Tallinna Tehnikaülikooli Tartu Kolledž Keskkonnakaitse õppetoolPaberi tootmise tehnoloogilised protsessidReferaat Juhendaja TartuSissejuhatus Paberi tootmise juures on palju erinevaid protsesse, kuid
üheks probleemiks protsesside kirjeldamisel on see, kust maalt algab
paberi tootmine. Kas algab puu istutamisest, ideega toota paberit või
hoopiski metsa langetamisel tekkinud
sobivate puude paberitootmisesse
laskmisel. Käesolevas referaadis alustasime paberi tootmise
uurimist puude langetamisest, kuna samast kohast alustasid ka paljud kasutatud
allikad ning ilmselgelt oleks referaat liialtki pikaks läinud kui
oleks alustanud puu istutamisest. Käsitleme teemat kuni paberi
valmimiseni.
Teema valimise juures mängis rolli huvi metsatööstuse vastu, kuid
arutelu käigus jõudsime selleni, et paberitootmine on ka huvitav,
kuna selle kohta puuduvad eelnevad täpsed teadmised. Samas hõlmab
ka paberi tootmine
mõningaid metsatööstuse protsesse, mis oli hea
viis ühendada algne huvi teise huvitava
teemaga .
Leht ja okaspuu langetamineRaielangitöödest on langetamine efektiivsuse
seisukohast kõige
kaalukam, samas kõige ohtlikum tööohutuse mõttes.
Langetamistehnika ja -suuna
valikul tuleb arvesse võtta järgmisi
tegureid: puu liik, tüvemaht ja tüve kuju, võra mass ja kuju,
tuule suund ning maapinna reljeef. Langetamine koosneb järgmistest
operatsioonidest:
- Etteraie(langetussälk) määrab puu langemissuuna. Etteraie sügavus peaks olema u 1/5 kännu läbimõõdust ning etteraie nurk 60-90 kraadi. Suur etteraie nurk on vajalik selleks, et puu langetamine oleks võimalikult kaua kontrolli all.
- Langetuslõige tehakse ühe või mitme võttega sõltuvalt puu jämedusest, ilmastikust ja puu kaldest. Langetuslõige tehakse etteraiega samale tasapinnale või kuni 2 cm kõrgemale. Väike tasapindade vahe vähendab pideriba läbilõikamise ohtu.
- Pideriba jätmine. Pideriba võib nimetada metsuri elukindlustamiseks. Õige pideriba tagab , et langetatud puu kukub soovitud suunas. Pideriba jäetakse langetuslõike ja etteraie vahele. Pideriba paksus peaks olema 1/10 kännu läbimõõdust. See seaduspärasus kehtib kuni 40cm jämeduste puude puhul. Jämedamate puude korral peaks pideriba paksus olema 4-5cm.
Olulisemad langetusvõtted:
- Alusmetsa puud ja peenemad II rinde puud. Langetussuuna valikul ei mängi tuul, puu kalle ja võra mass erilist rolli, kuna neid puid on võimalik käega või õlaga suunata; sellest tulenevalt tehakse etteraie soovitud suunas ning langetuslõige ühe võttega.
- Suuremad puud. Kõigepealt tehakse etteraie, seejärel viiakse sae juhtplaat langetatava puu küljelt sisse, tasapindade vahe etteraie ja langetuslõike vahel peaks olema kuni 2cm, lõigatakse soovitud paksusega pideriba. Seejärel teostatakse langetuslõige ühe või mitme võttega. Selline viis tagab puu soovimatu langetamise kas kalde või tuule mõjul.
Kvaliteedinõuded
paberipuule
Läbimõõt. Lubatud diameetrid vahemikus 6-60 cm, mõõdetuna koore alt. Kui diameeter ei mahu antud vahemikku, loetakse puu praagiks.
Pikkused. Standardpikkused paberipuidule on 3,0m ja 4,0m (+/- 10 cm). Mõõtmisel ümardatakse väiksema detsimeetrini.
Oksad ja laasimine. Oks peab olema laasitud tüvega paralleelselt, võimalikult tüve lähedalt nii, et oksa ja tüve vahele ei jääks tühimikku, mis takistaks koorimist. Harupuud ei ole lubatud.
Kui laasimine ei vasta esitatud nõuetele, loetakse palk praagiks.
Kõverus. Lubatud max 10% pikkusest. (3m – 30cm; 4m – 40cm). Palk peab mahtuma silindrisse diam.-ga 70 cm.
Võõrad puuliigid ei ole lubatud.
Mädanik. Pehme- ja kõvamädanikku on lubatud kuni 1/3 noti otsa läbimõõdust. Mahaarvestus tehakse mädaniku kahju osa ulatuses. Metsakuiv ja laomädanik ei ole ühelgi juhul lubatud! Koorem (virn), milles on rohkem kui 10% praaki (mädanik, diameeter, kõverus, laasimine jne.), mõõtmisele ei kuulu ja vastu ei võeta.
Paberipuit ei tohi sisaldada: põlenud puitu, tahma, plastikut, metalli, kemikaale, kive ega muid võõrkehi.
http://www.hmpk.ee/kokkuost/paberipuu-palk/paberipuu-nouded.html Kokkuvedu põllumajandustraktoritele mõeldud haagistelSuuremahulisema metsatöö tegemiseks on mõttekas osta tõstukiga
metsaveokäru, mis on mõeldud ainult sortimendina metsamaterjali
kokkuveoks. Kandejõu poolest on võimalik valida haagist 4-12
tonnini, olenevalt
sortimendist on koorma maht 3-10 m2 ja
noole ulatus 5-8,5 meetrit. Vedavate ratastega
haagised on kallimad
tavalistest metsaveohaagistest, kuid neil on oluliselt parem läbivus-
ja veovõime. Vedu kantakse traktorilt haagisele hüdrauliliselt,
mehhaaniliselt või hüdromehaaniliselt.
