asünkroonmootori rootorijuhtmetele nii elektromotoorjõu kui ka mehaanilise jõu. Mootor koosneb paigalseisvast osast staatorist ja pöörlevast osast rootorist. Staator koosneb staatorisüdamikust ja mähisest. Staatorisüdamik on silindrikujuline, seest tühi ja koosneb plekkidest. Mähis moodustub keerdudest, mis keritakse mähisetraadist. Staatori mähis ühendatakse toiteallikaga. Plekke kasutatakse selleks, et vähendada mootori kaovõimsust. Staatori mähis paikneb plekkidesse stantsitud uuretes. Rootor koosneb rootorisüdamikust ja mähisest. Rootorisüdamik on silindrikujuline, sees on auk võlli jaoks ja koosneb plekkidest. Kui mähis moodustub keerdudest, mis keritakse mähisetraadist, siis nimetatakse seda faasimähiseks. Rootorimähis paikneb plekkidesse stantsitud uuretes. Kui mähis moodustub alumiiniumist, mis valatakse uuretesse, siis nimetatakse seda lühismähiseks. Ülesanne: Lambi võimsus: P1 = 1 kW Kui suured on trafo voolud:
Aukude süvistamine ja avardamine. Süvistamiseks nimetatakse süvendite tegemist poltide, kruvide ja mutrite peade alla, samuti töötlemisfaaside ja -kidade kõrvaldamist. Süvistamiseks kasutatakse süvispuure. Lõikeosa kuju järgi jaotatakse süvispuurid koonilisteks ja silindrilisteks. Avardamiseks nimetatakse eelnevalt puuritud, stantsitud või valatud aukude töötlemist, et anda sellele range silindriline kuju, suurem täpsus ja väiksem pinnakaredus. Avardamisega saavutatakse 11...12 tolerantsijärgu täpsus ja pinnakaredus 6,3...3,2 m R a järgi. Varu avardamiseks sõltub avardi läbimõõdust ja ulatub 2...4 mm-ni läbimõõdu kohta. Ettenihe avardamisel on 1,5...2 korda suurem kui puurimisel. Lõikekiirus kiirlõiketerasest avardiga v = 40...60 m/min, kerimisplaatidega avardi korral v = 80...100 m/min.
Väntpress on stantsimisseade, kus tooriku deformeeri- mine toimub pressi liuguri poolt arendatava jõu toimel. Väntpressi põhisõlmedeks on kinnine terask- ere, milles paikneb jäik väntkepsmehanism 1, mis annab üles-alla liikumise pressi kere külge kinnitatud juhtpindades 2 asuvale liugurile 3. Stantsi ülemine pool on kinnitatud pressi liuguri külge, alumine-regu- leeritava kõrgusega lauale 4. Mõlemad stantsipooled on varustatud väljatõukajaga 5 stantsitud tooriku koheseks eemaldamiseks stantsivaost. Tööks vajalik energia antakse elektrimootorilt 6 kiilrihmülekande 7, võlli 8 ja hammasülekande 9 ning siduri 10 abil vänt- võllile. Väntvõlli vasakus otsas on pidur 11, mis tagab liuguri peatumise selle ülemises asendis. Sidur ja pidur on omavahel blokeeritud, s.t. kui sidur on sisse lülitatud siis pidur on vaba ja vastupidi. Väntvõlli pöörlemisel liigub liugur ülemisest asendist alumisse ja tagasi üles ning peatub
Väntpress on stantsimisseade, kus tooriku deformeerimine toimub pressi liuguri poolt arendatava jõu toimel. Väntpressi põhisõlmedeks on kinnine teraskere, milles paikneb jäik väntkepsmehanism 1, mis annab üles-alla liikumise pressi kere külge kinnitatud juhtpindades asuvale liugurile. Stantsi ülemine pool on kinnitatud pressi liuguri külge, alumine-reguleeritava kõrgusega lauale. Mõlemad stantsipooled on varustatud väljatõukajaga stantsitud tooriku koheseks eemaldamiseks stantsivaost. Tööks vajalik energia antakse elektrimootorilt kiilrihmülekande, võlli ja hammasülekande ning siduri abil väntvõllile. Väntvõlli vasakus otsas on pidur, mis tagab liuguri peatumise selle ülemises asendis. Sidur ja pidur on omavahel blokeeritud, s.t. kui sidur on sisse lülitatud siis pidur on vaba ja vastupidi. Väntvõlli pöörlemisel liigub liugur ülemisest asendist alumisse ja tagasi üles ning peatub
Väntpress on stantsimisseade, kus tooriku deformeerimine toimub pressi liuguri poolt arendatava jõu toimel. Väntpressi põhisõlmedeks on kinnine teraskere, milles paikneb jäik väntkepsmehhanism 1, mis annab üles-alla liikumise pressi kere külge kinnitatud juhtpindades 2 asuvale liugurile 3.Stantsi ülemine pool on kinnitatud pressi liuguri külge, alumine – reguleeritava kõrgusega lauale 4. Mõlemad stantsipooled on varustatud väljatõukajaga 5 stantsitud tooriku koheseks eemaldamiseks stantsivaost. Tööks vajalik energia antakse elektrimootorilt 6 kiilrihmülekande 7, võlli 8 ja hammasülekande 9 ning siduri 10 abil väntvõllile. Väntvõlli vasakus osas on pidur 11, mis tagab liuguri peatumise selle ülemises asendid. Sidur ja pidur on omavahel blokeeritud, s.t. kui sidur on sisse lülitatud, siis pidur on vaba ja vastupidi. Väntvõlli pöörlemisel liigub liugur ülemisest asendist alumisse ja tagasi üles ning peatub
Madalad ja eriti madalad raamid on ette nähtud täisõhkvedrustusega veokitele headel teedel sõitmiseks. Keskmine sobib madala esiteljega veokitele kombinatsioonis esilehtvedrustuse või esiõhkvedrustusega. Kõrge on ette nähtud halbadel teedel kasutatavate ning lehtvedrustusega veokite jaoks Sadulvedukite jaoks on saadaval neli erinevat raamikõrgust: eriti madal madal keskmine kõrge Raamveokitele on saadaval kolm kõrgust: madal keskmine kõrge Sassii MAZ-534035 needitud stantsitud detailidest, terasest eesmise ja tagumise kaitserauaga, külgmised allasõidutõkked, haakeseadmed ees ja taga Pildid
