Freespingid (1)
Freespingid
Lembi Palgi 2009/2010
Puidu masintöötlemise
tehnoloogia T
Freespinkide klassifikatsioon
Freespinkides töödeldakse tappe, valtse,
sooni ja profiile.
Need pingid jagunevad nelja gruppi:
1. Universaalfreespingid käsitsietteandega;
2. Freespingid mehaanilise etteandega;
3. Karussellfreespingid;
4. Kopeerfreespingid.
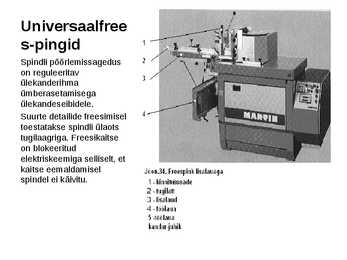
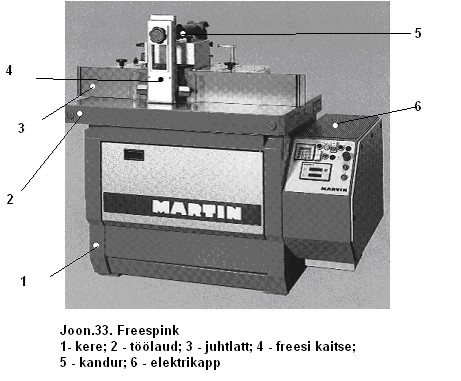
Universaalfree
s-pingid
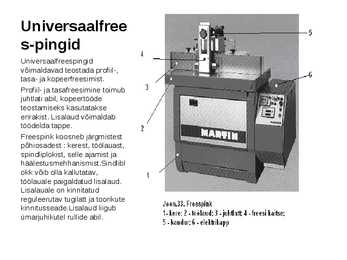
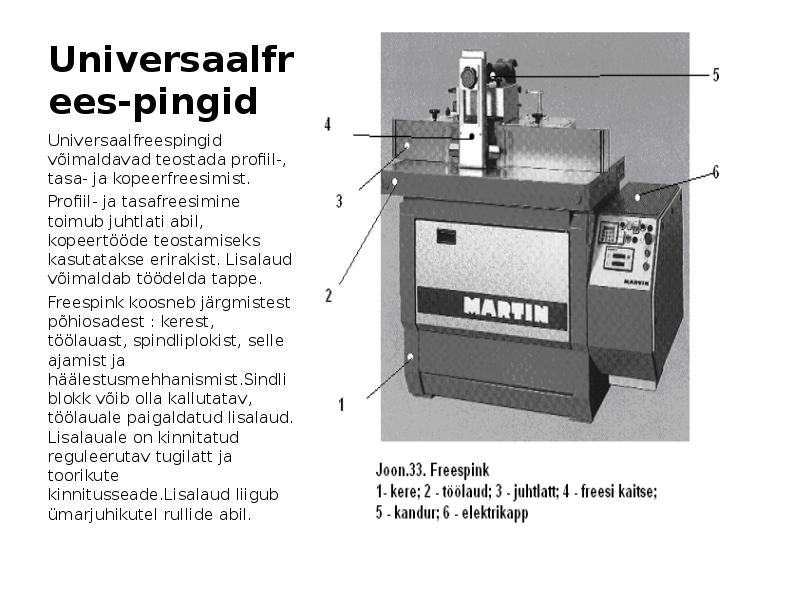
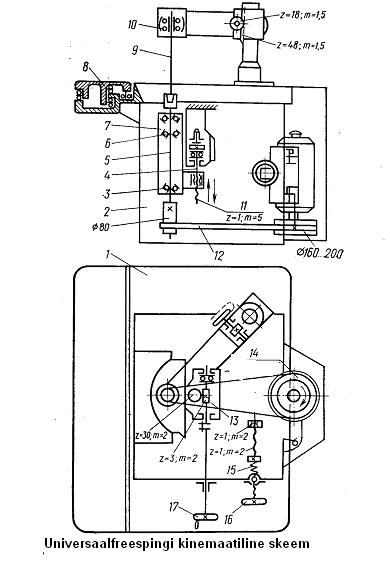
Universaalfreespingid
võimaldavad teostada profiil-,
tasa- ja kopeerfreesimist.
