Lukksepa tööd
Lõikamine
on selline tööoperatsioon, kus
metall või
toorik tükeldatakse
osadeks saelehe, kääridega. Olenevalt materjalist, tooriku kujust
ja mõõtmetest eristatakse metalli lõikamist
laastu eraldamisega
(käsisae abil) ja lõikamist ilma laastu eraldamiseta
(mitmesuguse konstruktsiooniga kääride, lõiketangide jne. abil).
Järgnevalt
vaatleme metalli lõikamist
käsisaega.
Käsisaagi
kasutatakse
tavaliselt paksude lehtede, latt-, ümar- ja profiilmaterjali
lõikamiseks, samuti ka soonte lõikamiseks (näiteks kruvi
peadesse), toorikute väljalõikamiseks mööda kontuuri jne.
Käsisaega lõikamisel peab tööst üheaegselt osa võtma mitte
vähem kui 2 ... 3
hammast .
Enne, kui hakata metalli lõikama, on
vaja välja valida saeleht, mis vastab saetava materjali kõvadusele,
kujule ja mõõtmetele. Saega lõikamisel tuleb tükeldatav materjal
kinnitada tugevalt kruustangide vahele.
Saagimisel tuleb kruustangide
ees seista poolpöördega, s.o. 45° nurga all kruustangide
teljejoone suhtes. Toetudes vabalt natukene
ettepoole asetatud
vasakule jalale, tuleb parem jalg asetada vasaku suhtes 60 ... 70°
nurga all. Saagimisel peab
sirgelt seisma.
Sae
liikumine peab olema niisugune, et töötaks umbes 2/3 tema
pikkusest, mitte ainult saelehe keskmine osa. Sae liikumise kiirus
oleneb lõigatava materjali kõvadusest ja on keskmiselt 30 ... 60
kaksikkäiku
minutis .
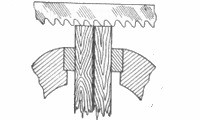
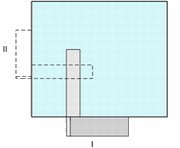
Lattmaterjali
(joon. 1) on kergem lõigata kitsamalt küljelt, sest sel juhul
jaotub lõikejõud väiksemale pinnale ja lõikamine edeneb
kiiremini. Saelehe murdumise vältimiseks on vajalik, et lõikamisel
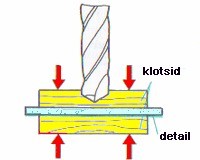
puutuks metalli mittevähem kui kolm hammast. Õhukesed lehed ja
latid kinnitatakse kruustangidesse puitklotside vahel, seejärel aga
lõigatakse koos klotsiga (joon.2).
Joon. 1
Joon. 2
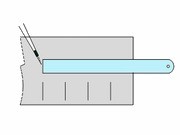
Ümarmaterjali
lõikamiseks tuleb märkejoonele kolmekandilise viiliga teha väike
sisselõige. Saelehe paremaks suunamiseks asetatakse vasaku käe
suur sõrm nii, et küüs toetuks vastu märkjoont, saeleht aga
nihutatakse küüne juurde. Paremas käes hoidvat saagi
suunatakse väljasirutatud nimetissõrmega kuni
sisselõikumiseni metalli.
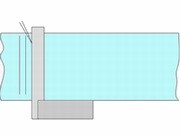
Ruudukujulise
ristlõikega materjali lõigatakse nagu ümarmaterjali, ainult
erinevusega, et lõikamise alguses hoitakse saelehe endapoolset otsa
natuke kõrgemal. Vastavalt sisselõikamisele vähendatakse järk -
järgult kallet, kuni saetee on jõudnud tooriku vastasservale. Siis
aga lõigatakse juba rõhtasendis.
Raiumiseks
nimetatakse metallitöötlemisoperatsiooni, millega toorikult
eraldatakse metallikiht meisli, ristmeisli ja
vasara abil.
Meisel
on kõvast ja sitkest tööriistaterasest valmistatud kiilukujuline
lõikeriist, mille lõikenurk on vahemikus 35-70°, sõltuvalt
töödeldava metalli omadusest.
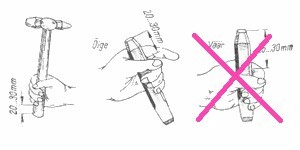
Meiseldamisel
hoitakse meislit
vasku käega (joon. 1), nii et pöial ja esimene
sõrm ei suruks meisli keha liiga kõvasti, meisli laubale lüüakse
aga raskema (300-500 g)
vasaraga . Tavaliselt meiseldakse kas alasil
või kruustangide vahel.