liugurile 3. Stantsi ülemine pool on kinnitatud pressi liuguri külge, alumine- reguleeritava kõrgusega lauale 4. Mõlemad stantsipooled on varustatud väljatõukajaga 5 stantsitud tooriku koheseks eemaldamiseks stantsivaost. Tööks vajalik energia antakse elektrimootorilt 6 kiilrihmülekande 7, võlli 8 ja hammasülekande 9 ning siduri 10 abil väntvõllile. Väntvõlli vasakus
Muidugi võib teflonnõusid käsitseda ka puidust või silikoonist tarvikute abil, mis on samuti kuumuskindlad, piisavalt pehmed ega kriimusta nõude pinda. Sõelad ja kurnad Kurnsõelad Sõelte ja kurnade perekonna tööhobune, vabalt seisev metallsõel sobib toiduainete voolava vee all loputamiseks või keedetud pasta või köögiviljade kurnamiseks. Tegelikult on see metallist kauss, millesse on stantsitud nõrutamisavad ning millel on kaks käepidet, muutes sõela teisaldamise lihtsaks. Sõela hoiab tööpinnal või valamus püsti madal taldmik või kolmjalg. Leida võib ka silikoonist sõelu ja muid köögitarbeid, mis on äärmiselt vastupidavad ja taluvad kõrgeid temperatuure. Käsisõelad Traatvõrgust sõelad võivad olla peene või jämeda võrgusilmaga. Neid on ka mitmes suuruses, alates tillukestest teesõeltest kuni väga suurteni, kõik kasutamiseks teatud konkreetsel
𝜎b = 330 MPa s= 1 h= 130 H= 140 R 10 R9 Od1= 110 Od2= 130 Joonis 1. Stantsitud detail 4.2 Lahendus Valin lisavaru tabelist 21 [1] H/d2 = 1,08 H = 140 mm Seega, lisavaru = 5 mm 2 h = 130 + 5 = 135 mm Leian tooriku algse läbimõõdu D [1:64] 𝐷𝑡 = √𝑑12 + 2𝜋𝑟𝑑1 + 8𝑟 2 + 4𝑑2 ℎ = √1102 + 2𝜋 ∗ 10 ∗ 110 + 8 ∗ 102 + 4 ∗ 130 ∗ 135 = 300,013 𝑚𝑚
Vormstantsimisel kasutatakse tooriku deformeerimiseks eritööriistu stantsivagudega stantse. Vormstantsimine on survetöötluse perioodiline protsess, kus sepistamisest erinevalt on metalli voolamine stantsivao vormiga piiratud. Metallil on võimalik stantsivaost, soovitatavalt pärast selle kõikide uurete täitumist, väljuda vaid spetsiaalsesse kitsasse kraadisoonde (sele 2.11). Vormstantsimise iseärasused, sepistamisega võrreldes, on järgmised: 1. Stantsitud Sele 2.10. Sepistus- ja vormstantsimisseadmete skeemid. a auruvasar, b hõõrd- e. friktsioonvasar, c vastulöögivasar, d väntpress, e hüdropress, f kruvipress toodete stantsiste piiratud mass (üldjuhul kuni 500 kg), samal ajal kui sepiste mass võib ulatuda sadade tonnideni. 2. Märksa suurem tootlikkus, kuid kasutatavate spetsiaaltööriistade stantside kõrgest
suureformaadijaoks. 3.PRAKTIKANDI TEGEVUS ETTEVÕTTES 5 Praktikant ettevõttes tegeles abitööd järeltöötluses kui ka käsitöö täitmine ehk seda mida öeldakse teha karpide voltimine kui ka pakkimine, teipi voldiku peale teipimine, mullirullist lõikamine väiksemast et oli mugavam toode pakkida teistele töötajatele, siirdekleepsud puhastamine noaga ja rullimine kokku, stantsitud trükised kui ka trükise jaoks sisud puhastamine välja, trükimasina puhastamine lappidega veega ja värviblakid ainetega, ja tolmu välja puhastama, riiulid värvitopsikuga pesemine. Viimasel praktikanädalal praktikant sai tehtud individuaalülesanne täita, praktikakäigus täidas praktikapäeviku. Kui ka mapide voltimine ja kummipannemine, erinevatel tellimustel on erinev mapide ehitus selliseid nagu
Siin on toodud kasutusalad, millega oleme kokku puutunud igapäevases elus: 1. Kontoritrükiste valmistamine 2. Proovitrükk trükitööstuses 3. Digitaalfotode trükkimine 4. Diapositiivide valmistamine trükkimiseks 5. Värvipiltide valmistamine diaprojektorites näitamiseks 6. Trükkimine kangastel 8. Laiaformaadiliste trükiste valmistamine 9. Kaubakoodide kandmine kaupadele 10. Raamatute trükkimine 13. Etikettide trükkimine stantsitud alustele 14. Ruumide ja kaupluste dekoreerimine 15. Plaanide valmistamine 16. Ettevõtete siltide valmistamiseks 17. Muutuvate andmetega trükiste valmistamiseks 18. Pakendite valmistamiseks 19. Plakatite valmistamine 20. Trükk keraamilistel plaatidel 21. DVD plaatidele trükk 22. Trükiste võltsimiseks 23. Trükiste võltsimiseks 25. Graafikutele kunstiteoste trükiks arvutist 26. Raamatute trükkimiseks 27. UV värvidega trükkimiseks
sadulsus. a) b) c) 18. Nimetage vähemalt 3 meetodit, mille abil on võimalik vähendada detailide sisepingeid ja nende mõju detailide täpsusele. 1. Toorikute seinapaksuste ja jahtumistemperatuuride ühtlustamisega (näiteks, jahutamine koos kuumutusahjuga, spetsiaalsete külmikute kasutamisega valamisel). 2. Sepiste, stantsitud- ja keevistoorikute lõõmutamise ja noolutamisega. 3. Toorikute haavlijoatöötlemisega. 4. Ratsionaalsema tooriku konstruktsiooni ja töötlemisreziimi väljatöötamisega, eriti keevistoorikutele. 19. Milles seisneb lõikepingi mõõduline häälestamine? Lõikepingi mõõdulise häälestamise eesmärk seisneb lõikurile sellise optimaalse asendi
Seda mootorit saab toita nii alalisvooluvõrgust kui ka vahelduvvooluvõrgust ja seda osa, mida toidetakse, nimetatakse universaalseteks kommutaatormootoriteks. Kõige enam on levinud jadaergutusega kommutaatormootorid. Vahelduvvoolu toite korral tekib mootori magnetahela massiivsetes osades suur soojuskadu ning avaldub ergutusmähiste suur induktiivtakistus. Masina omaduste parandamiseks koostatakse ta kere ja poolused ning ankur elektrotehnilisest lehtterasest stantsitud lehtedest. Eelised asünkroonmootori ees: kiirema käiguga, mis pole seotud kiire toiteallika sagedusega. Kompaktsus kasutatakse pealmiselt reduktori korral. Tänu sellele on suur käivitusmoment. Koormuse kasvu korral puhul, siis kui toitepinge on sellel puhul muutumatu, vähenevad hiljem automaatselt ja võrdeliselt seal olevad pöörded praktiliselt nullini ja hiljem suureneb automaatselt selle moment. Mootoril on peamiselt pehme mehaaniline tunnusjoon. Moment on tavaliselt
