Lihvpingid
Lembi
Palgi 2009/2010
Puidu masintöötlemise
tehnoloogia T Lihvpinkide
klassifikatsioon Lihvpinke kasutatakse freesitud detailide
puhastamiseks enne
viimistlust , detailide
kalibreerimiseks (ühesugusele paksusele töötlemine) ja kantide pehmendamiseks. Lihvpingid jagunevad järgmistesse
gruppidesse :
1. kitsalindilised lihvpingid
- edasi- tagasi liikuva töölauaga (detailide puhtakslihvimine),
- liikumatu töölauaga (sahtlite, raamide prussdetailide lihvimiseks),
- lindi servse asetusega (kilbiservade lihvimiseks),
- kahe lihvlindi ja konveiereendusega (kilpdetailide puhtakslihvimiseks),
- vaba
lindiga (kõverjooneliste detailide lihvimiseks);
2. laialindilised lihvpingid (kilpdetailide kalibreerimiseks ja puhtakslihvimiseks);
3. trummellihvpingid (raamide, prussdetailide, tagaseinte puhastamiseks);
4.
kombineeritud lihvpingid (
karpide , sahtlite puhastamiseks ja sobitamiseks, prussdetailide otspindade ja kõverjooneliste detailide lihvimiseks).
Lihvimine Lihvimine on tööoperatsioon toote pinnale lõpliku kvaliteedi
andmiseks .
Lihvimisel materjali eemaldamine toote pinnalt erineb oluliselt eelnevatest töömeetoditest, kus puitu lõigati või
saeti . Lihvimisel toimub kraapimine, mis tuleneb lihvaines olevate terade esitahu negatiivsest nurgast. Terade hulk ja suurus määravad lihvpaberi kareduse ehk selle kui peene jälje see annab. Lihvpaberi
karedus näidatakse numbriga, mis annab informatsiooni lihvimisjälje siledusest. Lihvimine
Järgnevalt on ära toodud mõned juhendavad
lihvpaberite
numbrid puittoodete erinevate
lihvimisstaadiumide jaoks:
-60-80 (keskmine) plaatide paksuskalibreerimine
-80-120 (peen) puitoodete esmane lihvimine
-120-150 puittoodete lõpplihvimine
- 220-400 (eriti peen) pinnaviimistluse vahelihvimine Lihvimine
Lihvimise kvaliteedi kindlustamiseks peab jälgima, et lihvitaks pikikiudu. Ainult paksuskalibreerimiseks võidakse lihvida põikikiudu.
Kuna lihvimisel saab toote pind lõpliku kvaliteedi, siis peab toote käsitsemisele küllalt tähelepanu pöörama. Masina töölaud ja abitasapinnad tuleb hoida puhtad, et vältida igasuguseid muid jälgi. Samuti tuleb jälgida käte puhtust ja virnastada detailid hoolikalt. Lihvimine Erinevate lihvmasinatega saab teha erinevaid lihvimistöid ja lõpptulemus sõltub lihvimisprotsessi faktoritest:
- Puidusüü suund