Profiil- ja tasafreesimine toimub
juhtlati abil, kopeertööde
teostamiseks kasutatakse
erirakist. Lisalaud võimaldab
töödelda tappe.
Freespink koosneb järgmistest
põhiosadest : kerest, töölauast,
spindliplokist, selle ajamist ja
häälestusmehhanismist.Sindlibl
okk võib olla kallutatav,
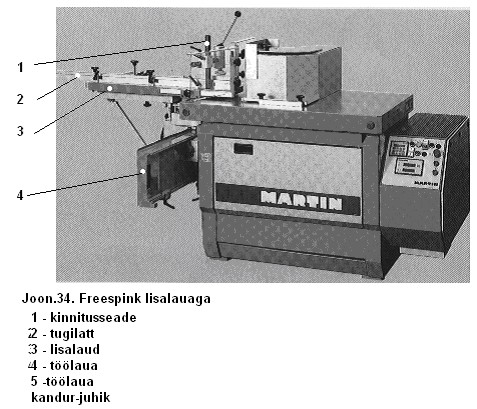
töölauale paigaldatud lisalaud.
Lisalauale on kinnitatud
reguleerutav tugilatt ja toorikute
kinnitusseade.Lisalaud liigub
ümarjuhikutel rullide abil.
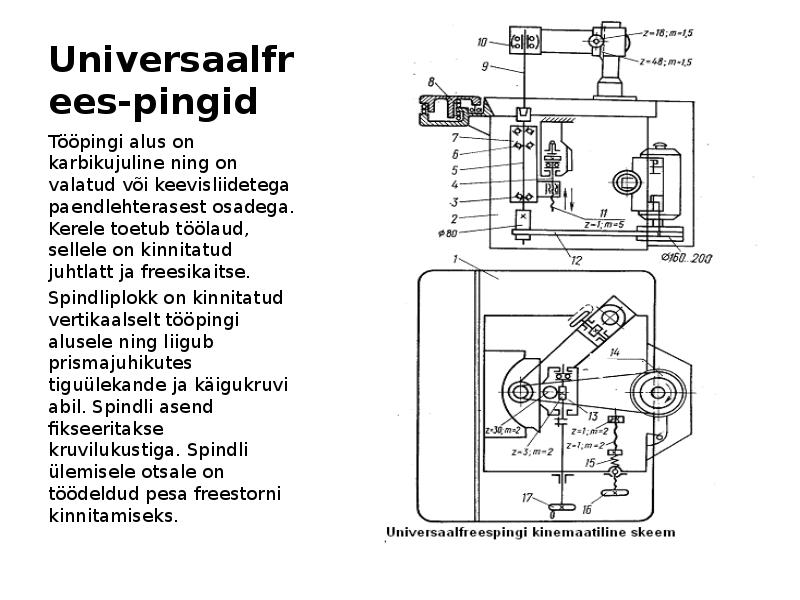
Universaalfree
s-pingid
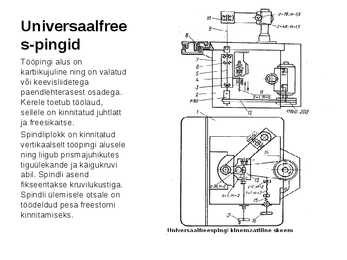
Tööpingi alus on
karbikujuline ning on valatud
või keevisliidetega
paendlehterasest osadega.
Kerele toetub töölaud,
sellele on kinnitatud juhtlatt
ja freesikaitse.
Spindliplokk on kinnitatud
vertikaalselt tööpingi alusele
ning liigub prismajuhikutes
tiguülekande ja käigukruvi
abil. Spindli asend
fikseeritakse kruvilukustiga.