Joon. 1
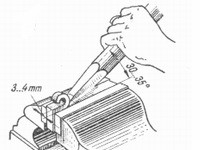
Alasil
saab tükeldada kuni 5 mm leht- või lattmaterjali (joon.2). Sel
juhul
seatakse meisli lõiketera märkjoone endast kaugema otsa
juurde kaldu. Olles veendunud, et meisli lõikeserv on märkjoonega
täpselt kohakuti, tõstetakse meisel vertikaalasendisse ja tehakse
kerge vasaralöök. Iga vasaralöögi järel nihutatakse meislit piki
märkjoont edasi, nii et lõikeserva tagumine nurk püsib eelmise
löögiga tekkinud V-kujulises
vaos . Hiljem võib selle vao korduvalt
tugevate vasaralöökidega üle
raiuda . Väga sügavale metalli pinda
ei suuda meisli lõiketera tungida. Seepärast pööratakse toorik
ringi ja raiutakse vastasküljele
samasse kohta teine süvend. Kui
toorik on nii paks, et osa sellest jääb kahe sisselõike vahel
terveks, murtakse see pooleks edasi-tagasi painutades.
Joon. 2
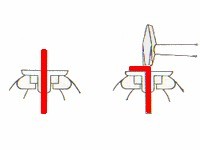
Raiumise
ajal tuleb meislit hoida töödeldava pinna suhtes 30 ... 35° nurga
all (joon. 3). Väiksema kaldenurga puhul hakkab meisel libisema ega
lõika. Suurema kaldenurga puhul aga tungib tugevasti metalli ning
raiutav pind tuleb konarlik.
Joon. 3
Et
õigesti raiuda, tuleb oskuslikult kasutada meislit ja vasarat,
õigesti võtta löögiks hoogu ja lüüa täpselt meisli pea pihta.
Meiseldamine on metalli käsitsitöötlemisel üks ohtlikumaid
operatsioone.
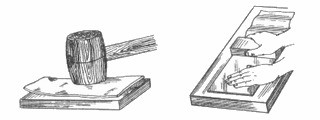
Õgvendamise
käigus kõrvaldatakse toorikult ebatasasused, kõverdumine ja teised
kujudefektid. Metalli õgvendamist ei tohi silumisega ära vahetada.
Õgvendamine
kujutab endast ettevalmistavat operatsiooni, mis eelneb metallide
töötlemise põhioperatsioonidele.
Eristatakse
metallide õgvendamise kahte viisi: käsitsi vasaraga teras- või
malmplaadil ja alasil;
masinaga õgvendamisel kasutatakse
õgvendusmasinaid.
Metalli
saab õgvendada nii külmas kui kuumas olekus. Viimasel juhul tuleb
silmas pidada, et
terasest toorikuid ja detaile võib õgvendada
temperatuurivahemikus 850 ... 1100°C. Kõrgemate
temperatuurideni kuumutamine võib põhjustada ülekuumenemist,
seejärel aga tooriku läbipõlemist, s.o. parandamatut
praaki .
Käsitsiõgvendamisel
tuleb
vasarat hoida varre otsast. Löögid peavad olema
tabavad ja tugevad,
vastavalt kõverdumise suurusele, ning pidevalt vähenema, liikudes
kõige rohkem kõverdunud kohast vähem kõverdunu poole. Õgvendamine
loetakse lõpetatuks, kui kõik ebatasasused on kõrvaldatud ja
toorik on muutunud
sirgeks , mida võib kontrollida joonlaua
pealeasetamisega.
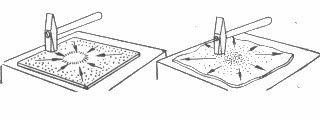
Lehtmetalli
õgvendamine on keerukas
operatsioon (joon. 1). Kühmulist lehte
õgvendatakse järgmiselt. Leht asetatakse
plaadile kühmudega
ülespoole ja kumeratele kohtadele tõmmatakse kriidiga joon ümber.
Lehe
servad toetuvad seejuures vastu
plaati . Hoides lehte vasku käega
kinni, antakse paremas käes oleva vasaraga lööke lehe servadest
kühmu poole. Niisuguste löökide mõjul lehe tasne osa, mis liibub
vastu plaati, venitatakse välja, mistõttu kühm järk-järgult
õgvendub.