kuumuskindluse suurendamiseks ning kaitseks oksüdeerumise eest. Plastifikaatorite ülesanded plastmassides: plastifikaatorid vähendavad plastmassi rabelust, muutes kile painduvamaks ja volditavaks. 5. Eteen madaltihe polüeteen (LDPE): LPDE on hea läbipaistvuse ja pakendamisomadustega. LPDE-materjal on läikega ja sobib hästi fototrükiga kottide ja kilede jaoks. Seda kasutatakse tavaliselt tugevdatud auksangaga kottide, pehme aassangaga kottide ja stantsitud auksangaga kottide puhul. kasutusvaldkond: kiled, plastikkotid, läbipaistev plast jne. Eteen kõrgtihe polüeteen (HDPE): on venimisel tugevam kui LDPE, kuid rebeneb kergemini. See materjal sobib suurepäraselt särksangaga ja auksangaga kottide jaoks. Loomulikul kujul on HDPE ilma läiketa ja matt, krabisev. Kasutusvaldkond: kile, kilekotid, palstpudelid/kanistrid. LDPE hakkab madalamal temperatuuril sulama, sest sellel on kergem molekule lõhkuda
Sõltumata konstruktsioonist ja tööpõhimõttest võib iga masin töötada nii energia generaatorina kui ka mootorina. 4. Mis on elektrimasina põhiosad? Staator on mootori paigalseisev osa. Staator paikneb mootorikeres 1, mis fikseerib kõikmasinaosad omavahel ja millega mootor kinnitatakse tööpingile. Veerelaagrid 2 paiknevad laagrikilpides 3, mis tagab masinaosade kontsentrilisuse. Keres paikneb staatori magnetsüdamik 7, mis on koostatud 0,3...0,5 mm paksustest stantsitud staatoriplekkidest, mis on omavahel isoleeritud. Staatori uuretes on pöördmagnetvälja tekitav kolmefaasiline mähis 8. Laagritel pöörleb võllile 10 kinnitatud rootor 9.Vabal võlli otsal on tavaliselt ventilaator 4, mis mootori pööreldes puhub jahutusõhku mootorikere jahutusribide vahele. Ventilaator on kaetud kattega 5, millega välditakse pöörleva ventilaatori juhuslik puutumine.Mootori elektriliseks ühendamiseks on kerel klemmikarp 6. 5
* Trükkimine kangastel * DVD plaatidele trükk * Laiaformaadiliste trükiste valmistamine * Trükiste võltsimiseks * Kaubakoodide kandmine kaupadele * Trükiste võltsimiseks * Raamatute trükkimine * Graafikutele kunstiteoste trükiks arvutist * Etikettide trükkimine stantsitud alustele * Raamatute trükkimiseks * Ruumide ja kaupluste dekoreerimine * UV värvidega trükkimisek Jugatrüki headeks omadusteks on: * Kõrge trükikvaliteet minimaalsete kulutuste juures * Trükiprotsessi ühekordsus * Trükiprotsessi suur eraldusvõime * Võimalus programmeerida trükiprotsessi * Trükkimise suur kiirus
lasti- ruumidesse. Külmutusagens nendes patareides keeb ümb- ritsevalt keskkonnalt (õhult) võetava soojuse arvel. Nii- sugused patareid on uputamatut liiki aurustid: vedel freoon juhitakse patareisse ülalt, aur aga väljub alt. Uht- lasi tagatakse sellega oli tagastus kompressorisse. Uks säärane freoonkülmuti aurustitest (freoon jahutuspatarei) on näha joonisel 33 Jahutuspatarei on valmistatud vasktorudest läbimõõ- duga 18X2 mm. Torud asuvad kahes reas. Torudele on peale pandud stantsitud messing- või terasplaatribid. Toru ja ribi ühenduse annab viimase ist torusisselõikes, mille põhja läbimõõt on toru siseläbimõõdust suurem. Kõik aurusti torud on toru põlvistega järjestikku ühendatud. Torupolvised on joodetud. Patareil on freooni sisse- ja väljalaskeotsak. 6
Kui ühe komplektina pakutakse koguni kahtkümmet ja sealjuures mitte kunagi nürinevat nuga, mille hulgas on seitse täpselt ühesugust, paneb see küll mõtlema. Ja kui olete hästi järele mõelnud, siis küllap jätate ostmata. Kallid noad. Eeskätt professionaalidele kuid siiski mitte ainult! mõeldud nugade hind võib ulatuda mitme tuhande krooni piirimaile. Taoliste nugade tera pole metall-lehest välja stantsitud, vaid valmistatud käsitsi või käsitsitööd imiteerival mehaanilisel sepistamismeetodil. Noatera lõpeb eenduva kannaga, mis lisab terale tugevust, tasakaalustab kogu noa (vt allpool) ning hoiab kasutaja sõrmi terale libisemast. Seejärel läheb noatera üle käepideme lõpuni ulatuvaks rooks; käepide aga koosneb kahest poolest ning kinnitub roo külge neetidega. Niihästi rood kui kinnitusneedid on juba esmapilgul selgesti eristatavad,
juhtimissüsteeme, madal hind, töökindel, rasketes talitusoludes vastupidav, vähene jooksev hooldus. Staator on mootori paigalseisev osa. Staator paikneb mootorikeres, mis fikseerib kõik masinaosad omavahel ja millega mootor kinnitatakse tööpingile. Veerelaagrid paiknevad laagrikilpides, mis tagab masinaosade kontsentrilisuse. Keres paikneb staatori magnetsüdamik, mis on koostatud 0,3…0,5 mm paksustest stantsitud staatoriplekkidest, mis on omavahel isoleeritud. Staatori uuretes on pöördmagnetvälja tekitav kolmefaasiline mähis. Laagritel pöörleb võllile kinnitatud rootor. Vabal võlli otsal on tavaliselt ventilaator, mis mootori pööreldes puhub jahutusõhku mootorikere jahutusribide vahele.
