Metallide ühendamine jootmistehnoloogiaga ei ole pelgalt tinapanek nagu Kutni ahti mpeeatlael lide eks lüi hk eul nt da ar mva itna ek sjoe o, tvmaiisd teoshknuos lio j oa g t iae ga ad emi i s oi lev a pjaevlg t aö ltö tinmi as p oann eõ kn nn aekgsu kergelt omandatav. Jooteprotsessi olemus.
Jootmine on metallide lahtivõetamatu
liitmise tehnoloogiline protsess, mille puhul kergemini sulav lisametall (
joodis ) sulatatakse ja
täidetakse sellega
liidetavate detailide vaheline
pilu .
Teisi- sõnu tähendab see, et jootmiseks nimetatakse metalltoodete üksikute
osade ühendamist sulatatud metallide või sulamite abil, mida nimetatakse joodisteks.
Sulas olekus märgab joodis hästi ühendatavaid detaile, tardudes aga ühendab nad kindla
a l
d t .
kindlalt. Jooteprotsess meenutab metallide ke-
evitamist, kuid keevitamisel kuumutatakse ühendatavad detailid enamasti kuni sulamiseni, jootmisel aga
joodise sulamistemperatuurini.
Vedel sulajoodis tungib detailide vahelisse lõtku kapillaarjõudude toimel. NB! Mida kitsam on ühendatavate detailide vaheline
lõtk , seda
paremini tungib joodis kapillaarjõudude toimel lõtku. Põhimetalli ja joodise vahelise tugeva liite saamiseks on vajalik, et vedel joodis
hästi märgaks põhimetalli ja
tagaks hea külgekleepuvuse. Näiteks: Puhas plii märgab vaske ja terast halvasti, plii-tinasulam aga hästi.
Plii märgamisvõimet parandab mõne teise metalli, näiteks tsingi lisand.
Joodise tugev liitmine metalliga on võimalik ainult sel juhul, kui joodetavate metallide pinnad hästi puhastada rasvast, õlist, värvistja oksiididest kasutades selleks terasharja või keemilisi abivahendeid (räbusteid). R äbustitel on võime puhastada jootekoht oksi-
ididest ja soodustada sulajoodise valgumist joodetavate detailide vahelisse lõtku.
Räbustitena kasutatakse soolade segusi, samuti
mitmesuguste soolade hapete ja orgaaniliste ühendite lahusteid või pastasid.
Jootemeetodid jagunevad olenevalt temperatuurist kahte põhiliiki: jootmine pehmejoodistega (temperatuuril kuni 450`C) ja jootmine
kõvajoodistega (temperatuuril üle 450`C). Õigesti korraldatud jooteoperatsioonid võimaldavad saada tugevaid, esteetilise
välimusega jooteliiteid ilma
täiendava mehaanilise töötlemiseta.
Pehmejoodiseid kasutatakse toodete jootmisel , mida ei tohi tugevasti kuumutada ning kus liidetele ei mõju suured jõud. Kõvajoodiseid
kasutatakse nendel juhtudel kui liidetelt nõutakse suurt tugevust. Joodise sulamistemperatuuri võib reguleerida nii sulamisse kuuluvate
põhimetallide (tina-, plii-, vask jms.), kui ka teiste metallide (lisa metallide:
antimon , kaadium jt.) hulga muutmise teel.
Raskelt sulavate jo-
odistega jootmisel oksüdeerub joodetava metalli pind hapniku oksüdeeruva toime tõttu kiirelt, mistõttu joodis ei nakku detailiga. Detailide
pinna oksüdeerimise vältimiseks kasutatakse räbusteid.
Kuumutamise ajal ühinevad need metallioksiididega ning moodustavad räbu,
mis tõuseb sula joodise pinnale. Räbustid peavad olema väiksema mahukaaluga kui
joodised , taandama metalli ning lahustama metal-
lipinnale tekkivat oksiidikilet. Soovitavalt kasutada tsingi ja tsingitud terase jootmisel räbustina soolhapet, kõigi metallide (välja arvatud
alumiinium ) jootmisel pehmejoodistega tsinkkloriidi, terase ja vase jootmisel kõvajoodistega- booraksit või naatriumboraati jne.
Metallide jootmine:
Jootmisel põhimetall ei sula vaid kuumeneb joodise sulamistemperatuurini.
Soojusallikana kasutatakse, olenevalt võimalustest ja
vajadusest jootmisel gaasileeki, samuti
elektrilist ja induktsioonkuumutamist ning jootleid. Jootmise eelis on see, et põhimetall ei sula
vaid kuumeneb tühisel määral. See eelis võimaldab saada kvaliteetseid liiteid mitte ainult
samast metallist detailide, vaid ka erinevatest
metallidest ja sulamitest valmistatud detailide vahel.
Joota on võimalik malmi, süsinikuvaest ja legeeritud terast, vaske,
niklit , alumiini-
umi , nende
sulameid jt.
Metalle .
