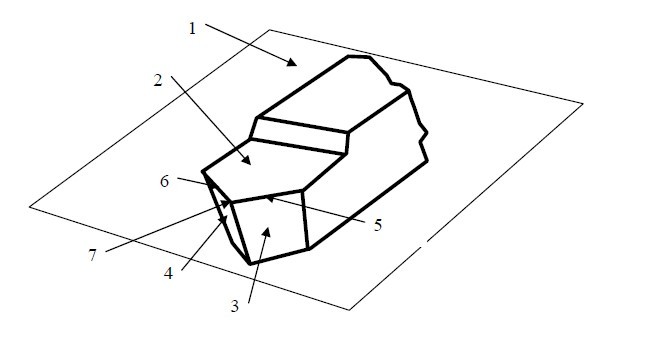
tulemusena saadakse detail. Metallikihti, mis detaili saamiseks tuleb toorikult lõikeprotsessis eemaldada, nimetatakse töötlusvaruks . Treimise põhiliikumisi on kaks: pealiikumine (joon. a) ja ettenihkeliikumine (joon. b) 1 töödeldav pind, 2 lõikepind, 3 töödeldud pind; 2 Pealiikumine on tooriku pöörlemine. Selleks kulutatakse suurem osa pingi võimsusest. Ettenihkeliikumine on treitera kulgliikumine, mis võimaldab saada pidevat laastu. Eristatakse pikiettenihet (piki tooriku telgjoont), - ristettenihet (risti tooriku telgjoonega), nurgiettenihet (teatud nurga all tooriku telgjoonega - koonuste treimisel) ja kõverjoone- list ettenihet (kujupindade treimisel). Toorikul eristatakse töödeldavat, töödeldud ja lõikepinda (joon.). Töödeldavaks pinnaks nimetatakse pinda 1, millelt tuleb eemaldada metallikiht. Töödeldud pind 3 saadakse pärast metallikihi eemaldamist.
Kõige laialdasemalt kasutatavaks metallide masintöötlemise viisiks on treimine. Sel teel valmistatakse ligikaudu 60% kõigist masinehituses kasutatavatest detailidest. Metallitreipink (joon. 1) on tunduvalt keerukama ehitusega kui puidutreipink. Treipingi põhiosad on säng, kiiruskast, ettenihkekast, trensel, suport ja tagumine tsenterpukk. Joon. 1 Säng on massiivne malmist valatud raam, mis ühendab ülejäänud osi. Sängi olulised elemendid on juhtpind. Neid mööda liigutatakse suportit ja tagumist tsenterpukki. Et nende liikumine oleks sujuv, tuleb juhtpindu kaitsta kriimustuste ja vigastuste eest ning neid perioodilisely õlitada. Kiiruskast sarnaneb ehituselt auto- või mootorratta käigukastiga. Seda läbib õõnes spindel ehk töövõll, millele hammasrataste abil antakse erinevaid pöörlemiskiirusi. Soovitud hammasülekande sisselülitamine toimub kiiruskasti esiküljel asuvate kangide abil
1.Lõikamise mõisted Lõikamiseks nim. töödeldava materjali või mingi keha tükeldamist, sellelt mingi osa või kihi eraldamist materjali sisselõike tegemisel. Topoloogiliste tunnuste järgi on lõikamine sidemeid katkestav protsess (topoloogia on matemaatika osa, mis käsitleb geomeetriliste kehade üldisi omadusi). Küberneetiliste tunnuste järgi on lõikamine juhitav protsess 2.Kuidas jaotatakse lõikamise energia või protsesside järgi? 1) mehaaniliseks - lôikamisel rakendatakse mehaanilist energiat, lôikamine toimub mehaanilise deformeerimise tulemusena; 2) termiliseks - lôikamisel kasutatakse soojuslikke protsesse; 3) keemiliseks - lôikamisel kasutatakse keemilisi protsesse. Vôimalik on ka erinevate energialiikide ja keemiliste protsesside kooskasutamine. 3.Kuidas jaguneb mehaaniline lõikamine? 1) lôikamisel kasutatava mehaanilise energia (ala)liigi, 2) tööriista iseloomustavate parameetrite järgi. 3) protsessi kinemaatika järgi. 4.Mehaanilise lõikamise pea