Joon. 1
Kui
lehel on mitu kühmu, siis tuleb löögid anda kühmude
vahekohtadele. Selle tulemusena leht venitatakse välja ja kõik
kühmud koonduvad ühte kohta, moodustades ühe üldise kumeruse, mis
õgvendatakse eespool toodud viisil.
Õhukesi
lehti õgvendatakse puidustvasara või silumisklotsiga (joon. 2).
Joon. 2
Painutamist
kasutatakse toorikutele kõvera kuju andmisel antud kontuuri järgi.
Painutamisel mõjuvad
metallile üheaegselt tõmbe- ja survejõud.
Käsitsi painutatakse tavaliselt kruustangide vahel vasara
abil (joon. 1), kasutades seejuures mitmesuguseid rakiseid.
Joon. 1
Painutada
võib näidise, koha, märkimise ja šablooni järgi.
Õhukesest lattmaterjalist ja traadist toorikute painutamisel
kasutatakse peente detailide haaramiseks, kinnipigistamiseks ja
hoidmiseks lamemokktange.
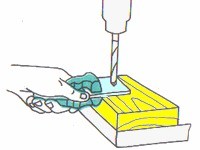
Metalli
puurimisel
tekib küllalt suur lõikejõud, mis püüab toorikut kaasa vedada.
Seetõttu ei toh metalldetaile hoida puurimisel käes. Väiksemate
läbimõõduga
avade puurimisel piisab tooriku kinnihoidmisest
tangidest või käsikruustangidest (joon. 1).
Joon. 1
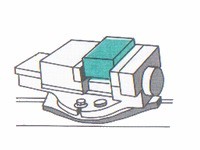
Suuremate
avade puurimisel kinnitatakse toorik erirakisesse või
masinkruustangide vahele (joon. 2).
Joon. 2
Õhukese
metall-lehe puurimiseks tuleb see suruda kahe puitklotsi vahele ja
üheskoos läbi puurida. Poolavade puurimiseks tuleb tooriku kõrvale
seada
samast materjalist lisatükk ja kinnitada need üheskoos
masinkruustangide vahele (joon. 3).
Joon. 3
Metalli
puurimisel on väga oluline, et kasutataks õiget lõikekiirust ja
ettenihet. Lõikekiirus valitakse sõltuvalt metalli kõvadusest ja
puuri läbimõõdust. Ettenihkejõud peab aga olema selline, et
puur lõikaks iga pöördega ühtlase paksusega laastu. Liiga nõrga surve
korral puur ainult hõõrub vastu metallipinda ja kuumeneb. Üleliia
tugev surve aga muudab lõikejõu väga suureks ja puur võib
murduda.
Sügavate avade puurimisel tuleb puur aeg-ajalt
avast välja tõsta. Siis ei ummistu
laastud spiraalsooni ja pole
karta puuri murdumist. Puuri läbiminekul toorikust tuleb
survet vähendada. Vastasel juhul kasvab laastu paksus järsult ja puur võib
kergesti puruneda. Kui puur ja detail puurimisel üle kuumenevad,
võib nenede jahutamiseks kasutada õli või seebivett.
Umbavade puurimisel tuleb puurpingi ettenihke piirel seada
vajalikku asendisse. Ava sügavust saab reguleerida ka puurile
sobivasse kohta metallist või puidust piireli kinnitamisega.
Nürinenud puuri tunneb lõikeprotsessis ära selle järgi,
et ta hakkab eriliselt vilistama. Selline puur tuleb koheselt
teritada.
Keermetamine
on keermelõikamine.
Keermetamist võib teha nii käsitsi, kuid ka erinevate masinatega
(sealhulgas puurpingi,
treipingid ).
Keermetamiseks kasutatavate lõikeriistade hulka kuuluvad
keermeterad,
keermekammid,
keermepuurid ,
keermelõikurid,
keermelõikepead
ja keermefreesid.
Liiteid
kasutatakse detailide
omavaheliseks ühendamiseks. Masinates esinevad
liited jagatakse
kahte põhigruppi- liikuvad ja liikumatud liited. Liikuvad liited
tagavad detailide
suhtelise pöörlemis-,
translatoorse
või liitliikumise. Liikumatuid liiteid kasutatakse detailide
omavahel jäigaks ühendamiseks ning masinate kinnitamiseks
alustele või vundamentidele.
Liikumatud liited võivad omakorda olla lahtivõetavad ja
mittelahtivõetavad.