Enne jootmist puhastatakse ühendatavad detailid hoolikalt tagist, rasvast, oksiididest ja
muust mustusest. Pulberräbusteid puistatakse
puhastatud servadele õhukese kihina. Tihti kuumutatakse
servad ette, et räbustiosakesed sulaksid ja kleepuksid metalli külge, siis ei
saa gaasileek neid jootmisel maha puhuda. (Jootepastal on seega räbustite ees eelis ja see on ka põhjus miks
jootepasta on
tuntum kui pulberräbustid) Pulberräbustit puistatakse ka jootevarda otsale (kui see ei sisalda seda). Pastad ja vedelad
lahused kant -
akse ühendavate detailide pinnale
pintsliga või kastetakse joodis nendesse. Suurema leviku osaks on saanud katteliited, seda eelkõige
torude puhul (annab jooteliitele kuni 100% rohkem tugevust kui põkkliide). Liidetavate pindade vaheline pilu peab olema minimaalne.
Jootmisel kuumutatakse
liitekoht joodise sulamistemperatuurini, joodis viiakse liitekohta ja sulatatakse. Harilikult kasutatakse jootmisel
neutraalset gaasileeki, vasktsink joodisega jootmisel soovitatakse kasutada hapnikurikast gaasileeki. Ühtlase soojenemise tagamiseks
tehakse põletiga piki õmblust ringikujulisi liigutusi. Pärast seda, kui eelnevalt liiteservadele
kantud räbusti on sulanud ja täitnud
vahed ,
toode aga kuumenenud vajaliku temperatuurini, alustatakse joodise viimist jootekohta. Et
praod täituksid joodisega täielikult, kuumutat-
akse jootekohta põletiga veel veidiaega peale seda kui joodise pealeandmine on
lõpetatud . Pärast jootmise lõpetamist peab jootekoht
aeglaselt maha jahtuma, räbustijäägid tuleb hoolikalt kõrvaldada.
Joodised:
Joodisteks nimetatakse värvilis
J i
o m
od e
i t
s a
elll e
o j
n a
s s
u u
l l
a a
s m
o e
l i
e d
k ,
u m
s id
o a
m k
a a
d s
u u
s ta
m ta
ärk
j s
ate
a jo
mo
etm
alilsie
d g
e a
p iü
n h
d e
u n
j d
a a
t v
u a
n te
gi d
d e
a tja
o il
o id
d e
et v
a a
v h
atel is
d e
e tm
ailo
i n
d o
e livitase
h
eljo
iso
ste
e -lõtku,
õmbluse saamiseks.
tekitades peale tardumist tugeva ühenduse.
Joodised peavad vastama järgmistele nõuetele: nende
sulamistemperatuur peab olema 60-100`C madalam joodetava metalli sulamis-
temperatuurist. Nad peavad su
N la
a s
d o
p le
e k
a u
v s
a
d h
t ä
a s
g ti
a m
m ä
a rlg
iita
em
tua
g jo
evoudset,a
va
miid
s m
one
lta
ä l
hle
e dja o
n m
e a
ü m
he a
n h
d e
a a
v
a v
t e
e de
m l
e v
t o
al o
li la
d v
e u
liiste
e tjo
u o
g d
e e
v t
u a
s v
ela
et.e
m
Na e
d t a
e lil itd
oe
hi
vahelise lõtku täitmiseks.
eraldada mürgiseid
gaase ega mõjutada keemiliselt joodetavaid detaile. Nende jooteprotsessis eralduvad
oksiidid peavad kergelt
eralduma räbusti toimel. Nendel peab olema vajalik elektrijuhtivus (juhtmete, kaablite jootmisel), nad peavad olema ühendavate metallide
lähedase korrosioonikindlusega. Nad peavad olema odavad ja mitte defitsiitsed.
Olenevalt sulamistemperatuurist liigitataksejoodised kahte gruppi: kergelt sulavad (pehmejoodised) sulamistemperatuuriga alla 450`C ja raskelt sulavad (kõvajoodised)sulamistemperatuuriga üle 450`C.Kergelt sulavad ehk pehmejoodised:
Kasutatakse tööstusharudes esemete jootmiseks, mis ei allu kõrgetele temperatuuridele ega suurtele mehaanilistele koormustele.
Neil on madal sulamistemperatuur ja nende põhikomponentideks on tina ja plii. Viimati nimetatud komponentide sisalduse muutmine
võimaldab saada erinevate omadustega joodiseid. Kuna enamik kergelt sulavaid joodiseid on suhteliselt väikese kõvadusega, siis
nimetatakse neid sageli pehmejoodisteks. Mõnedele pehmejoodistele lisatakse eriomaduste
andmiseks vismutit,
kaadiumi , antimoni,
hõbedat ja teisi metalle.
Vismut ja kaadium alandavad-, antimon ja
hõbe aga tõstavad
joodiste sulamistemperatuuri. Antimon vähendab
joodise sitkust, suurendab joodise kõvadust ja tugevust. Kõige enamkasutavateks pehmejoodisteks on tina-plii, plii-hõbe, tina-
tsink ,
kaadium-tsink, ja madalatemperatuurilised joodised. Tina-plii joodiseid kasutatakse ehk kõige laiemalt, sest neil on suur korrosiooni-
kindlus . Tina-plii joodiseid kasutatakse vase, valgevase, pronksi, terase, tsingitud terase ja plii jootmisel. Joodiste oleku paremaks
mõistmiseks kasutatakse tavaliselt nn olekudiagramme, mille järgi võib täpselt määrata sulamistemperatuuride intervalle igale antud
süsteemi kuuluvale sulamile.