varasemast ehitusstiilist varustati müürid ripptornidega. Tartu Jaani kirik Tartu Jaani kirik on keskaegne telliskirik Tartus, tuntud oma terrakotafiguuride poolest. Samal kohal on kirik asunud hiljemalt 13. sajandi esimesest poolest, praeguse hoone vanimad osad pärinevad 14. sajandist. Kirik on ajaloo jooksul olnud korduvalt varemetes, viimati 19442005. Jaani kiriku terrakotaskulptuurid on kuulsad selle poolest, et need pole mitte ühe või mõne vormi abil stantsitud, vaid kõik kujud algselt üle tuhande on ükshaaval savist valmistatud, nii et igaüks neist on isenäoline. Praeguseks on säilinud ligikaudu 200 skulptuuri. Ühe hüpoteesi järgi kujutavad need kunagisi Tartu linnakodanikke. Selle vastu räägib küll asjaolu, et eri rõivais kujudest mõned kannavad kroone, kuid modellidena võidi linnarahvast siiski kasutada. Jaanika Pogosjan LOK-13
2. Proovitrükk trükitööstuses 3. Digitaalfotode trükkimine 4. Diapositiivide valmistamine trükkimiseks 5. Värvipiltide valmistamine diaprojektorites näitamiseks 6. Trükkimine kangastel 7. Trükiplaatide valmistamine 8. Laiaformaadiliste trükiste valmistamine 9. Kaubakoodide kandmine kaupadele 10. Raamatute trükkimine 11. Tordipiltide valmistamine 12. Ülekandepiltide valmistamine 13. Etikettide trükkimine stantsitud alustele 14. Ruumide ja kaupluste dekoreerimine 15. Plaanide valmistamine 16. Ettevõtete siltide valmistamiseks 17. Muutuvate andmetega trükiste valmistamiseks 18. Pakendite valmistamiseks 19. Plakatite valmistamine 20. Trükk keraamilistel plaatidel 21. DVD plaatidele trükk 22. Trükiste võltsimiseks 23. Trükiste võltsimiseks 24. Raamatute trükkimiseks 25. Graafikutele kunstiteoste trükiks arvutist 26
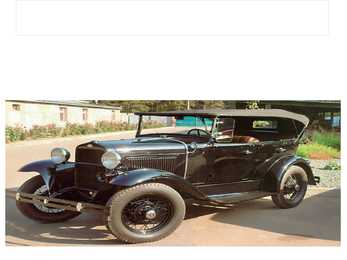
analoogil olevat V-8 mootorit, vaid modifitseeriti oluliselt juba tootmises olevat 4- silindrilist mootorit saavutades senise 40 hobujõu asemel 50. Põhimuudatused aga puudutasid sassiid. Välja töötati ekstratugev raam ning uue struktuuriga vedrustus (prototüübi kahe ristivedru asemel neljale lehtvedrule toetuv) (tõlkija märkus: ei tasu unustada, et see lahendus toimis edukalt vähemalt 90-te alguseni). Kodarrattad asendati stantsitud ketasratastega, millel olid ka suuremad rehvid. Kõigile arusaadavatel põhjustel osutus Fordi raam Venemaa teeoludes täiesti kõlbmatuks. Kõige selle tulemusena sai GAZ M-1-st nagu ka kõigist järgnevatest GAZ mudelitest vastupidav, tugev ja lihtsastihooldatav auto.Muudeti ka sõiduki välimust. Tänu pikemale esiosale ja pikemale raamile ning teljevahele olid auto proportsioonid paremad. Esiosa, sealhulgas esimesed poritiivad ja
Niisiis ei valitud auto jõuallikaks Ameerika analoogil olevat V8 mootorit, vaid modifitseeriti oluliselt juba tootmises olevat 4silindrilist mootorit saavutades senise 40 hobujõu asemel 50. Põhimuudatused aga puudutasid assiid. V älja töötati ekstratugev raam ning uue struktuuriga vedrustus (prototüübi kahe ristivedru asemel neljale lehtvedrule toetuv) (tõlkija märkus: ei tasu unustada, et see lahendus toimis edukalt vähemalt 90te alguseni). Kodarrattad asendati stantsitud ketasratastega, millel olid ka suuremad rehvid. Kõigile arusaadavatel põhjustel osutus Fordi raam Venemaa teeoludes täiesti kõlbmatuks. GAZM1 GAZ M1st nagu ka kõigist järgnevatest GAZ mudelitest vastupidav, tugev ja lihtsastihooldatav auto. GAZi disainerite ja inseneride poolt loodud GAZ M1 ei olnud vaid edukalt l äbitud katseks vaid pani aluse GAZi disainikoolkonnale. 1937. aastal p älvis M1 Pariisis
Nugade ostmisel on tähtis noa käepideme sobivus kasutaja käega ning turvalise ja tugeva haarde saavutamine. Ärge ostke ühtki nuga enne, kui olete selle kätte võtnud. Terav nuga on hea ja kuulekas tööriist, kuid teravusel on ka piir. Laserteraga nuga võib viilutamisel väga käepärane olla, koorimisnoa puhul aga võiks seda vältida. Eeskätt professionaalidele, kuid ka tavatarbijale mõeldud kallimate nugade tera pole metall-lehest välja stantsitud, vaid valmistatud käsitsi või käsitsitööd imiteerival mehaanilisel sepistamismeetodil. Noatera lõpeb eenduva kannaga, mis lisab terale tugevust, tasakaalustab kogu noa ning hoiab kasutaja sõrmi terale libisemast. Seejärel läheb noatera üle käepideme lõpuni ulatuvaks rooks; käepide aga koosneb kahest poolest ning kinnitub roo külge neetidega. Niihästi rood kui kinnitusneedid on juba esmapilgul selgesti eristatavad, kuna just need detailid kindlustavad
kasutusjuhtudest. Kettülekannet kasutatakse laialdaselt mitmesugustes masinates- metalli- ja puidutöötlemispinkides, keemiatööstuse seadmetes, põllumajandusmasinates jm. Veoketid Veo- ehk tõmbekette kasutatakse lasti teisaldamiseks transpordimasinais, kus nad töötavad kiirusel 2...4 m/s. Neile on iseloomulik pikk samm ja seega ka suhteline odavus. Veokettidena kasutatakse lihtsaid plaatkette, kuid ka stantsitud haak- ja muid eriehitusega konveierkette. Lastiketid Lasti- ehk koormaketid töötavad tõstemasina painduvate tõsteelementidena väikesel (kuni 0,25 m/s) kiirusel ja suurel koormusel. Lastikette eelistatakse tõstetrossidele näiteks piiratud ruumi korral. Lastikettidena kasutatakse ümarlülikette ja plaatvõllikette kahe kuni kümne rööpse plaadiga lülis.