- Lihvmaterjali karedus
- Etteandekiirus
- Ostsilleerimine (lihvlindi võnkumine)
- Lihvtalla kõvadus
- Puidutolmu eemaldamine lihvitavalt pinnalt
-
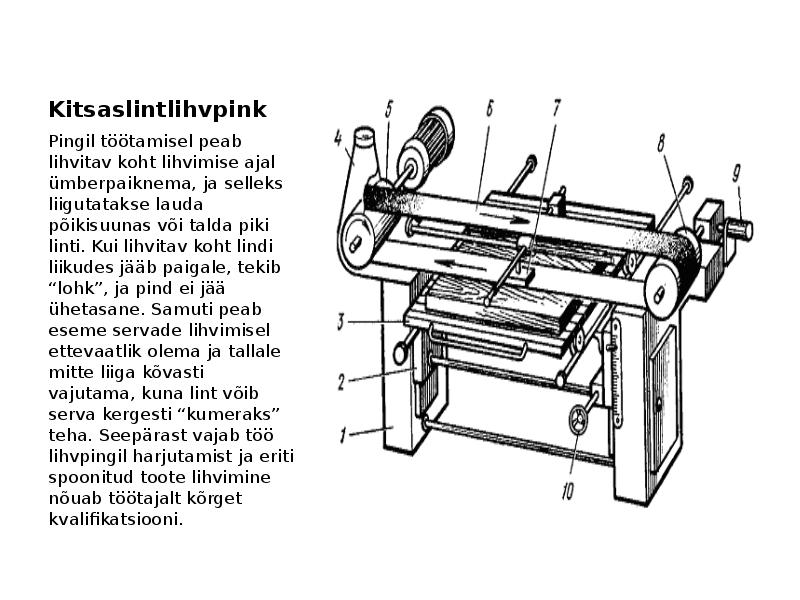
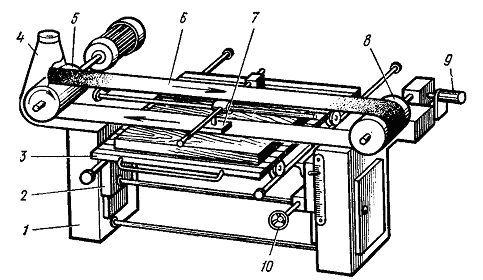
Lihvija kvalifikatsioon Kitsaslintlihvpink
(horisontaalasendis)
Kitsa lindiga
lihvpink on
oma nimetuse saanud
lihvlindi mõõtmetest. Lindi
laius on 150-200 mm ja
selle liikumiskiirus on ca 20
m/sek. Lõputu lihvlint
kulgeb kahest rihmarattast
juhituna pealpool lihvitavat
eset ning
lihvimist juhitakse
käsi-lihvtallaga, mis on
kinnitatud korpuse külge
selliselt , et seda saab
liigutada kogu laua
pikkuses ja mis
liigendiga liigub vertikaalsuunas lindi
harude vahel. Kitsaslintlihvpink
Lihvtallal on
viltpolster ning
hõõrdumise
vältimiseks
talla ja lihvlindi vahel
grafiitlint. Lihvtald
on kitsam kui
lint ja seega ei suru
tald lindi serva
jälge lihvitavale
esemele. Kitsaslintlihvpink
Lihvimislaud on lindist
allpool ja see liigub juhikutel
risti lihvlindi
pöörlemissuunaga. Töölaua
kõrgust reguleeritakse
käsitsi või mehaaniliselt nii,
et lindi ja lihvitava eseme
vahe oleks 20-30 mm.
Laua pikkus on 2-3 meetrit
ja see on oma ehituselt
avatud, et lihvimistolm
saaks tööobjektilt
eemalduda. Tolmuimur
peab tingimata olema sisse
lülitatud, kui
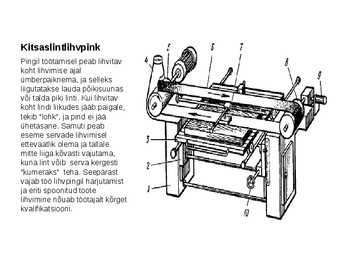
masinal töötatakse. Kitsaslintlihvpink
Pingil töötamisel peab lihvitav
koht lihvimise ajal
ümberpaiknema, ja selleks
liigutatakse lauda põikisuunas
või talda piki linti. Kui lihvitav
koht lindi liikudes jääb paigale,
tekib "
lohk ", ja pind ei jää
ühetasane. Samuti peab
eseme
servade lihvimisel
ettevaatlik olema ja tallale
mitte liiga kõvasti
vajutama ,
kuna lint võib serva kergesti
"kumeraks" teha. Seepärast
vajab töö lihvpingil harjutamist
ja eriti spoonitud toote
lihvimine nõuab töötajalt kõrget
kvalifikatsiooni. Kitsaslintlihvpink
Lihvpingi õige
kasutamise korral on
see universaalne ja
sobib nii tükk- kui ka
plaatmaterjali lihvimiseks. Pingil
töötamisel peab
meeles
pidama , et
lihvlint on altpool
avatud ja selle serv
võib põhjustada
õnnetusi , näiteks
käte vastu
puudumisel. Servalihvpink
(kitsaslintlihvpink
vertikaalasendis)
Lõputu lihvlint pöörleb kahe
juhtvaltsi toel püstasendis.
Pingi ühel või mõlemal
küljel on lihvimistasapind,
mille peal lihvitakse.