Nii metsuri- kui masinlõikuse puhul peavad olema sisse raiutud
kokkuveoteed. Nende planeerimisel tuleb arvestada
langi reljeefiga
ning valida kokkuveoteede suunad
selliselt , et oleks võimalikult
vähe külgkallet ning ummikteid.
Metsuriraie puhul on oluline, et metsamaterjal oleks ladustatud
traktori sõidukinoole ulatusse ja paigutatud selliselt, et oleks
ligipääs hüdrotõstukiga. Sellest tulenevalt ei ladustata
materjali puude ja põõsaste najale ega taha. Materjal ei tohi
paikneda kokkuveoteel nii, et see takistaks masina liikumist. Lühike
metsamaterjal peaks metsuri poolt olema virnastatud 0,2-0,5 m3
virnadesse ja paigutatud võimalikult risti kokkuveotee suunaga
– nii on metsaveomasina ja ka metsuri
tootlus suurem.
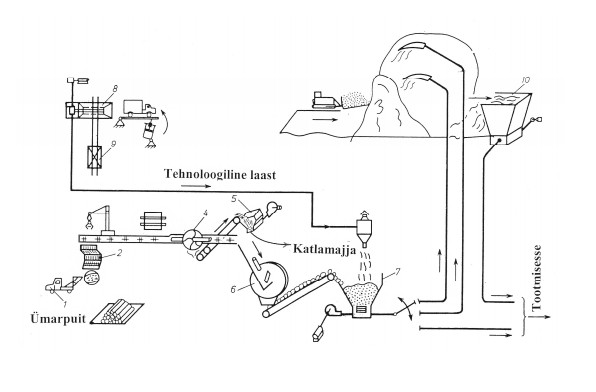
Tooraine ettevalmistuse tehnoloogiline skeem
Joonisel on kujutatud tooraine ettevalmistuse põhimõttelist
tehnoloogilist skeemi. Ettevõttesse võib tooraine saabuda mujal
põhiliselt jääkpuidust valmistatud laastuna või ümarpuiduna, mis
kooritakse ja laastustatakse raiemasinates e. hakkurites. Kasutusel
on peamiselt ketasraiemasinad, mis on trummelraiemasinatest
tootlikumad ja võimaldavad paremat laastu kvaliteeti.
Joonis. Puittooraine ettevalmistuse skeem
1 – autolaadur 2 – põikkonveier 4 – koorimispink 5 –
koorepunker 6 – ketasraiemasin 7,8,10 –
laastupunkrid 9 – vagun laastuga
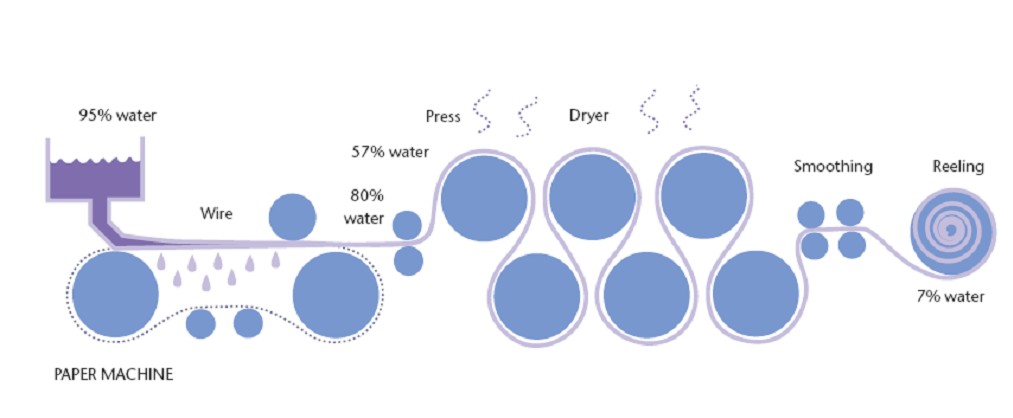
Protsess jätkub paberimasinas. Spetsiaalses
kastis lahjendatakse paberimass 0,8-1,5% paberikiu sisalduseni ning
valatakse liikuvale sõelale paberikangaks. Järgneb massi raputamine
sõelal, et saavutada ühtlane tugevus. Sõela all paiknevate
vaakumimurite abil eraldatakse paberimassist vesi, kuni paberikangas
saavutab ligi 20% kuivainesisalduse.
Sel moel saadud paberikangas
pressitakse kahes jaos.
Esmalt toimub vee väljapressimine
paberikangast esimeses pressis. Siis pressitakse paberikangast
pöördpressis, et saavutada ligi 40%
kuivainesisaldus .