ei vaja peaaegu mingit hooldust. Asünkroonmootori põhiosadeks on staator ja rootor. Staator on mootori paigalseisev osa. Staator paikneb mootorikeres 1, mis fikseerib kõik masinaosad omavahel ja millega mootor kinnitatakse tööpingile. Veerelaagrid 2 paiknevad laagrikilpides 3, mis tagab masinaosade kontsentrilisuse. 115 Keres 1 paikneb staatori magnetsüdamik 7, mis on koostatud 0,3...0,5 mm paksustest stantsitud staatoriplekkidest, mis on omavahel isoleeritud. Staatori uuretes on pöördmagnetvälja tekitav (vt. jaotis 7.6) kolmefaasiline mähis 8. Laagritel pöörleb võllile 10 kinnitatud rootor 9. Vabal võlli otsal on tavaliselt ventilaator 4, mis mootori pööreldes puhub jahutusõhku mootorikere jahutusribide vahele. Ventilaator on kaetud kattega 5, millega välditakse pöörleva ventilaatori juhuslik puutumine. Mootori elektriliseks ühendamiseks on kerel
ei vaja peaaegu mingit hooldust. Asünkroonmootori põhiosadeks on staator ja rootor. Staator on mootori paigalseisev osa. Staator paikneb mootorikeres 1, mis fikseerib kõik masinaosad omavahel ja millega mootor kinnitatakse tööpingile. Veerelaagrid 2 paiknevad laagrikilpides 3, mis tagab masinaosade kontsentrilisuse. 115 Keres 1 paikneb staatori magnetsüdamik 7, mis on koostatud 0,3...0,5 mm paksustest stantsitud staatoriplekkidest, mis on omavahel isoleeritud. Staatori uuretes on pöördmagnetvälja tekitav (vt. jaotis 7.6) kolmefaasiline mähis 8. Laagritel pöörleb võllile 10 kinnitatud rootor 9. Vabal võlli otsal on tavaliselt ventilaator 4, mis mootori pööreldes puhub jahutusõhku mootorikere jahutusribide vahele. Ventilaator on kaetud kattega 5, millega välditakse pöörleva ventilaatori juhuslik puutumine. Mootori elektriliseks ühendamiseks on kerel
eraldatud osa on jäätmeks. Sälkamisel (e) eraldatakse materjali tooriku servast. Sisselõikamine (f) toimub mööda avatud kontuuri, ilma materjali eraldamiseta. Sisselõikamist tehakse tavaliselt Kõrgahju tooriku mingi osa painutamiseks tasapinnast välja. Äralõikamine (g) on viimistlev operatsioon näiteks Kõrgahjuprotsess: Kõrgahi (blast viimistlevaks töötlemiseks jäetud varu või kraadi eemaldamiseks stantsitud tootelt. Puhastamine (h) furnace) kujutab endast on viimistlusoperatsioon stantsise servadepinnakvaliteedi vastuvoolu põhimõttel pideva parandamiseks ning täpsuse reziimiga töötavat sahtahju, suurendamiseks. milles täidis (burden, charge)
Lisa 1 Siduri hõõrdemomendi arvutusvalemid lk.59) Loetleme mõningaid enamikule siduritele omaseid ehituse iseärasusi. Siduri vedavad osad asuvad mootori hooratta küljes. Seejuures on hooratta kettapoolne pind üks vedavaid pindu. Hooratta suur mass soodustab detailide jahutamist ja muudab siduri kompaktseks. Ühtlasi kulub hooratta valmistamiseks vähem metalli, sest siduri detailid suurendavad massi. Hooratta külge kinnitub poltidega sidurikest ehk sidurikorv, mis on stantsitud terasplekist. Selle külge kinnituvad teised siduri detailid: vedavad surukettad, survevedrud (ka lamell vedrud) ja lahutuskäpad. Vedavad surukettad valmistatakse perliitsest hallmalmist, millel on hea soojusjuhtivus. Et vedavate ketaste survejõud oleks küllalt suur, kasutatakse sidurikorvis kuni kümmet või rohkem vedrut. Ketaste hõõrdumise tõttu vedrud kuumenevad. Vedrude elastsuse säilitamiseks paigutatakse suruketaste ja vedrude vahele soojuse vastu isoleerseibid.