Plii-hõbedajoodised:
Puhta plii kasutamine joodisena on raskendatud kuna ta märgab halvasti ja sulas olekus kergesti oksüdeerub. Plii
tehnoloogiliste omaduste parandamiseks lisatakse talle mõnikord hõbedat, samuti tina, antimoni ja vismutit.
Hõbeda lisand joodises suurendab
selle soojakindlust võrreldes tina-plii joodistega.
Tina-tsinkjoodised:
Tina-tsinkjoodiseid kasutatakse alumiiniumsulamitest esemete jootmiseks madalal temperatuuril. Väike tsingilisand tinale (kuni 9%)
alandab joodise sulamistemperatuuri kuni 199`C-ni. Edasine tsingisisalduse
suurendamine joodises tõstab uuesti sulamistemperatuuri.
Nimetatud joodistega võib joota ultraheli ja abrasiivkolbidega. Joodetud õmblusel on väike
korrosioonikindlus ja nad nõuavad kaitset
korrosiooni vastu.
Tsink-kaadiumjoodised:
Tsink-kaadiumjoodised on tsingi-, kaadiumi ja tina kergelt sulavad
sulamid , mida kasutatakse alumiiniumi ja selle sulamite jootmisel.
Nende joodiste väikese korrosioonikindluse tõttu tuleb jooteõmblust kaitsta
lakkide , värvide ja teiste katetega. Sulamistemperatuur
erinevate koostistega tsink-kaadiumjoodiste puhul oleks 150-350`C.
Madalatemperatuurilised joodised:
Kasutatakse nendel juhtudel kui nõutakse madalat jootetemperatuuri, et vältida detailide ülekuumenemist. Sellised joodised on vajalikud
õhukeste tinaesemete jootmisel (elektri-, soojusaparaatides jms) Madalatemperatuuriliste joodiste koostisesse kuuluvad peale plii ja
tina veel vismut ja kaadium. Need joodised on rabedamad kui tina-pliijoodised, eriti kui nad sisaldavad tunduval hulgal vismutit.
RASKELT SULAVAD EHK KÕVAJOODISED:
Kasutatakse liidete saamiseks, mille suur tugevus peab säilima ka kõrgetel
temperatuuridel .
Tööstuses laialt kasutamist leidnud kõvajoodiste hulka kuuluvad : vaskjoodised (vask-, vase-tsingi-,
vase-fosforsulamid);
hõbejoodised (hõbe-, hõbeda-vase-, hõbeda-vase-tsingi-, hõbeda-vase-fosfori-,
hõbeda-vase-tina-; hõbeda-vase-tsingi-kaadiumi sulamid), kuldjoodised, alumiinium joodised, tööriistajoodised.
Vaskjoodised:
Vaske kasutatakse laialdaselt
terasest toodete ilma räbustita jootmiseks kaitsekeskkonnaga ahjudes, samuti räbustiga jootmiseks
kõrgsageduskuumutites ja soolavannides. Gaasipõletiga kuumutamist vasega jootmisel ei soovitata. Vaskjoodised on vedelvoolavad,
tungivad hästi lõtkudesse, tagavad liite suure tugevuse ja plastsuse. Joodise sulamistemperatuuri alandamiseks ja tehnoloogiliste
omaduste parandamiseks lisatakse vasele
tsinki , hõbedat ja teisi metalle.
Vask-tsinkjoodised:
Vask-tsinkjoodised on erinevate koostistega vase ja tsingi kaksiksulamid. Sulami keemilisest koostisest sõltuvad nii ta mehaanilised
omadused kui ka sulamistemperatuur (näiteks: tina ja räni lisamisel on
liide tugevam ja tihedam). Vask-tsinkjoodistega jootmine
räbustite
kasutamisel toimub gaasipõletite, kõrgsageduskuumutitega, samuti kastmisel soolavannidesse. Tsingi lenduvuse tõttu
aeglasel kuumutamisel kasutatakse ahjudes jootmist harvem.
Vask-fosforjoodised:
...on kaksiksulamid, mis koosnevad vasest ja fosforist. Nende omapäraks on vase jootmisel iseräbustumine.
Pronkside jootmisel on
räbustite kasutamine ilmtingimata vajalik. Valgevaskede kasutamisel ei ole vask-fosforjoodise kasutamine
soovitav kuna jooteõmblus
tuleb rabe, terase jootmisel aga on selle joodise kasutamine lubamatu.
Hõbejoodised, (hõbe-vaskjoodised):
...on suure elektrijuhtivusega. Need joodised märgavad ahjus taandavas keskkonnas jootmisel vaskdetaile hästi, ilma räbustita.
Samade joodiste kasutamine ahjus
tavalises õhuatmosfääris vase ja terase jootmisel on võimalik ainult räbustiga. Laialdast
kasutust on leidnud elektrivaakumaparaatide jootmisel kuna nad tagavad vaakumikindla liite.