(
http://www.rappin.ee/est/tehnoloogia )
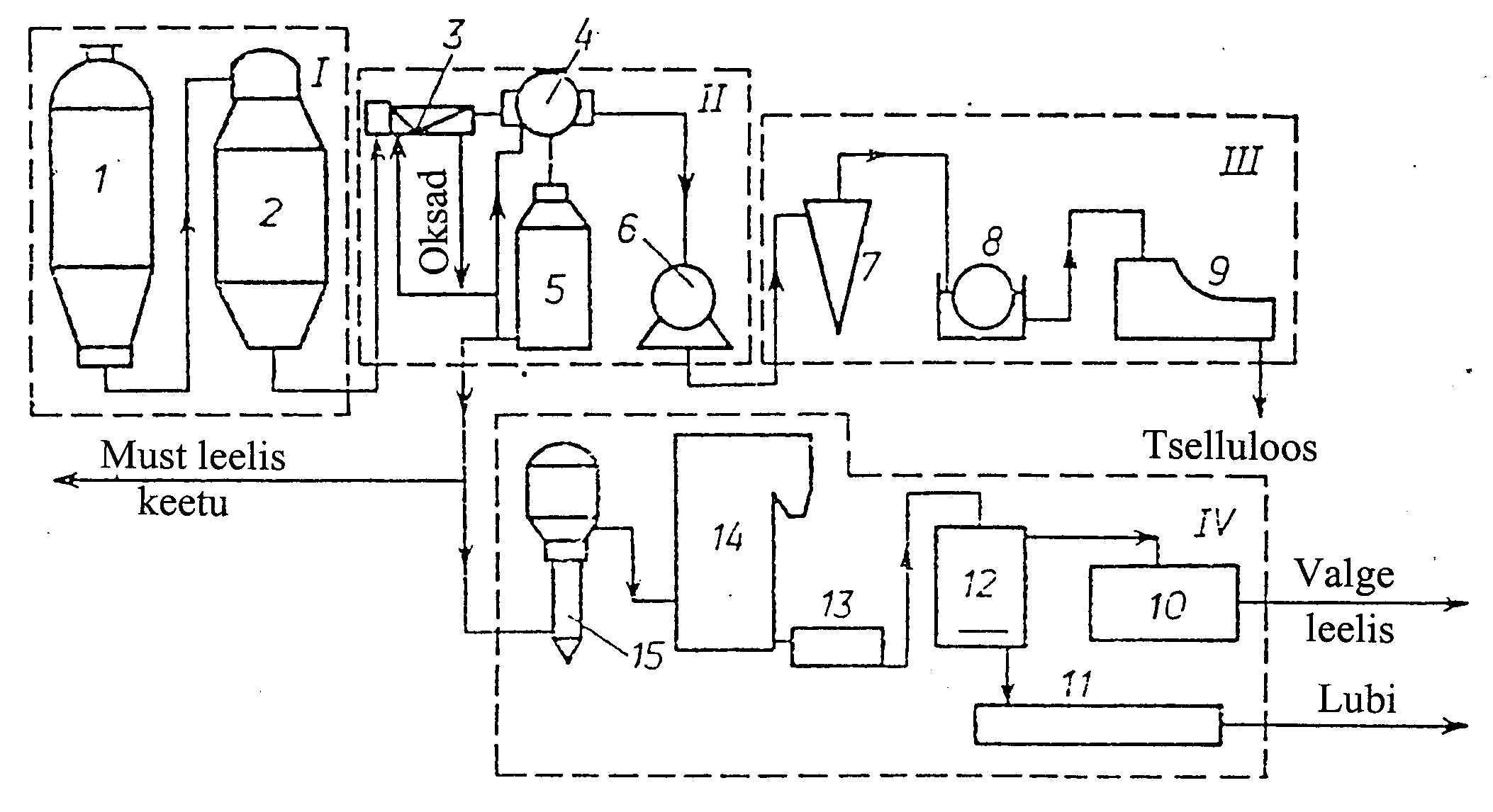
SULFAATKEEDU TEHNOLOOGIA Sulfaattselluloosi tootmise tehnoloogiline skeemPleegitamata
sulfaattselluloosi tootmise tehnoloogiline skeem1 – keedukatel 2 – väljapuhumismahuti 3 – oksapüüdur 4 –
pesufilter 5 – musta
leelise mahuti 6 – sõelsorter 7 –
keerissorter 8 – massitihendaja 9 – massibassein 10 – valge
leelise mahuti 11 – meesa 12 – kaustisaator 13 – rohelise
leelise mahuti - 14 – soodaagregaat 15 – aurutusseade
Tselluloosi peseminePesuprotsessi üldiseloomustusPesul toimub leelise eraldamine tselluloosist ja seetõttu võib pesu
lugeda leelise regenereerimise esimeseks staadiumiks. Mass sisaldab 4
- 6,5 m3 musta leelist 1 t õhkkuiva tselluloosi kohta. Väike osa
sellest ( 0,3 - 0,4 m3 1 t kohta e. 5% üldkogusest ) paikneb
rakuseina kapillaarides. 1 - 1,5 m3 1 t kohta e. 15 – 20% paikneb
rakuõõntes. Ülejäänud 75 - 80% on vaba
leelis , mis ümbritseb
kiude ja
kiukimpe. Pesu ülesandeks on eraldada leelis võimalikult täielikult
ja võimalikult kontsentreeritult. Teisest küljest - pestud mass
peab olema võimalikult puhas, et garanteerida kvaliteetne toodang.
Pesemisel toimuvad
suurelt osalt mehaanilised protsessid:
väljasurumine, pressimine,
filtratsioon . Leelist püütakse
tavaliselt võimalikult palju massist ilma lahjendamata välja
tõrjuda. Paratamatult toimub aga ka veega lahjenemine. Teoreetilises
plaanis eristatakse pesumeetodeid, mis põhinevad väljatõrjumisel
ja
meetodeid , mis põhinevad segunemisel veega koos järgneva
väljapressimisega või filtratsiooniga. Esimesse gruppi kuuluvad
pesu sõelpõhjaga basseinides, keedukateldes ja difusöörides.
Teise gruppi mitmeastmeline pesu trummelfiltritel, lintfiltritel,
pressfiltritel,
tigu - ja ketaspressides.
Pesul toimuvad protsessidPressimine võimaldab leelist mehaaniliselt eemaldada teda
lahjendamata, kuid kogu leelist selliselt kätte ei saa. Ei ole
võimalik tekitada nii suurt
survet , et saaks eemaldada leelist
täielikult kiudude kapillaarsüsteemist. Vedeliku eemaldamist
takistab kapillaarrõhk. Kapillaarrõhu kasv kapillaaride läbimõõdu
kahanemise tulemusena tasakaalustab välise surve.
Laboratoorsed katsed survel 15 MPa andsid massi maksimaalseks kuivuseks 60%.
