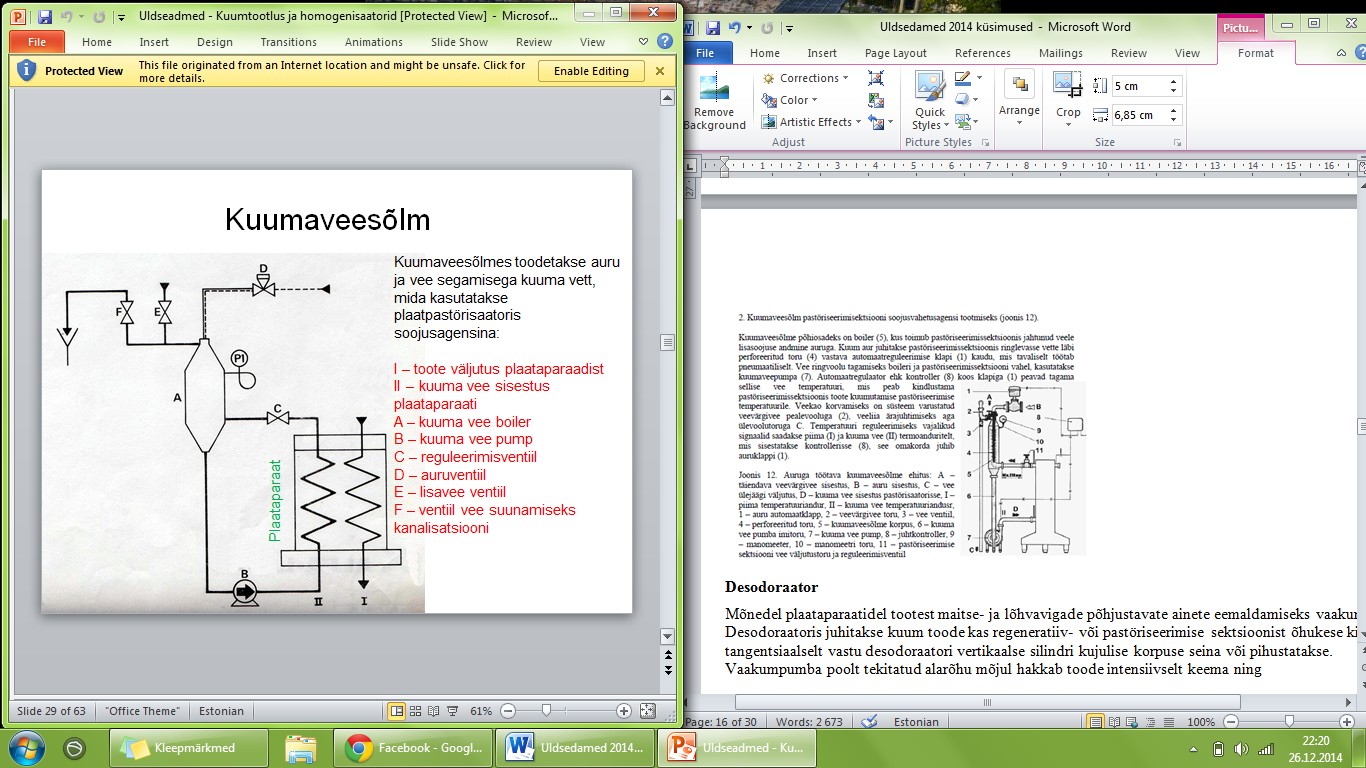
147. Plaatsoojusvahetiga pastörisaatori kuumavee sõlm148.149.
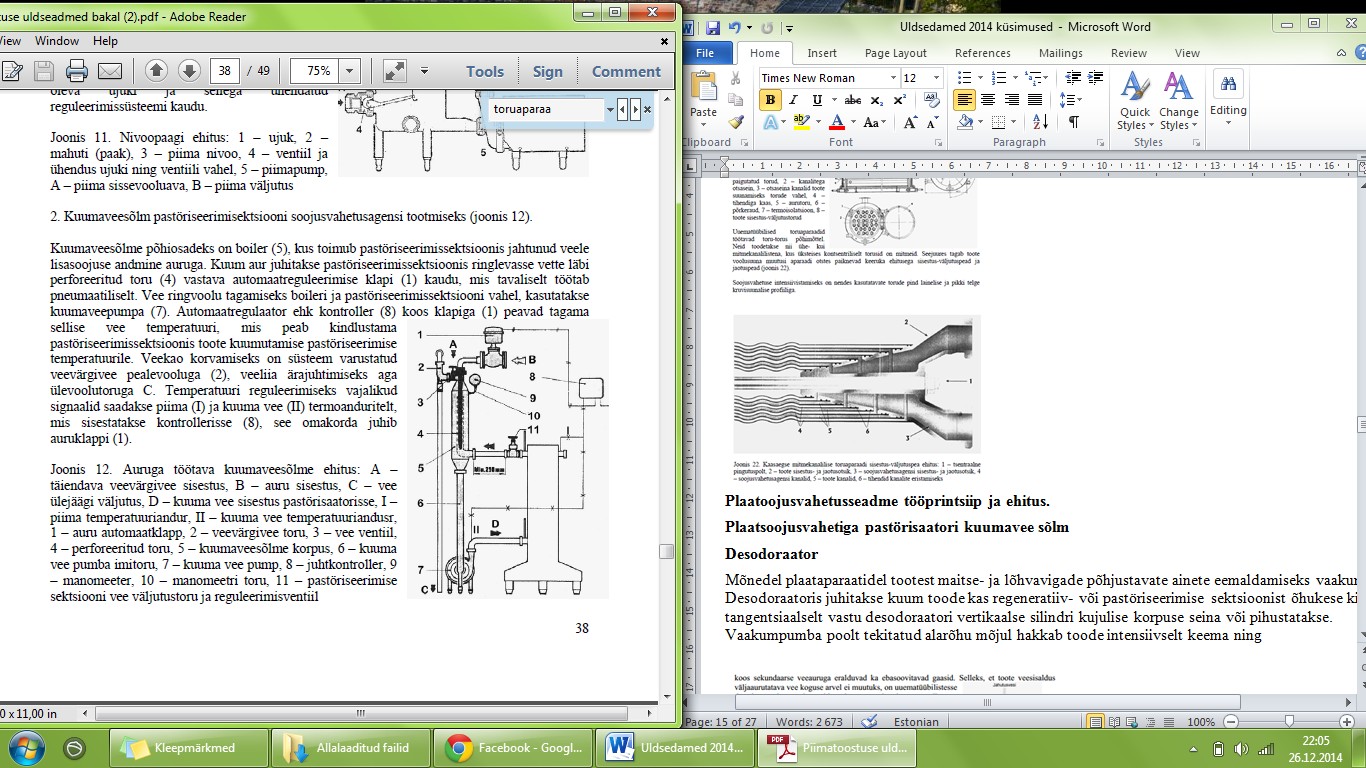
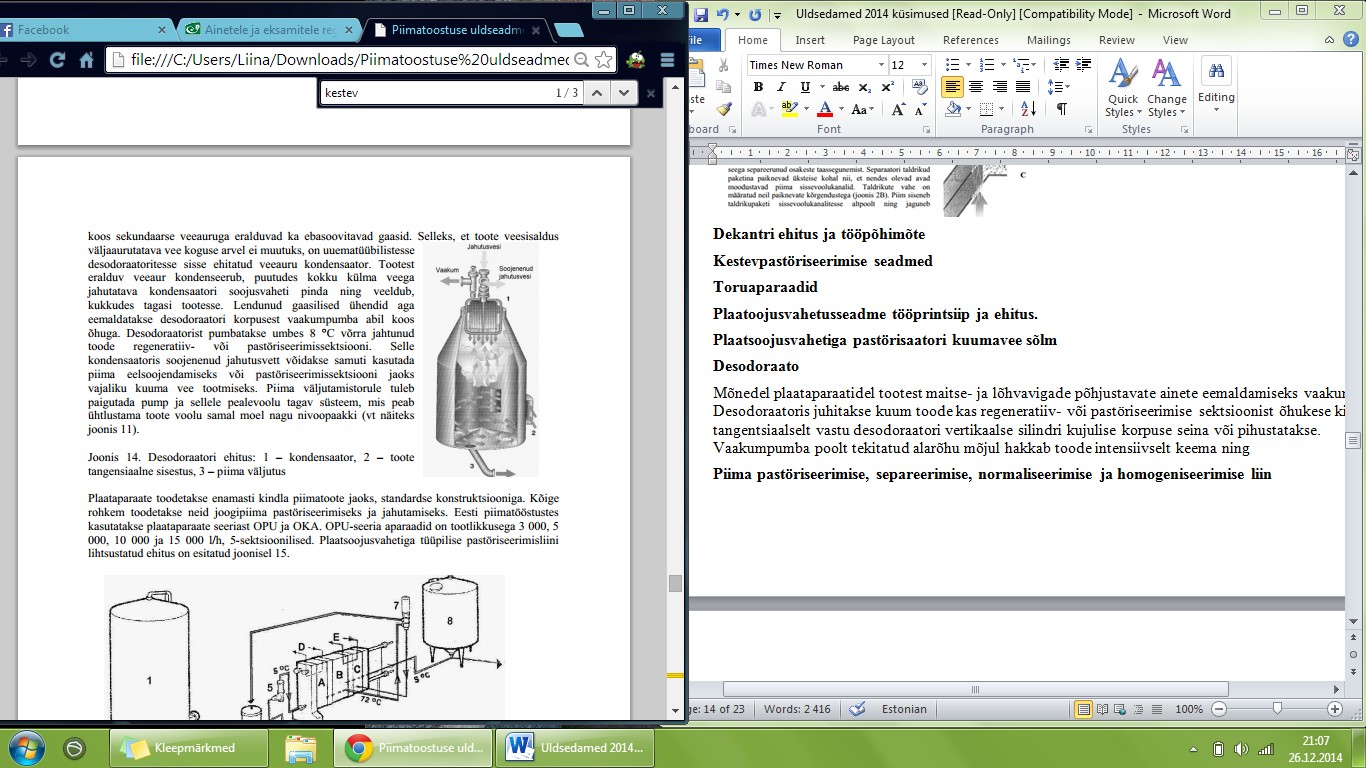
150. Desodoraator
151. Mõnedel plaataparaatidel tootest maitse- ja lõhvavigade põhjustavate ainete eemaldamiseks vaakumi all. Desodoraatoris juhitakse kuum toode kas
14
regeneratiiv- või pastöriseerimise sektsioonist õhukese kihina tangentsiaalselt vastu desodoraatori vertikaalse silindri kujulise korpuse seina või
pihustatakse. Vaakumpumba poolt tekitatud alarõhu mõjul hakkab toode intensiivselt
keema ning
152.
153.
154.
