Eksamiküsimused 2012 aines TE.0551 Masinaehitustehnoloogia
1. Palun sõnastada masinaehituse tehnoloogia mõiste.
Masinaehituse tehnoloogia on teadus nõutava kvaliteediga masinate valmistamisest
tootmisprogrammiga määratud koguses ja ettenähtud tähtaegadeks vähima omahinnaga.
2. Mis iseloomustab üksiktootmist?
Üksiktootmist
iseloomustab toodetavate või remonditavate toodete lai
nomenklatuur ja väike väljalaske maht.
3. Mis iseloomustab saritootmist?
Saritootmist
iseloomustab toodete piiratud nomenklatuur, mida valmistatakse või
remonditakse perioodiliselt korduvate väljalastavate partiidena.
4. Nimetage saritootmise viis põhilist tunnust.
Saritootmise põhilisteks tunnusteks on:
1) kasutatakse mitmesuguseid pingitüüpe: universaalseid, spetsialiseeritud, eripinke,
automaatpinke;
2) tööliste (operaatorite) erinev
kvalifikatsioon ;
3) töö võib toimuda häälestatud lõikepinkidel;
4) kasutatakse nii märkimist kui ka erirakiseid;
5) koostamine toimub ilma sobitamata.
5. Mis iseloomustab masstootmist?
Masstootmist
iseloomustab pikema aja kestel pidevalt valmistatavate või remonditatavate toodete
kitsas nomenklatuur ja suur
tootmismaht .
6. Palun sõnastada mõiste tehnoloogiline protsess.
Tehnoloogiline protsess
on tootmisprotsessi osa, mis koosneb sihisuunitlusega tegevustest tööobjekti muutmiseks ja (või) järgnevaks oleku määramiseks; seega
tehnoloogilise protsessi realiseerumisel toimub tootmisobjekti kvalitatiivse oleku muutus (materjali keemiliste ja füüsikaliste omaduste, kuju, mõõtmete, pinna kvaliteedi,
välimuse jm. muutus; tehnoprotsess hõlmab ka kvaliteedi kontrolli).
7. Palun sõnastada mõiste operatsioon .
Operatsioon on tehnoloogilise protsessi osa, mida teostatakse ühel töökohal (või ühe
tehnoloogilise süsteemi
kasutamisel ).
8. Palun sõnastada mõiste paigaldus.
Paigaldus on tehnoloogilise operatsiooni osa, mida teostatakse töödeldava tooriku või
koostavate sõlme muutumatu kinnitusega.
9. Mida tähendab tehnoloogiline siire ?
Tehnoloogiline siire
on tehnoloogilise operatsiooni osa, mida teostatakse ühtede ja
samade tehnoloogilise rakistuse vahenditega muutumatu tehnoloogilise režiimi ja
paigaldusega.
10. Mida tähendab abisiire masinaehitustehnoloogias?
Abisiire
on tehnoloogilise operatsiooni lõpetatud osa inimese ja (või) seadme tegevustest, millega ei kaasne tooriku kuju, mõõtmete ja
pinnakareduse muutus, kuid on
vajalikud tehnoloogilise siirde teostamiseks.
11. Mida tähendab töökäik?
Töökäik on tehnoloogilise siirde osa, mis seisneb ühekordses lõikuri nihutamises tooriku suhtes, millega kaasneb tooriku kuju, mõõtmete, pinna kvaliteedi ning omaduste
muutus.
12. Mida tähendab abikäik?
Abikäik
on tehnoloogilise siirde lõpetatud osa, mis seisneb töökäigu teostamiseks vajalikus ühekordses lõikuri nihutamises tooriku suhtes.
13. Mida tähendab tooriku lähtamine?
Lähtamine on toorikule või tootele nõutud asendi andmine valitud koordinaatide süsteemis.
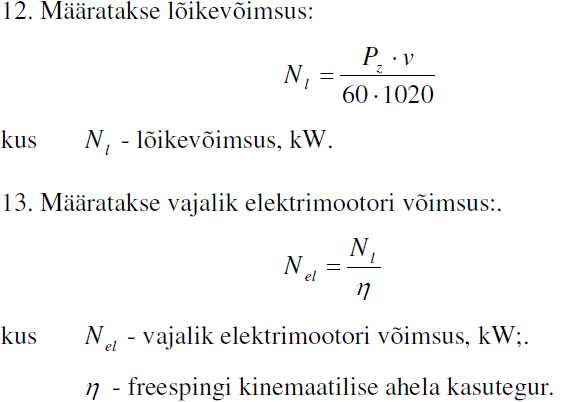
14. Mida näitab tooriku lähtamisskeem?
Lähtamisskeem näitab tugipunktide paiknemist tooriku või toote lähetel (joon. 2.16).