Lahtivõetavad
liitedMittelahtivõetavad
liited - neetliide
- keevisliide
- liimliide
- pinguga liited
- jooteliide
Rööpjoonte
märkimineRööpjoonte
märkimiseks tuleb mõõtejoonlaud asetada tooriku märgitavale
pinnale nii, et mõõdetud pikkuse
jaotis langeks kokku tooriku
otsaserva või joonega, mis on võetud märke lähteks (joon. 3).
Seejärel tõmmatakse märkenõelaga joonlaua nulljaotise kohale
kriips . Need märgid kantakse toorikule kahelt poolt ja ühendatakse
siis sirgjoonega. Kui rööpjooni on võimalik tõmmata nurgikuga
(joon. 4), siis tehakse ainult üks kriips, mis tunduvalt kiirendab
märkimist.
Joon. 3
Joon. 4
Ristjoonte
märkimineRistjooni
on kõige lihtsam konstrueerida nurgiku abil (joon. 5). Ristjoonte
tõmbamisel nurgiku abil lähtudes tooriku servadest, toimub nii nagu
joonisel näidatud.
Joon. 5
Plekkdetailide laialt kasutatav ühendusviis on
neetimine . Neetimisel seatakse ühendatavad
detailid teineteise peale ja pannakse neist läbi silindriline metallvarb -
neet .
Neetliiteid kasutatakse laeva-, lennuki- ja aparaaditööstuses.
Neete liigitatakse mõõtmete, materjali, pea ja varva kuju järgi.
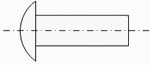
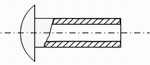
Kõige sagedamini leiavad
pleki neetimisel kasutamist ümarpeaga terasest,
vasest või alumiiniumist needid, millel on täis- või õõnes
varb .
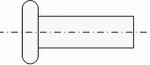
Ümarpeaga neet
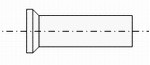
Lamepeaga neet
Peitpeaga neet
Poolpeitpeaga neet
Täis varbneet
Õõnes varbneet
Neetimisel tuleb ühendatavatesse detailidesse töödelda ava.
Seda tehakse õhukese pleki puhul torniga, paksema pleki puhul puuriga.
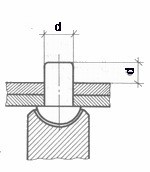
Tornimine on põhimõtteliselt sarnane stantsimisele,
kus templi otstarvet täidab lapiku otsaga terasvarb - torn (joon. 2),
matriitsi asemel aga terasplaat, milles on torni läbimõõdule vastav ava.
Tornimisel auguga alusplaadil on raske ava ja torniotsa täpselt kohakuti seada.
Seepärast kasutatakse sageli ka lihtsamat moodust, kus aluseks on kruustangide vahele kinnitatud kõvast puidust sirge otspinnaga
klots .
Joon. 2
Kui detailide ühendamiseks kasutatakse mitut neeti, tuleb algul tornida vaid ühe
needi ava.
Pärast esimese needi kinnitamist tornitakse ülejäänud neediavad.
Vastasel korral võivad detailid nihkuda ja neediavad ei lange enam kokku.
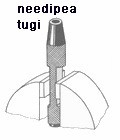
Neetimise tööriistadeks on
vasar , survetorn, needipea tugi ja needipea vorm.
Viimased on ehituselt sarnased, kuid needipea tuge peab saama kinnitada kruustangide vahele (joon. 3).
Joon. 3
Enne neetima asumist määratakse kindlaks needivarva nõutav pikkus ja lõigatakse see parajaks.
Üldreeglina peab needivarb detailidest läbi ulatuma iseenda läbimõõdu võrra (joon. 4).
Joon. 4
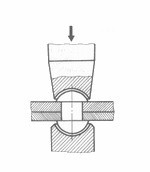
Detailidest läbi pandud neet seatakse peaga algpea toele, liidetavad
plekid aga lüüakse
survetorniga tihedasti teineteise vastu (joon. 5).
Joon. 5
Siis hakatakse needivarva otsa ettevaatlikult järk - järgult laiemaks venitama,
kuni selle servad painduvad vastu
plekki . Lõpuks võetakse needipea vorm ja lüüakse sellega needipea ühtlaseks
kumeraks .
Paljudel juhtudel on plekkdetailide otstarbekas ühendada jootmise teel.
Jootmisel voolab detailide
pindade vahele erisulam (
joodis ), mis tahkudes need pinnad ühendab.
Jootmine on väga levinud
ühendusviis elektro- ja raadiotehnikas, aga ka majapidamisriistade. valmistamisel.