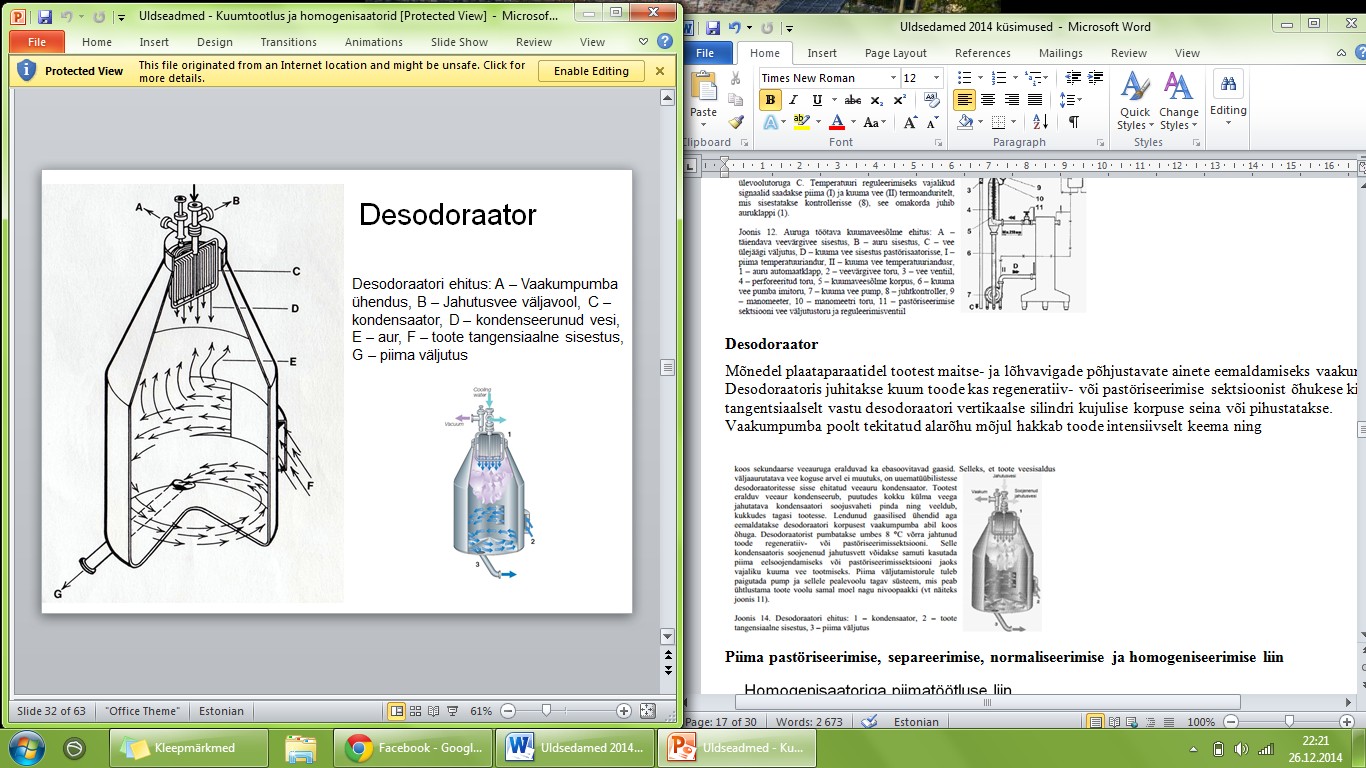
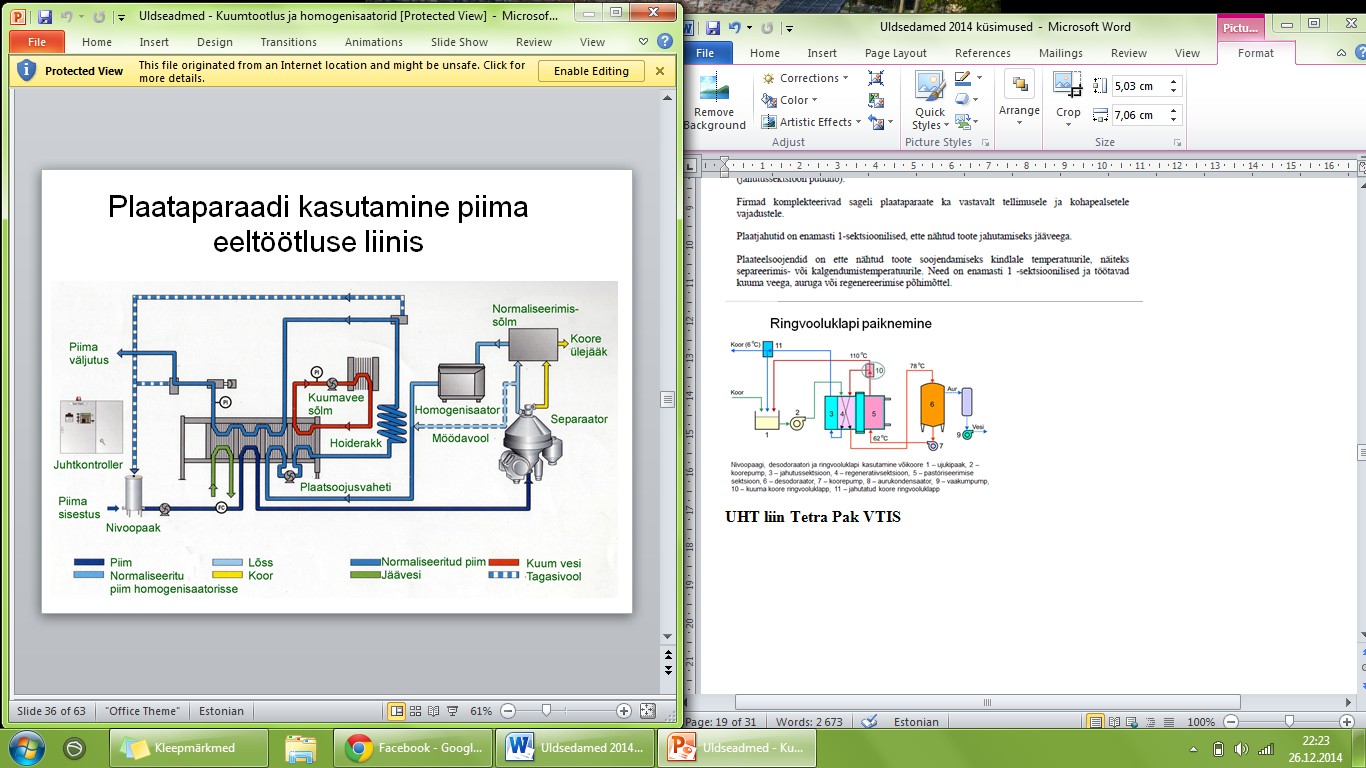
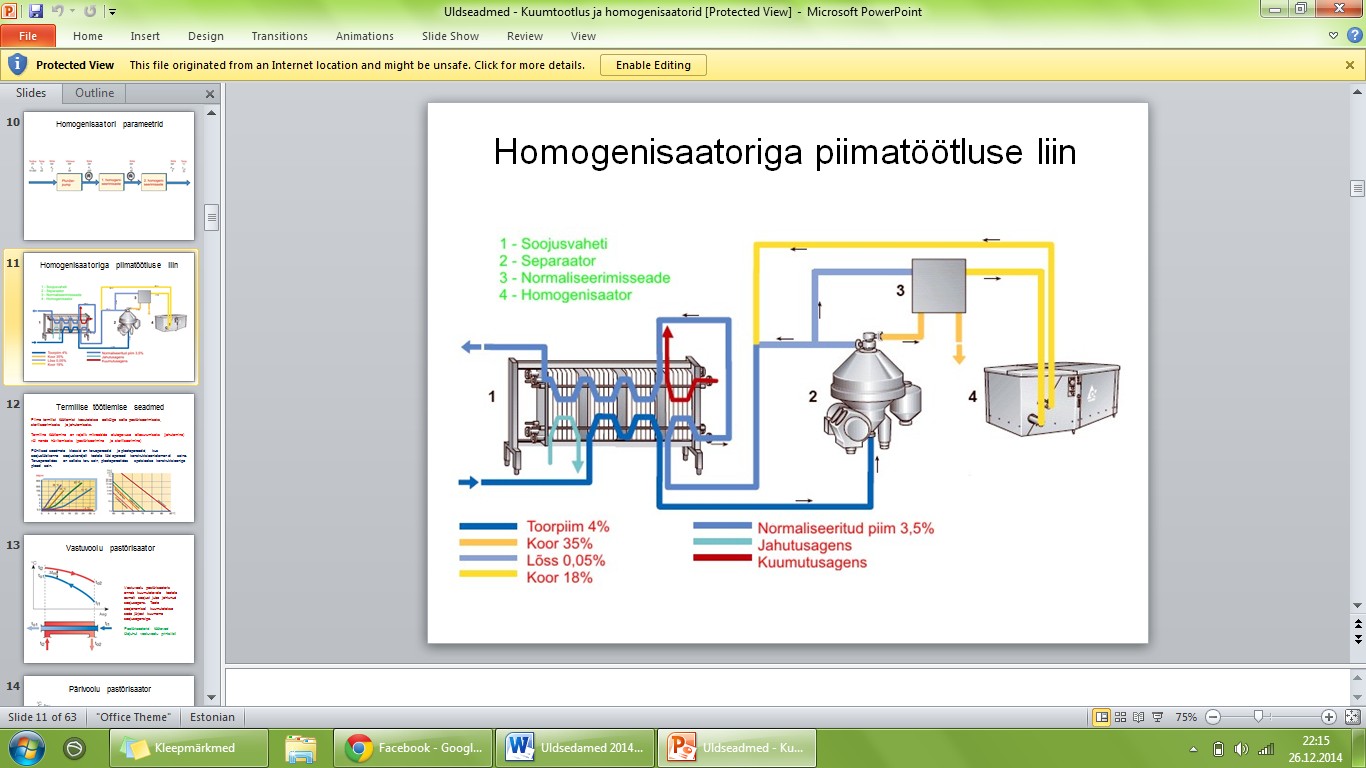
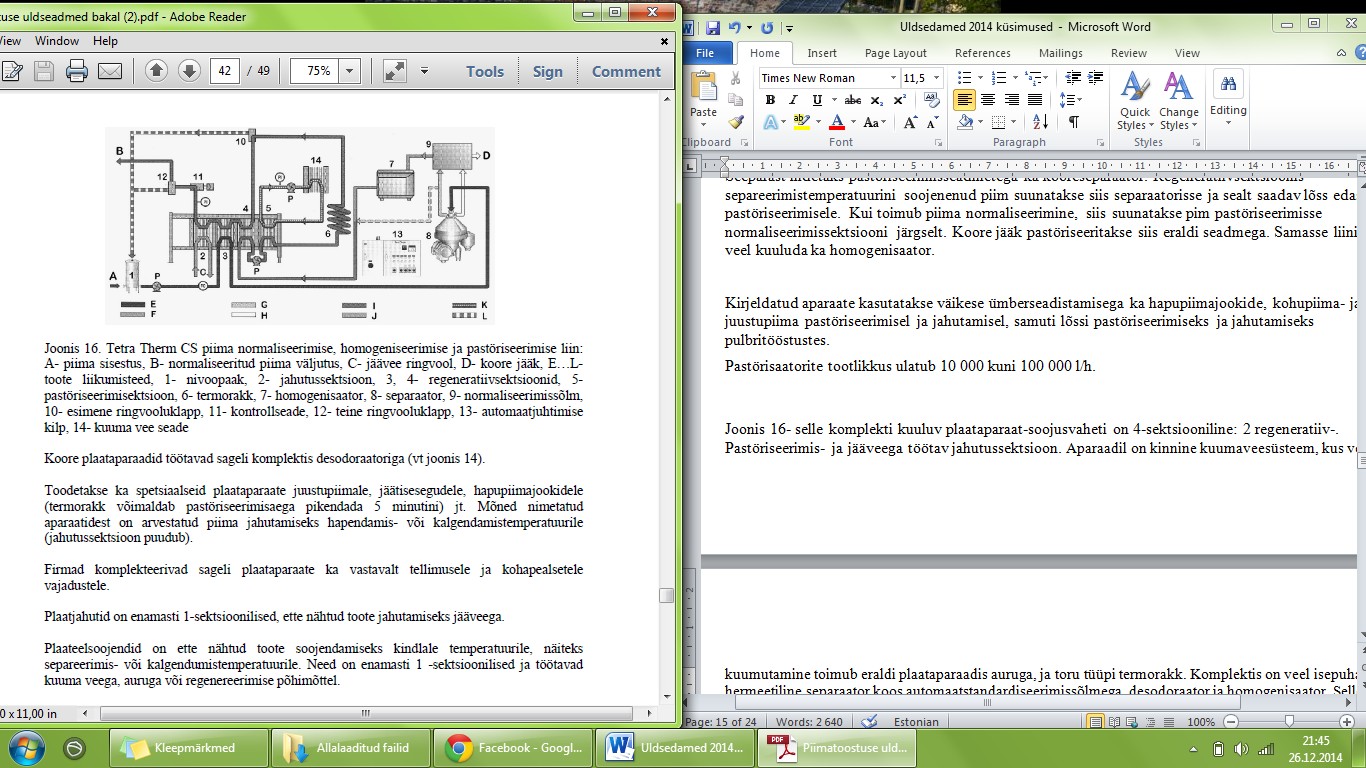
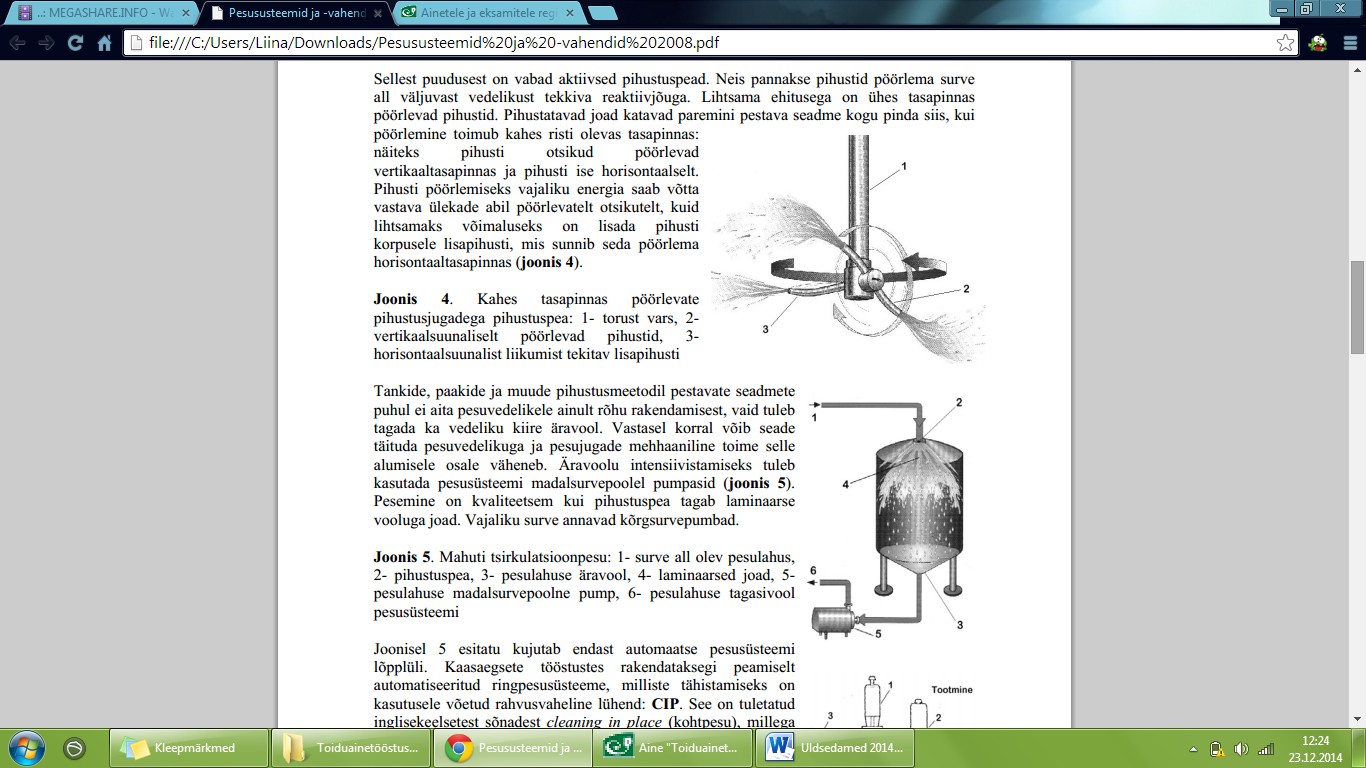
155. Piima pastöriseerimise, separeerimise, normaliseerimise ja homogeniseerimise liin156.
157.158.15
159.
