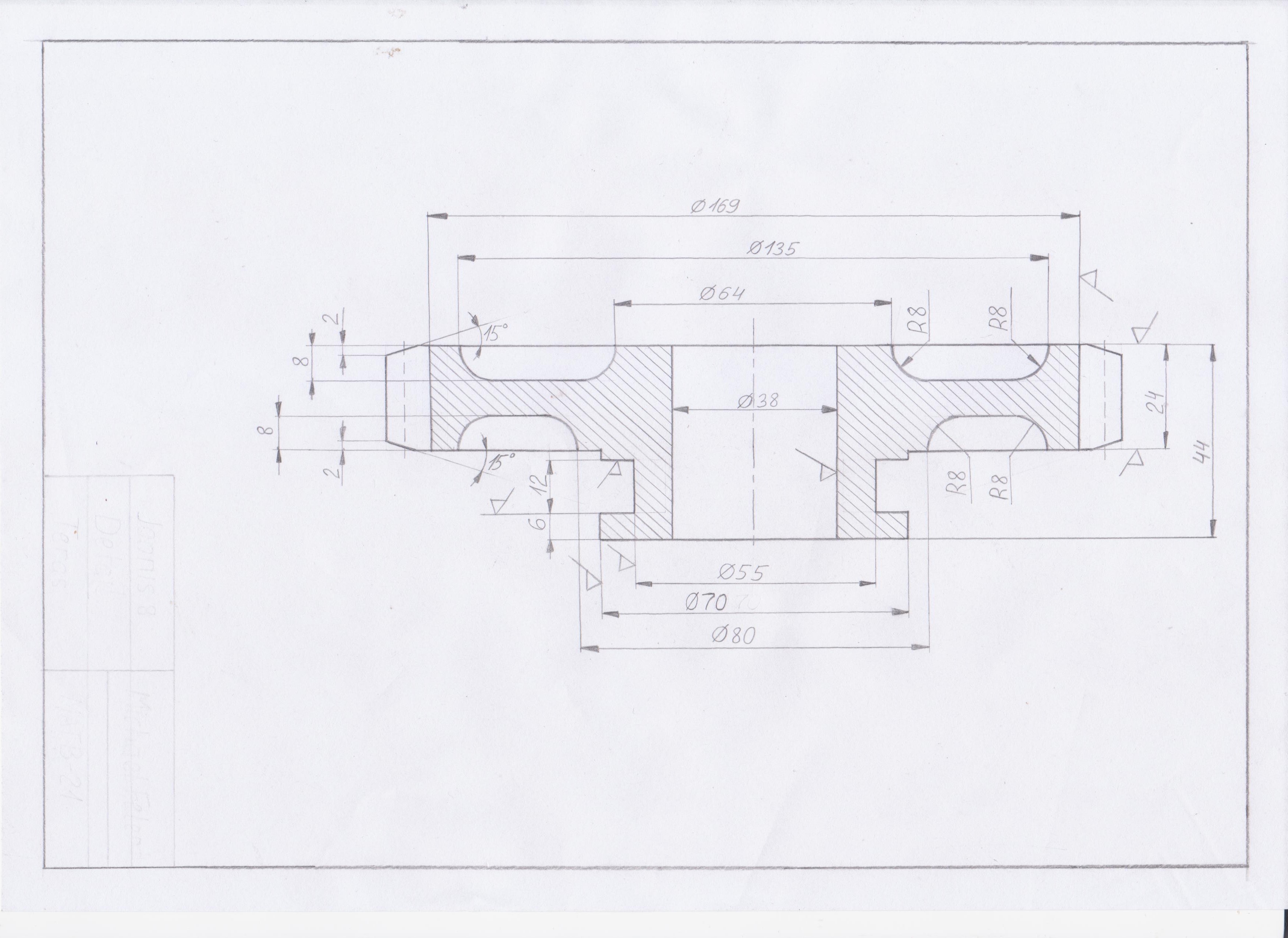
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö MTT0010 Konstruktsioonimaterjalide tehnoloogias Töö nimetus: Töö nr. 1 SURVETÖÖTLUS Üliõpilane: Rühm: Üliõpilaskood: MATB Juhendaja: Töö tehtud: Esitatud: Arvestatud: E.Kimmari 11.03.2011 Töö eesmärk ja ülesanne: 1) Joonestada varjandile vastav detail. 2) Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala.