Märkused:
1. Lähtamise
skeemil tähistatakse kõik tugipunktid tingmärkide ja järjekorra numbritega alustades suurima tugipunktide arvuga lähtest.
2. Tugipunkti ümberasetamisel skeemi mingilt projektsioonilt teisele, kujutatakse üht punkti ja selle lähedusse kantakse ümberasetatud punktide
numbrid .
3. Tooriku või toote projektsioonide arv lähtamise skeemil peab olema küllaldane
tugipunktide paigutamisest ettekujutuse saamiseks.
Joonis 2.16. Tugipunktide tingtähistus järjekorranumbritega 1…6 lähetel I, II ja III: a – tähis ja selle mõõtmed eest- ning külgvaates; b – tähis ja selle mõõtmed plaanis.
15. Mida tähendab lähtamisviga?
Lähtamisviga on tooriku või toote lähtamisel tegelikult saavutatud asendi hälve nõutavast asendist. Kuid tingimata peab eriti rõhutama, et lähtamise viga esineb ainult
töötamisel häälestatud lõikepinkidel, st kui toorikutepartiid töödeldakse muutumatul (varem ettenähtud) lõikuri ja tooriku suhtelisel asendil.
16. Nimetage kolm meetodit metallilõikepinkide jäikuse määramiseks.
On olemas mitmeid meetode metallilõikepinkide ja nende üksikute sõlmede jäikuse
määramiseks.
Põhilised oleksid järgmised meetodid: 1) staatiline (katsed mittetöötaval lõikepingel);
2)
tootmismeetod (katsed toorikute töötlemisel);
3) dünaamiline (katsed võnkeprotsessil).
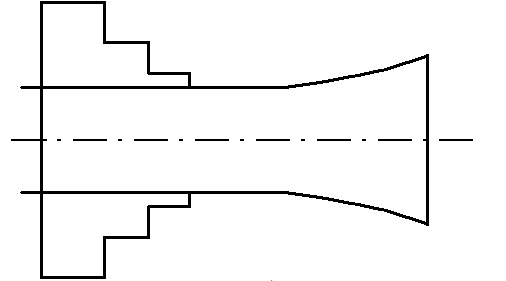
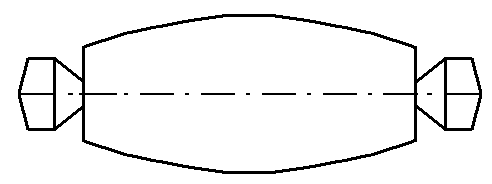
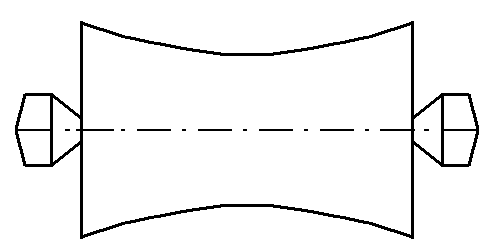
17. Nimetage detailide võimalikud kujuvead telglõikes pikitreimisel.
Detailide võimalikud kujuvead telglõikes: a – koonilisus; b – tünnilisus; c –
sadulsus.
a)
b)
c)
18. Nimetage vähemalt 3 meetodit, mille abil on võimalik vähendada detailide sisepingeid ja nende mõju detailide täpsusele.
1.
Toorikute seinapaksuste ja jahtumistemperatuuride ühtlustamisega (näiteks,
jahutamine koos kuumutusahjuga, spetsiaalsete külmikute kasutamisega valamisel).
2.
Sepiste, stantsitud- ja keevistoorikute lõõmutamise ja noolutamisega.
3.
Toorikute haavlijoatöötlemisega.
4.
Ratsionaalsema tooriku konstruktsiooni ja töötlemisrežiimi väljatöötamisega, eriti
keevistoorikutele.
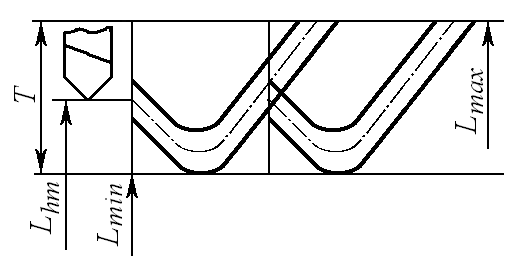
19. Milles seisneb lõikepingi mõõduline häälestamine?
Lõikepingi mõõdulise häälestamise eesmärk seisneb lõikurile sellise optimaalse asendi
andmises lõikepingi paigalduselementide või rakiste suhtes, mis kindlalt tagaksid
töödeldavate detailide
tegelikud mõõtmed ettenähtud piires võimalikult pika töö kestvusega kuni järelhäälestamiseni (joon. 2.31).