160. Nendes aparaatides piim temperatuuriga 5-10 °C pumbatakse regeneratiivsektsiooni, milles soojeneb vastaspoolel liikuva piima soojuse arvel. Sealt
liigub edasi pastöriseerimissektsiooni, kus soojeneb pastöriseerimistemperatuurini 76+-2. Seejärel läbib toode automaatringvooluklapija termoraku
20-25s, läbib seejärel uuesti regenereerimissektsiooni, kus jahtub siseneva piima soojendamise arvel. Edasi toimub juba piima jahutamine
jahutussektsioonis temperatuurile 2-6 °C ning suunamine edasi tehnoloogilisse liini. Kui pastöriseerimistemperatuur jääb lubatust madalamaks,
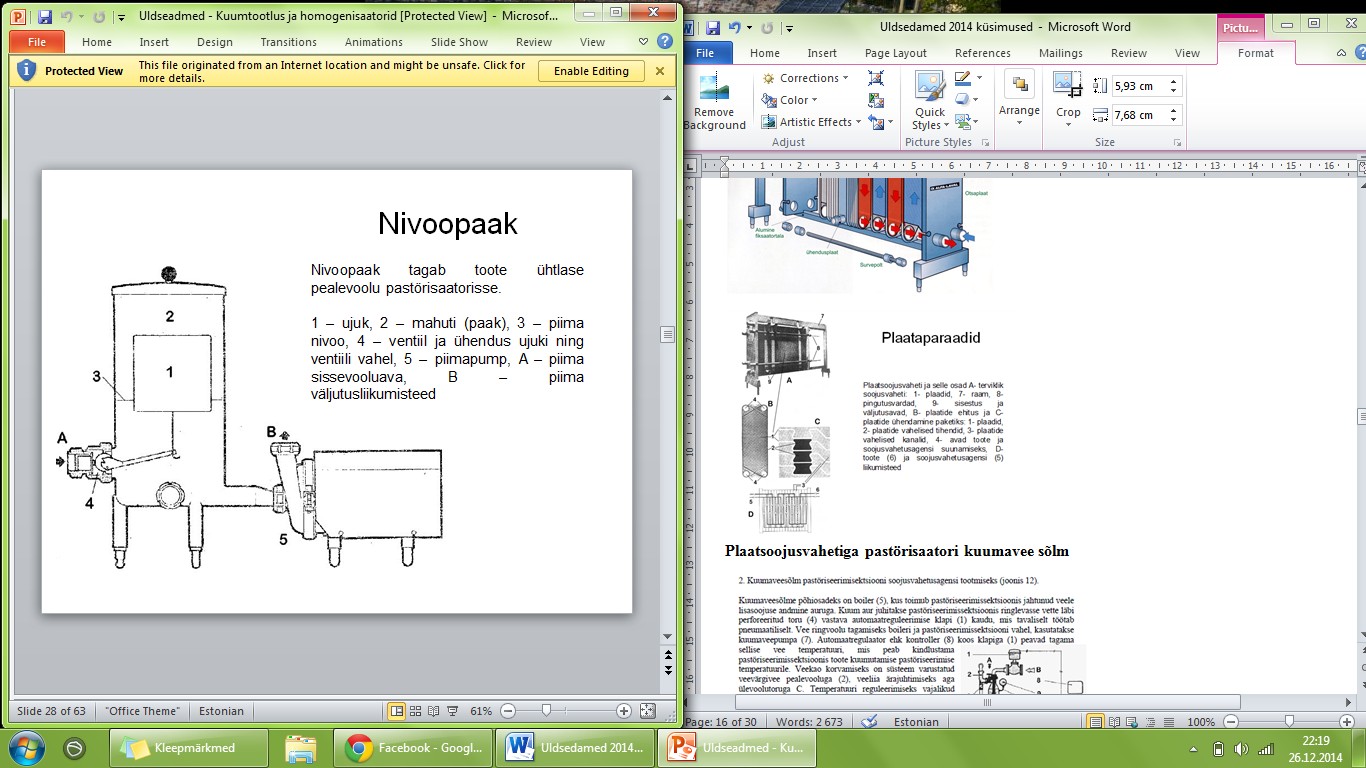
suunatakse piim automaatse ringvooluklapi kaudu tagasi ujukuga nivoopaaki.
161. Üldjuhul kasutatakse regeneratiivsetsioonis saadavat soojust ära ka piima separeerimise parandamiseks. Seepärast liidetaks
pastöriseerimisseadmetega ka kooreseparaator. Regeneratiivsektsioonis separeerimistemperatuurini soojenenud piim suunatakse siis separaatorisse ja
sealt saadav lõss edasisele pastöriseerimisele. Kui toimub piima
normaliseerimine , siis suunatakse pim pastöriseerimisse normaliseerimissektsiooni
järgselt. Koore
jääk pastöriseeritakse siis eraldi seadmega.
Samasse liini võib veel
kuuluda ka homogenisaator.
162. Kirjeldatud aparaate kasutatakse väikese ümberseadistamisega ka hapupiimajookide, kohupiima- ja
juustupiima pastöriseerimisel ja jahutamisel,
samuti lõssi pastöriseerimiseks ja
jahutamiseks pulbritööstustes.
163. Pastörisaatorite tootlikkus ulatub 10 000 kuni 100 000 l/h.