Hõbe-vask-tsinkjoodised:
...tehnoloogiliste ja mehaaniliste omaduste poolest on nad paremad vask-tsinkjoodistest. Seetõttu kasutatakse neid tööstuses
laialdaselt erinevate vask-,
valgevask -, pronks- ja teraste jootmisel. Hõbe-vask-tsinkjoodiseid võib kuumutada gaasipõletiga, ahjus,
ja soolavannis.
Hõbe-vask-fosforjoodised:
Nendel joodistel on vask-fosforjoodistega parem vedelvoolavus ja nad annavad tihedaid ja plastilisi õmblusi. Kaitsekeskkonnaga
ahjudes on nad võimelised iseräbustuma. Nende iseärasuseks on jooteliite suur
plastsus .
Joodise sulamisel reageerib joodises olev
fosfor õhu-hapnikuga. Tekib fosforpetoksiid, millest koos vaseoksiididega saadakse
vaskmetafosfaat, mis toimib räbustina. Räbusti jääke (
tumedad kohad) ei ole vaja eemaldada, sest nad ei ole söövitava toimega.
Tsinki sisaldavad vaseühendid nagu
messing , jootmisel tuleb kasutada räbustit (vt, Boliden tabelit). Neid joodiseid ei saa kasutada
terase,
nikli ega nende ühendite jootmisel kuna liide võib jääda liig rabedaks.
Nominaalne koostis %
Sulamis
Töö tempr.
Erisurve Tõmbe-
Elektri juht
Ag hõbe
Cu vask
P fosfor
vahemik`C `C
g/cm2
tugevus Cum/S mm2
15
80
5 650-800
710
8,4
250
7
5
89
6 650-810
710
8,2
250
5
2
91,8
6,2 650-810
710
8,1
250
4
Hõbe-vask-tinajoodised:
Kuna selle joodise koostisesse kuulub ka tina, siis tungib ta liitekoha lõtku ka ilma räbustita. Kasutatakse peamiselt vask,
nikkel ja
terasdetailide jootmisel.
Hõbe-vask-tsink-kaadiumjoodised:
...kergelt sulavad, plastsed ja hea vedelvoolavusega. Nad annavad tugevaid jooteliiteid. Nendega võib joota vaske, valgevaske,
pronksi ja terast mitmesuguste kuumutusseadmetega. Selle rühma joodiste sulamistemperatuur võimaldab neid joodiseid kasutada
mitmesuguste terasdetailide jootmisel, ilma et nad
sealjuures lõõmutuksid. Kasutatakse peamiselt vase, pronksi
nksi, messingu, terase ja
nikli jootmiseks ning karastatud terase jootmiseks ilma lõõmutamiseta.
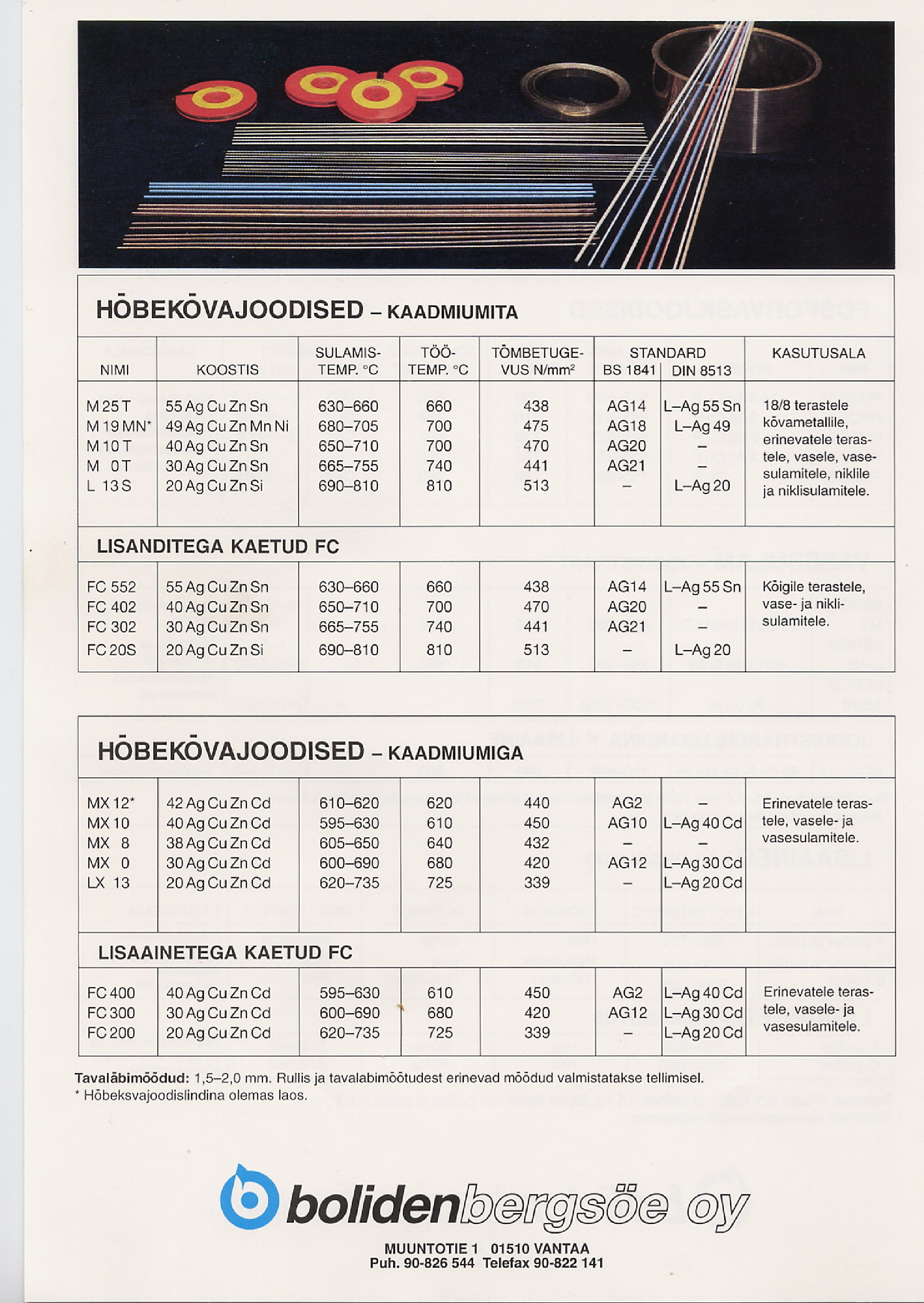
Üldkasutatav kaadiumi sisaldav hõbejoodis:
Enim kasutatav hõbejoodis, kuna tema
töötemperatuur on kõige madalam,
voolavus suurepärane ja sidumistugevus parem kui teistel
hõbejoodistel. Joodis on kasutatav madalatel temperatuuridel, näiteks vedela heeliumiga temperatuuril -269`C. Kuna madalaim