Joonis 2.31. Täpsusdiagrammi asendi skeem detaili tolerantsitsoon:
T – detaili tolerantstsoon;
L hm – häälestamismõõde;
Lmin - detaili vähim piirmõõde;
Lmax - detaili
suurim piirmõõde.
20. Mis on häälestusmõõde?
Häälestusmõõde – selline keskmise
jooksva mõõtme algväärtus töötlemise täpsuse
diagrammil , mille korral välistatakse töödeldavate detailide tegelike mõõtmete oht juhuslikult ületada detaili tolerantsitsooni piiri, ja
saavutatakse suurim võimalik töö
kestvus kuni järelhääletamiseni.
21. Mis on järelhäälestamine?
Järelhääletamiseks nimetatakse tehnoloogilise seadmestiku ja (või) tehnoloogilise rakistuse täiendavat reguleerimist tehnoloogilise operatsiooni teostamisel selleks, et
taastada häälestamisega saadud parameetrite väärtused.
22. Milles seisneb lõikepingi staatiline häälestamine?
Staatiline häälestamine seisneb selles, et lõikuri paigaldamine lõikepingi ja rakise suhtes tehakse koormamata lõikepingil, st tehnoloogilise süsteemi survestuse puudumisel.
23. Nimetage lõiketöötlemisel sundvõnkumiste võnkumiste allikaid . Sundvõnkumised on sellised võnkumised, mis tekivad ja püsivad
mingite pidevate häirivate jõudude mõjul. Näiteks on sellisteks:
- võnkumised, mis
kanduvad üle lõikepingi vundamendi kaudu väljaspoolt läheduses
töötavailt pinkidelt, masinatelt;
- võnkumised, mis on põhjustatud lõikepingi pöörlevate osade, tooriku jm
tasakaalustamatusest;
- võnkumised, mida kutsub esile lõikamise katkendlik iseloom (freesi hammaste,
kammlõikurite jt. töö).
24. Mis on isevõnkumise energiaallikaks metallilõikepinkidel?
Isevõnkuva liikumise energiaallikaks on lõikepingi
ajam , millel endal ei ole võnkeomadusi.
25. Nimetage kolm võnkumise eemaldamise meetodit lõiketöötlemisel.
1.
Tehnoloogiliste süsteemi ja samuti selle sõlmede jäikuse
suurendamine . Jäikuse
suurendamisel kasvab omavõnkumiste sagedus ja järelikult väheneb võnkumiste
amplituud .
2. Võnkuvate masside vähendamine nii, et see ei põhjusta tehnoloogilise süsteemi osade jäikuse vähenemist.
3. Võnkuva liikumise takistusjõudude suurendamine, mille arvel suureneb energia hajuvus võnkumistel.
4. Vibratsiooni tekitavate jõudude vähendamine (välisjõud sundvõnkumistel, sisejõud
isevõnkumistel).
5. Lõikepingi ülekannetest ja kinemaatilistest ahelatest defektide kõrvaldamine.
26. Mida väljendab pinna karedus ?
Karedus on suhteliselt väikeste sammudega pinna ebatasasuste kogum lähtepikkusel.
27. Nimetage kolm pinnakareduse parameetrit (tähised koos sisulise selgitusega).
Standard käsitleb järgmisi põhilisi pinnakareduse parameetreid:
a R - pinnakonaruste keskmine aritmeetiline hälve;
z R - pinnakonaruste kõrgus kümne punkti järgi;
Rmax - pinnakonaruste suurim kõrgus (kõige kõrgema tipu ja kõige madalama nõo
vaheline kaugus lähtepikkuse ulatuses).
28. Millistel lõikerežiimi parameetritel on suurim mõju pinnakaredusele?
Lõikerežiimi parameetreist on karedusele kõige olulisem mõju lõikamise pealiikumise kiirusel ja ettenihkel.
29. Miks toimub pinnakareduse suurenemine lõikekiirustel 15…30 m/min?
Põhjuseks on
teriku kasvaja teke lõikuri esipinnal. Lõikekiirustel üle 30 m/min teriku kasvaja teke lakkab temperatuuri tõusu tõttu lõiketsoonis ja kareduse suurus väheneb.
Selliste materjalide töötlemisel, millel puudub
kalduvus teriku kasvaja moodustumiseks, karedus ei sõltu lõikekiiruse muutusest.