Filtratsiooniprotsess toimub
trummel - ja lintfiltrites, sõelpõhjaga
basseinides, kateldes ja difusöörides. Filtratsioonikiirus on
isloomustatav Poiseuille võrrandiga, mis määrab ajaühikus läbi
pinnaühiku filtreeruva vedeliku koguse. Õhukese filtreeriva kihi
puhul ( trummelfilter ) on kihi kokkusurutuse aste kihi paksuses
peaaegu ühesugune. Läbi paksu kihi filtreerimisel tiheneb
eelistatult vaid filtreeriva pinna vastas paiknev massikiht, kuhu
koondub peaaegu kogu filtratsioonitakistus.
Difusiooni teel väljuvad kiudude seest lahustunud ained.
Difusiooniteooria võrrandeid kasutades on võimalik arvutada, et
üksikust tselluloosikiust eraldub leelis 1 sek jooksul, 1 cm3
suurusest kiukimbust aga rohkem kui tunni jooksul.
Tselluloosikiul on märgatav adsorptsioonivõime metalliioonide
suhtes. Leeliselises keskkonnas on adsorptsioonitsentriteks
tselluloosi karboksüülrühmad. Ioonide valentsuse suurenemisel
adsorptsioon kasvab. Pesul omab praktilist tähtsust Na+- ioonide
adsorptsioon, sest see toob kaasa leelise kadu pestud massiga.
Vahutamine tekitab pesul suuri raskusi ( eriti trummelfiltritel ). On
tingitud pindaktiivsetest ainetest, esmajärjekorras seebistunud
vaik - ja rasvhapetest.
Seebid vähendavad vee
pindpinevust leelise ja
õhu kokkupuutepinnal ja seetõttu adsorbeeruvad pinnakihis,
moodustades tugevaid kilesid, mis ümbritsevad õhumulle. Musta
leelise
vaht on erakordselt püsiv. Isekustumine võib kesta ööpäeva
ja isegi auruga töödeldud vaht võib seista veel 6 - 8 tundi.
Vahuga võitlemise efektiivseks mooduseks on selliste pindaktiivsete
ainete sisseviimine, mis on seebist suurema pindaktiivsusega, kuid
moodustavad väiksema
tugevusega kilesid. Selliste ainete hulka
kuuluvad näit. silikoonühendid ja kõrgmolekulaarsed alkoholid. Nii
näiteks annab hea tulemuse 0,1 kg siloksaani lisamine 1 t
tselluloosi kohta.
Puitmassi pleegitamine Puitmassi valgesust mõjutavad teguridValgesusus sõltub puidu keemiliste komponentide valgusneeldumise ja
valgushajumise teguritest.
Tselluloos ja hemitselluloosid puidus on
praktiliselt värvusetud. Värvus on tingitud peamiselt ligniinist,
mille molekulis on kromofoorsed grupid.
Puitmassi valgesust mõjutavad:
- töötlustemperatuur (kromofoorsete gruppide sisaldust mõjutavad reaktsioonid)
- kooresisaldus (laastust saadud puitmass )
- kemikaalid võivad põhjustada kerget pleegitusefekti (NaHSO3) või tumenemist ( NaOH )
- valgushajumisteguri mõju (CMP omab väikest valgushajumistegurit)
Pleegituse põhimõttedPleegitusel on lisaks valgesuse tõstmisele ka kõrvalmõjud:
- ekstraktiivainete vähenemine
- tugevuse kasv
Puitmassi pleegitamine põhineb ligniini kromofoorsete gruppide
lõhkumisel. Täielikult aga ei ole võimalik neid eemaldada.
Seetõttu ei ole võimalik saavutada sama kõrget valgesust kui
tselluloosi pleegitamisel. Pleegitus põhineb oksüdatsiooni- või
taandamisreaktsioonidel. Efektiivsemalt
toimivad oksüdatsioonireaktsioonid
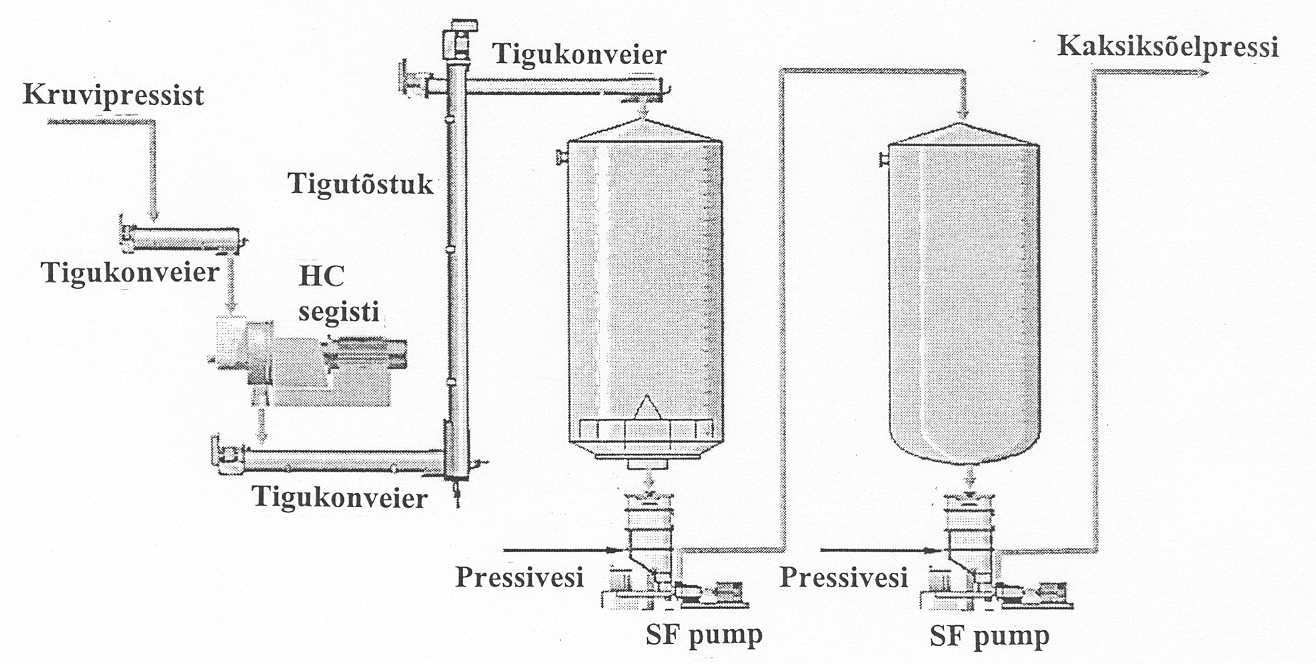
PleegitustehnoloogiaPleegitus toimub tavaliselt pleegitustornis. Enne pleegitamist mass
tihendatakse, massi hulka lisatakse kelaati, kuumutatakse ja
segatakse pleegituslahusega. Lisaks värskele pleegituslahusele
kasutatakse sageli ka töötanud pleegituslahuse retsirkuleerimist.