sulamispunkt on 600`C juures, siis seda joodist ei ole võimalik kasutada kõrgema järgu jootmiseks. Tavaliselt kasutatakse koos
räbustiga.
Nominaalne koostis%
sulamis
Töö-
Tõmbetugevus N/mm2
Erisurve
Kasutus-
Põhimaterjalid
vahemik`C temperatuur Fe37
Fe50
g/cm2
valdkond Cd-Kaadium 20%
kasutus-
Kõik terased, vask,
Ag-Hõbe 40%
595-630
610
410
510
9,3 temperatuur
vasesulamid , nikkel,
Cu-Vask 19%
max 200`C nikli sulamid.
Zn- Tsink 21%
Alumiiniumjoodised:
...kasutatakse alumiiniumi ja selle sulamite (nt.
Silumiin ) jootmiseks, kuumutades neid põletiga, sissekastmisega, kõrgsagedusvooluga
ja ahjudes räbusti kasutamisega. Sulamistemperatuuri alandamiseks, mehaanilise tugevuse ja korrosioonikindluse ala
n n
dld
ua
s m
e is
s e
u k
u s
rendamiseks
lisatakse alumiiniumjoodistele räni-, vaske-, tina-, tsinki- ja teisi metalle. (425-590`C)
Joodised kõvasulamplaatide jootmiseks lõikeriistadele:
Lõikeriistade valmistamisel kasutatakse laialdaselt
kõvasulam - ja
kiirlõiketerasest plaatide pealejootmist süsinikterasest valmistatud
lõiketera kehale. Kõige levinum ja tootlikum on pealesulatamine kõrgsagedusvooluga. Kõvasulamlõikeriista jootmiseks kasutavate
joodiste sulamistemperatuur on 900-1000`C. Joodis valitakse olenevalt
lõikeriista ekspluatatsioonitingimustest.
Joodised kiirlõiketerasest plaatide jootmiseks lõikeriistadele:
Pealejoodetud kiirlõiketerasest plaatidega lõikeriistade valmistamisel kasutatakse joodisena spetsiaalseid kõrge sulamistemperatuuriga
keevituspulbreid, mille koostises on ferromangaani jaferrosiliitsiumi. Kõige väärtslikumad neist on need joodised mis võimaldavad
kiirlõiketerasest
plaate joota lõikeriistadele kiirlõiketerase karastamistemperatuuril. See võimaldab peale jootmist lõikeriista karastada
kohe õlis või õhus ilma uuesti kuumutamiseta. (1200-1350`C)
RÄBUSTID:
Et saada kvaliteetset jooteõmblust, tuleb joodetavate detailide pinnad hoolikalt puhastada oksiididest, rasvast ja muust mustusest
Kuid isegi kõige hoolikamalt puhastatud pinnad ja joodis võivad jootmisel oksüdeeruda ning tekkinud oksiidikile takistab tugeva ja
tiheda õmbluse saamist. Kvaliteetse jooteõmbluse saamiseks, tuleb oksiidid joodise ja detaili pindadelt jooteprotsessis eemaldada.
Selleks kasutataksegi räbusteid.