juurdepääsust. Tekib tööriista nendes osades kus lõppeb kontakt toorikuga. o Väsimuskulumine – Põhjustab lõikeriista pinna murenemist ja tükikeste lahtimurdmist. Tekib suurtel temperatuuri muutustel ja vahelduval koormusel. o Adhesioonkulumine (sööbekulumine) - Kulumise tingib töödeldava materjali osakeste nakkumine lõikeriista tööpindadele moodustades terakasvaja. Tera kasvaja murdumisel rebitakse kaasa ka lõikeriista osakesed. 1 Tera kasvaja o Töödeldava materjali osakeste tööriista esipinnale kleepumise tulemusel kujunev metalliline moodustis. o Tekib plastsete materjalide töötlemisel lõiketsoonis, kõrgete temperatuuride ja rõhkude toimel. o On struktuuritu moodustis 2 kuni 3 korda suurema kõvadusega kui toorik. Tööriista eluea arvutus
on treimine, freesimine,puurimine, hööveldamine, kammlõikamine, hamba-lõikamine, lihvimine. 8. Metallilaastu liigid Töötlemisel on oluline, et tekkiv metallilaast eemalduks kergesti lõikekohast ega segaks lõikeprotsessi. See on omakorda seoses tekkiva laastu kujuga, mida mõjutab nii töödeldav materjal kui ka lõiketingimused. Väikesel lõikekiirusel tekib elemendiline laast (laastu kihid on üksteisest eraldunud). Suurtel kiirustel, samuti plastsete metallide lõikamisel, laastu elemendid jäävad kokku, tekitades voolava laastu, mis keerdub spiraali. Habraste heterogeensete materjalide, näiteks malmi, lõikamisel ei teki üldse korrapärast laastu. Lõigatav kiht eraldub sel juhul ebakorrapäraste tükikestena (nn. murdelaast). Teriku kasvaja Teatud lõikekiirusel kleepuvad sitkest metallilaastust murenenud metalliosakesed surve ja lõiketsoonis tekkinud kõrge temperatuuri tõttu lõikuri teriku lõikeservale, moodustades teriku kasvaja.
2. Lukksepatööd. 2.1. Lukksepatööde liigid ja nende ülesanne. Lukksepatööd kuuluvad metallide lõiketöötlemise hulka. Neid tehakse nii käsitsi kui ka mehaniseeritud tööriistade abil. Lukksepatööde eesmärk on anda töödeldavale detailile vajalik kuju, mõõtmed ja pinnakaredus. Töö kvaliteet sõltub lukksepa oskusest ja vilumusest, kasutatavatest tööriistadest ja töödeldavast materjalist. Lukksepatööde operatsioonid on märkimine, raiumine, õgvendamine ja painutamine, lõikamine käsisae ja kääridega, viilimine, puurimine, süvistamine ja hõõritsemine, keermetamine, neetimine, kaabitsemine, soveldamine ja plankimine, jootmine ja liimimine. Detailide valmistamisel sooritatakse lukksepatööoperatsioonid kindlaksmääratud järjekorras. Kõigepealt tehakse need operatsioonid, mille tulemusena saadakse toorik. Lukksepaoperatsioonid jagunevad - ettevalmistusoperatsioonideks nagu väljalõikam
tugevuspiirist, vaid ka voolavuspiirist ja kulgeb suure Sele 1.5. Löökpaindeteimikute kuju kiirusega, olles paljude avariide põhjuseks. Materjali vastupanu haprale purunemisele on üks põhilisi konstruktsiooni töökindluse näitajaid. Materjali üle- minek plastsest olekust haprale sõltub paljudest mõjuritest: ühelt poolt sulamist endast (kristallivõre tüüp, keemiline koostis, tera suurus, lisandid jt.); teiselt poolt konstruktsiooni iseärasustest ja töö- tingimustest (pingekontsentraatorite olemasolu, töö- temperatuur jt.). Katsetamine löökpaindele on üks tundliku- l H maid katsetamise viise. Kui materjal peab töötama a1 madalatel temperatuuridel, siis katsetatakse ka


















Kõik kommentaarid