30. Kuidas saab vähendada lõiketöödeldud pinnakihtide jääkpingeid? Nimetage vähemalt kolm meetodit.
Jääkpingete vähenemist pinnakihis võib saavutada:
- soojuse tekke intensiivsuse vähendamisega;
- lõikekiiruse vähendamisega;
- lõikesügavuse vähendamisega;
- väiksema kõvadusega („pehmemate”) lihvketaste ja
ketta eemaletõmbamise kasutamisega
lihvimisel ;
- rikkaliku
jahutuse kasutamisega.
31. Nimetage vähemalt kolme erimeetodit materjali pinnakihi kalestamiseks. Sellisteks meetoditeks on: vibrorullimine, haavelkalestamine, temmimine
(lööktihendamine), ülerullimine ja laiaksrullimine rullikute ja kuulidega, kalibreerimine, teemantsilumine, elektrokeemiline töötlemine jt.
32. Nimetage peale kalestamise veel meetodeid , mille abil on võimalik lõiketöödeldud pindu muuta tugevamaks (kulumiskindlamaks).
• lõõmutamine (
kuumutamine aeglase jahutamisega – faasimuutused toimuvad täielikult),
•
karastamine (kuumutamine kiire jahutamisega – faasimuutused ei leia aset või toimuvad osaliselt).
Lõõmutamine Karastamine Plastsus suureneb
Kõvadus tõuseb
Sisepinged vähenevad
Tugevus suureneb
Survetöödeldavus
paraneb Sitkus väheneb
Struktuur peeneneb
Kulumiskindlus Lõiketöödeldavus paraneb
suureneb
33. Mis asi on üldtöötlemisvaru?
Üldtöötlemisvaru
on võrdne antud pinna mehaaniliste töötlemise kogu tehnoloogilise
marsruudi vahetöötlemisvarude summale, st üldine töötlemisvaru määratakse tooriku ja valmis detaili mõõtmete vahena.
Üld- ja operatsiooni töötlemisvarude ning tolerantside
valikul on suur
tehnilis -majanduslik tähtsus.
34. Miks pole soovitatav liialt suur töötlemisvaru, nimetage põhjused?
Liiga suured töötlemisvarud vähendavad töötlemisprotsessi majanduslikku efektiivsust
laastuks mineva metallikao tõttu. Liigsete metallikihtide eemaldamine nõuab täiendavate tehnoloogiliste läbimite teostamist, suurendab töötlemisoperatsioonide
töömahukust, energia ja lõikurite kulu, tõstab töötlemise omahinda. Suurendatud töötlemisvarude korral eemaldatakse mõningail juhtudel töödeldava detaili kõige
kulumiskindlam (kalestunud) pinnakiht.
35. Miks ei ole soovitatav liialt väike töötlemisvaru, nimetage põhjused?
Samuti pole ka soovitavad liiga väikesed töötlemisvarud. Need ei kindlusta defektsete
pinnakihtide eemaldamist ja nõutava täpsuse ning karedusega töödeldud pindade saamist, aga mõningail juhtudel tekitatakse vastuvõetamatud tingimused lõikuri töötamiseks
valukooriku või tagi tõttu. Liiga väikesed töötlemisvarud nõuavad toorikute täpsuse suurendamist, raskendavad nende märkimist ja lõikepinkidel rihtimist ning
lõpptulemusena suurendavad praagi protsenti.
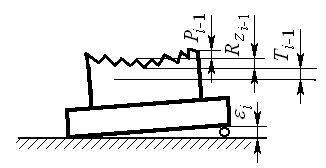
36. Millistest komponentidest koosneb minimaalne vahetöötlusvaru?
Vastavalt sellele meetodile arvutatakse minimaalne vahetöötlemisvaru järgmise valemi alusel (joon. 4.2):
kus
Z imin – minimaalne vahetöötlemisvaru;
R zi−1 - antud pinna töötlemisele
eelnenud läbimil saadud pinnakonaruste kõrgus;
T i−1 - eelnenud tehnoloogilisel läbimil tekkinud defektse pinnakihi sügavus;
- töödeldava pinna asendi
ruumilised hälbed tooriku lähete suhtes;
- teostatava läbimi paigaldusvead.
Mõningais allikais kasutatakse
ja
asemel vastavalt
h ja ∆ .
Joonis 4.2. Minimaalse operatsiooni töötlemisvaru skeem:
P i−1 – töödeldava pinna asendi ruumilised hälbed tooriku lähete suhtes;
R z - antud pinna töötlemisel eelneval
läbimil saadud pinnakonaruste kõrgus;
T i−1
- eelneval tehnoloogilisel läbimil
saadud defektse pinnakihi sügavus; ε
i - teostatava läbimi paigaldusvead.
37. Miks on vaja teada lõikerežiimi valikul lõikevõimsust? Lõikeprotsessi teostamiseks on vajalik tingimus:
N el ≤
N p,
kus
N p - freespingi peaajami elektrimootori võimsus, kW.