Jooteräbustiteks nimetatakse materjale, mis puhastavad jootmisel detailide ja joodiste pindu oksi-
ididest ning mustusest. Nad parandavad ühendavate detailide pindade märgumist joodistega ja tagavad joodise tungimise nendevahe-
lisse lõtku. Jooteräbustid peavad: aktiivselt puhastama ühendavate metallide pindu oksiididest nende lahustamise ja kergelt sulavate
keemiliste ühendite
tekitamise teel. Olema veidi madalama sulamistemperatuuriga kui joodis, aurumistemperatuur aga tunduvalt kõrgem
jooteprotsessi temperatuurist. Olema võrdlemisi väikese tihedusega, et nad jootmisel tõuseksid metallipinnale ega
jääks jooteliidesesse
Jootetemperatuuril olemavedelvoolavad ja võimelised täitma täielikult lõtkud liites, tekitama oksüdeerimisvastase kaitsekihi kuumutatud
metalli ja joodise kaitsmiseks. Olema peale jootmist kergesti eraldatavad. Nii nagu joodiseid liigitatakse ka räbusteid kahte gruppi:
kergelt sulavate (pehme) joodistega jootmise räbustid ja raskelt sulavate (kõva) joodisega jootmise räbustid.
Kergelt sulavate joodistega jootmise räbustid jägatakse omakorda kolme gruppi:
happelised , happeta ja aktiviseeritud.
Happelised ehk aktiivsed räbustid, mis on koostatud klooriühendite baasil, lahustavad hästi oksiidikilesid detailidel ja
kaitsevad nende
pindu edasise oksüdeerimise eest jooteprotsessis. Sellesse rühma kuuluvad tsinkkloriid, amooniumkloriid ja mõned teised keemilised
ühendid. Tsinkkloriidi baasil valmistatud räbusteid kasutatakse metallide jootmisel tina-, plii ja teiste suhteliselt kergesti sulavate plii või
tinajoodistega. Elektri ja raadioaparatuuri jootmisel on happeliste räbustite kasutamine keelatud.
Happeta räbustid on koostatud kampoli ja teiste orgaaniliste ühendite baasil. Neid kasutatakse metallid
e
k
o jo
o o
sttim
s i
o se
a l t
oin
n a
k-,
õ p
v l
a i,i -,
h v
a õ
b ir t
a e
s is
klte
aasi-
suhteliselt kergelt sulavate plii või tinajoodistega.
Kampol kui peamine (liider) happeta räbustite
sarnane aine, mida saadakse männivaigust. Kuumutamisel 125`C. Kampol sulab. Sealjuures on ta võimeline lahustama oksiide, pärast
tardumist jäävad räbusti jäägid ei tekita jootekohal korrosiooni, mistõttu räbusti jääke enamasti ei eemaldata.
Aktiviseeritud räbustite koostises on peale kampoli aktivaatoreid, mis suurendavad kampolräbustite aktiivsust. Aktivaatoritena
lisatakse väikestes
kogustes hüdrasiini,
aniliini , trietanoolamiini, salitsüüdhapet ja teisi. Aktiviseeritud on samuti glütseriini baasil
valmistatud räbustid tsinkkloriidi, hüdrasiini ja ammooniumkloriidi lisanditega.
Raskelt sulavate vask-, hõbe- ja teiste joodistega jootmisel on vaja aktiivseid räbusteid kõrge sulamistemperatuuriga. Nende räbus-
tite peamisteks komponentideks on tavaliselt
boorhape (H3BO3)-,
booraks e. Ammooniumkarbonaat (Na2B4O7)-, diboortrioksiid
(B2O3) ja mõned teised soolad. Raskelt sulavate joodistega jootmise räbustid liigitatakse kahte gruppi: joodistele jootetemperatuuriga
850-1100`C ja joodistele temperatuuriga 600-850`C.
Esimesse gruppi kuuluvad räbustid, mida kasutatakse vask-, vask-tsink- ja raskemini sulavate joodistega jootmisex. St, et häid
tulemeid annab
booraksi ja boorhappe kasutamine räbustina-, terase, vase ja vasesulamite jootmisel joodistega mille sulamistemperat-
uur on üle 800`C. Booraks on vedelvoolav ja
lahustab hästi paljude metallide eriti aga vase oksiide.
Vähem aktiivseks räbustiks on boorhape. Kuumutamisel laguneb ta
veeks ja diboortrioksiidiks, mis tekitab vask-, tsink-, raud- ja nikkel-
oksiididega kergelt lahustuvaid ühendeid. Kõige aktiivsem toime on boorhappel temperatuuril 900`C ja üle selle. Booraksi ja boorhappe
alusel valmistatud räbustite aktiivsuse
suurendamiseks lisatakse neile teisi komponente nt. Kaltsiumfluoriid,
naatrium fluoriid,
kaalium fluoriid,
liitium fluoriid jms.
Teise gruppi kuuluvad
fluori baasil valmistatud räbustid. Fluoriühenduste kõrval on nende räbustite koostises boorhape, diboori-
trioksiid ja muud komponendid. Selle grupi räbusteid kasutatakse raskelt sulavate joodistega jootmisel, millel on suhteliselt madalam
sulamistemperatuur. Selle grupi räbustid
kaotavad oma aktiivsuse temperatuuril üle 850`C, seetõttu võib neid kasutada roostekindlate
ja konstruktsiooniterastele-, vase ja kuumuskindlate sulamite jootmistel hõbejoodistega, mille sulamistemperatuur on 550-850`C.