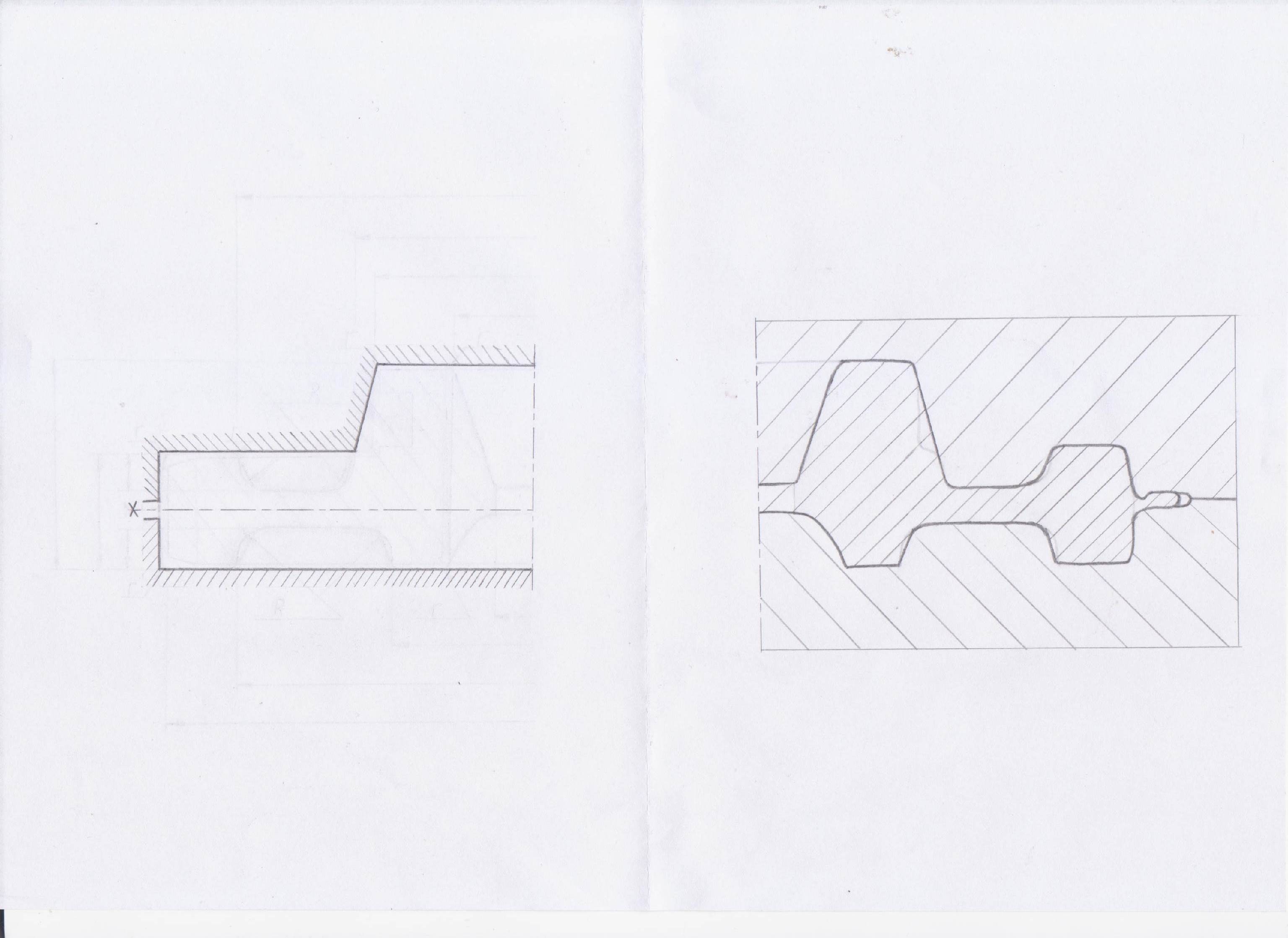
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLE Töö nr: 3 MINE (plastne vormimine) Ees- ja Rühm: perekonnanimi: Üliõpilaskood:xxxx x4 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F. Sergejev 03.05.2013 05.06.2013 Töö eesmärk ja ülesanded: 1. Stantsimisviisi valik, valitud stantsimisviisi iseloomustamine 2. Valitud survetöötlusseadme põhimõtteskeemi joonestamine, skeemil märkida seadme põhisõlmed (detailid) ja anda seadme töö lühikirjeldus 3. Stantsise joonise väljatöötamine ja vormistamine 4. Stantsi lõppvao koos stantsisega joonestamine selle kinnises olekus 5. Deformeerimisskeemi joonestamine Valitud detaili joonis 1
TALLINNA TEHNIKAÜLIKOOL Mehaanika ja tööstustehnika instituut Kodutöö aines X0010 Teema II Konstruktsioonimaterjalide tehnoloogia Töö nimetus: Survetöötlus