Lihvimistasapindade
kõrgust saab reguleerida ja
neid saab ka nurga alla
seada, mis võimaldab
kaldpindade lihvimist. Ka
ühe otsa lindiratast saab
kasutada lihvimistoena, mis
annab võimaluse lihvida
kõverpindu. Oma
mitmekülgsete
kasutusvõimaluste tõttu
kuulub see
pink tisleritöö
põhimasinate hulka.
Pinki kasutatakse servpindade,
karpide ja kaarekujuliste detailide lihvimiseks.
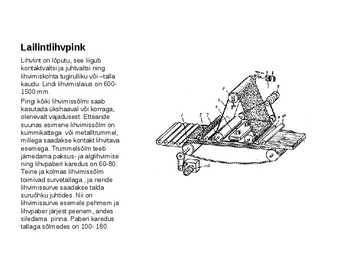
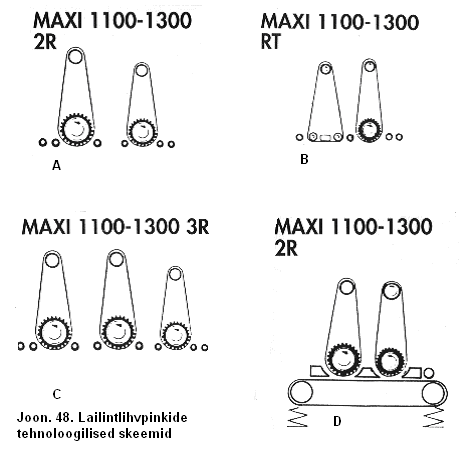
Lailintlihvpink Laia lindiga lihvpink on
mitmeotstarbeline lihvpink
tisleritöödeks. Pingi head
omadused on: kerge ja
turvaline kasutada,
usaldusväärne ja lihvpinna
hea kvaliteet. Pingi töö
meenutab suuresti
paksushöövelpingi tööd
ning liimpuidu tootmisel
ongi paksuskalibreerimisel
paksushöövelpink tihti
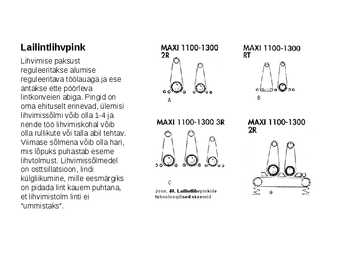
asendatud lailintlihvpingiga. Lailintlihvpink
Lihvimise paksust
reguleeritakse alumise
reguleeritava töölauaga ja ese
antakse ette pöörleva
lintkonveieri abiga. Pingid on
oma ehituselt erinevad, ülemisi
lihvimissõlmi võib olla 1-4 ja
nende töö lihvimiskohal võib
olla rullikute või talla abil tehtav.
Viimase sõlmena võib olla hari,
mis lõpuks puhastab eseme
lihvtolmust. Lihvimissõlmedel
on osttsillatsioon, lindi
külgliikumine, mille eesmärgiks
on pidada lint kauem puhtana,
et lihvimistolm linti ei
"ummistaks". Lailintlihvpink
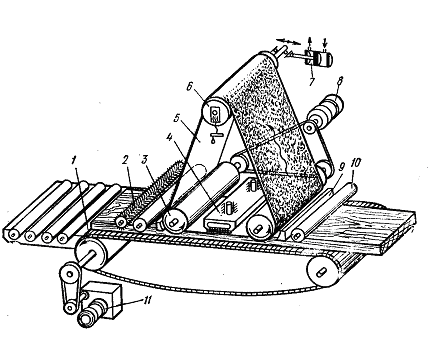
Lihvlint on lõputu, see liigub
kontaktvaltsi ja juhtvaltsi ning
lihvimiskohta tugirulliku või talla
kaudu. Lindi lihvimislaius on 600-
1500 mm.
Pingi kõiki lihvimissõlmi saab
kasutada ükshaaval või korraga,
olenevalt vajadusest.
Etteande suunas esimene lihvimissõlm on
kummikattega või metalltrummel,
millega saadakse kontakt lihvitava
esemega. Trummelsõlm teeb
jämedama paksus- ja alglihvimise
ning lihvpaberi karedus on 60-80.