164. Joonis 16- selle komplekti kuuluv plaataparaat-soojusvaheti on 4-sektsiooniline: 2 regeneratiiv-. Pastöriseerimis- ja jääveega töötav jahutussektsioon.
Aparaadil on
kinnine kuumaveesüsteem, kus vee
kuumutamine toimub eraldi plaataparaadis auruga, ja toru tüüpi termorakk. Komplektis on veel
isepuhastuv hermeetiline
separaator koos automaatstandardiseerimissõlmega, desodoraator ja homogenisaator. Selle plaadid on võrgukujulise
mustriga, mille moodustab kalasabataoline gofreering. Need on valmistatud
roostevabast terasest AISI 316 või titaanist, paksusega 0,5-0,7 mm,
pinnaga 0,2; 0,4 või 0,6 m2. Aparaatide tootlikkus on kuni 75 000 l/h,
regeneratsiooni koefitsient kuni 97%.
165.
166.
167.
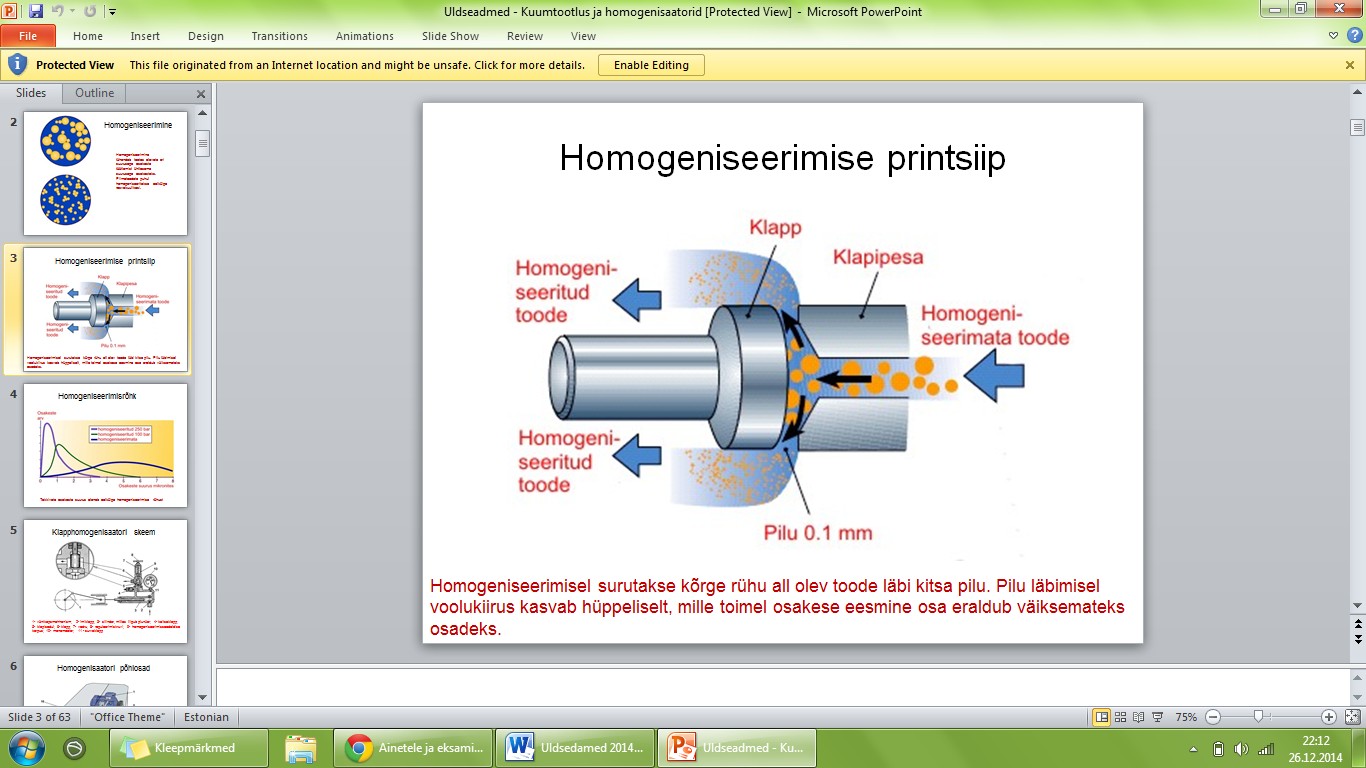
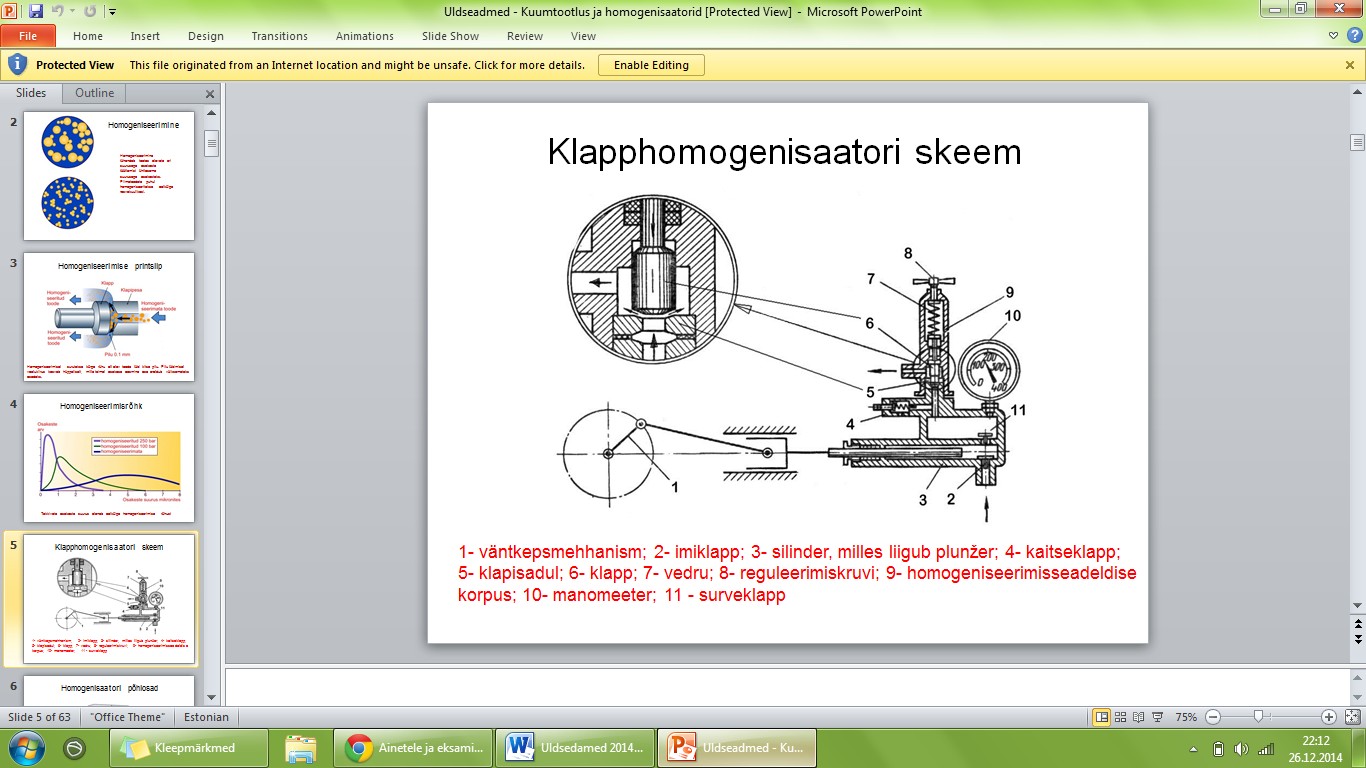
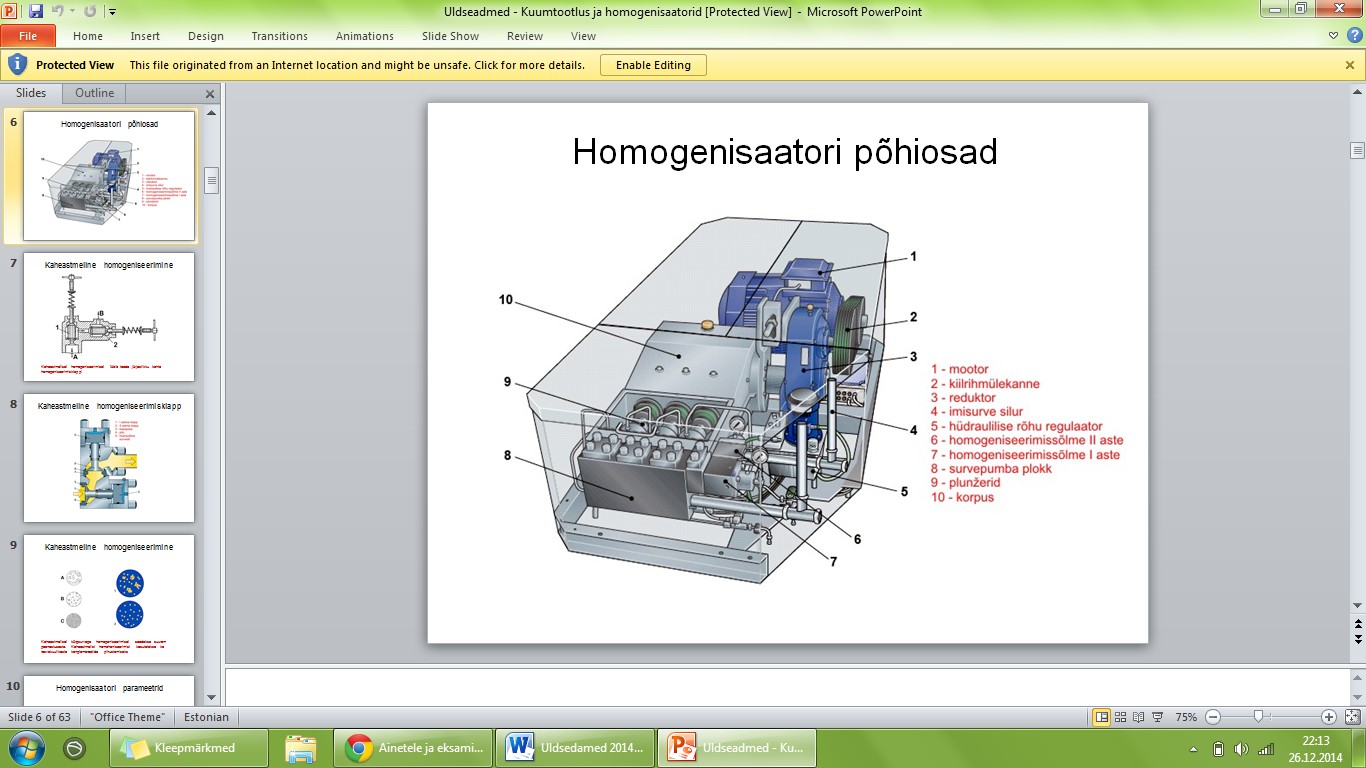
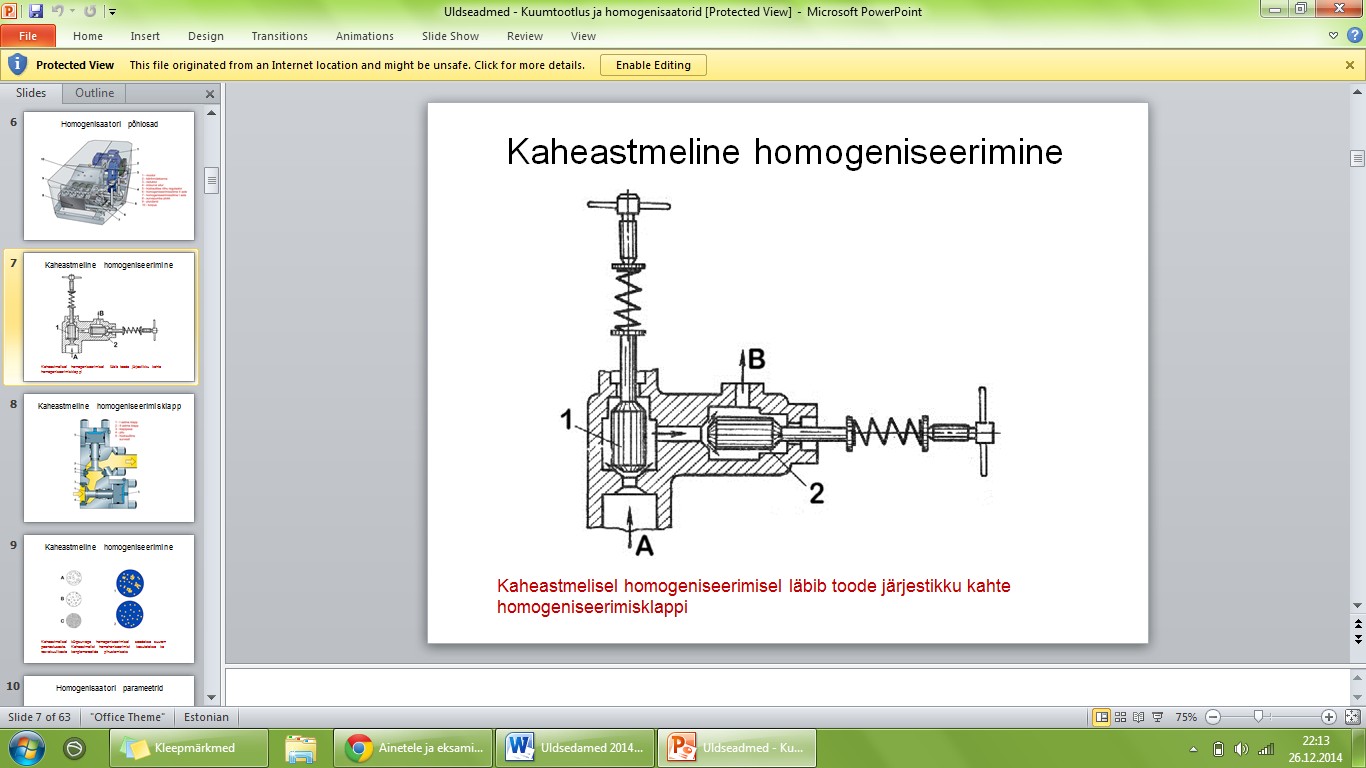
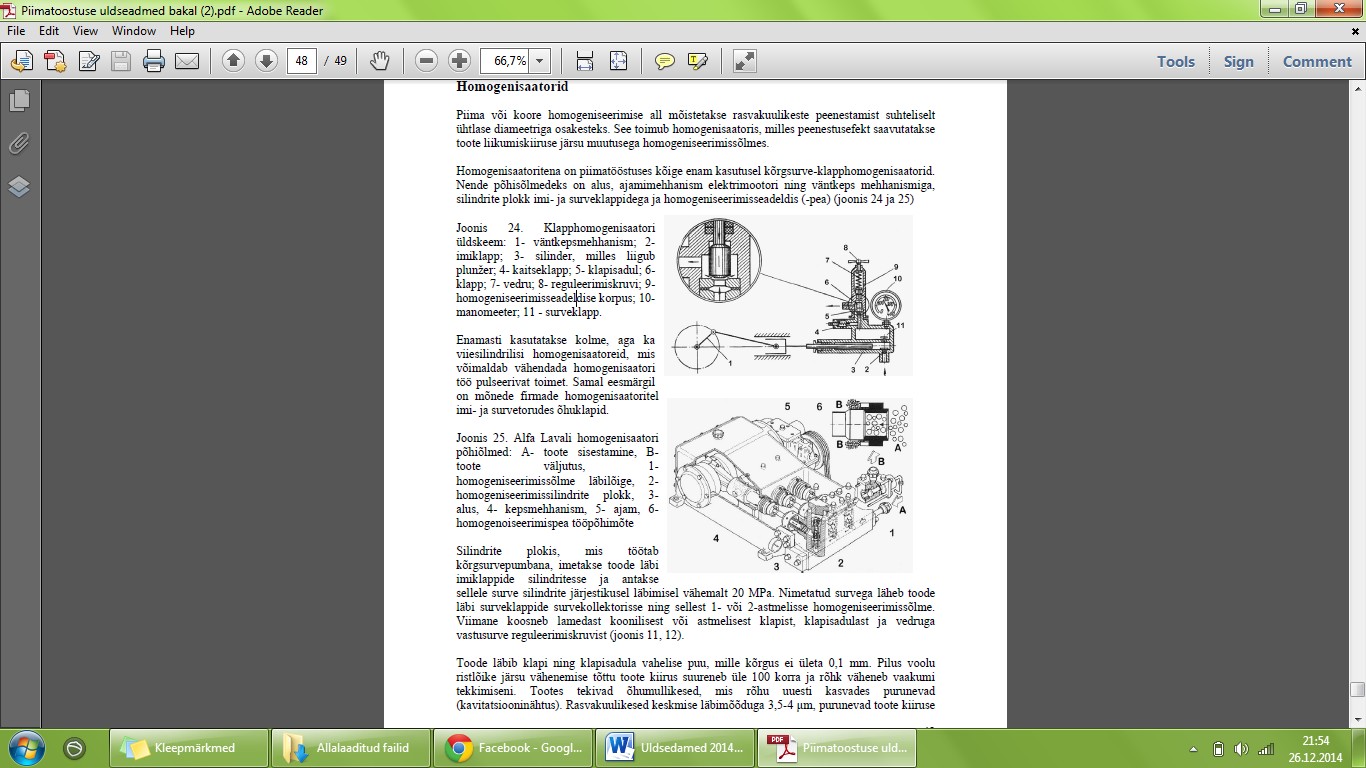
168. UHT liin Tetra Pak VTIS170.169.171.172. Klapphomogenisaatorite põhisõlmed. Ühe- ja kaheastmeline homogeniseerimissõlm16
173.174.175.176.
17
järsu suurenemise ja kavitatsiooninähtuse tekkimise tulemusena rasva
osakesteks läbimõõduga 0,7-0,8 μm. Homogeniseerimise efektiivsus sureneb
astmeliste ja võrgust kokkupressitud
klappide ning 2-
astmelise homogeniseerimise tulemusena- viimasel juhul läbib toode algul ühe ja seejärel
teise homogeniseerimissõlme.
177.
178.
179.
180.
181.
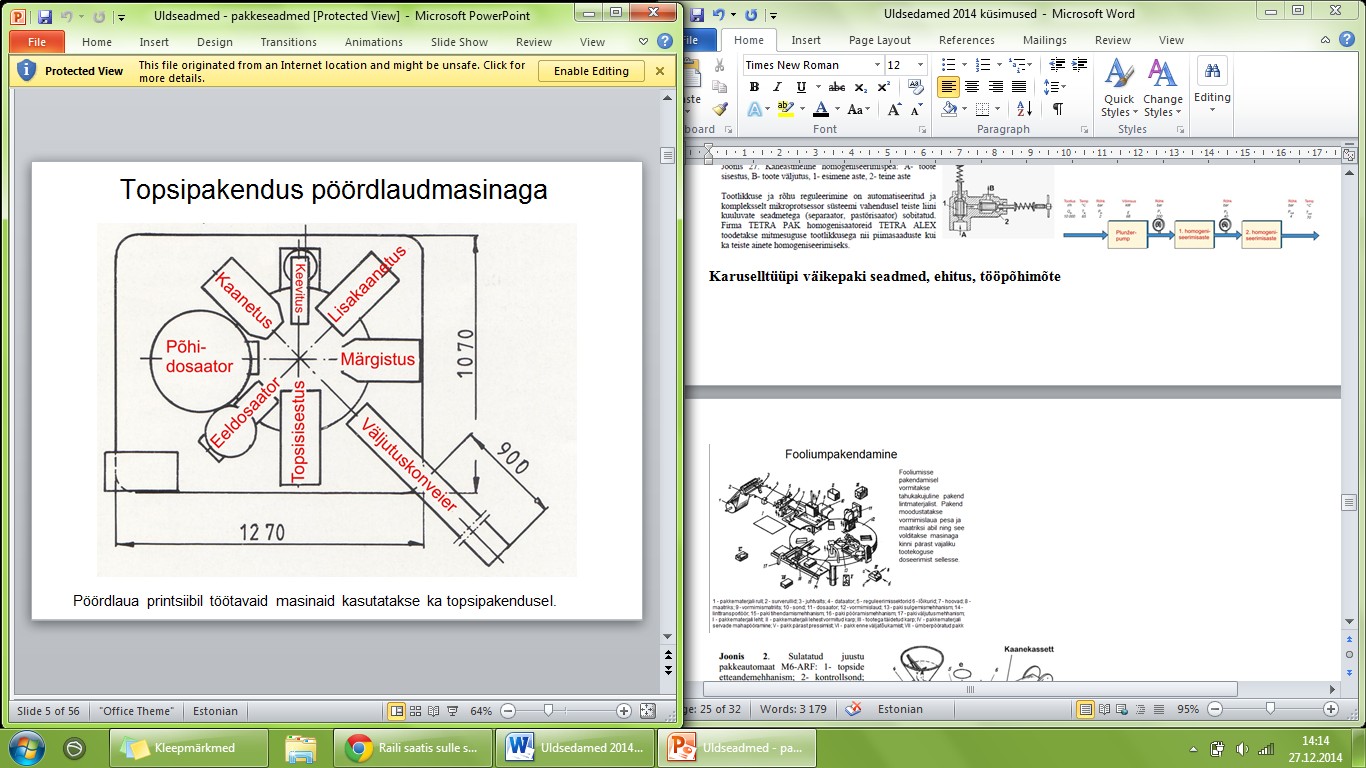
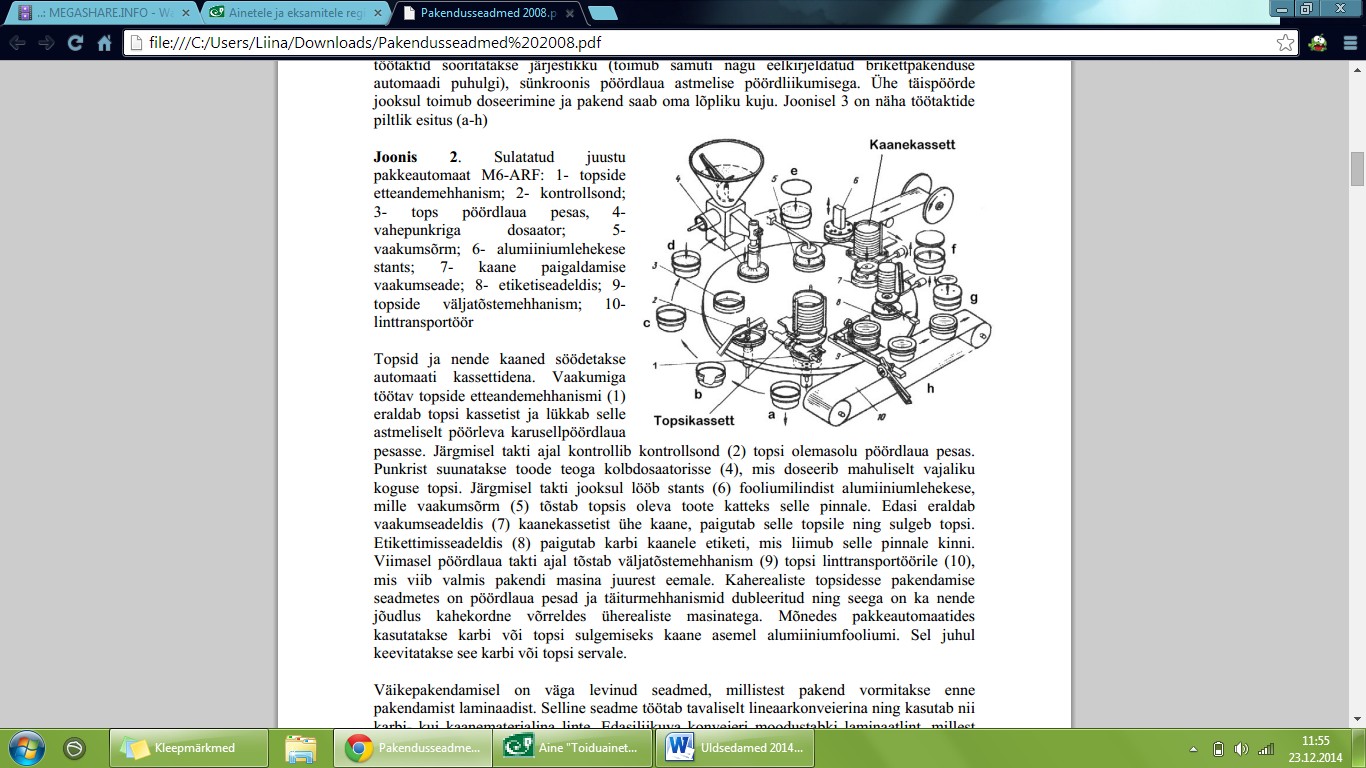
182. Karuselltüüpi väikepaki seadmed, ehitus, tööpõhimõte183.18
184.