Kui see tingimus ei ole täidetud, siis on tarvis üle minna freespingi lähimale väiksemale pöörlemissagedusele ja ümber arvutada lõikekiirus, lõikejõud, lõikevõimsus,
elektrimootori võimsus ning võrrelda viimast uuesti freespingi elektrimootori võimsusega, et oleks täidetud tingimus
N el ≤
N p .
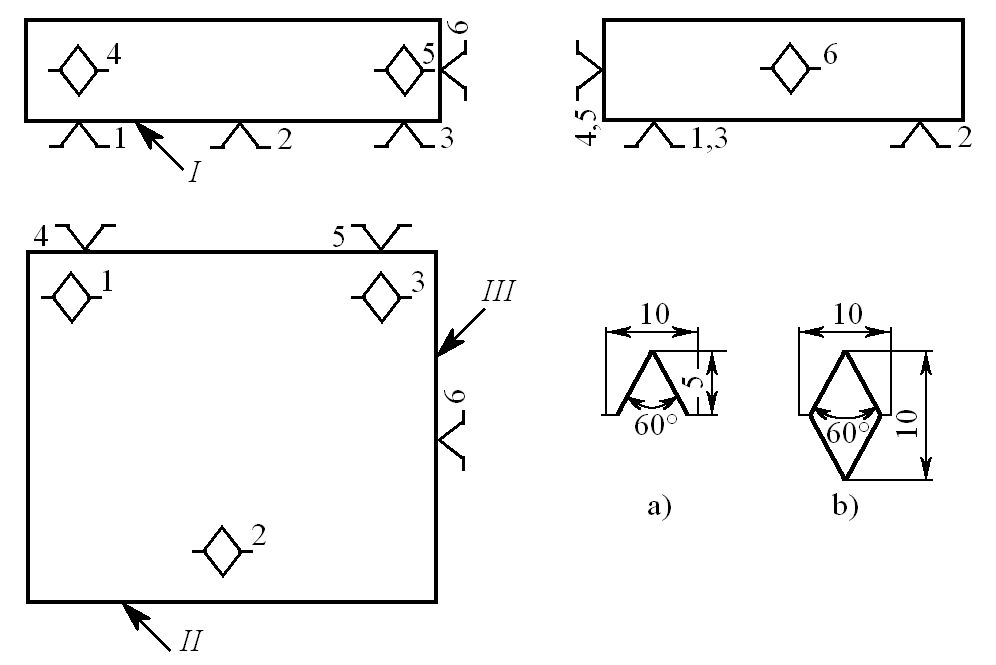
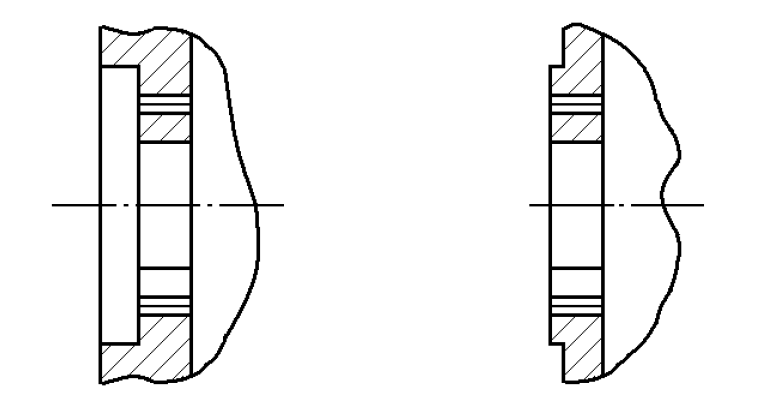
38. Miks on otstarbeks kettakujuliste toorikute mehaanilisel töötlemisel algul üle treida ava, kasutades lähtena välist silinderpinda, aga seejärel, lähtamisel avast,
treida üle välispind?
Töötlemise vastupidise järjekorra puhul välispinnalt, mis on selle tooriku puhul domineeriv, eraldatakse mahuliselt tunduvalt rohkem metalli.
39. Mis asi on kompleksdetail? Kompleksdetail
on tegelik või tinglik (kunstlikult loodud) detail, mis sisaldab oma
konstruktsioonis kõik antud grupi detailidele iseloomulikud põhielemendid (pinnad), ja on selle grupi konstruktiiv-tehnoloogiliseks esindajaks.