Teine ja kolmas lihvimissõlm
toimivad survetallaga , ja nende
lihvimissurve saadakse talda
suruõhku juhtides. Nii on
lihvimissurve esemele pehmem ja
lihvpaber järjest
peenem ,
andes siledama pinna. Paberi karedus
tallaga sõlmedes on 100- 180. Lailintlihvpink
Lailintlihvpingil on tihti võimalik etteande laua kõvadust
reguleerida. Kui lihvitakse paksuskalibreerimiseks, siis
kasutatakse kõva, jäika lauda ja kui lihvitakse spoonituid tooteid,
reguleeritakse laud vetruvaks. Spoonitud esemete lihvimisel
kasutatakse ainult tallaga sõlmi ja paber on peenem, 120-180.
Nii kindlustatakse piisavalt pehme kontakt lihvitava esemega ja
välditakse spooni mahalihvimist. Spetsiaalse,
pingiga ühendatava lihvtalla surve juhtimissüsteemi abil saab kontakti
suunata täpselt lihvitava eseme kuju järgi. Üks selline täiustatud
survejuhtimisviis on
osadeks jagatud tald, mille lihvimissurvet
saab laiust pidi reguleerida. Lailintlihvpink
Pink sobib tisleritöös peaaegu kõikide
sirgete esemete lihvimiseks, ka
pinnatöötluse vahelihvimisel. Pinki on
kerge kasutada ja lihvimise kvaliteet on
kindel, mis annab võimaluse selle
kasutamiseks mitmetel
lihvimisoperatsioonidel ning töö sellel ei
sõltu nii suurel määral töötaja
kvalifikatsioonist kui kitsa lindiga lihvpingil. Ketaslihvpink
Pingi
lõikeelemendiks on
lihvketas. Lihvketas
on kinnitatud võllile
ja käivitatakse
kiilrihmadega.
Lihvketta töölaud on
kallutatav.
Lihvketast
kasutatakse sahtlite
sobitamisel.
Ketaslihvseade Üks
uuem modifikatsioon
vormide lihvimiseks on
lihvketastest koostatud
lihvseade. Lihvketas kujutab
endast ümmargust, umbes
100-300 mm diameetriga
lihvpaberiketast. Millele on
radiaalsuunas asetatud
kitsad ,
5-10 mm
laiused lihvpaberi
ribad , mis on keskelt üksteise
külge kinnitatud. Keskkoht on
plastiga tugevdatud ja seal on
kinnitusava. Selliseid lihvkettaid
paigaldatakse üksteise peale
spetsiaalselt kavandatud
seadme võllile nii, et nende
vahele mahuks õhuke, umbes
5 mm paksune vaherõngas. Ketaslihvseade
Sõltuvalt seadme ehitusest
mahub lihvkettaid sinna 5-
30, ja nii saadakse soovitud
laiusega lihvpind. Seadme
töö põhineb sellel, et
pöörlemisel lihvpaberiribad
keerduvad ja tekitavad
elastse, vormidega sobiva
lihv pinna, millega saab
õrnalt lihvida mitmesuguse
kujuga detaile.
Lihvimisseade sobib eriti
profiilservade ja vormi
painutatud detailide
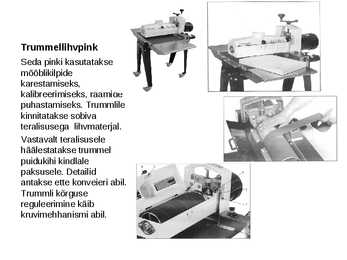
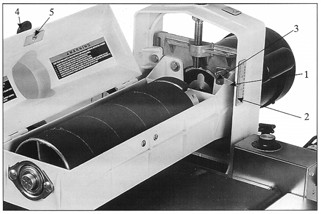
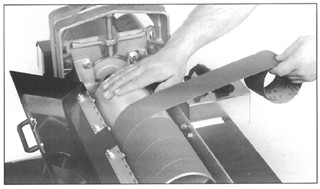
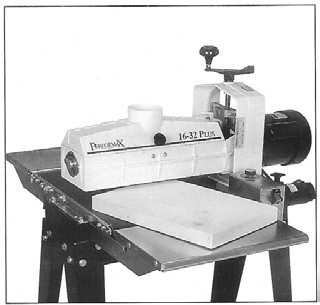
viimistluslihvimiseks. Trummellihvpink
Seda pinki kasutatakse
mööblikilpide
karestamiseks,
kalibreerimiseks, raamide
puhastamiseks. Trummlile
kinnitatakse sobiva
teralisusega lihvmaterjal.
