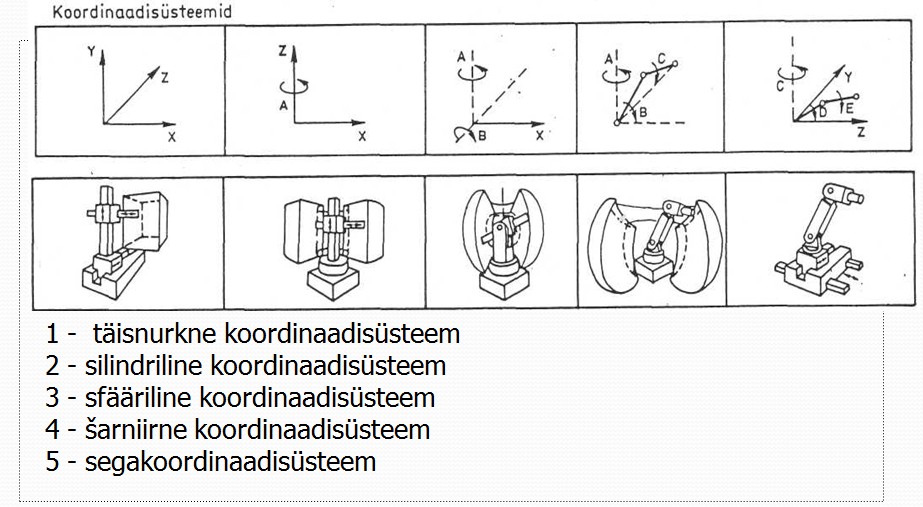
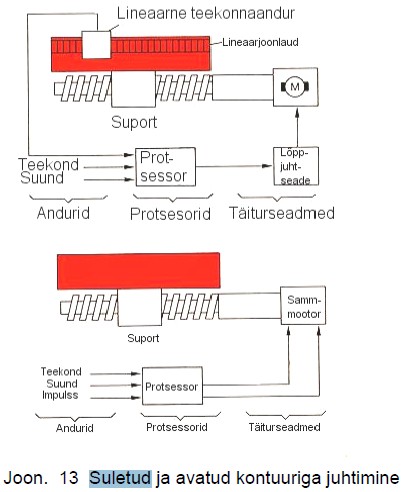
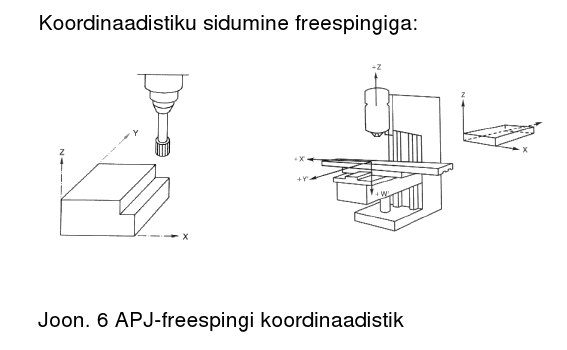
Puidutöötlemise tehnoloogia CNC pinkidel Anti Lepik 2010/2011 CNC- tööpingi operaatori oskused · Lugeda jooniseid (CAD-joonised) · Kasutada CAM programme · Luua/muuta NC-koode · Kasutada CNC-tööpinki CNC pinkide ajalugu ja areng · Esimene arvuti ENIAC (Electronic Numerical Integrator and Computer) · Ehitati 1943-1946 Pennsylvania ülikoolis · Põrandapindala 92 m2 · Kõrgus 3 m · Kaal 30 tonni · 18000 vaakum elektronlampi · 5000 tehet sekundis · Energiatarbimine 150 KW/h CNC pinkide ajalugu ja areng · 1952- esimene NC-freespink, Michigan (MIT) USA · 1957- NC-freespink tootmises, USA AIR FORCE · 1959- ATC-automaatne tööriista vahetus · 1960-1970- perfolintide ajastu, arendati välja eriotstarbelisi arvutijuhtimisega pinke · 1970-1980- esimesed CNC pingid. Mikroprotsessortehnika tegi revolutsiooni pinkide juhtsüsteemide kasutamisvõimalustes. Arvuti sai pingi lahutamatuks osaks. Tõu
TALLINNA TEHNIKAÜLIKOOL ELEKTRIAJAMITE JA JÕUELEKTROONIKA INSTITUUT ROBOTITEHNIKA ÕPPETOOL MIKROPROTSESSORTEHNIKA TÕNU LEHTLA LEMBIT KULMAR Tallinn 1995 2 T Lehtla, L Kulmar. Mikroprotsessortehnika TTÜ Elektriajamite ja jõuelektroonika instituut. Tallinn, 1995. 141 lk Toimetanud Juhan Nurme Kujundanud Ann Gornischeff Autorid tänavad TTÜ arvutitehnika instituudi lektorit Toomas Konti ja sama instituudi dotsenti Vladimir Viiest raamatu käsikirjas tehtud paranduste ja täienduste eest. T Lehtla, L Kulmar, 1995 TTÜ elektriajamite ja jõuelektroonika instituut, 1995 Kopli 82, 10412 Tallinn Tel 620 3704, 620 3700. Faks 620 3701 ISBN 9985-69-006-0 TTÜ trükikoda. Koskla 2/9, Tallinn EE0109 Tel 552 106 3 Sisukord Saateks
Tallinna Polütehnikum Energeetika õppesuund Rein Kask ELEKTRIAJAMITE JUHTIMINE Õppevahend TPT energeetika õppesuuna õpilastele Tallinn, 2007 Saateks Erialaainete õpikute ja muude õppevahendite krooniline puudus on juba palju aastaid raskendanud kutsehariduskoolide õpilastel omandada erialaseid teadmisi. Käesolev kirjatöö püüab mingilgi määral leevendada seda olukorda Tallinna Polütehnikumi energeetika õppesuuna õpilastele sellise õppeaine kui ,,Elektriajamite juhtimine" õppimisel. Elektriajamid on üheks põhiliseks elektritarvitite liigiks ja neid kasutatakse laialdaselt kõikides eluvaldkondades. On selge, et tulevased elektriala spetsialistid peavad neid hästi tundma ja oskama neid ka juhtida. Elektriajamite juhtimine ongi valdkonnaks, mida käsitleb käesolev õppevahend. Selle koostamisel on autor lähtunud põhimõttest selgitada probleeme nii põhjalikult kui vajalik ja nii napilt kui võimalik siit ka õppe-
3 ELEKTRIAJAMITE ELEKTROONSED SÜSTEEMID 4 Valery Vodovozov, Dmitri Vinnikov, Raik Jansikene Toimetanud Evi-Õie Pless Kaane kujundanud Ann Gornischeff Käesoleva raamatu koostamist ja kirjastamist on toetanud SA Innove Tallinna Tehnikaülikool Elektriajamite ja jõuelektroonika instituut Ehitajate tee 5, Tallinn 19086 Telefon 620 3700 Faks 620 3701 http://www.ene.ttu.ee/elektriajamid/ Autoriõigus: Valery Vodovozov, Dmitri Vinnikov, Raik Jansikene TTÜ elektriajamite ja jõuelektroonika instituut, 2008 ISBN ............................ Kirjastaja: TTÜ elektriajamite ja jõuelektroonika instituut 3 Sisukord Tähised............................................................................................................................5 Sümbolid .....................