Pleegitus
võib toimuda ühe- või kaheastmeliselt keskmisel kontsentratsioonil
(15 –20%) või kõrgel kontsentratsioonil (30 – 40%). Kõrgel
kontsentratsioonil pleegituseks on vajalikud
spetsiaalsed massi
tihendusseadmed (topeltsõeltihendid, topelttrummeltihendid või
kruvipressid ) ja spetsiaalsed
segistid .
Pleegituslahuse retsirkulatsiooni kasutatakse tavaliselt suure
peroksiidi kulu puhul (kuni 4%). Sel juhul võib jääkperoksiidi
kogus lahuses
ulatuda 50%-ni doseeritust. Kasutusel on ka järgmised
tehnoloogilised variandid:
- pleegitus jahvatusel
- pleegitus helveskuivatusel
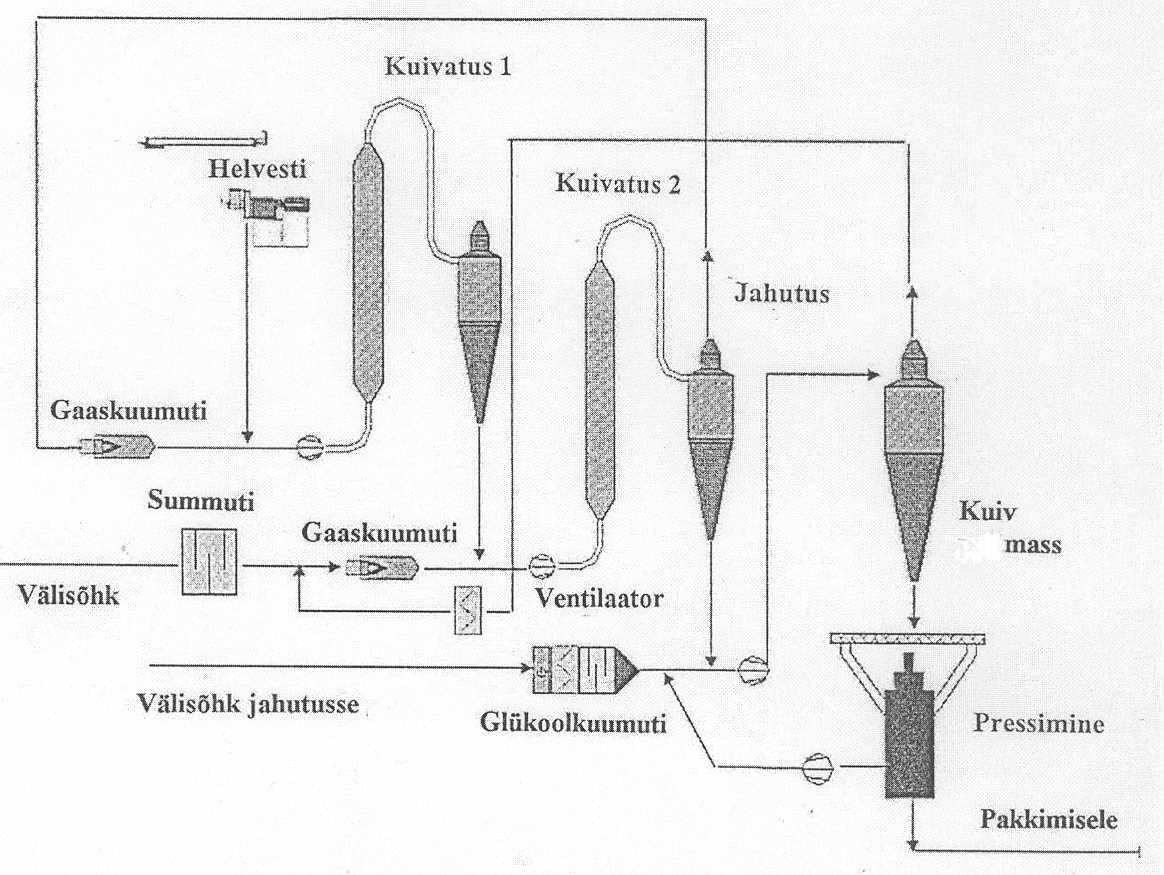
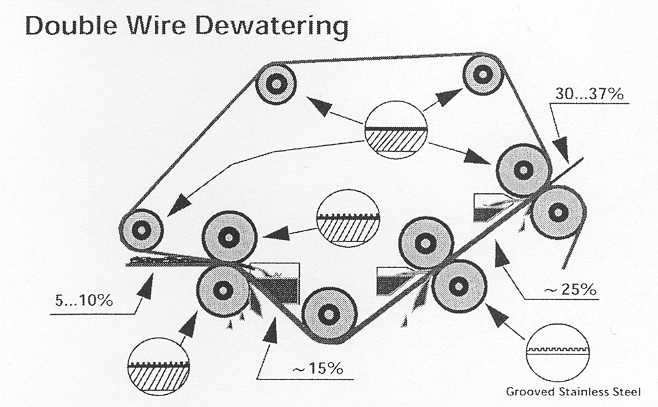
Tselluloosi kuivatamine Kui tselluloos ei suunata tselluloositehasest vedela massina
paberivabrikusse, vaid väljastatakse kaubatoodanguna, siis
kuivatatakse ta kuivatussilindritel ja turustatakse lehttselluloosina
või kasutatakse helveskuivatuse tehnoloogiat ja turustatakse
kokkupressituna pallides. Enne kuivatust tuleb tselluloosimassist
eraldada enamik vett kas spetsiaalses kõrgsurvepressis või
paberimasina sõelaosa taolises seadmes nagu
näidatud joonisel 60.