Töö nr: 3 Ees- ja perekonnanimi: Rühm: Üliõpilaskood: Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Töö eesmärk ja ülesanded: Koostada tehnoloogiline protsess tooriku valmistamiseks kuumvormstantsimise teel. Lisas toodud kodutöö variandile vastava detaili number valitakse üliõpilaskoodi viimase numbri järgi. 1. Valida detaili number ja esitada selle joonis (koopia). Joonis allkirjastada, nt Joonis1 või Sele1. Lähtedetail. 2. Valida stantsimisviis: kraadiga vormstantsimine või kraadita vormstantsimine.
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö MTT0010 Konstruktsioonimaterjalide tehnoloogias Töö nimetus: Töö nr. 1 SURVETÖÖTLEMINE Üliõpilane: Rühm: matb24 Üliõpilaskood: Juhendaja: Töö tehtud: Esitatud: Arvestatud: Eduard Kimmari 04.04.2010 Detaili joonis 2. Valin stantsimisviisiks stantsimise väntpressil. Valmistavate toorikute tüüpkujud väntpressidel on samad mis stantsimisel vasarail. Aga erinevus on selles, et väntpressi puhul on toorikute täpsus oluliselt kõrgem. Väljatõukajate olemasolu võimaldab kasutada väikseimaid stantsimiskallakuid ja seega säästa metalli.
Hinnatud töö: tulemus 65 punkti 100st. Hinde võttis alla: eralduspind (-5%); töötlusvarud (-10%); nurkade ümardamine (-10%); lõppvao eskiis (-10%) Lähtejoonis Stantsimisviis ...valisin kinnise stantsimise väntpressil. Väntpressi puhul on toorikute täpsus kõrge ning metalli säästimeks on võimalik kasutada ka väiksemaid stantsimiskallakuid kuna on olemas väljatõoukajad. Väntpressi iseloomustab töö kvaliteedi olemasolu. Väntpresse kasutatakse kõrge kvaliteedi ning suure täpsuse saamise eesmärgil, ning sealjuures on oluline ka väike metallikulu. Samas kui võrrelda