40. Nimetage põhilised algandmed tehnoloogiliste protsesside projekteerimiseks mehaanilisel töötlemisel.
Mehaanilise töötlemise tehnoloogiliste protsesside projekteerimiseks on vajalikud järgmised põhilised algandmed:
1. Koostejoonis koos toote talitusliku sihituse ja vastuvõtu tehniliste tingimuste lühikirjeldusega.
2. Tööjoonised, mis määravad detailide materjali, konstruktiivse kuju ja mõõtmed, töödeldud pindade täpsuse ning kvaliteedi, erinõuded (materjali kõvadus ja struktuur,
pinnakatted, termotöötlus, balansseeritus jm).
3. Toodete väljalaske maht, mille koostise kuuluvad valmistatavad detailid, arvestades ka varuosade väljalaset.
41. Mis iseloomustab toote tehnoloogilisust?
Toodete tehnoloogilisust iseloomustab:
- toote konstruktsiooni vastavus kaasaegsele tehnika tasemele;
- ökonoomsus ja mugavused kasutamisel ning remontimisel;
- millisel määral on arvestatud võimalusi kasutada valmistamise kõige ökonoomsemaid ja tootlikumaid tehnoloogilisi meetode vastavalt ettenähtud väljalaskele ja
tootmistingimustele.
Seega, toote tehnoloogiline
konstruktsioon peab rahuldama valmistamise, kasutamise ja remondi nõudeid.
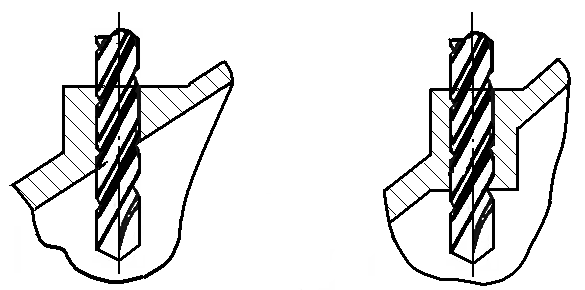
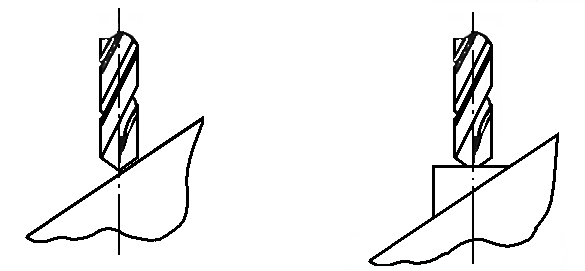
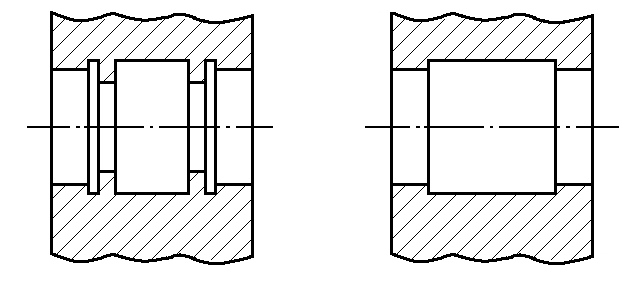
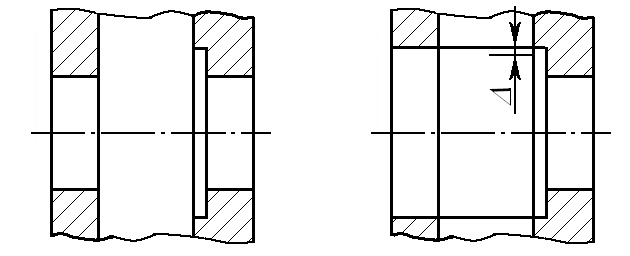
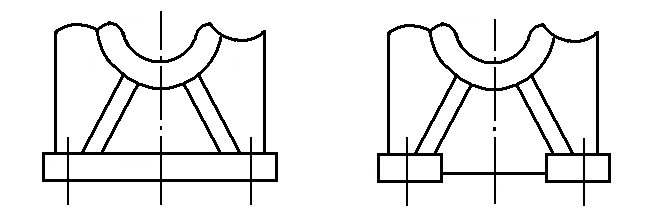
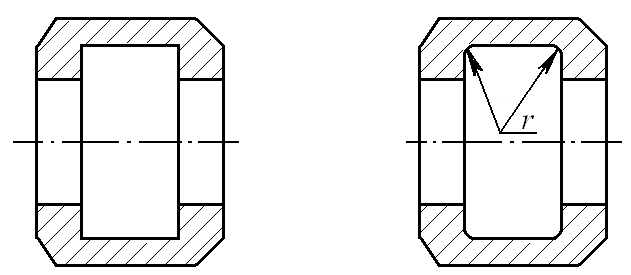
42. Alljärgnevalt on toodud loengukonspektist 10 joonist, jooniste vasakpoolsetel osadel on kujutatud mittetehnoloogiline lahendus. Millistel põhjustel osutub selline
konstruktsioon mittetehnoloogiliseks? Eksami ajal satub sellest küsimusest üks joonis igale nö eksamipiletile. 42a 42b a) detaili pind, millega puuril on algne
kokkupuude , peab olema risti
puuri teljega , et vältida puuri murdumist. Sama nõue kehtib ka pinnale, kus toimub puuri väljumine detailist.