Pressformerilt suunatakse tihendatud kiuvaip kuivatussilindritele.
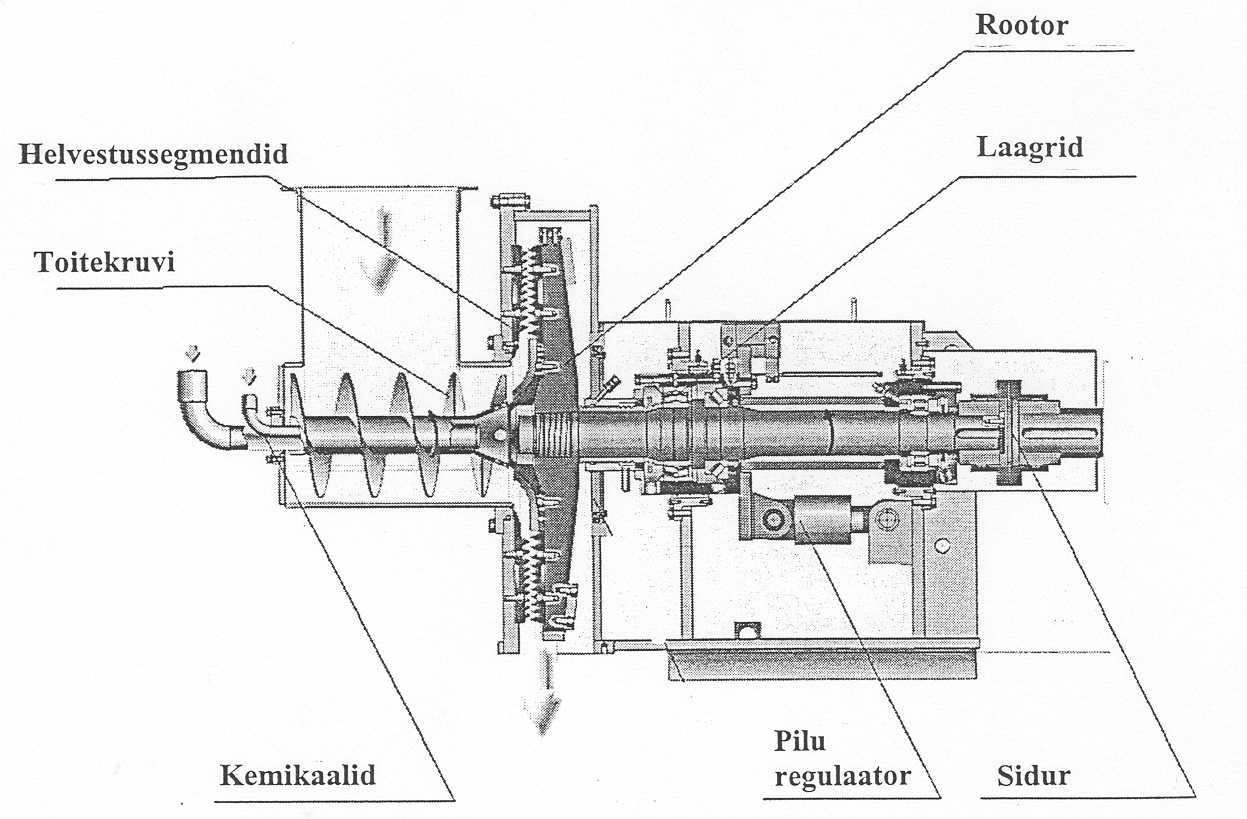
Helveskuivatuse tehnoloogia
kasutamisel tihendatakse kiuvaip
tavaliselt kõrgsurvepressis ja suunatakse seejärel purustisse.
Purustist väljunud massitükid liiguvad pneumotranspordiga
helvestisse, kus moodustuvad väga väikesed massiosakesed (kiud,
kiukimbud). Helvesti töö efektiivsusest sõltub oluliselt
kuivatuskvaliteet, kuivatusseadme
tootlikkus ja kuivatusprotsessi
ökonoomsus. Mida suurem on massiosakeste eripind, seda
efektiivsemalt
kuivatus kulgeb. Kuivatus toimub tavaliselt
kaheastmeliselt. Helvestatud mass juhitakse inžektorisse, kus ta
seguneb kuuma õhuga ja liigub edasi õhuvoolus 1. astme
kuivatustorni. Värsket kuuma õhku antakse tavaliselt 2. astme
kuivatustorni, millest väljuvat töötanud õhku kuumutatakse uuesti
ja suunatakse kuivatuse 1. astmesse. See võimaldab vähendada
õhukulu miinimumini, hoida kokku soojust ja vähendada tolmu
emissiooni. Õhu
kuumutamine toimub soojusvahetis kas auruga või
gaasi põletamisel saadavate suitsugaasidega. Kuivatuse esimesel
perioodil
aurustub intensiivselt massiosakeste
pindmine niiskus,
kuivatuskiirus on suur ja määratud ainult kuivatuskeskkonna
parameetritega. Kuivatuse teisel perioodil sõltub kuivatuskiirus
seotud niiskuse difusioonikiirusest kiuseina sisemusest välispinnale,
mida mõjutavad kiudude omadused.