väntpressi vasaraga, siis vänt- presside puhul on kvaliteed parem, automatiseeritus ja tootlikkus on kõrgemad. Puuduseks on aga pressi märgatavalt suurem hind stantsimisvasaratega võrreldes ning deformeerimisjõudu ei saa reguleerida
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLEMINE (plastne vormimine) Töö nr: 1 Ees- ja perekonnanimi: Rander Süld Rühm: MASB-21 Üliõpilaskood: 135011 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: Fjodor Sergejev 21.03.14 21.03.14 Töö eesmärk: Töö eesmärgiks on koostada tehnoloogiline protsess detaili tooriku valmistamiseks kuumvormstantsimise teel. Töö ülesanded: 1. Joonestada variandile vastav detail. 2. Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala. 3. Joonestada valitud survetöötlusseadme põhimõtteskeem, skeemil märkida
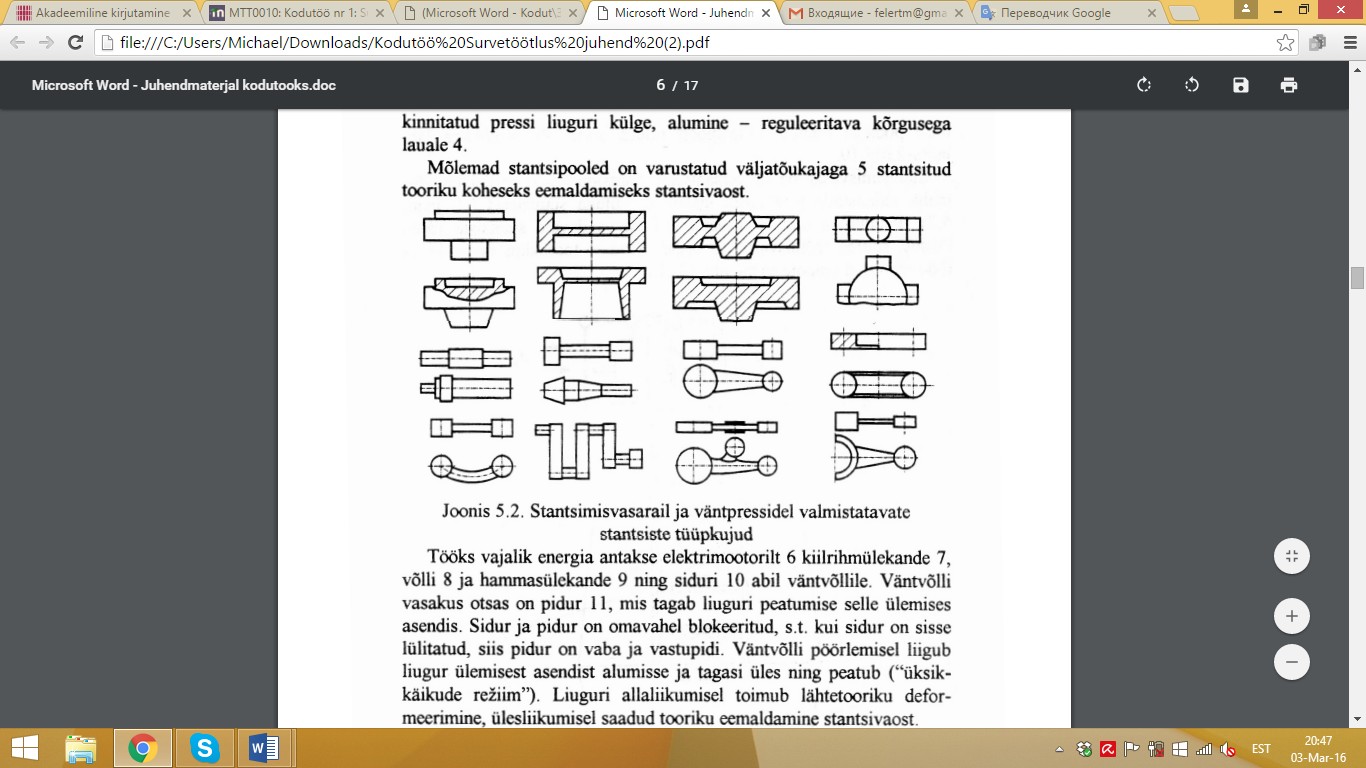