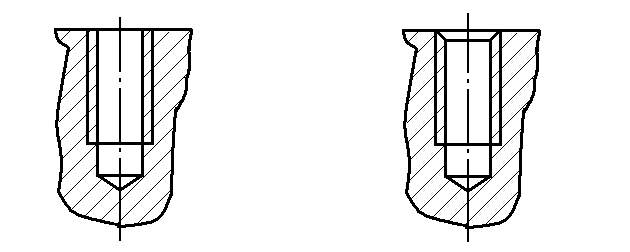
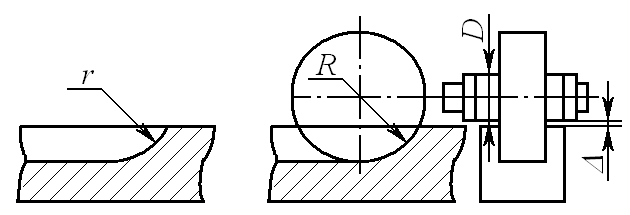
42c 42d c) kruvipea varjamiseks on vajalik puuritud avale freesida faas
d) üleminekute
teostamine ühelt ristlõikelt teisele suhteliselt suurte raadiustega kaartega;
42e 42f e) teravate üleminekute puudumine ristlõigetes
f)
ja tugevdus paindekohtadel;
42g 42h g) valandi pindadel, mis on risti mudeli lahutuspinnale,
h) iga valandi kuju peab ette nägema lihtsa, ilma raskusteta mudeli
lahtiv .
peavad olema konstruktiivsedvalukalded selleks, et valuvormide
ja kärmide valmistamine ning mudelite eemaldamine
vormidest toimuks ilma raskusteta
42i 42j i) stantsitud toorikutel teravate servade ümardamine.
j) valandite seinapaksus peab olema võimalikult ühesugune, ilma järskude ja lõigete üleminekuteta
õhukeseseinalistelt osadelt paksuseinalistele. Selle nõude täitmine on vajalik valandi ühtlase
struktuuri saamiseks ja sisepingete vähendamiseks
43. Millised ülesanded on vaja lahendada tooriku ja selle valmistamismeetodi valikul?
Tooriku valikul on vaja lahendada järgmised küsimused:
- määrata kindlaks tooriku saamise viis;
- arvutada tooriku iga pinna jaoks töötlemisvarud;
- arvutada tooriku mõõtmed ja määrata tolerantsid;
- välja töötada tooriku joonis.
44. Millistest tingimustest lähtuvalt valitakse toorik? Nimetage vähemalt viis tingimust.
Tooriku valikut mõjutavad järgmised näitajad: detaili sihitus, materjal, tehnilised tingimused; väljalaske maht ja tootmise tüüp, detaili tüüp ja konstruktsioon; detailide ja
nende valmistamiseks kasutatavate seadmete mõõtmed; eelnevate näitajate põhjal valitud tooriku valmistamise ökonoomsus.
45. Mida kujutab endast koostamine masinaehituses? Milliseid tegevusi see sisaldab?
Koostamine on toote koostisosade liidete moodustamine.
Liited võivad olla lahtivõetavad ja lahtivõetamatud (
liitmine kinnikruvimisega, sissepressimisega, keevitamisega,
liimimisega jt).
Tavaliselt koostamise tehnoloogiline protsess töötatakse välja etapiliselt:
- väljalaske mahust (nõutud programmist) sõltuvalt määratakse koostamise
takt ja rütm;
- teostatakse koostejooniste tehnoloogiline analüüs konstruktsiooni tehnoloogilisuse
väljatöötamiseks;
- tehakse konstruktsiooni mõõduline analüüs, mõõtahelate arvutus ja töötatakse välja
meetodid koostamise täpsuse saavutamiseks (täis-, osa- või valikvahetatavuse meetod), reguleerimine ja sobitamine;
- määratakse koosteoperatsioonide diferentseerimise või kontsentreerimise otstarbekas
aste;
- püstitakse toote kõigi koostude ja detailide ühendamise järjestus ning koostatakse
sõlm- ja üldkoostamise
tehnoloogilised skeemid ;
- töötatakse välja (või valitakse) kõige tootlikumad, ökonoomsemad ja tehniliselt
põhjendatud koostamise moodused, kontrolli ja katsetamise moodused.