Autorid: Priit Kulu Jakob Kübarsepp Enn Hendre Tiit Metusala Olev Tapupere Materjalid Tallinn 2001 © P.Kulu, J.Kübarsepp, E.Hendre, T.Metusala, O.Tapupere; 2001 SISUKORD SISSEJUHATUS ................................................................................................................................................ 4 1. MATERJALIÕPETUS.............................................................................................................................. 5 1.1. Materjalide struktuur ja omadused ...................................................................................................... 5 1.1.1. Materjalide aatomstruktuur........................................................................................................... 5 1.1.2. Materjalide omadused ..........................
UNIVISIOON Maailmataju Autor: Marek-Lars Kruusen Tallinn Detsember 2012 Esimese väljaande eelväljaanne. Kõik õigused kaitstud. 2 ,,Inimese enda olemasolu on suurim õnn, mida tuleb tajuda." Foto allikas: ,,Inimese füsioloogia", lk. 145, R. F. Schmidt ja G. Thews, Tartu 1997. 3 Maailmataju olemus, struktuur ja uurimismeetodid ,,Inimesel on olemas kõikvõimas tehnoloogia, mille abil on võimalik mõista ja luua kõike, mida ainult kujutlusvõime kannatab. See tehnoloogia pole midagi muud kui Tema enda mõistus." Maailmataju Maailmataju ( alternatiivne nimi on sellel ,,Univisioon", mis tuleb sõnadest ,,uni" ehk universum ( maailm ) ja ,,visioon" ehk nägemus ( taju ) ) kui nim
UNIVISIOON Maailmataju A Auuttoorr:: M Maarreekk--L Laarrss K Krruuuusseenn Tallinn Märts 2015 Leonardo da Vinci joonistus Esimese väljaande kolmas eelväljaanne. Autor: Marek-Lars Kruusen Kõik õigused kaitstud. Antud ( kirjanduslik ) teos on kaitstud autoriõiguse- ja rahvusvaheliste seadustega. Ühtki selle teose osa ei tohi reprodutseerida mehaaniliste või elektrooniliste vahenditega ega mingil muul viisil kasutada, kaasa arvatud fotopaljundus, info salvestamine, (õppe)asutustes õpetamine ja teoses esinevate leiutiste ( tehnoloogiate ) loomine, ilma autoriõiguse omaniku ( ehk antud teose autori ) loata. Lubamatu paljundamine ja levitamine, või nende osad, võivad kaasa tuua range tsiviil- ja kriminaalkaristuse, mida rakendatakse maksimaalse seaduses ettenähtud karistusega. Autoriga on võimalik konta
Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Ain Tulvi LOGISTIKA Õpik kutsekoolidele Tallinn 2013 Eesti Rahvusraamatukogu digitaalarhiiv DIGAR Käesolev õppematerjal on valminud „Riikliku struktuurivahendite kasutamise strateegia 2007- 2013” ja sellest tuleneva rakenduskava „Inimressursi arendamine” alusel prioriteetse suuna „Elukestev õpe” meetme „Kutseõppe sisuline kaasajastamine ning kvaliteedi kindlustamine” programmi „Kutsehariduse sisuline arendamine 2008-2013” raames.






































Kõik kommentaarid