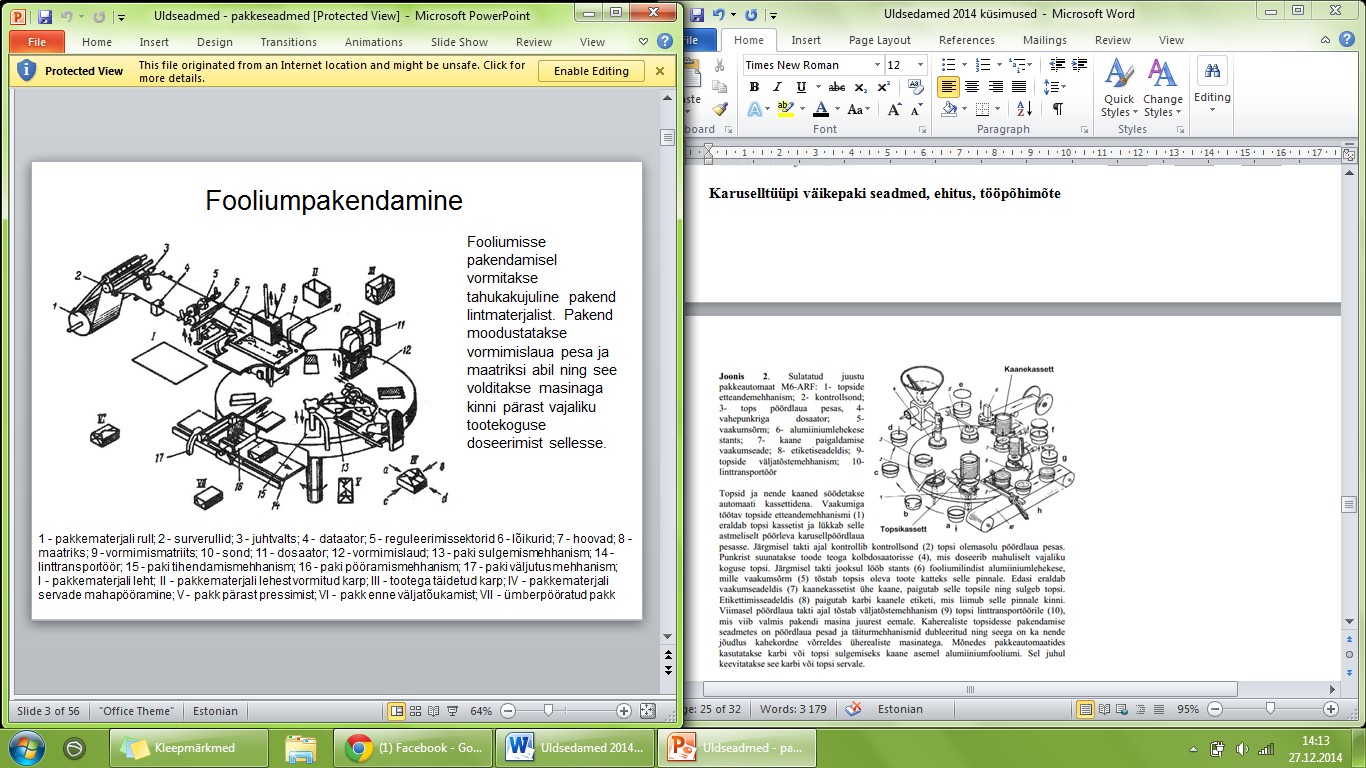
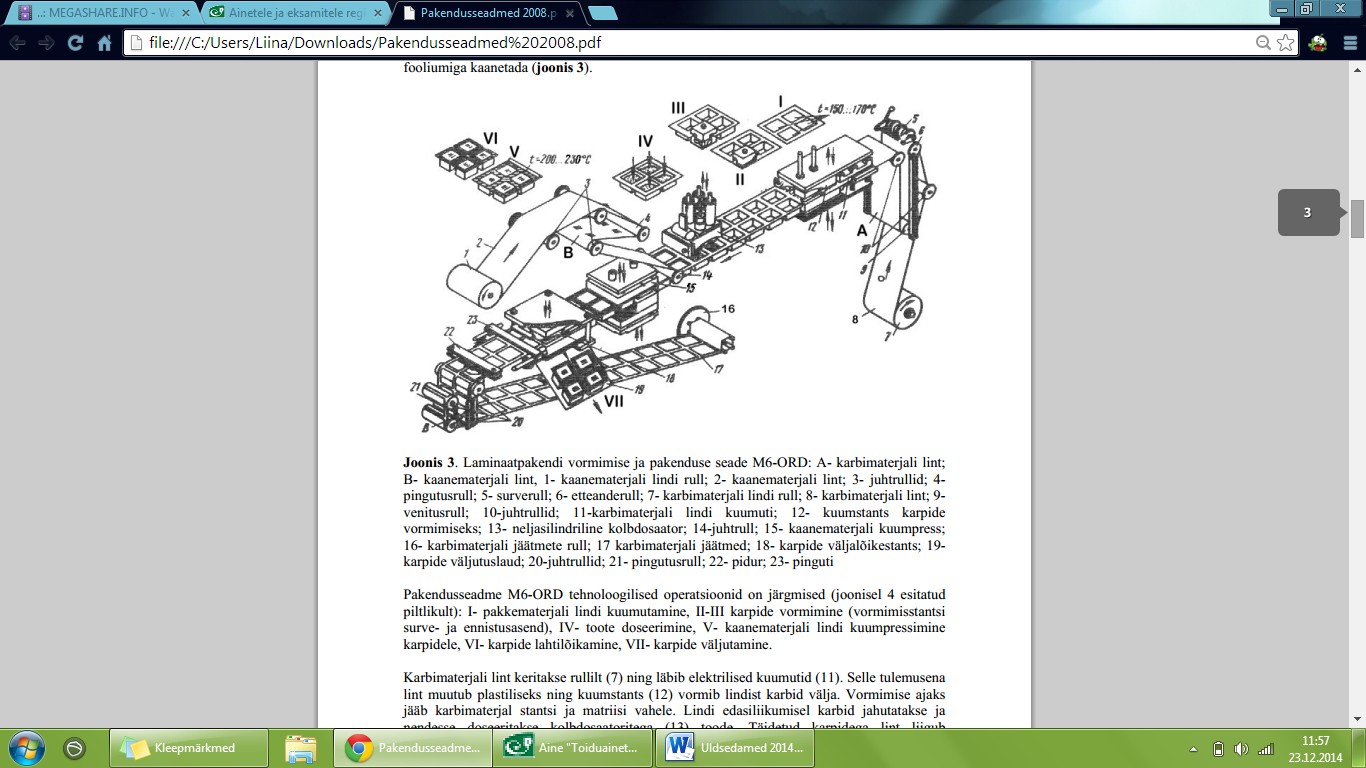
185. Laminaattopsidesse villimise seadme ehitus ja tööpõhimõte186.
(vormimisstantsi surve- ja ennistusasend), IV- toote
doseerimine , V- kaanematerjali lindi kuumpressimine
karpidele, VI-
karpide lahtilõikamine, VII- karpide
väljutamine.
188. Karbimaterjali
lint keritakse rullilt (7) ning läbib elektrilised
kuumutid (11). Selle tulemusena lint muutub plastiliseks
ning kuumstants (12) vormib lindist
karbid välja. Vormimise
ajaks jääb karbimaterjal stantsi ja matriisi vahele. Lindi
edasiliikumisel karbid jahutatakse ja nendesse doseeritakse
kolbdosaatoritega (13) toode. Täidetud karpidega lint liigub
sulgemissõlme (15), mille abil keevitatakse karbiservade
külge rullilt (1) keritav kaanematerjal (B). Edasi lõigatakse
karbid lindist lahti stantsiga (18) ja väljutatakse masinast.
Karbi - ja kaanematerjali jäätmed keritakse jäätmerullile
(16).
Stantside vahetamisega saab muuta karpide suurust ja
ühe taktiga täidetavate karpide hulka. Kui valmistatakse
karpe mahuga 250 ml, siis valmib ühe taktiga 4
pakendit .
Kui karbi mahuks on 500 ml, siis ühel
takti jooksul
täidetakse 2 pakendit. Enamik seadme sõlmi töötavad
pneumaatiliselt.Pakkimisautomaadid võidakse varustada
mitme järjestikuse dosaatoriga, mis võimaldab doseerida
samasse pakendisse mitmekihiliselt segutooteid. Samuti
võivad sellistesse komplektidesse kuuluda kaaldosaatorid
mitmesuguste pulbrite ja graanulite pakendamiseks või
lisamiseks segutoodetesse. Niisuguste pakkemasinate
dosaatorid töötavad analoogselt jäätise
topsipakendusseadmetega (vt jäätiseseadmed).
187. Pakendusseadme M6-ORD tehnoloogilised
operatsioonid on
189. Laminaatpekendusel saadakse pakendikarp kuumutatud
järgmised (joonisel 4 esitatud piltlikult): I- pakkematerjali
laminaatlindi pressimisega vastava maatriksi poolt pakendi
lindi kuumutamine, II-III karpide vormimine
vormi. Tekkinud pakend jääb laminaatlindiga seotuks, mis
19
toimib ühtlasi transportöörina. Pakend lõigatakse lindist
hõlpsasti isoleetitavaks.
Sedame tööorganid paiknevad
lahti alles pärast doserrimist ja kaanetamist kaanetuslindi
järjestikku vastavalt operatsioonide toimumise järjestusele
kuumkeevituse selle külge.
ühel tasemel. Jõudluse
suurendamiseks saab kasutada mitut
paralleelselt toimivat tööorganit. Seadmes täidab pakendit
190. Laminaatpekendusseadmed on lineaarse ehitusega, mis teeb
edasiviiva konveieri ülesannet laminaatlint, millest
pakendid nende konstruktsiooni kompaktseks ja keskkonnast
vormitakse.
191.
