27.Metallurgia Metallurgia on metallide ja metallisulamite ning nendest pooltoodete tootmise tööstusharu. Eristatakse: · rauametallurigat e. ferrometallurgiat, mis hõlmab raua ja rauasulamite (teras, malm) tootmist; · mitterauametallurgiat e. värvilismetallide metallurgiat, mis hõlmab mitterauametallide (Cu, Al, Mg, Ti jt.) toomist. Pürometallurgia metallide ja sulamite tootmine kõrgetel temperatuuridel, mis tekib kütuse põlemisel 29. Valamine liivvormi või teiste keemiliste reaktsioonide toimel. Liivvormvalu puhul valand vormitakse Hüdrometallurgia metallide saamine nende liivvormis, mille siseõõnsus soolade vesilahustest; kasutatakse paljude kopeerib valandi kuju. mitterauametallide tootmisel. Liivvorm koosneb ülemisest ja · Elektrometallurgia metallide ja sulamite saamine alumisest vormipoolest, mis valmistatakse elektriene
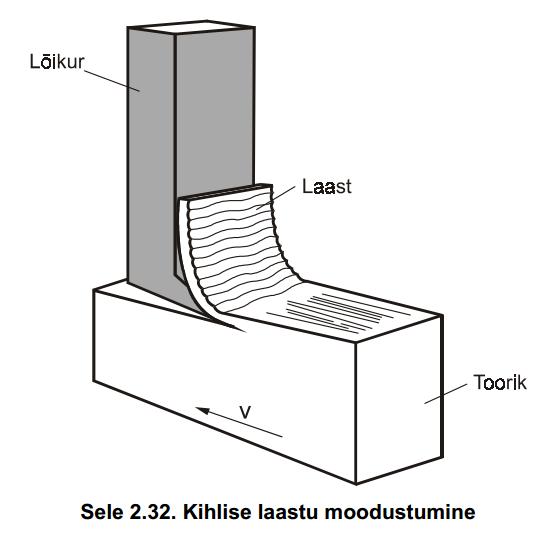
Metallide lõiketöötlus seisneb eelnevalt töötlemisviisidel saadud toorikult laastu eraldamises vajaliku kuju, mõõtmete ja pinnakvaliteedi saamiseks. Kuna suurema osa masinaosi saab oma lõpliku kuju ja täpsed mõõtmed tooriku lõiketöötlemisel, siis moodustab selle töömaht 45...60% nende valmistamise töömahust. Mehaaniline lõikamine haarab kolme erinevat materjali osadeks lahutamise tehnoloogiaprotsessi. 1) Nugalõikamine- kus jõu F mõjul materjali tungiv nuga tekitab enda ees surutud ala. Noaga lõikamist kasutatakse materjali tükeldamisel. 2) Käärlõikamine- kus jõu F mõjul tekitavad töödeldavasse materjali surutavad käärid lõikeservi ühendavas pinnas materjali purunemist põhjustavaid nihkepingeid, mille tagajärjel materjal lahutatakse osadeks. 3) Teriklõikamisel laastueraldusega ehk teriklõiketöötlemisel eraldab terik jõu F toimel töödeldava materjali pinnakihi laastuna. Ortogonaallõikamine kirjeldab protsessi kahe aktiivjõu aüsteemis- normaa
1. Aatomi ehituse skeem suhtena. Kõvaduse määramine Rockwelli meetodil Kõvadus Rockwelli meetodil määratakse sissesurumise jälje sügavuse järgi: teraskuul läbimõõduga 1,6 mm ja jõud 980 N (100 kgf) – skaala B; teemantkoonus tipunurgaga 120° ja jõuga 580 N (60 kgf) või kõvasulamkoonus jõuga 1470 N (150 kgf). Kõvadust iseloomustab kuuli või koonuse
Contents 1.Plastse deformeerimise füüsikalised alused .............................................................................................. 2 2. Mahtvormimisprotsessid. ......................................................................................................................... 2 3.Kuumvormstantsimine ............................................................................................................................... 2 4. Külmvormpressimine ja külmjamendamine. ............................................................................................ 2 5. Lehtvormimisprotsessid. ........................................................................................................................... 3 6. Lehtstantsimisel ........................................................................................................................................ 3 7. Lõikamise põhiprotsessid ...............................................................