Alumiiniumi ja selle sulamite jootmisel peavad räbustid olema
suurendatud aktiivsusega ja tihedate oksiidikilede purustamise
võimega. Need räbustid koosnevad kloori soolade
segust ning naatriumi,
liitiumi ja fluori soolade lisanditest. Selle grupi räbustite jä-
ägid tekitavad alumiiniumisulamitele tugevat korrosiooni, seepärast tuleb detailid peale jootmist hoolikalt pesta. Alumiiniumi jootmine
hapnik-atsetüleeni leegiga ei ole lubatud.
Kõvasulamplaatide jootmisel soovitatakse booraksräbustit samuti aga ka booraksi ja boorhappe ning kaltsiumi-, naatriumi-, kaaliumi
ja liitiumi fluorisoolade segu. Booraks ja boorhape on nimetatud räbustites baasiks, fluoriühendid on metallpindade oksiidikilede
täiendavateks lahustajateks. Räbust kantakse jootekohale pulbrina-, kondenseeritud vesilahusena- või pastana.
Soovitused joodise valikuks mitmesuguste metallide jootmisel gaasipõletigaJoodisPõhimetallTina-pliiVaskVask-tsinkVask-fosfor HõbenikkelAlumiinium Magneesium Vask
SESSSEEEVasesulamid
SELSSEEESüsinik ja vähe legeeritud
SSLESLEEterased
Rooste -ja kuumuskindlad
SSSLSLEEterased
Tööriistaterased ja
ESSEELEEkõvasulamid
Hall ja tempermalm
LSSESEEENikkel ja niklisulamid
LSSELLEEAlumiinium ja selle sulamid
EEEEEESEMagneesium ja magne-
EEEEEESSesiumi sulamid
Hõbe ja hõbedasulamid
LLSLSLEETÄHISED: S-soovitatakse; E-ei soovitata; L-lubatakse.Nb! Erinevatel jootemeetoditel kasutage vajadusel erinevaid joodiseid !Jooteliidete defektid :
Igasugused defektid jooteõmbluses nõrgestavad ühendust ja võivad viia selle kiirele purunemisele. Jooteliite põhidefektideks oleks:
õmbluse väike tugevus-, joodise ja liidetavate
servade vahelise üleminekuümarduse puudumine-, räbupesad õmbluses-, joodise vallid,
õmbluse boorsus-, praod õmbluses-, põhimetalli
läbipõlemine ja
sulamine -, nihkumised ja põikumised jooteõmbluses.
Õmbluse väike tugevus tekib peamiselt kahel
põhjusel : joodise halval märgamisel ja halval lõtku langemisel. Metallipindade halb
märgavus joodisega tekib jootetsooni puuduliku puhastamise tõttu, samuti aga ka räbusti nõrgast aktiivsusest ja ebapiisavast
kogusest ning joodetava pinna ebapiisavast kuumutamisest. Halval märgamisel ei saa tugevat õmblust kuna joodis võtab kera kuju
ja ei valgu laiali. Joodise halb laialivalguvus detailide pindade vahelisse lõtku toimub kas liiga väikese või liiga suure lõtku tõttu, samuti
ka põikumise tõttu ühenduses. Sel juhul ei täitu lõtk joodisega täielikult ja jooteõmblus jääb nõrgaks.
Joodise ja liidetavate servade vahelise üleminekuümarduse puudumine tekib joodise mittepiisava koguse ja liiga kõrge temperatuuri
tõttu, samuti ka jootekoha liiga pikaajalise kuumutuse tõttu. Ümarduse puudumine vähendab ühenduse tugevust.
Räbupesad esinevad jooteõmbluses sel juhul kui joodise sulamistemperatuur on madalam räbusti omast, samuti kui räbusti tihedus
on suurem joodise tihedusest, mistõttu räbustit ei suruta lõtkust sulajoodisega välja. Õmblusesse jäänud räbusti halvendab õmbluse
kvaliteeti kuna võib tekitada korrosiooni.
Joodisevallid tekivad jootekohas joodetavate pindade puuduliku kuumenemise tõttu. Nad halvendavad samuti õmbluse kvaliteeti.
Õmbluse
poorsus on joodise ebapiisava koguse, kõrge kuumutustemperatuuri, joodise ja räbusti komponentide aurustumise ning
gaaside eraldumise tulemuseks jooteprotsessis. Poorsus halvendab õmbluse kvaliteeti ja järelikult ka jooteõmbluse tugevust.
Praod õmbluses võivad tekkida detailide nihkumisel joodise tardumise ajal, õmbluse järsul jahutamisel peale jootmist ja joodise kasuta-
misel, mille soojuspaisumistegur on tunduvalt erinev põhimetalli omast. Pragusi jooteliites ei lubata.
Põhimetalli läbipõlemine ja sulamine tekib liiga kõrge kuumutustemperatuuri ja samuti eseme liiga kauaaegse kuumutamise tõttu.
Nihked ja põikumised jooteõmbluses toimuvad detailide lohaka
kinnitamise tõttu enne jootma asumist.
Ohutustehnika ja tuleohutus ning esmaabi.