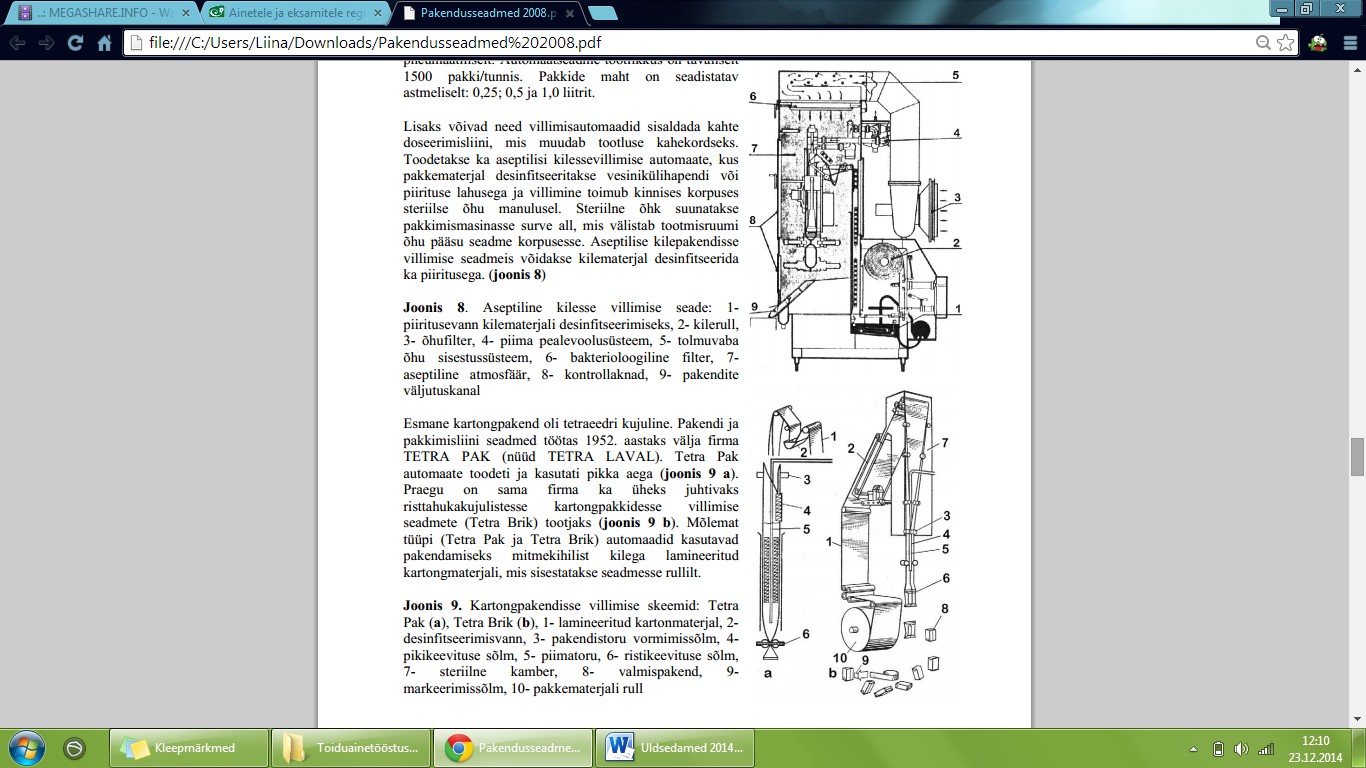
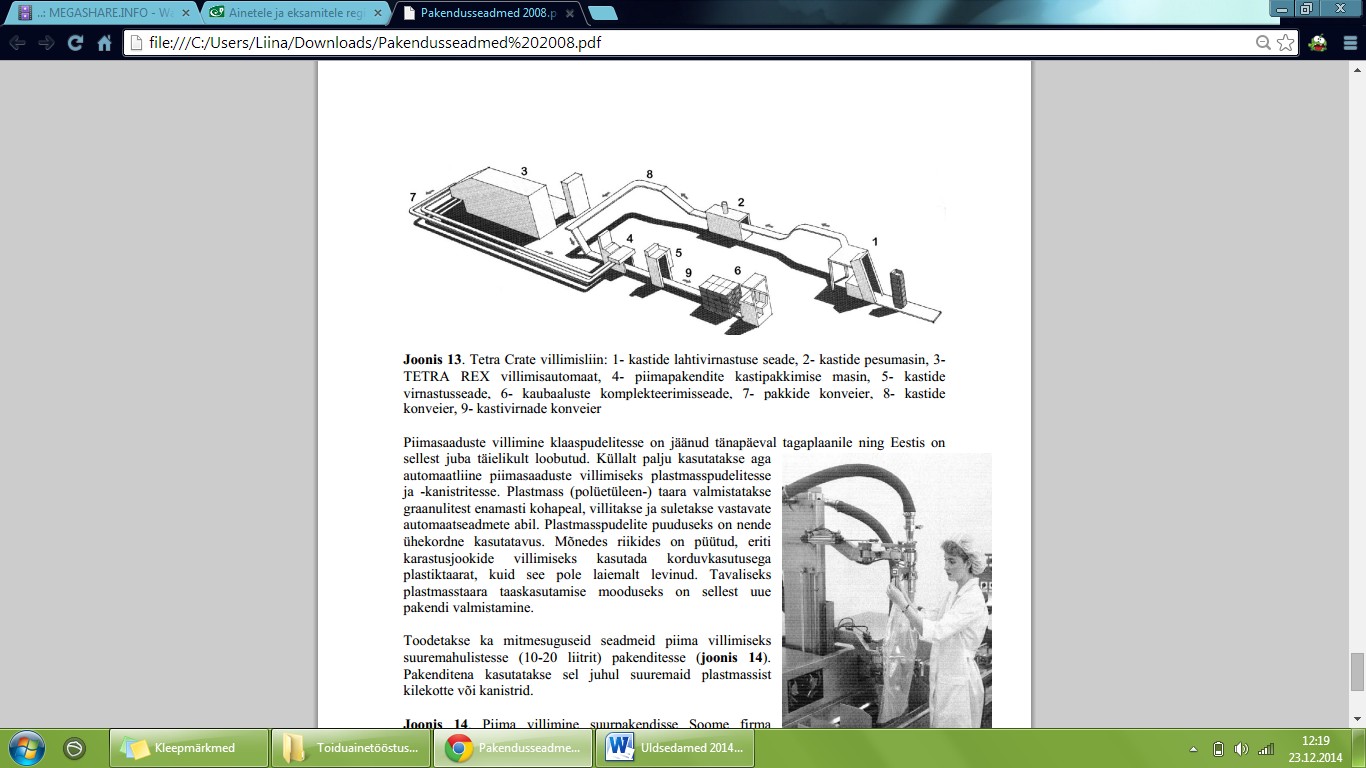
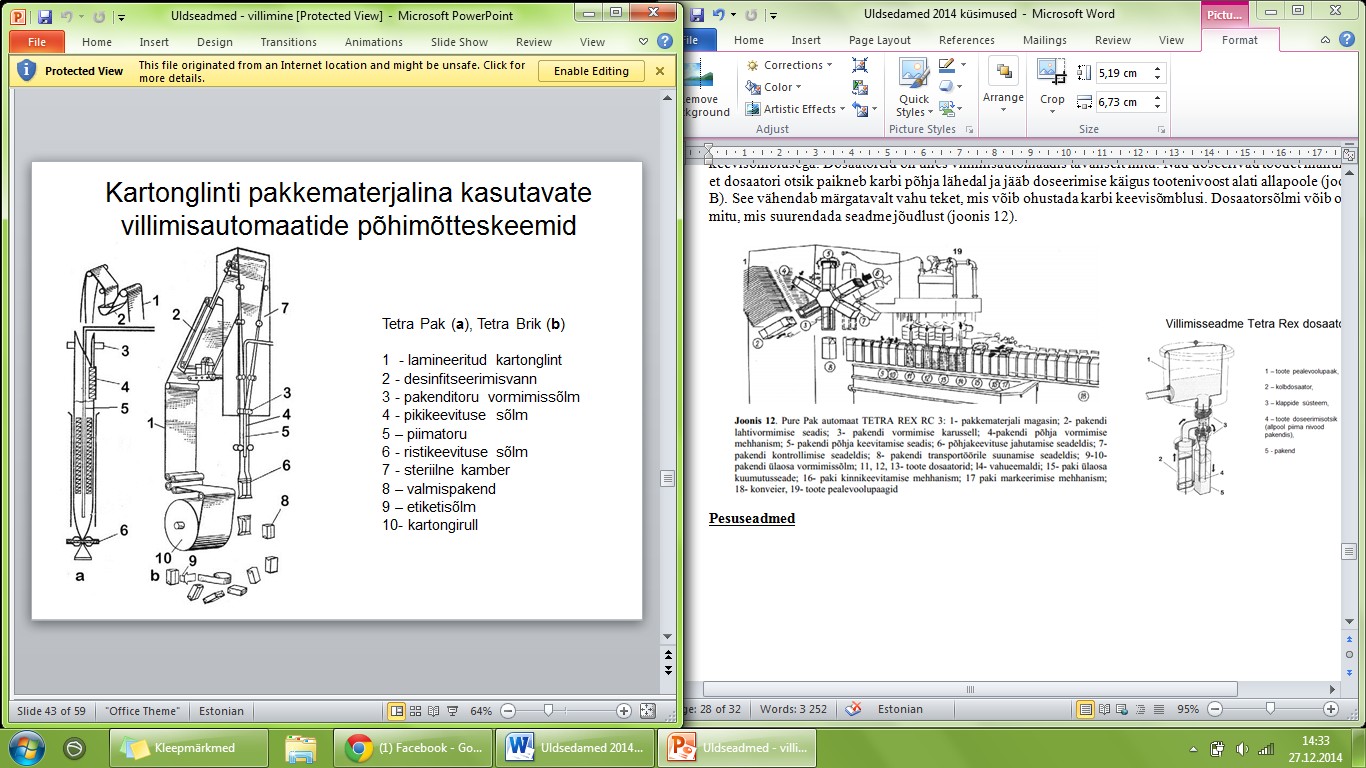
192. Tetra Pak villimise seadmed, ehitus, tööpõhimõte193.
Mõlemat tüüpi seadmeis vormitakse kartongmaterjalist (1)
vastava vormija (3) ja pikikeevitusega pakendi toru, kuhu
doseeritakse vedel toode. Pakendusmaterjal läbib enne
vormimist desinfitseerimislahuse vanni (2). Ristikeevituse (6)
abil moodustatakse vajaliku suurusega pakendid. Tetra Pak
seadmetes on ristikeevituse sõlmi kaks (joonisel ei ole teist
näidatud), mis töötavad
vaheldumisi kahes eri suunas. Sellega
moodustub ka pakendi tetraeedriline kuju. Tetra Brik seadmeis
antakse pakendile (8) risttahuka (tellise) kuju materjali pideva
liikumise käigus. Toodetavad automaadid on erineva
tootlikkusega. Neis on võimalik saadava pakendi suurust
kõrguse muutmisega reguleerida.
194.
195.
20
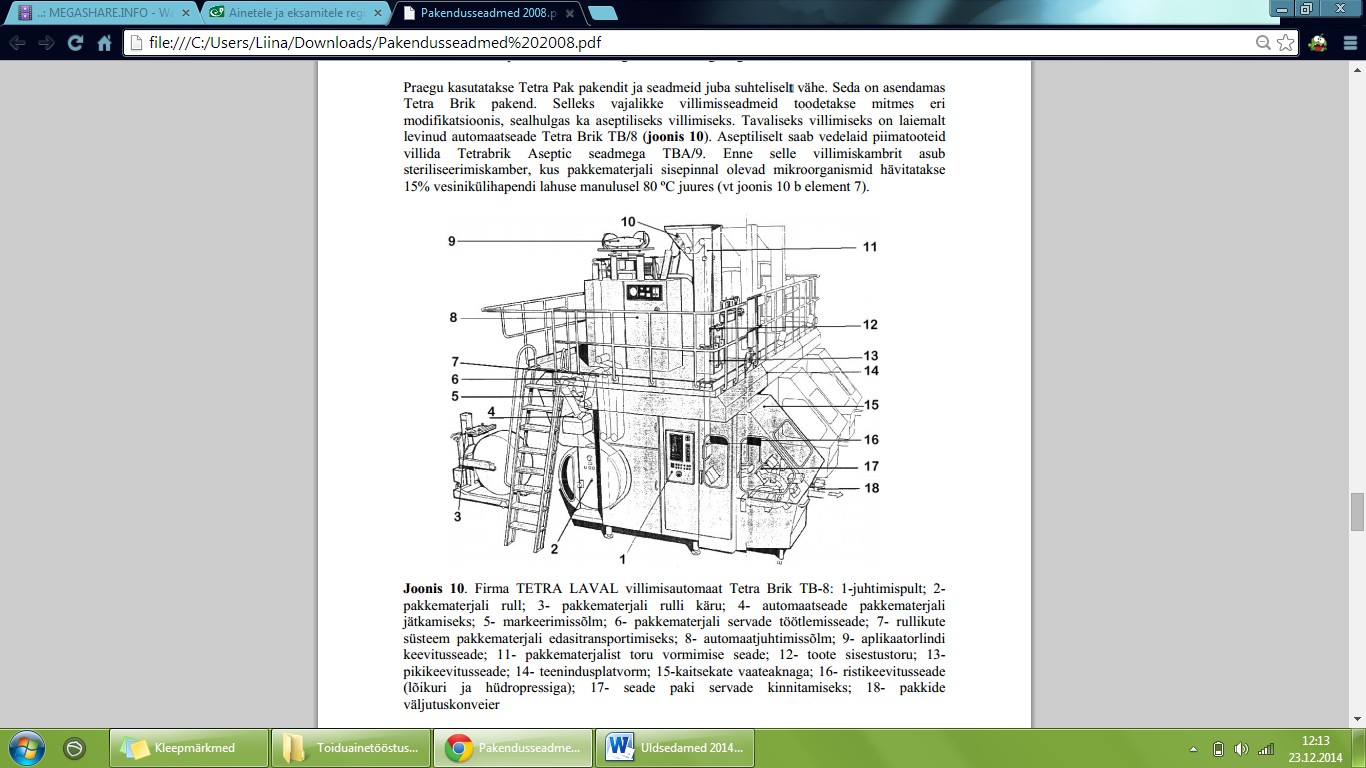
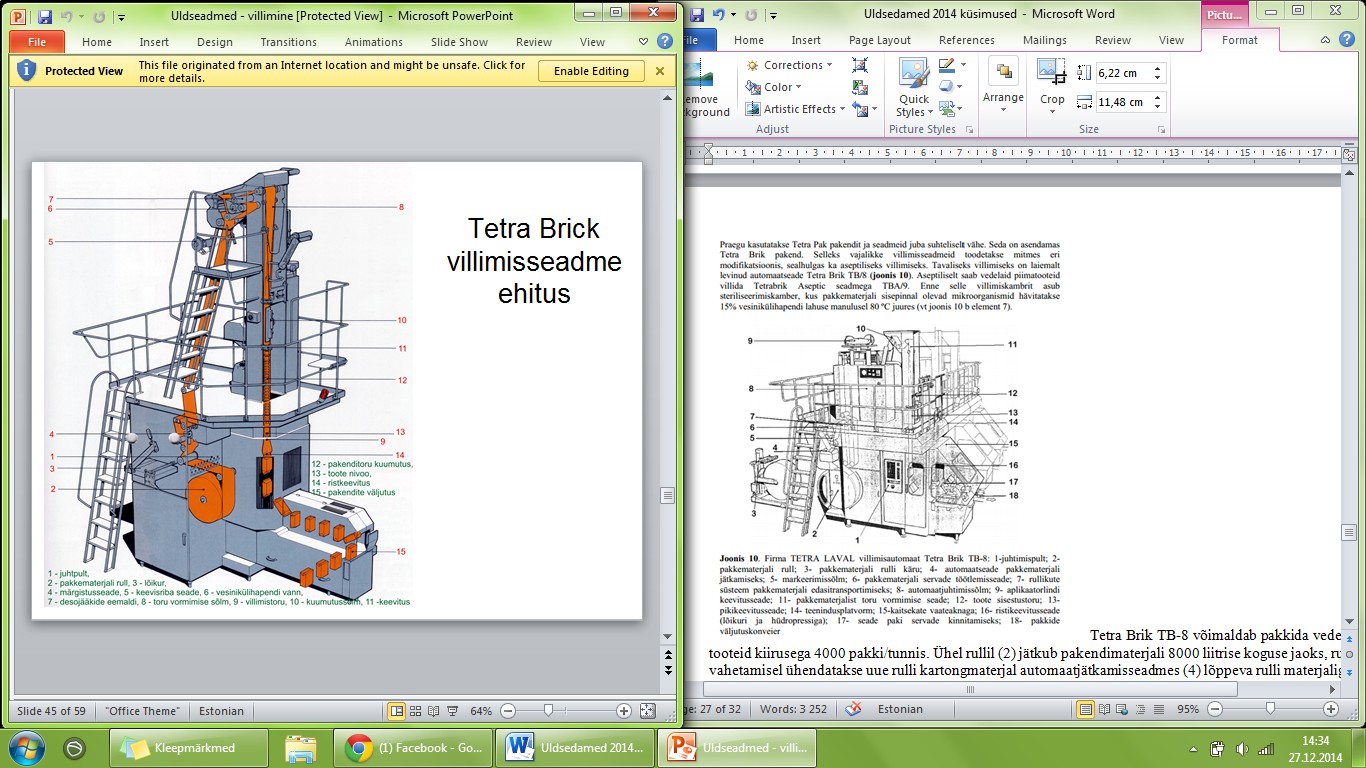
196. Tetra Brik TB-8 võimaldab pakkida vedelaid tooteid kiirusega 4000
pakki /tunnis. Ühel rullil (2) jätkub pakendimaterjali
8000 liitrise koguse jaoks,
rullide vahetamisel ühendatakse uue rulli kartongmaterjal automaatjätkamisseadmes (4) lõppeva rulli
materjaliga . Pakkematerjali lint läbib
markeerimissõlme ja transporditakse läbi masina rullikute süsteemiga (7).