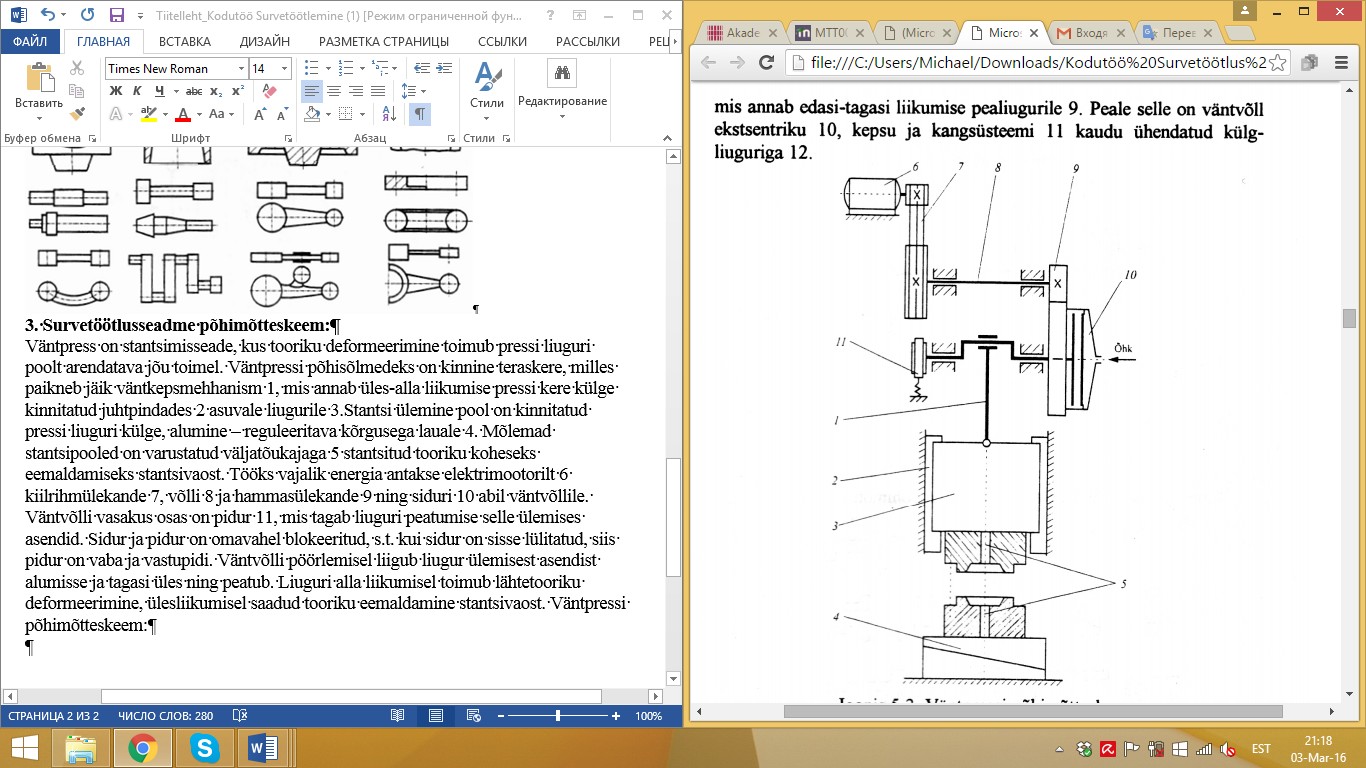
Kuna sama detaili saab valmistada ka sellise seadmega nagu stantsimisvasar, siis tooks välja väntpressi eelised : · Stantsiste suurem täpsus · Suurem tootlikkus · Koormuste väiksem dünaamilisus · Väiksemad stantsikalded Väntpressi põhimõtteskeem 1.Väntkepsmehhanism 2.Liuguri juhtpinnad 3.Liugur 4.Reguleeritava kõrgusega laud 5.Väljatõukajad 6.Elektrimootor 7.Kiilrihmülekanne 8.Võll 9.Hammasülekanne 10.Sidur 11.Pidur Väntpressi töö lühikirjeldus Tööks vajalik energia saadakse elektrimootorilt (6), energia kantakse üle kiilrihmülekande (7), võlli (8) ja hammasülekande (9) nind siduri (10) abil väntvõllile. Väntvõllil on pidur (11), mis tagab liuguri peatumise ülemises asendis, sidur ja pidur on omavahel blokeeritud. Väntvõlli pöörlemisel liigub liugur ülemisest asendist alumisse ja tagasi. Kui liugur liigub alla, siis toimub