Spindli ülemisele otsale on
töödeldud pesa freestorni
kinnitamiseks.
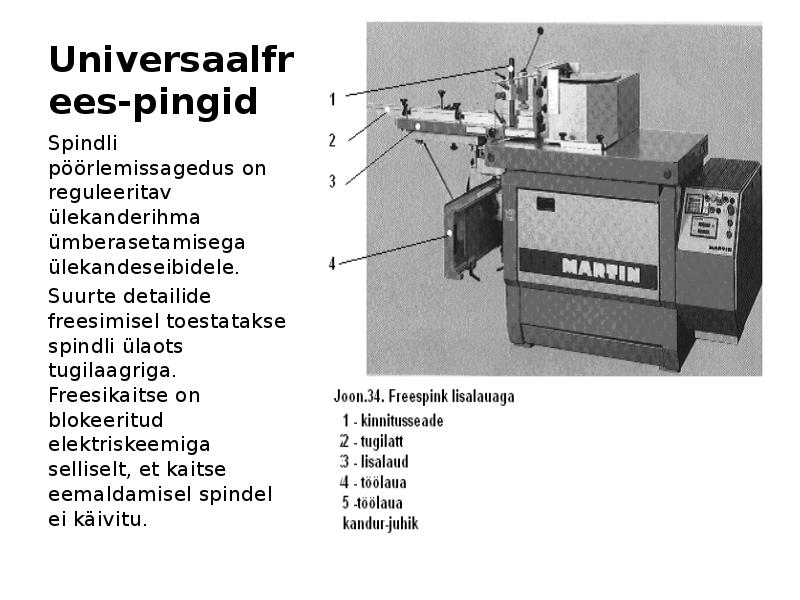
Universaalfree
s-pingid
Spindli pöörlemissagedus
on reguleeritav
ülekanderihma
ümberasetamisega
ülekandeseibidele.
Suurte detailide freesimisel
toestatakse spindli ülaots
tugilaagriga. Freesikaitse
on blokeeritud
elektriskeemiga selliselt, et
kaitse eemaldamisel
spindel ei käivitu.
Juhtlati järgi freesimine
Sirge tooriku töötlemisel vajatakse juhtlatti, mis on
kinnitatud kaitsekattele, ja võimaluse korral
etteandeseadet. Etteandeseadme kasutamine on
alati soovitatav, kuna see hoiab töö kvaliteedi
ühtlase ja suurendab tööohutust. Juhtlatina
kasutatakse kõva puitu, nt kaske, või mingit tugevat
plaati, nt vineeri. Seadistamisel tehakse juhtlati
töötlemisava just nii suureks, kui seda parasjagu
vaja on.
Juhtlati järgi freesimine
Kui töödeldakse kogu tugipinna ulatuses, siis peab
freesi järele juhiku külge panema vastava tugipinna ka
tooriku töödeldud pinna jaoks. Selle jaoks võib olla ka
kaheosaline juhtlatt, siis saab freesi ees ja taga
olevaid juhikuid seada erinevale kaugusele tera
lõikeringist.
Käsitsi etteandvaid võikesi toorikuid toetatakse
töötlemisel lükkeklotsiga. Lükkeklots annab toorikule
tuge ja samaaegselt kaitseb käsi tera eest. Töö nõuab
tähelepanelikkust, sest toorik on vastu tugesid töötaja
käte surve mõjul.
Juhtlati järgi freesimine
Freesides õhukesi ja kitsaid detaile pikisuunas,
kui mõõtmed (laius, paksus) on 10-50 mm,
võidakse töötlemisel toeks võtta nn.
kammsurusti. Kamm valmistatakse
hööveldatud täispuidust, mille laius on 50-100
mm. Paksus 15-25 mm ja pikkus küllaldane
kinnitamiseks. Teise, kaldu saetud otsa
saetakse nt lintsaega kammitaoliselt piid,
pikkusega 100- 150 mm ja laiusega 2-4 mm nii,
et need suruksid tooriku vastu juhikut.