...........................................................................................................26 NOAD Kokanuga kasutatakse köögiviljade tükeldamiseks, hakkimiseks, praadide lõikamiseks. Hea kokanoa tera laius on vähemalt 4 cm ja pikkus 20 cm ning käepide on terga tasakaalus. Parimateks nugadeks loetakse kõrge süsinikusisldusega ( see tagab kaua vastupidava terava noa ) roostevabast terasest nuge. Neid on kerge teritada ja puhastada. Noad võivad olla sepistatud või stantsitud. Esimesed on veidi kallimad ja need tunneb ära sellest, et tera lõpus enne käepidet on neil "õlad", mistõttu püsivad need paremini käes. Nuga ei tohiks olla ka väga kerge, sest teatud raskusest on tükeldamisel kasu. 1 Koorimisnuga ehk väike nuga kasutatakse koorimiseks, puhastamiseks, kalade rappimiseks. Nuga on lühikese ( 8 cm) terava otsaga teraga Fileerimisnuga kasutatakse kalade fileerimiseks
jaotamine osakeste suuruse järgi sortideks või kõrvaliste lisandite eraldamiseks puistematerjalist. Sõelumist kasutatakse veskites jahu jagamisel fraktsioonidesse, võõrkehade eemaldamiseks puistematerjalidest, kondijahust tükikeste eemaldamiseks jne. Sõelumiseks kasutatakse pöörlevaid trumlikujulisi sõelu või vibreerivaid raamsõelu, tsentrifugaaljõu mõjul sõeluvaid sõelu. Sõela pind võib olla punutud traatvõrgust või stantsitud avadega. Sõela avade suurus määrab eraldatavate osakeste suuruse Materjale saab eraldada ka filtreerimise teel, mis on tahkete osakeste eraldamine vedelikust või gaasist poorse vaheseina abil. Filtri põhitööosaks on poolläbipaistev vahesein, mis võib olla valmistatud peenest võrgust, kangast, paberist, papist, keraamilisest plaadist, poorsest plastikplaadist jne. Vedelik või gaas läbib filtri, tahked osakesed jäävad filtri pinnale. Vedelik
voimaldades nende konstruktsioonide mehhaniseeritud valmistamist. Ogaplaadid paigaldatakse uhendusele kahelt poolt spetsiaalse pressi abil, kusjuures ogade read asetatakse piki kiudu selle elemendiga, kus normaaljoud on suuremad. Ogaplaat kujutab endast tsingitud terasplaati pak- susega 1...2 mm, mille uhele kuljele on stantsitud ogad 51. Kirjeldage puidu hammasliidet. Laudade ja prusside pikisuunaliseks jatkamiseks kasutatakse hammasliidet. Hammasta- piga jatkatud prusse voib arvutustes kasit- leda kui terveid, jatkamata elemente. 52
Tagasillast oleneb kui palju auto võtab kütust, kui hästi kannab differentsiaal koos pooltelgedega jõudu mootori jõust ratastele, korras differentsiaalil on suur kasutegur ja mittekorras differentsiaalil väike kasutegur. Joonis nr. 1 Tagasild 3 2. Vedava tagasilla ehitus Veosilla karter valatakse kas malmist või keevitatakse kokku kahest terasest stantsitud osast. Karteris paiknevad peaülekanne koos diferentsiaaliga ja poolteljed. 3. Kardaan ülekanne Käigukast koos mootoriga on kinnitatud raamile liikumatult. Veosillad aga on kinnitatud raamile vedrude kaudu ja nad muudsavad oma asendit raami suhtes koormuse muutmisel ja auto liikumisel ebatasasel teel. Käigukastist kantakse pöördemoment veosillale nurga all. Mille suurus muutub vedrude paindumisel
· Kanderullid Roomik moodustatakse omavahel elastselt või liigendiliselt ühendatud lülidest. Roomikud jagunevad ehituslikult: · lahtisteks · kinnisteks. Lahtiste liigenditega roomiku korral on lülidesse ühendussõrmede jaoks tehtud avad. Lihtne lahti võtta. Kinniste liigenditega roomikuil on nii sõrmed kui ka lülide avad töödeldud ja avadesse pressitakse puksid. Keeruline lahti ja kokku monteerida. Roomikulülid võivad olla nii valatud kui stantsitud. Tähtratas (veoratas) kerib temale rakendatud jõu mõjul roomikut tugirullide alla. Tähtratas on valmistatud hambulise või hammasvööga pöiana ja on lindiga tapphambumises. Roomiku ja pinnase vahel tekib veojõud, mis sunnib tugirulle mööda linte veerema. Kanderullid vähendavad roomiku läbiripet ja ei lase teda kõrvale veereda. Juhtratas koos vedruga võimaldab roomiku kujul muutuda takistuse ületamisel. Juhtratas on ühenduses pingutusseadisega.
Puudused :: 17 · Suhteliselt rohkem vajatakse erinevatffurnituuri (kallim) · Pakkimisel võib tekkida vigu detailide ja furnituuriga komplekteerimisel, mis põhjustab rekamatsioone 77. Lainepapp lliimitakse kokku jjõupaberi kihtidest Paberikaal ca 125....175g//m2 Eristatakse: · Kahekihiline · Kolmekihiline · Viiekihiline Lainepappi tturustatakse: · Rullis pika llindina · Tahvlitena · Valmis stantsitud pakendi pinnalaotustena 78. Termokahanevkile: Spetsiaalsete omadustega polüetüleenkile, mis kuumutamisel tõmbub kokku. Pakkimine seisneb kilega mähkimises, millele järgneb soojuskiirguriga töötlemine. Temperatuuri toimel kile tõmbub kokkujja seob detailid tugevaks pakiks. Kasutatakse enamasti: · Toodetel, mis pakitakse detailidena · Grupipakendi moodustamiseks 79. Isekleepuv kile: Polüetüleenkile, mis on võimeline iseenda külge kleepuma
17 • Suhteliselt rohkem vajatakse erinevatffurnituuri (kallim) • Pakkimisel võib tekkida vigu detailide ja furnituuriga komplekteerimisel, mis põhjustab rekamatsioone 77. Lainepapp lliimitakse kokku jjõupaberi kihtidest Paberikaal ca 125....175g//m2 Eristatakse: • Kahekihiline • Kolmekihiline • Viiekihiline Lainepappi tturustatakse: • Rullis pika llindina • Tahvlitena • Valmis stantsitud pakendi pinnalaotustena 78. Termokahanevkile: Spetsiaalsete omadustega polüetüleenkile, mis kuumutamisel tõmbub kokku. Pakkimine seisneb kilega mähkimises, millele järgneb soojuskiirguriga töötlemine. Temperatuuri toimel kile tõmbub kokkujja seob detailid tugevaks pakiks. Kasutatakse enamasti: • Toodetel, mis pakitakse detailidena • Grupipakendi moodustamiseks 79. Isekleepuv kile: Polüetüleenkile, mis on võimeline iseenda külge kleepuma