KuivatamineKirjeldatud kaheastmelise kuivatusskeemi korral on soojuse kulu
kuivatuseks 2800 kJ aurustatud vee 1 kg kohta. Õhu retsirkulatsiooni
kasutamata oleks see 4000 kJ/kg. Kuivatuse läbinud tselluloos
suunatakse ventilaatoriga tsüklonisse, kus temast eraldatakse
kuivatusõhk. Kuivatatud massi lõppniiskuseks on 12%. Pärast
kuivatust 1. astme tsüklonis eraldatavat kuivatusõhku, mis sisaldab
kiutolmu ja veeauru, kasutatakse osaliselt põletusõhuna küttekoldes
ning ülejääk suunatakse läbi puhastusseadmete välisõhku.
Kuivatusõhu temperatuur kuivatuse 1.
staadiumis on 250 – 270 °C
ja kuivatuse 2. staadiumis 180 °C.
Peale vee eemaldamist märgpressidel jääb paberisse 60-70% vett:
rasvase massi ja kiirekäiguliste masinate juures- enam, sõreda
massi ja tasakäiguliste masinate puhul- vähem; näiteks
ajalehepaberil, mida valmistatakse kiirusega 360-420m
minutis , on
normaalne niiskus kuivatusosa ees 69-70%; paksu suulisepaberi või
pakkimispaberi valmistamisel, kus kiirus ei ületa
100m minutis, võib
veehulk paberilaias pärast märgpresse olla 60% ja vähem. Peale
mehhaanilist surumist paberisse jäänud vesi eemaldatakse
paberimasina kuivatusosa aurutamise abil. Tuleb korras hoida kogu
pressiosa, et võimalikult palju vett mehaanilise pressimise käigus
eemaldada, eriti kummiga kaetud alumised valtsid. Vaja perioodiliselt
lihvida valtse, hoida sarnane bombeerimine, mis tegab pressvaltside
normaalse kokkupuutumise, jälgida märglihvide seisukorda,
õigeaegselt neid vahetada ja perioodiliselt kontrollida presside
tööd, kontrollides paberi niiskust kuivatusosa eel.
Kuivatusosa praegusel paberimasinal koosneb tavaliselt kahest
horisontaalsest reast, kuivatussilindreist, mida kuumendatakse seest
auruga. Silindrid on paigutatud malekorras. Parerilaid satub
pöördepressilt nn juhtimissilindrile, mis on tavaliselt vähema
läbimõõduga kui kuivatussilindrid. Juhtimissilindri ümber käinud
paberilaid liigub edasi kuivatusosa esimesele
alumisele silindrile.
Siit ta tõuseb esimesele ülemisele silindrile, edasi langeb alla
teisele alumisele silindrile jne., ümber haarates siksakiliselt kõik
silindrid. Paberi läbiviimise hõlbustamiseks masina
käikulaskmiselja paberilaia rebenemisel, samuti ka tihedamaks paberi
ligisurumiseks kuivatussilindrite kuumale pinnale kasutatakse nn
kuivatusvilte. Tehakse vahet
ülemiste viltide – silindrite ülemise
rea jaoks- ja alumiste viltide vahel- alumise rea jaoks. Vilt hõlmab
kuivatussilindreid umbes poole ringi ulatuses, liigub koos nende
grupi viimase silindrini ja tuleb tagasi esimese silindri juurde.
Kuivatussulindrite arv
grupis , mis on ümber haaratud ühest vildist,
on väga mitmesugune: alates ühest kuivatussilindrist
masinatel , mis
valmistavad eripaberite
sorte , kuni 20 ja enam silindrini
kiirekäigulistel ajalehemasina. Kuivatusvildid niiskuvad
kokkupuutumisest märja paberiga, samuti ka vildi poorides
kondenseeruvatest vee aurudest, mida paberist eemaldatakse. Seepärast
tagasiteel grupi esimese silindri juurde kuivatatakse kuivatusvilti
vildikuivatussilindril. Kuivatusvildid, samuti kui pressivildid,
hoitakse ülal ja suunatakse vildivaltsidega, mille hulgas on vilti
pinguldav ja vilti juhtiv
valts . Esimesel liiguvad mõlema otsa
laagrid edasi üheaegselt kahe pika kruvi abil, teisel on liikumatu
ja üks liikuv laager. Vildi vetruva pingutuse
otstarbel omab üks
vildi valtse laagreid, mis asuvad raskustega varustatud kangidel või
vedrudel.
KalandrimineJahutajas
jahtunud paberilaid juhitakse kalandritele, mida teisiti
nimetatakse silujateks. Paber saab seejuures nn masina-sileduse või
läike. Kalander kujutab endast vertikaalset patereid, mis koosneb
3-8
malmist valatud valtsist ja mis asuvad üksteise peal. Kalandri
valtse paneb pöörlema alumise
valtsi hõõrdumine; viimane on
ühendatud
ajamiga . Alumine valts, läbimõõdult kõige suurem, on
bombeeritud, et vältida paindumist sellel lamavate ülemiste
valtside raskusest. Ta on asetatud liikumatuile laagritele ja on
ühendatud ajamiga. Teistel valtsidel, mis pannakse liikuma alumise
valtsi kaudu on laagrid, mis
libisevad kalandri vertikaalses
raamistikus. Tasakäigulistel masinatel juhitakse paber käsitsi
ülemistest valtsist läbi. Kiirekäigulistel masinatel juhitakse ta
kokkusurutud õhu joa abil kallak-renni kaudu kahe ülemise valtsi
vahele. Paber haarab järgmised kalandri valtsid ülalt alla,
alistudes üha suuremale rõhumisele, ja tuleb soovitud tasemeni
silutuna kahe alumise valtsi vahelt välja. Valtside enda survet on
võimalik suurendada raskustega, mis mõjuvad kangide kaudu ülemise
valtsi laagritele. Paberi sileduse tõstmiseks
seatakse vahel
üksteise kõrvale üles kaks kalandrit. Paber, mis on
esimesest kalandrist läbi käinud, juhitakse teise.