197. Aplikaatorlindi keevitusseade (9) keevitab pakkematerjali
servade tugevdamiseks kilelindi. Edasi liigub pakkematerjali lint vertikaalselt alla ning
vormitakse vormimisseadme (11) ja pikikeevitusseadme (13) abil pakenditoruks. Toote sisestustoru kaudu doseeritakse vormitud pakenditorusse
villitav
produkt . Seejärel suletakse pakend ristikeevitusega ja lõigatakse pakk pakenditorust lahti seadmega (16). Pakendi servad kinnitatakse seadmes
(17) ning edasi viib väljutuskonveier (18) valmispakendid plastmass- või kartongkasti, mis virnastatakse ja suunatakse lattu. Sama firma automaadid
steriliseeritud piima villimiseks erinevad selle poolest, et enne pakenditoru vormimist steriliseeritakse pakkematerjali lint vesinikülihapendi vannis ja
villimine toimub steriilses atmosfääris.
198.
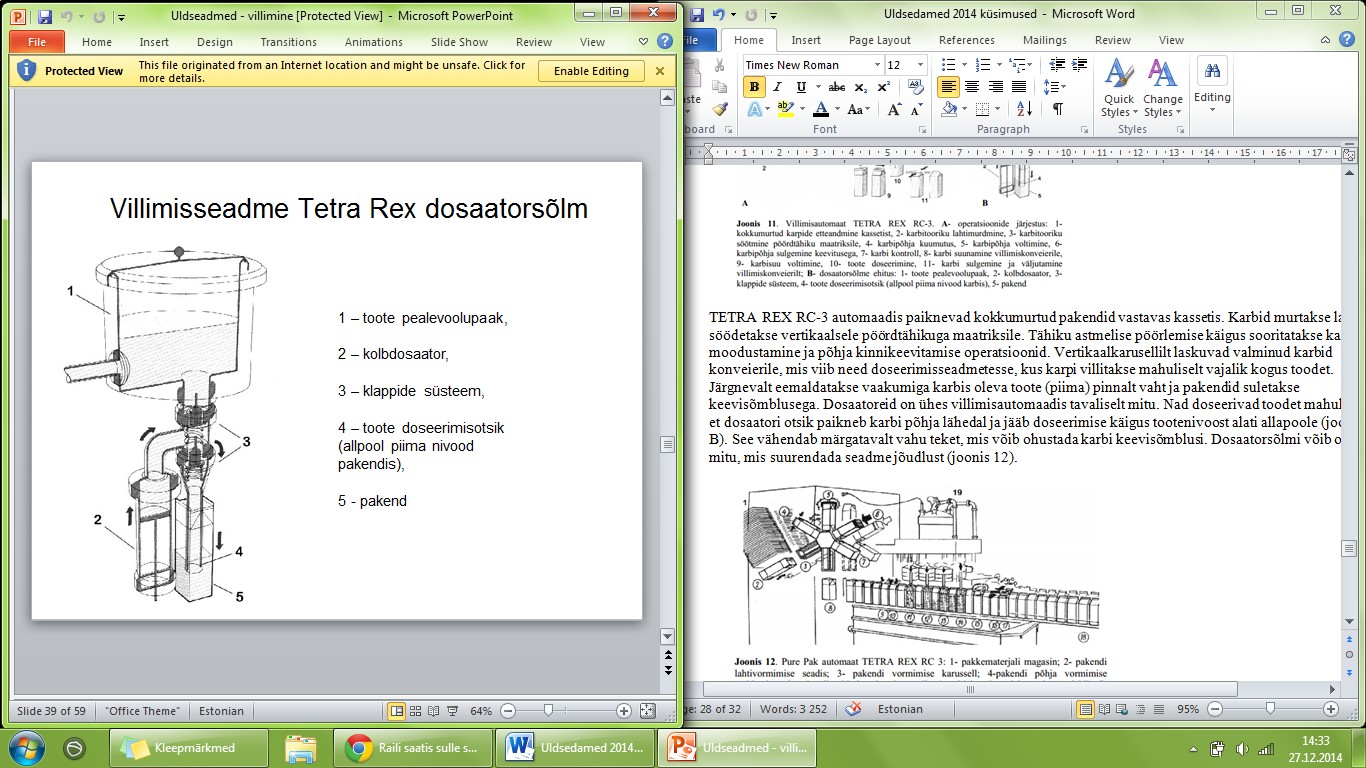
199.200. Pure Pak, Elopak villimise seadmed, ehitus, tööpõhimõte201.
202. TETRA REX RC-3 automaadis paiknevad kokkumurtud
pakendid vastavas kassetis. Karbid murtakse lahti ja söödetakse
vertikaalsele pöördtähikuga maatriksile. Tähiku astmelise
pöörlemise käigus sooritatakse karbi moodustamine ja põhja
kinnikeevitamise operatsioonid. Vertikaalkarusellilt laskuvad
valminud karbid konveierile, mis viib need
doseerimisseadmetesse, kus
karpi villitakse mahuliselt vajalik
kogus toodet. Järgnevalt eemaldatakse vaakumiga karbis oleva
toote (piima) pinnalt
vaht ja pakendid suletakse
keevisõmblusega. Dosaatoreid on ühes villimisautomaadis
tavaliselt mitu. Nad doseerivad toodet mahuliselt nii, et
dosaatori otsik paikneb karbi põhja lähedal ja jääb doseerimise
käigus tootenivoost alati allapoole (joonis 9 B). See vähendab
märgatavalt vahu teket, mis võib