Betooni llöögikindluse suurenemine Konstruktsiooni servade ja nurkade efektiivne armeermine Armeermisvigade elimineeerimine Plastsete vajumispraegude tekke elimineerimine Teraskiudude lisamisega betoonisegusse mõjutatakse positiivselt mahukahanemise tulemusena tekkivat mõõtmete muutumist Mida kõrgem on lisatud teraskiudude kogus, seda väiksem on betoonplaadi mõõtmete vähenemine Teraskiudude valmistamisel kolm tootmisprotsessi: * stantsitud teraslehest ja seejärel vormitud *välja lõigatud terastraaadist ja vormitud *freesitud terasplaadist _____________________________________________________ METALLMATERJALID Algas 18. Saj nende kasutamine Vanimad konstruktsioonid on sillad Coalbrookdale 1779 esimine terasest sild Massachussets 1796 esimine rippsild Louvre 1780 ja Theatre Francaise 1787 esimesed metallist katuse kandekonstruktsioonid
Ühendusmutter 4. Taldrikuhoidja 5. Taldrikute pakett 6. Eraldusketas 7. Tahked ained (mustus, sludge) Puhastustaldrikute pakett asub taldrikuhoidjal separaatori trumlis. Üksteise peale laotud taldrikute arv paketis, vastavalt separaatori suurusele, võib olla 30...150. Taldrikud on tüvikoonuse kujulised ja on stantsitud õhukesest terasplekist milles on ringkujulised avad. Avade kaudu liigub kütus taldrikute vahele. Taldrikute peale on joodetud õhukesed ribid, mis taldrikute üksteisepeale ladustamisel jätavad nende vahele pilud 0,5...0,6 mm. Paketi pealmine taldrik on ilma avadeta nn. eraldusketas. Puhastatav kütus (või õli) antakse pöörlevasse trumlisse läbi juurdevoolutoru taldrikuhoidjas. G
Suure pöörlemiskiirusega (kuni n = 3000 p/min) auruturbiinide ja diiselgeneraatorite korral kasutatakse horisontaalset võlli Staator on sünkroonmasina seisvaks osaks Koosneb kerest (1) ja südamikust (2), mille uuretes asub mähis Väikese võimsusega masina kere valatud malmist või terasest Keskmistel ja suurtel masinatel kere keevitatakse ja on lahtivõetav Staatori südamik koostatakse stantsitud elektrotehnilisest terasest (0,35 ... 0,5 mm) Südamiku plekkides on täisnurksed lahtised või poolkinnised uurded mähise paigaldamiseks. Staatorimähis kujundatakse sektsioonidena ja valmistatakse ümmargusest või kandilisest vaskjuhtmest Mähise väljaviigud tähistatakse C- tähega ning numbriga vastavalt faasile: a) faas 1, algus C1, lõpp C4; b) faas 2, algus C2, lõpp C5; c) faas 3, algus C3, lõpp C6
õõnes ja pindkarastatud. Tegemist on ujuvat tüüpi kolvisõrmega, mis fikseeritakse otsast rõngasseibdiftidega. Kolbi jahutatakse tsirkulatsioonõliga, mis juhitakse kolvi põhjaalusesse ruumi läbi kepsu. Keps Kepsud on sepistatud legeeritud terasest ja koosnevad kolmest osast, mis kinnitatakse omavahel nelja hüdrauliliselt kinnitatava mutriga. Kepsu ülemises osas kasutatakse puksilaagrit, mis on stantsitud kvaliteetsest süsinikterasest ja üle valatud alumiiniumisulamiga. Laager on tehtud alumisest osast laiem, et põlemise tagajärjel tekkinud rõhujõud oleks antud edasi suuremale pinnale ja laager kuluks vähem. Õli juhitakse raamlaagrist läbi väntvõlli avauste kepsu, kolvisõrme ja kolvi seeliku jahutuskambrisse ning sealt tagasi karterisse. Laagriliudade keskele, terve liua ulatuses on treitud õlisoon parema õlikiilu tekitamiseks. Laagriliuad
4. Diapositiivide valmistamine trükkimiseks 5. Värvipiltide valmistamine diaprojektorites näitamiseks 6. Trükkimine kangastel 7. Trükiplaatide valmistamine 8. Laiaformaadiliste trükiste valmistamine 9. Kaubakoodide kandmine kaupadele 10. Raamatute trükkimine 11. Tordipiltide valmistamine 12. Ülekandepiltide valmistamine 13. Etikettide trükkimine stantsitud alustele 14. Ruumide ja kaupluste dekoreerimine 15. Plaanide valmistamine 16. Ettevõtete siltide valmistamiseks 17. Muutuvate andmetega trükiste valmistamiseks 18. Pakendite valmistamiseks 19. Plakatite valmistamine 20. Trükk keraamilistel plaatidel 21. DVD plaatidele trükk 22. Trükiste võltsimiseks 23. Trükiste võltsimiseks 24. Raamatute trükkimiseks 25
Enimkasutatavaks jõuallikaks maailmas on asünkroomootor. Lühisrootoriga asünkroonmootor ei vaja peaaegu mingit hooldust. Asünkroonmootori põhiosadeks on staator ja rootor. Staator om mootori paigalseisev osa, mis paikneb mootorikeres, mis fikseerib kõik masinaosad omavahel ja millega mootor kinnitatakse tööpingile. Veerelaagrid paiknevad laagrikilpides, mis tagab masinaosade kontsentrilisuse. Keres paikneb staatori magnetsüdamik, mis on koostatud 0,3-0,5 mm paksustest stantsitud staatroplekkidest, mis on omavahel isoleeritud. Staatori uuretes on pöördmagnetvälja tekitav kolmefaasiline mähis. Laagritel pöörleb võllile kinnitatud rootor. Samuti on seal ventilaator jahutusõhu saamiseks. Mootori elektriliseks ühendamiseks on kerel klemmikarp. Staatorimähisest, täpsemini tema pooluspaaride arvust sõltub mootori pöörlemiskiirus. Sünkroonkiirus (magnetvälja pöörlemiskiirus) sõltub nii sagedusest kui ka pooluspaaride arvust. Vool tekitatakse
väljalõikamisele sarnane eraldusoperatsioon – ava moodustamine toorikusse suletud kontuuri mööda, kusjuures eraldatud osa on jäätmeks. Sälkamisel (e) eraldatakse materjali tooriku servast. Sisselõikamine (f) toimub mööda avatud kontuuri, ilma materjali eraldamiseta. Sisselõikamist tehakse tavaliselt tooriku mingi osa painutamiseks tasapinnast välja. Äralõikamine (g) on viimistlev operatsioon näiteks viimistlevaks töötlemiseks jäetud varu või kraadi eemaldamiseks stantsitud tootelt. Puhastamine (h) on viimistlusoperatsioon stantsise servadepinnakvaliteedi parandamiseks ning täpsuse suurendamiseks. Malmi,terase tootmise skeem
Vesiluku ja kütuse vahele tekib niinimetatud eraldusfaas Separaatori taldrikud 1 ülemine taldrik 2 trummli kaas 3 trummli alumine kaus 4 separaatori trummel 5taldriku komplekt Need on stantsitud roostevabast terasplekist. Vanemat tüüpi taldrikutel võivas esineda avad. Taldrikute peale joodetakse ribid ja seda selleks, et taldrikute vahele jääks vastav puhastatv ruum Taldrikud on nummerdatud, ülemises osas on sälgud, milledega taldrik asetatakse hoidja kiilu peale ja seda tehakse palanseerimise eesmärgil. Isepuhastuvad separaatorid Mehaanilistest osakestest puhastamine toimub automaatselt teatud aja järgi.