Kalandri valtsidel on terasest šaabird, mis puhastavad valtside
pinda ja takistavad paberi kerimist nendele. Hõõrumisest valtsid
soojenevad. Alumisi valtse võib jahutada düüsidest
juhitud külma
õhuga. Seda kasutatakse mitmes kohas valtsi paksuse reguleerimiseks.
Eriti tähtis on see rullpaberi valmistamisel, nende rullid peavad
olema keritud laitmatult ja ühtlaselt, ilma
pehmete ja kõvemate
vöönditeta. Pehme vöönd
rullis tekib selles kohas, kus paber on
õhem. Kui kalandri valtse jahutada õhuga selles kohas, nende paksus
veidi väheneb, vastavalt väheneb valtsi rõhumine paberile, viimase
paksus suureneb ja pehme vöönd rullil kaob. Kalandri valtse on
aeg-ajalt vaja reguleerida ja lihvimispingil lihvida.
RulliminePaberilaid, läbinud kalendrid, keritakse rulli rullapaaadil.Rullija
on kuivataja abi ja töötab tema
järelvalve all. Ta jälgib
rullimisaparaadi tööd ja korrashoidu, reguleerib paberi pingsust ja
kerimist hülssidele või tambuuridele. Kaasaegsetel paberimasinatel
kautatakse sagetasit väga lihtsa kontstruktsiooniga rullaparaati.
See koosneb malmist trumlist läbimõõduga umbes 1,5 m, mis pöörleb
alalise ringkiirusega ajami kaugu; selle kiirus on võrdne paberilaia
kiirusega.
Trumli ülemisel silindrisel pinnal asub raske raudvalts,
nõndanimetatud
tambuur , läbimõõduga 350-600mm. Paberilaid
juhitakse õhudüüsliga kalandrilt trumli ja
tambuuri vahele ja
hõõrdumise tagajärjel kergitatakse tambuurile. Saadakse tihe ja
ühtlaselt keritud rull. Töötava tambuuri kõrvale on rulliapaaraddid trumblile paigutatud tagavaratambuur.Sellele
juhitakse paber pärast esimese rulli kerimise lõppemist. Keritud
rull võetakse kraana abil rulliaparaadilt maha ja suunatakse
viimistlemismasinnaile dasiseks töötlemiseks. Rullija võtab ära
paberirullid rullaparaadilt ja paigutab määratud kohale.
LõikamineLõikamisaparaat seatakse üles kohe pärast paberimasina
rullmasinat. See peab jõudma töödelda kogu paberi, mis on
valmistatudpaberimasinal.Kuid lõikemasinat tuleb tihti peatada, et
vahetada tambuure, ära võtta keritud värtnad, ära tõmmata
praakpaberit ja kinni liimida otsi. Seepärast peab lõikemasina
kiirus olema 2-2,2 korda suurem kui paberimasina kiirus.
Ajalehepaberi jaoks on see 800-1200 ja enam meetrit minutis. Masin
käivitatakse reguleeritava arvu tiirudega alalisvoolu mootori abil.
Paber keritakse paberist hülssidele,millede pikkus vastab värtna
laiusele; hülsid asetatakse nuudetava pikkusega vardale. Rullide
otstest lõigatakse ära kaks kitsast riba, et äärmisel värtnal
oleksid tasased
otsad .
Lõikamine poognateksPaberi lõikamiseks poognateks tarvitatakse kahte tüüpi
käärimasinaid:
giljotiin - ja trummel - tüüpi. Mõlemal
käärimasinal toimub paberi pikkuti lõikamine ühesuguse
aparaadiga, mis koosneb kahest võllist, milledele on asetatud
ümmargused
noad . Rullidelt läheb paber, korraga 6-12 laida, nugade
vaheli läbi ja lõigatakse pikuti läbi.
Seade pikkuti lõikamiseks on mõlemat tüüpi käärimasinad
hoopis erinevad. Giljotiin-käärimasinal on liikumatu nuga , millele
perioodiliselt laskub kääride sarnaselt eine, liikuv nuga. Paber
kandub nugadevahelisse vahemikku samuti perioodiliselt erilise
konstruktsioonilise isehaaraja abil 15 kuni 30 korda minutis.
Rotatsioonilisel käärimasinal on põigiti liikuv nuga kinnitatud
pöörlevale trumlile. Paber 6-12 laiases koguses läheb liikumatu
noa ja pöörleva trumli vahelt läbi pidevalt ja lõigatakse iga
trumli tiiruga põigiti läbi.
Kokkuvõte
Kasutatud
kirjandus:
S.,
Fotijev, 1948, Paberi tehnoloogia lühikursus,
R.,
Reiska, Keemilise puitmassitehnoloogia
R.,
Reiska, Tselluloosi tehnoloogia
http://www.rappin.ee/est/tehnoloogia http://www.hmpk.ee/kokkuost/paberipuu-palk/paberipuu-nouded.html































Kõik kommentaarid