1) Valamine Valutehnoloogia olemus seisneb valandite tootmises sulametalli valamise teel valuvormi. Vormi materjali ja konstruktsiooni järgi liigitatakse valumeetodid: 1. Ainuskasutusega vormidesse: Liivvormvalu; Koorikvalu; Täppisvalu 2. Püsivormidesse: Kokillvalu; Survevalu; 1) Metallurgia Tsentrifugaalvalu On metallide ja metallisulamite ning nendest 2) Liivvormvalu poltoode tootmise tööstusharu. Liivvormvalu puhul valand vormitakse liivvormis, mille siseõõnsus kopeerib valandi kuju. Eristatakse: Liivvormide ja kärnide valmistamisel kasutatakse 1. Rauametallurgia (ferrometallurgia), mis hõlmab vormimaterjale- vormiliiva ja sideained raua ja raua sulamite tootmist (teras, malm) (vormisaavi, vesiklass, polümeervaigud) 2. Mitterauametallurgia- värvilismeta
1.Lõikamise mõisted Lõikamiseks nim. töödeldava materjali või mingi keha tükeldamist, sellelt mingi osa või kihi eraldamist materjali sisselõike tegemisel. Topoloogiliste tunnuste järgi on lõikamine sidemeid katkestav protsess (topoloogia on matemaatika osa, mis käsitleb geomeetriliste kehade üldisi omadusi). Küberneetiliste tunnuste järgi on lõikamine juhitav protsess 2.Kuidas jaotatakse lõikamise energia või protsesside järgi? 1) mehaaniliseks - lôikamisel rakendatakse mehaanilist energiat, lôikamine toimub mehaanilise deformeerimise tulemusena; 2) termiliseks - lôikamisel kasutatakse soojuslikke protsesse; 3) keemiliseks - lôikamisel kasutatakse keemilisi protsesse. Vôimalik on ka erinevate energialiikide ja keemiliste protsesside kooskasutamine. 3.Kuidas jaguneb mehaaniline lõikamine? 1) lôikamisel kasutatava mehaanilise energia (ala)liigi, 2) tööriista iseloomustavate parameetrite järgi. 3) protsessi kinemaatika järgi. 4.Mehaanilise lõikamise pea
Lõiketõõtluse KT. NR. 2 1. Instrumendi kulumine Kulumine mehaanilisel kulumisel o Peamine nähtus lõikeprotsessis, põhjustab lõikevõime vähendamist. o Kantakse lõikeriista tööpindadelt ära materjali osakesi. o Suurenevad lõikejõud, temperatuur o Halvenevad pinnasiledus ning teriku vastupanu lõikejõududele. Instrumendi eluiga o Instrumendi eluiga on funktsioon lõikekiirusest Vc ja ettenihkest fn. o Mida suuremad lõiketöötlus režiimid seda väiksem on instrumendi eluiga o Instrumendi elueaks loetakse maksimaalsetel lubatud režiimidel 15 min tööaega. Kulumise liigid o Abrasiivne kulumine – Tekib kahe pinna omavahelisel hõõrdumisel, kõvad osakesed (karbiidid) kriimustavad pinda ning kannavad osakesi minema. o Difusioonkulumine – Keemiline protsess kõrgel temperatuuril ja rõhul, mille käigus toimub ainete iseeneslik segunemine. Selli
Ülekanded Ülekanne (masinaehituses) on seade mis võimaldab mehaanilist energiat üle kanda vahemaa taha ning muuta seejuures ülekantavat jõudu või kiirust. Töömasinate käitamiseks on tarvis energiat. Seda toodavad jõumasinad (erinevad mootorid). Tavaliselt kantakse energia töömasinale üle pöörleva liikumisena (pöörleva võlliga). Kuna töömasina ühendamine otse jõumasina külge pole alati võimalik, siis võetaksegi kasutusele erinevad ülekanded. Ülekannete kasutamine on vajalik järgmistel juhtudel: · jõumasina ja töömasina kiiruste erinemisel. · vajadus muuta töömasina kiirust samal ajal kui jõumasina kiirus on konstantne (muutumatu). · vajadus muuta jõumasina pöörlev liikumine töömasina tööorgani sirgjooneliseks või mõneks muuks liikumiseks. · kui ohutuse, mugava hooldamise või mõnel muul kaalutlusel pole võimalik jõumasina ja töömasina võlle vahetult ühendada. Enamkasut



















Kõik kommentaarid