Faasirootoriga asünkr. Lühisrootoriga, kahe- ja ühefaasilised asünkroonmootorid. Graafilist kujutist nim skeemiks. Vooluring kus vool on ühe ja sama väärtuseks nim haruks. 3 või enama haru Asünkroonmootori ehitus: staator(koosneb välisest teraskerest, millesse on pressitud uuretega kalvaanilist ühenduskohta nim sõlmeks. Kui pinge ja vooluvaheline sõltuvus on lineaarne siis nim staatorisüdamik, mis koostatakse stantsitud terasplekist), rootor(koosneb terasplekkidest on mähitud) lineaarseteks vooluringiks. Suletud vooluringis eksisteerib vool kui eksisteerib potentsiaalide vahe e pinge 19. Asünkroonmootori tööpõhimõte- Töö põhineb pöördmagnetvälja ja rootori voolu vastastikusel toimel. alikate klemmidel. Vool kulgeb vooluringis alati kõrgemalt madalamale potensiaalile
52.Transformaator - ehk trafo on elektromagnetiline seade (elektrimasin), mis võimaldab muuta vahelduvvoolu voolutugevust ja pinget voolusagedust muutmata. Trafo ehitus- Madalsagedustel töötav trafo koosneb elektrotehnilisesest lehtterasest südamikust. Südamik on pöörisvoolude tõttu tekkivate kadude vähendamiseks kokku pandud õhukestest, oksiidikihiga kaetud teraslehtedest. Elektrotehnilisest plekist südamikud jagunevad trafo plekist stantsitud südamikeks ja lintsüdamikeks. Ühefaasilise trafosüdamikule on keritud üks või mitu mähist: primaarmähis ja sekundaarmähis,kui trafo on mõeldud ühele sisend ja ühele väljundpingele. Kui on tegemist mitme mähiselise trafoga, võib nii primaar-, kui ka sekundaarmähiseid olla mitu, vastavalt kasutatavatele pingetele.Kolmefaasilise trafo puhul on tegemist kolme ühesuguse keerdude arvugamähiste gruppidega, mis on keritud kolmele südamikule ja paigaldatud ühele E kujulisele
71. Alumiiiniumi sulamite anoodne töötlus. Anoodne töötlus, anodeerimine. Tugeva katte moodustumine materjali pinnale elektrolüüsi abil. Elektrolüüsil alumiiniumanoodil tekib õhuke oksiidikiht, mis omab suurt elektrilist takistust. Katte paksus 20-30 mikromeetrit. Kui alumiiniumi potentsiaal muutub, toimub tema polarisatsioon. Hea kaitsev ja adhesioonimadus soodustab selle laialdast kasutamist enne laki-, värvikihi pealekandmist. Detailid: lehed, torud, profiilid, stantsitud või valandid asetatakse vanni anoodidena. Katoodidena kasutatakse pliid või vanni korpust. Elektrolüüdina kasutatakse 20% H 2 SO4. Peamised protsessid, mis toimuvad vannis oleks järgmised: 1.Vee lagunemine ioonideks 2.Vesiniku ioonid liiguvad katoodile, vabanevad laengust ja muutuvad H2, eraldudes elektrolüüdist gaasina. 3.OH- ioonid liiguvad anoodile ja vabanevad laengust 4. OH rühm kui ebapüsiv ühend moodustab vee ja hapniku. 5
paksuseinalised: Koosneb ülemisest ja alumisest liuast, mis on välja treitud kas: terasest, pronksist, või malmist, ning liuad omavad äärikuid.Liuad valatakse seestpoolt uüle pabiidiga B83, B89, mis on antifriksioon materjaliks. Laagrilõtkude reguleerimiseks võidakse kasutada peiliplekke. Seda tüüpi laagreid kasutatakse aeglase ja keskmise käigulistes mootorites. Õhukeseseinalised: Välja stantsitud terasest ja ei oma äärikuid. Liuad on kaetud pliipronksiga BpC 30: Neis laagrites ei kasutata peiliplekke ja neid laagreid kasutatakse kiirekäigulistes mootorites. V – kujulised SPM kepsud Koosneb: peakeps abikeps ühine alumine pea kepsu tikkpoldid Kasutatakse kiirekäigulistes SPM – tes. Väntvõll Ülesanne: muuta koos kepsuga kolvi edasi – tegasi käik pöörlevaks liikumiseks
Traktorite T-28X4M, T- 40, T-16 ja T-25A veosillad on kokku ehitatud käigukastiga, kuid nende veorataste ajamid asuvad äravõetavates karterites. Roomiktraktori veosilla (tagasilla) koosseisu kuuluvad järgmised mehhanismid: käigukast, peaülekanne ja pööramismehhanismid (dt-75M); peaülekanne ja pööramismehhanismid (T-130, T-70C, T-70B); kaks teineteisega ühendamata peaülekannet (T-150). Et auto mass oleks väiksem, keevitatakse veosildade karterid stantsitud terasprofiilidest. Karteri külge on keevitatud peaülekande reduktori kinnitamise äärik. Enamiku traktorite tagasildade kered on valatud hallmalmist või terasest (K-701, T-40M). Peaülekandeks nimetatakse jõuülekandemehhanismi, mis paikneb eespool veorattaid ja muudab pöördemomenti. Traktori peaülekande otstarve on sama, kuid ta asub eespool lõppülekannet. Peaülekanded valmistatakse kas koonus- või silinderhammasratas- tega. Esimestel on spiraal- ja teistel sirghambad