Joodisena kasutatakse värvilisi metalle ja nende sulameid, mis
sulas olekus ühinevad
hästi teiste metallidega. Sulamistemperatuuri järgi jagatakse joodised kergelt sulavaks
ehk
pehmejoodisteks (sulamistemperatuur alla 450 oC) ja
raskelt sulavateks ehk
kõvajoodisteks (üle 450 oC).
Harilikuks joodiseks on tina ja plii
sulam , milles 60 - 90% moodustub tina.
Seetõttu nimetataksegi
tinapliijoodist mõnikord ka jootetinaks ja jootmist tinutamiseks.
Tinapliijoodise sulamistemperatuur on
olenevalt koostisest 183 – 250 oC. Sellega saab joota teras-, vask- ja messingplekki,
kuid mitte alumiiniumplekki. Eriti hästi märgab sula
jootetina tsingitud plekki ja valgevaske.
Jootmisel peavad ühendatavad metallipinnad olema hoolikalt
puhastatud .
Kuid kuumuse toimel tekib ka hoolikalt puhastatud pindadel
oksiidikiht ,
mis takistab
joodise ühinemist põhimetalliga. Selle kihi eemaldamiseks kasutatakse happelisi
ja neutraalseid räbusteid. Happelise räbustina on enamkasutatav
tsinkkloriid.
See saadakse tsingi lahustamisel soolhappega, millele pärast reaktsiooni lõpetamist
lisatakse vett. Tsinkkloriidi kui happeliste kui happeliste omadustega kemikaali tuleb hoida
kummikorgiga hoolikalt suletud klaaspudelikeses.
Töö ajal tuleb vältida vedeliku sattumist kätele ja riietele.
Pärast töö lõppu tuleb kohe pesta käed ja jootekoht.
Tsinkkloriidiga on mugav töötada, kui pudelikorgi küljes on väike
pintsel .
Happelistest räbustistest kasutatakse jootmisel veel
ammooniumkloriidi (salmiaaki).
See valge kristalliline aine on sobiv jootekolvi pinna
puhastamiseks oksiidikihist.
Neutraalse räbustina kasutatakse männivaigust saadavat kollakaspruuni kõva klaasisarnast
ainet-
kampolit.
Jootmisel tuleb joodetavad pinnad kuumutada joodise sulamistemperatuurini, sulatada joodis ja
see liitekohale kanda. Seda tehakse
jootekolviks (joon. 1) nimetatava tööriistaga.
Tänapäeval on kasutusel elektrivooluga kuumutatavad jootekolvid.
Kolbe on erineva kuju ja võimsusega. Harilik elektrikolb koosneb käepidemest,
isoleeritud kuumutusspiraalist ja kiilukujulise otsaga sirgest või nurksest vaskotsikust.
Kuuma kolviga tuleb olla ettevaatlik. Jootmise
vaheaegadel pane
kolb alati traadist
või plekist alusele.
Joon. 1
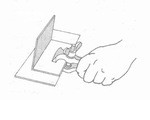
Jootmiseks valmistumisel tuleb seada detailid sellisesse asendisse,
et need ilma lisasurvet vajamata tihedasti teineteise vastas püsiksid.
Mõnikord on otstarbekas katta liidetavad pinnad enne ükshaaval jootekihiga.
Detailide kooshoidmiseks (joon. 2) võib kasutada ka käsikruustange,
traati või muud kuumakindlat tarvikut. Kolvi tööosa puhastatakse viili või lihvpaberiga tagist,
kuumutatakse joodise sulamistemperatuurini ja kaetakse siis sulajoodisega.
Joon. 2
Seejärel kantakse jootekohale räbusti (kui joodetavad pinnad on eelnevalt kaetud joodisega,
siis pole selleks vajadust) ja asetatakse kuum kolb koos joodisega jootekohale (joon. 3).
Joon. 3
Kolbi ei tohi ühenduskohal enne liigutada, kui joodis valgub ühtladselt joodetavate
detailide vahele.
Seejärel nihutatakse kolb piki õmblust edasi ja lõpuks eemaldatakse (joon. 4).
Joon. 4
Joodetavad detailid peavad jääma
liikumatuks kuni joodis täielikult tardub.
Joodist ei või kuhjata ühenduskohale ülearu. See ei
suurenda liidete tugevust,
vaid muudab eseme näotuks
. Üleliigse joodise saab eemaldada “kuiva” kolviga ühenduskohta uuesti kuumutades ja
vastavalt kallutades.








































Kõik kommentaarid