ohustada karbi keevisõmblusi.
Dosaatorsõlmi võib olla mitu, mis suurendada seadme jõudlust
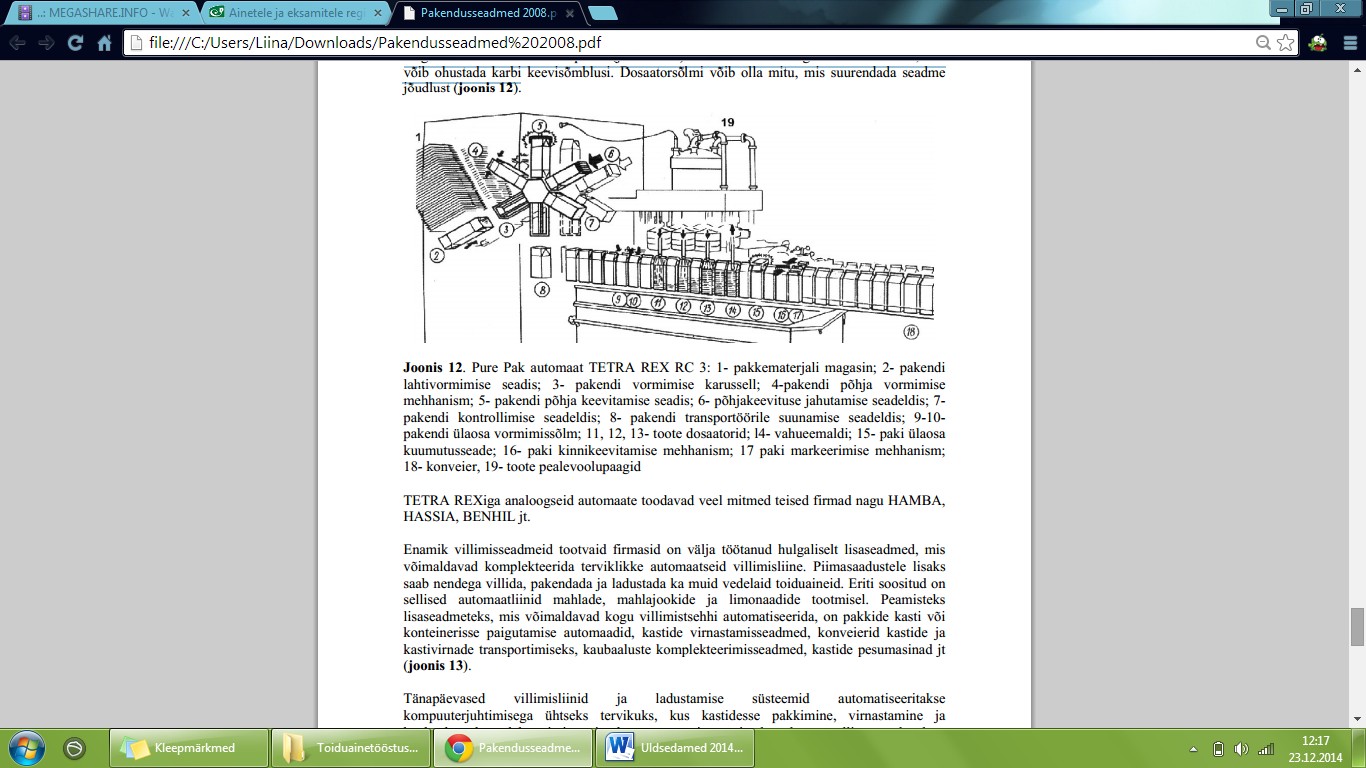
(joonis 12).
203.
204.
21
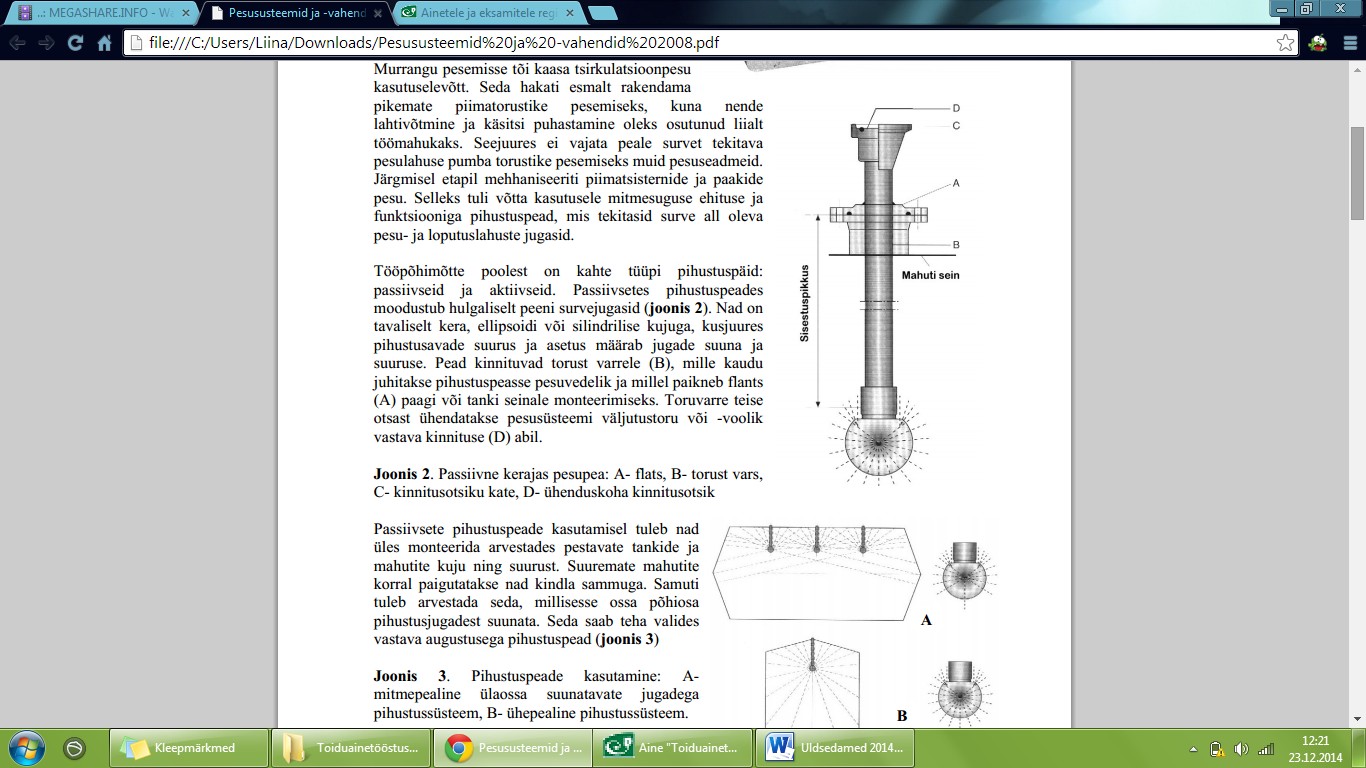
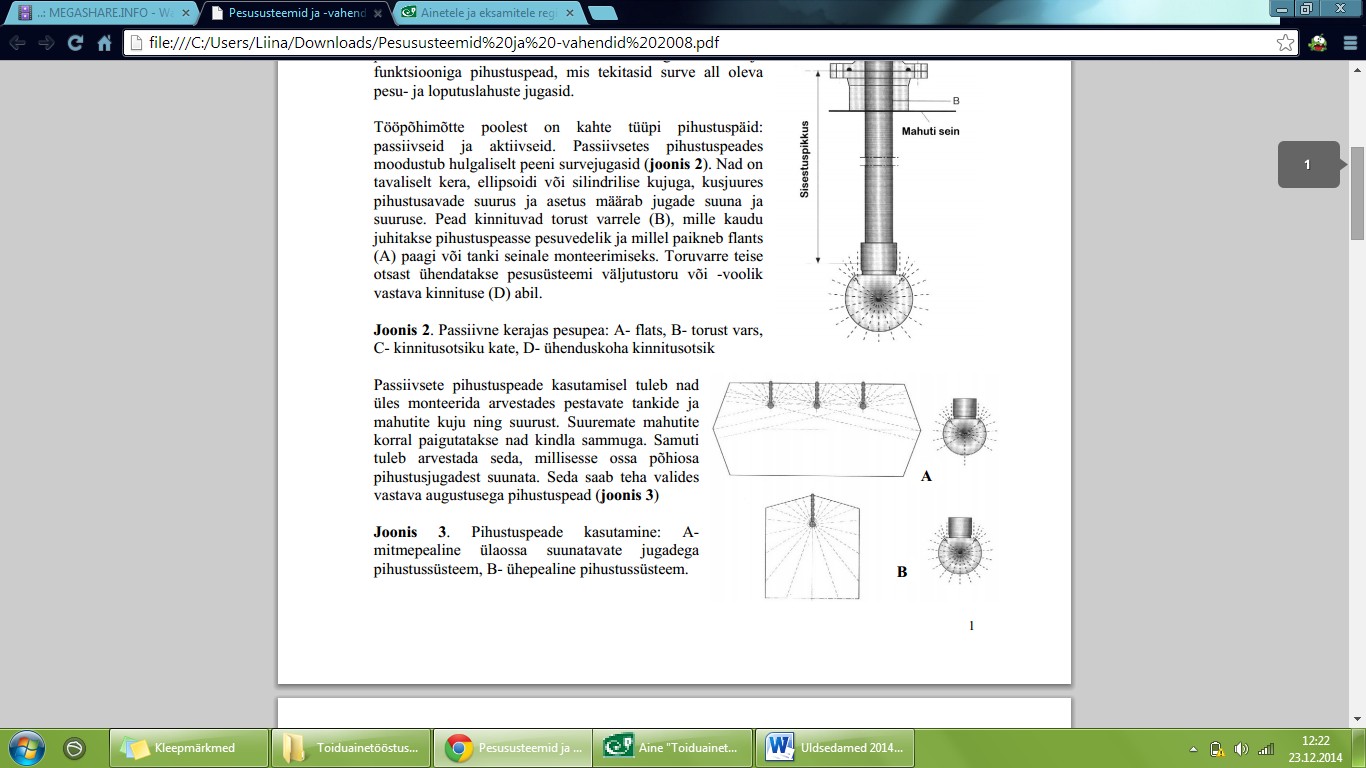
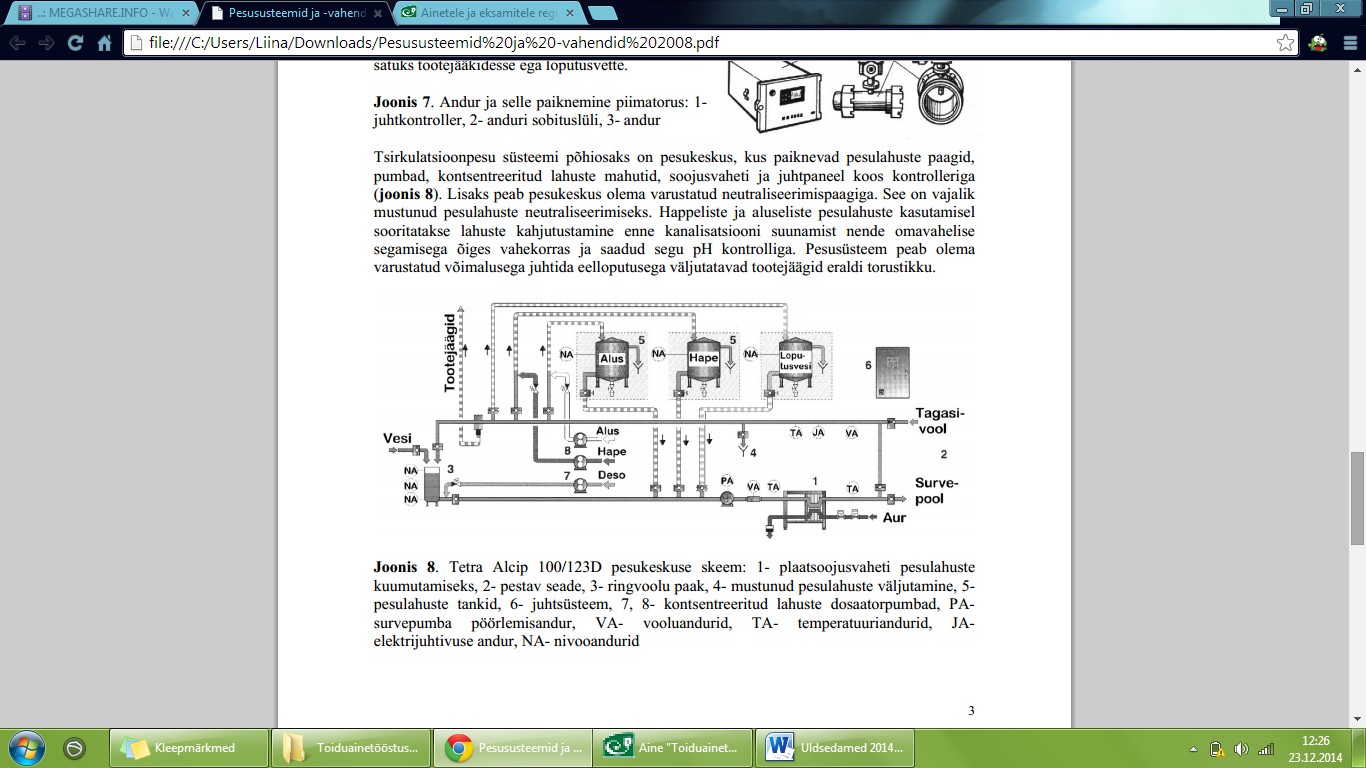
205.206. Pesuseadmed 207.
209.
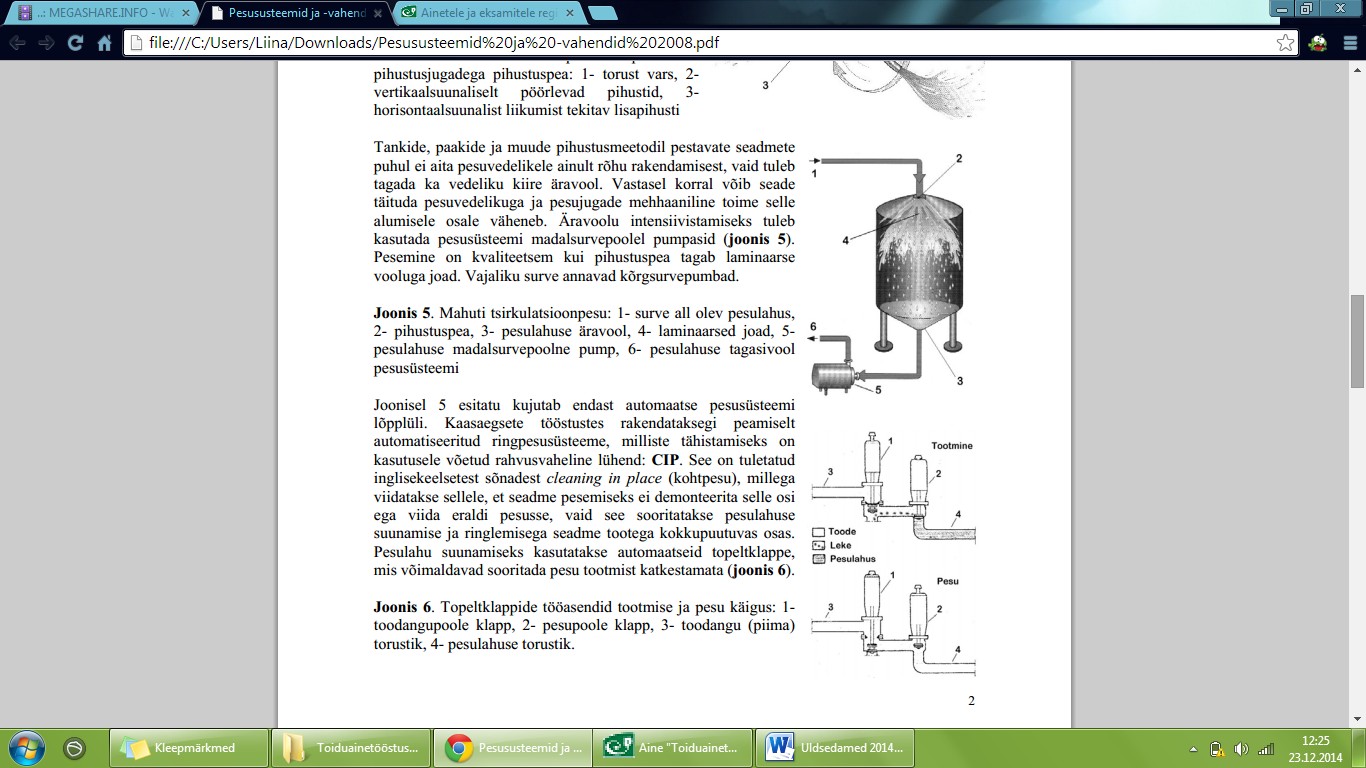
210.
Teine (tagumine)
klapp (2) sulgeb pesulahuse pääsu
toodangupoolel olevasse klappi (1). Lisaks moodustub kahe
klapi vahele nn lekkekanal, mille kaudu pesulahuse võimalik
leke ohutult väljutatakse. Pesu ajaks aga on mõlemad klapid
avatud ning
pesulahus pääseb torustikust (4) takistuseta
208.
toodangutorustikku (3).
211.
22
212.
213.
214.
215. Ühe Tetra Alcip pesukeskusega võib olla ühendatud kuni 15 erinevat pesuringi. Kogu protsess on täielikult
automatiseeritud ning seda juhivad
kontrollerisse salvestatud
programmid . Neid
programme saab kohaldada vastavalt vajadusele. Korraga suudab üks kontroller käsitleda 14 erinevat
pesuprogrammi. Erinevad programmid on vajalikud selleks, et sõltuvalt pestavast seadmest, oleks võimalik muuta pesuvee survet, temperatuuri,
pesemisega jm parameetreid.
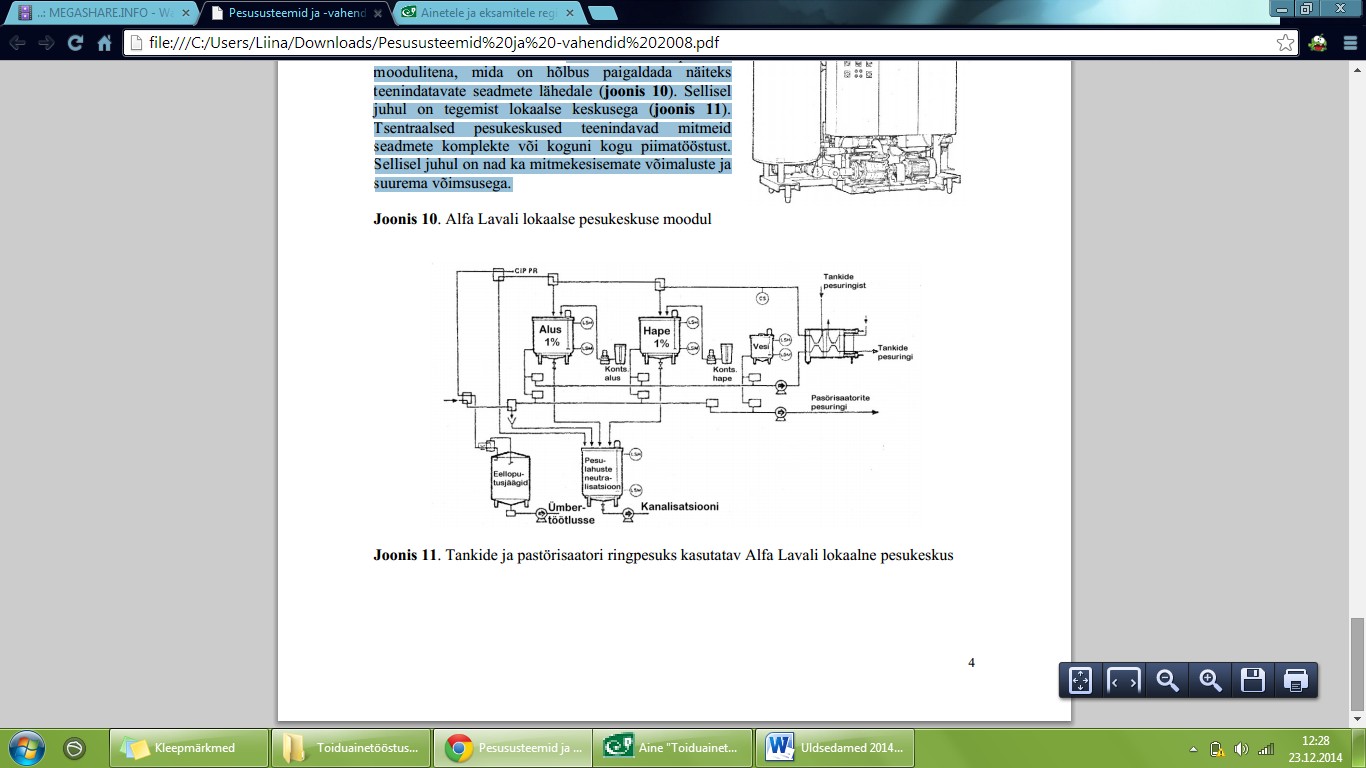
216. Pesukeskused on tavaliselt valmistatud kompaktsete moodulitena, mida on hõlbus paigaldada näiteks teenindatavate seadmete lähedale (joonis 10).
Sellisel juhul on tegemist lokaalse keskusega (joonis 11). Tsentraalsed pesukeskused teenindavad mitmeid seadmete komplekte või koguni kogu
piimatööstust. Sellisel juhul on nad ka mitmekesisemate võimaluste ja suurema võimsusega.
217.
23
218.
219.
220.
221.












































Kõik kommentaarid