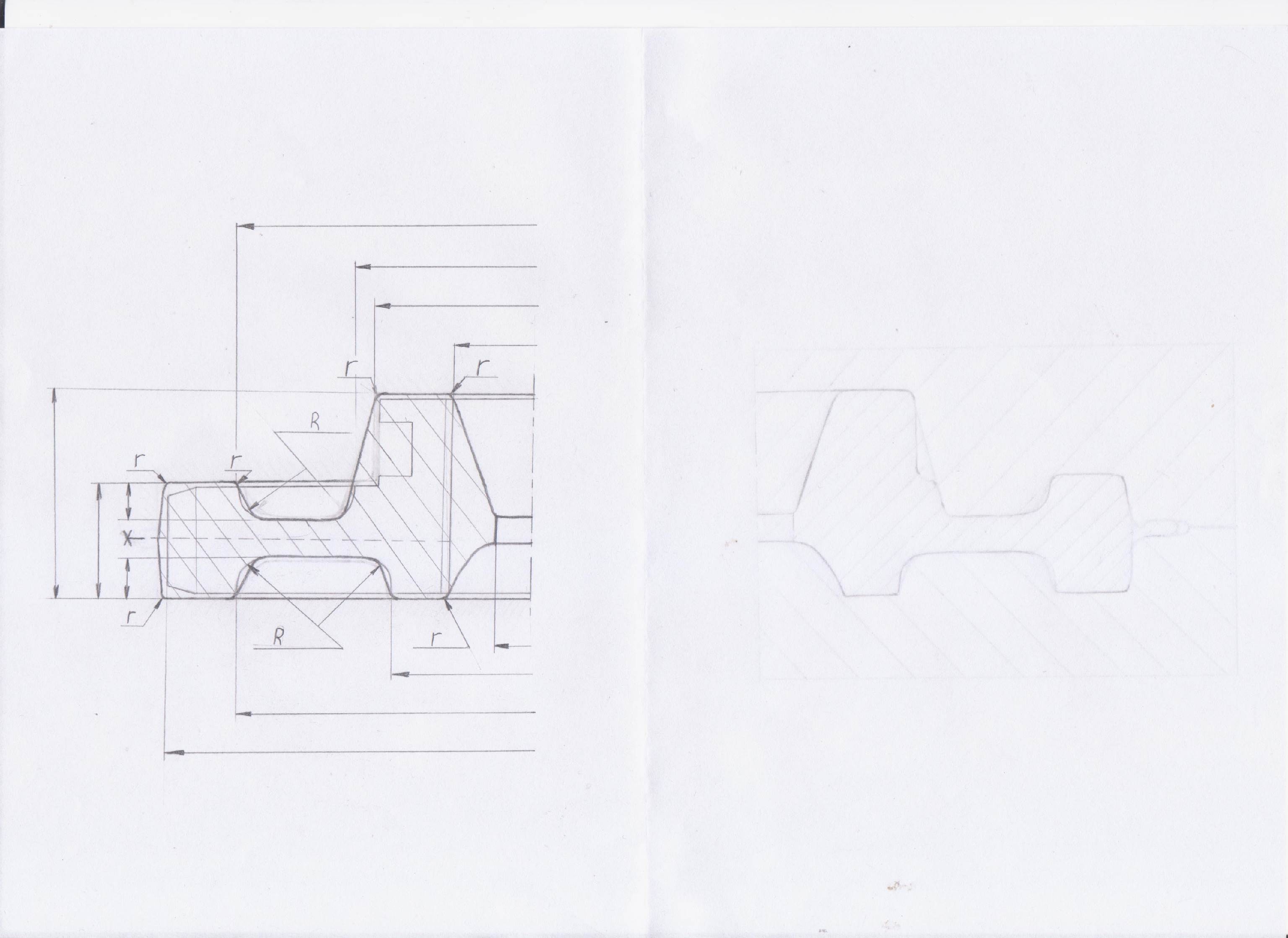
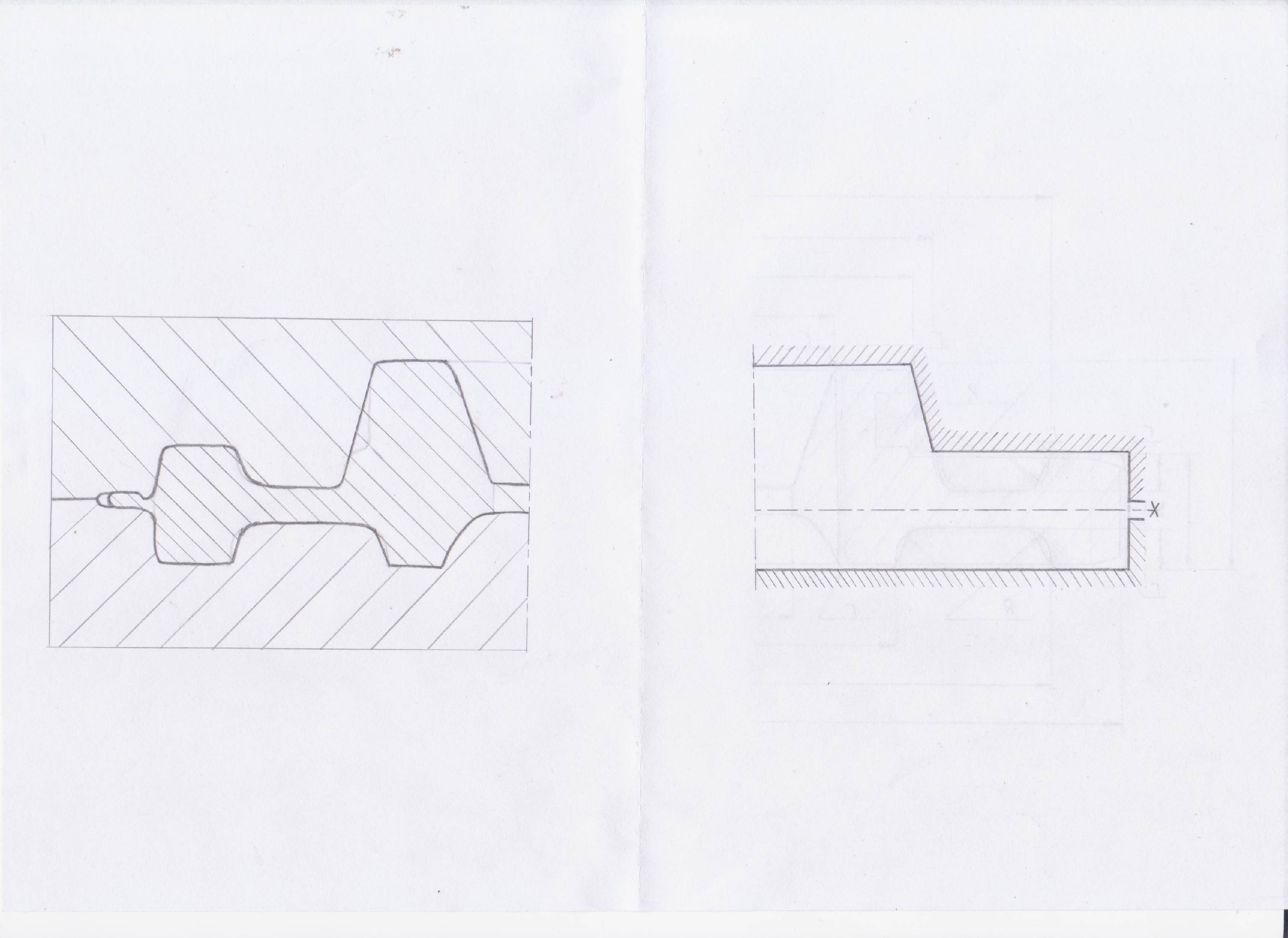
TALLINNA TEHNIKAÜLIKOOL Materjalitehnika instituut Metallide tehnoloogia õppetool Kodutöö aines 0010 Konstruktsioonimaterjalide tehnoloogia Töö nimetus SURVETÖÖTLEMINE (plastne vormimine) Töö nr: 27 Ees- ja perekonnanimi: Rühm: MASB21 Üliõpilaskood: ****77 Juhendaja: Töö tehtud: Töö esitatud: Töö arvestatud: F.Sergejev Töö eesmärk ja ülesanded: Koostada tehnoloogiline protsess detaili tooriku valmistamiseks kuumvormstantsimise teel. Ülesanded: 1. Joonestada vastav detail 2. Valida stantsimisviis, iseloomustades valitud stantsimisviisi kasutusala 3. Töötada välja ja vormistada stantsise joonis 4. Joonestada stantsi lõppvagu koos stantsisega selle kinnises olekus 1. 2.






















Kõik kommentaarid