Jootetöid lubatakse teostada vähemalt 18-aastastel töölistel, kes on läbinud erialase väljaõppe koos ohutuseeskirjade tundmise
kontrollimisega. Tööle asumisel käiakse läbi arstlikust kontrollist. Töötajad kes töötavad suletud ruumis ja joodavad värvilisi metalle
teevad igal aastal läbi arstliku kontrolli ühes kohustusliku röntkenläbivalgustuse ning vereanalüüsiga. Keevitajatele ja gaasilõikajatele
on ette nähtud lisapuhkus
kuni 12 päeva.
Keevitus ja jootetöödel võib tootmisruumide õhk saastuda tolmu ja kahjulike gaaside ning
aurudega. Kahjulike ainete suurimad lubatavad konsendratsioonid töötsoonis on järgmised:
Kontsentratsioon mg/m3
Mürgitu tolm
10
Mürgitu, kuid rohkem kui 70% SiO2 sisaldav tolm
1
Süsinikoksiid CO
20
Vääveldioksiid SO2
20
Lämmastikuoksiid
5
Tsingioksiidid
5
Vesinikufluoriid ja fluorhappesoolad
0,5
Mangaaniühendid
0,3
Pliiühendid (pliisulfaat välja arvatud)
0,01
Töökeskkonna keemiliste ohutegurite
piirnormid on määratletud Vabariigi Valitsuse määrusega nr.293 (18.sept.2001a.)
Värviliste metallide,
messingi ja plii jootmisel/keevitamisel on soovitav kanda respiraatorit.
Jootekolviga ja elektriliste jootetangidega töötamisel:
1)Jootetööde tegemiseks ettenähtud
ruumil peab olema üldine
ventilatsioon , mis kaitseb töötajaid jootmisel eralduvate kahjulike aurude
ja gaaside eest. 2) Jootekolvi kuumenemisel tuleb silmas pidada üldisi tehase juhendis toodud kuumusallikatega ümberkäimise reegleid.
3)Elektrikolviga töötamisel tuleb
rangelt jälgida elektritraumadest hoidumise reegleid.
Tootmistingimustes ei tohi el.-jootekolvi toitevõrgu
pinge olla üle 36V.
Jootelambiga ja gaasikeevitusega töötamisel:
1)Enne jootelambi süütamist tuleb kontrollida selle korrasolekut ning vajaduse korral kõrvaldada avastatud lekkimised.
2)Jootelampi peab kaitsma ülekuumenemise eest
3)Keelatud on süüdata jootelampi läbi põleti.
4)Tuletöid võib teostada ainult vastavat kirjalikku luba ja vastava koolituse läbinud isik.
5)
Tuletööde kirjalikl loal peab olema äramärgitud: isik kellele luba on välja antud-, isik kes vastutab
tuleohutuse eest-, isik kes on loa
väljastanud-, loa väljaandmise kuupäev ja kehtivusaeg-, määratletud peab olema tuletööde teostamise koht ning luba peab olema tule-
töid teostava isiku käes. (nõudke kindlasti tuletööde teostamise kirjalikku luba kui objektil käivad tuletööd aga suitsetada ei lubata)
6)Keelatud on joota rõhu all olevaid seadmeid.
7)Vabas õhus jootmisel peab töökoht olema tuleohtlikest
materjalidest vähemalt 10m. Eemal
8)Kanda
spets . Tööriideid ja kaitsevahendeid. JMS.
9) Pliirikaste joodistega jootmisel eralduvad
mürgised pliiaurud, kloorvesinik ja vingugaas. Alumiiniumi ja magneesiumi
jootmisel kasutatavad räbustid sisaldavad aluseliste metallide fluori- ja kloorisooli mille aurud
saastavad õhku ja
tekitavad silma
sarvkesta ja
ülemiste hingamisteede põletikku. Silmade kipitamise korral loputage silmi külma veega
ja pöörduge vajadusel arsti poole.
Plii ja selle ühenditega müritumisel tekib
suus metallimaitse ning keel muutub
valkjaks. Pliimürgituse korral tehakse maoloputus 1%-lise inglise või glaubrisoola lahusega.
10) Esmaabi karp peab olema kergelt kättesaadavas kohas ja komplekteeritud.
11) Põletuse korral tueb põletatud kohta puhastada piirituse või kaaliumpermanganaadiga jt. Arstimitega
12)Mürgituse korral toimetada kannatanu värske õhu kätte. Mürgitumisel tekivad
iiveldus -, peavalu-, peapööritus
võib kaduda teadvus.
13)Vigastuste tekkimisel või mürgitusjuhtude
ilmnemisel pöörduda koheselt arsti poole.
Siin on äratoodud ainult mõned, ohutustehnika ja tuleohutuse reeglid. Täpsemad ja põhjalikumad nõuded annab
tööandja .
Järgides tuleohutust ja ohutustehnikat hoidute võimalikest õnnetustest ja saate ehk pensionifondidest rõõmu tunda !Kasutatud kirjandus: I. Vinnikov JOOTETÖÖD
I. Borodin TORUSTIKE JA SANITAARTEHNILISTE SEADMETE MONTAAZ
I.
Sokolov GAAS -KEEVITUS
www.aga.ee
www.anapol.ee
www.interflux.ee
































Kõik kommentaarid