Vastavalt teralisusele
häälestatakse
trummel puidukihi kindlale
paksusele. Detailid
antakse ette konveieri abil.
Trummli kõrguse
reguleerimine käib
kruvimehhanismi abil. Kombineeritud lihvpink
Kombineeritud
lihvpingid on ette
nähtud karpide,
sahtlite
puhastamiseks ja
sobitamiseks,
prussdetailide
otspindade ja
kõverjooneliste
detailide lihvimiseks. Tööohutusnõuded lihvpinkidel töötamisel
ENNE TÖÖD
· Korrastada tööriided, nööpida või siduda kätised, panna pähe
peakate .
· lahtiste juustega ei tohi tööpingi juures töötada.
· Vaadata üle tööpink, koristada kõik liigne töökohalt ja läbikäikudest;
· hoolitseda, et põrand poleks libe.
· Kontrollida pingi korrasolekut. Abrasiivmaterjali
kandvad pingiosad peavad olema tasakaalustatud. Lihvpinkidel peavad olema tarvitusele võetud abinõud , mis väldivad staatiliste
elektrilaengute tekkimist. Lihvpinkide elektriseadmed peavad vastama selle ruumi tule- ja plahvatusohtlikkuse klassile, kuhu nad on monteeritud.
· Teha kindlaks kas tööpingi ettenähtud
piirded ja kaitserakised on korras.
· Mitte hakata tööle, kui nad pole korras.
· Kontrollida ventilatsioonisüsteemide korrasolekut. Tööohutusnõuded lihvpinkidel töötamisel
TÖÖ AJAL
· Mitte anda ega võtta vastu esemeid üle töötava tööpingi.
· Tööpink tuleb seisata:
- töökohalt
ajutiselt lahkudes;
-
rikete ilmnemisel tööpingi juures;
-
elektrienergia katkemisel;
- tööpingi puhastamisel. Tööohutusnõuded lihvpinkidel töötamisel
· Liikuva laua ja surveseadisega lihvpinkidel peab lihvpingi ülemine töövaba osa olema kaitsega kaetud.
· Pingil peab olema lihvpingi pingutamise ja töö ajal reguleerimise seadis.
· Rebenenud, ebatihedalt liimitud ja ebatasaste servadega lihvpingi kasutamine on keelatud.
· Kui lindi rattad on
malmist , ei tohi lihvlindi liikumiskiirus ületada 30 m/s.
· Lindi ratastele panemisel peavad lindi liimimise kohad
paiknema lindi käigu suunas.
· Konveieretteandega laialindilistel lihvpinkidel peab lihvlint olema täielikult kaetud. Tööohutusnõuded lihvpinkidel töötamisel
· Detailide väljumise poolses otsas peab lihvpingil olema kaitse, mis takistab töölise käte sattumist lindi ja pingi
kere töölaua vahele.
· Pingi ketaste töövaba osa peab olema kaitstud.
· Tugisuundlatt ja töölaud peavad olema kindlalt ja jäigalt kinnitatud nii, et nad ei kõiguks ega vibreeriks. Laua ja
ketta vahelise
pilu laius ei tohi olla üle 5 mm.
· Väikeste detailide töötlemisel peab kasutama surveseadiseid, mis väldivad pingi juhi käte sattumise lihvkettale.
· Kahe kettaga pingil peab ainult ühte
ketast kasutades töövaba ketas olema kaetud.
· Ketaste liikumiskiirus ei tohi ületada 30 m/s.
· Lihvpaber tuleb kinnitada kettale tugevasti, tal ei tohi olla volte , kummis kohti ega muid vigu.
· Lihvpaber peab vastama lihvketi läbimõõdule. Tööohutusnõuded lihvpinkidel töötamisel
PÄRAST TÖÖD
·
Puhastada ja korrastada tööpink ja töökoht.
· Korrastada tööriietus ja individuaalkaitsevahendid ning paigutada need selleks ettenähtud kohta.
·
Teatada vahetule ülemusele kõikidest töö ajal märgatud tööpingi riketest.
· Pesta nägu ja käsi, käia dusi all.











































Kõik kommentaarid