- töötatakse välja (või valitakse) vajalikud tehnoloogilised- või abiseadmed ning
tehnoloogiline rakistus (rakised, lõikurid, koostamise ja kontrolli
seadmed );
- teostatakse koostetööde tehniline normeerimine ja majanduslike näitajate määramine;
- töötatakse välja
planeering , töökohtade seadmed ja koostamise tehnoloogiline
dokumentatsioon.
46. Nimetage vähemalt viis liitmise meetodit koostamisel.
1)
osavahetatavuse meetod;
2)
valikvahetatavuse meetod;
3)
täisvahetatavuse meetod;
4)
reguleerimise meetod;
5)
sobitamise meetod;
6)
vigade kompenseerimismeetod.
47. Nimetage vähemalt viis tehnilist nõuet koostu koostisele .
Nõuded koostu koostisele:
1)
koostu konstruktsioon peab kindlustama võimaluse seda kokku panna standardseist ja unifitseeritud osadest;
2)
toote koostamine ei tohi tingida
keeruka tehnoloogilise varustuse kasutamist;
3)
kasutatavate liidete liigid, nende
konstruktsioonid ja asukohad peavad vastama
koostetööde mehhaniseerimise ja
automatiseerimise nõuetele;
4)
koostul ja selle koostisosadel, mille mass ületab 20 kg, peab konstruktsioonis ette
nägema kinnituselemendid tõste- ja teisaldamise seadmetele, mida kasutatakse
koostamiseks , lahtivõtmiseks ja teisaldamiseks;
5)
koostul peab olema ette nähtud
koostisosa lähtamiseks, mis on aluseks teiste
koostisosade paigutamiseks;
6)
koostu konstruktsioon peab võimaldama teostada koostamist teiste koostisosade
muutumatul lähtamisel;
7)
lähtamiseks
kasutatava koostisosa konstruktsioonis peab ette nägema võimaluse
kasutada koostamise konstruktiivseid lähteid tehnoloogiliste- ja mõõtelähetena;
8)
koostu kokkupaigutus peab kindlustama üldkoostamise ilma koostisosade vahepealse lahtivõtmiste ja korduva koostamiseta;
9)
koostu koostisosade kokkupaigutus peab kindlustama hõlpsa juurdepääsu kohtadele, mis nõuavad kontrolli, reguleerimist ja teiste tööde tegemist vastavalt toote
talitluseks ja tehniliseks teenindamiseks ettevalmistava tehnoloogia juhtmäärustikule;
10)
koostu kokkupaigutus peab ette nägema tõstesõlmede, montaažitugede ja teiste toote transporditavust võimaldavate seadmete ratsionaalset paigutust.
48. Nimetage vähemalt kolm nõuet koostu koostisosade liidete konstruktsioonile.
Nõuded koostisosade liidete konstruktsioonile:
1) üldjuhul peab koostisosade liitepindade ja –
kohtade arv olema minimaalne;
2) koostisosade liitekohad peavad olema liigipääsetavad koostetööde mehhaniseerimiseks ja liidete kvaliteedi kontrolliks;
3) koostisosade liited ei tohi nõuda keerukat ja põhjendamatult täpset ühenduspindade
töötlemist;
4) koostisosade konstruktsioonid ei tohi nõuda koostamise protsessis täiendavat
töötlemist.
49. Nimetage vähemalt kolm nõuet mida peab arvestama koosteoperatsioonide järjestuse väljatöötamisel.
Koosteoperatsioonide järjestuse väljatöötamiseks on vaja koostatav toode
liigendada koostudeks. Seejuures arvestatakse järgmisi nõudeid:
- koosteoperatsioonidele eelnevad eel- ja sobitustööd, mis eraldatakse iseseisvateks operatsioonideks;
- koostude gabariitmõõtmed määratakse tõste- transpordi vahendeid arvestades;
- koostetööde organiseerimise lihtsustamiseks peab
koost koosnema vähestest detailidest ja liidetest;
- vähendada vahetult koostamisele antavate detailide arvu, välja arvatud lähtedetailid ja kinnitusdetailid;
- toode tuleb liigendada nii, et selle konstruktsioon võimaldab teha koostamist suurima
arvu koostudega.
50. Miks on vaja koostamisel koostamise tehnoloogilist skeemi?
Tehnoloogilised skeemid, olles tehnoloogilise protsessi väljatöötamise esimeseks etapiks, peegeldavad näitlikult toote ja selle koostisosade koostamise marsruuti.
Koostamise ehnoloogilised skeemid tehakse toote koostejoonise alusel.



























Kõik kommentaarid