Kõverjooneliste pindade
freesimine
Kõverjooneliste vormide freesimiseks on vaja
abivahendeid, mis sellise töötlemise võimalikuks teeksid.
Toorik on tihti juba lintsaega esmase vormi saanud.
Lihtne töötlemistugi saadakse, kui freesi peale või alla
asetatakse tugirõngas, tugilaager või profiiltugi, mille abil
saab reguleerida freesi töötlemissügavust. Nii saab
töödelda väikesi kaari, sooni, valtse või teha muid
sarnaseid tööoperatsioone. Toorikule vormi või kaart
saab töödelda ainult osal tugipinnast. Kui vorme on vaja
kahes eri suunas, siis läheb tarvis ka lauapinnast
kõrgemal olevat töötlemistuge freesi kohal.
Kõverjooneliste pindade
freesimine
Soovitakse aga anda vormi tooriku kogu töödeldavale
pinnale, nt täpsesse mõõtu ja vormi töödeldud tahveluste
seeria, siis läheb vaja juhtsablooni. Juhtsablooniks on
eriline vastavakujuliseks töödeldud juhik, kuhu toorik
kinnitatakse. Sabloon saab juhitavuse tugirõngalt või
muult sarnaselt elemendilt, ning selle kujundamisel ja
mõõtmestamisel arvestatakse tugirõnga ja freesi
läbimõõtude erinevust. Puidu töötlemisel tuleb tähele
panna kiudude suunda: sablooniga töötamisel võib suurte
toorikute puhul ette tulla vastukiudu töötlemist. Rebendite
ohu tõttu tuleb sama toote jaoks teha mitu sablooni ja nii
saadakse töödelda pärikiudu.
Kõverjooneliste pindade
freesimine
Sabloon valmistatakse kõvast materjalist, nt MDF-plaadist.
Tugipinnale antakse soovitud kuju ning kinnitatakse sinna ka
vajalikud tugi- või juhttükid, samuti kinnitussurutid. Kinnitus
võib olla kruvi-, ekstsentrik- või suruõhupõhimõttel. Sablooni
mõõtmed valitakse sellised, et see on mõlemast otsast umbes
50 mm pikem kui töödeldav toorik. See on vajalik selleks, et
sabloon saaks korralikult toetuda juhtrõngale enne töötlemise
algust ning töötlemise lõpuksoleks ta ikka veel toetatud.
Sablooni turvalise kasutamise huvides tehakse talle tugevad
käepidemed, millest on sablooni kerge juhtida.
Kõverjooneliste pindade
freesimine
Sablooniga töötamisel tuleb tihti pingi oma
kaitsmed maha võtta ja paigaldada teised. Uued
kaitsmed ei tohi muidugi töötlemist segada.
Sablooniga töötamise head küljed on turvaline töö,
ühtlase kvaliteediga ja täpsete mõõtmetega
tooted, samuti seeriatootmiselt nõutav tootlikkus.
Puuduseks on sablooni valmistamiseks kuluv
aeg ja materjalid, mis eriti üksikesemete
tootmises on märkimisväärne kulutus.
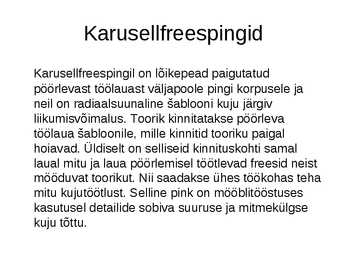
Karusellfreespingid
Karusellfreespingil on lõikepead paigutatud
pöörlevast töölauast väljapoole pingi korpusele ja
neil on radiaalsuunaline sablooni kuju järgiv
liikumisvõimalus. Toorik kinnitatakse pöörleva
töölaua sabloonile, mille kinnitid tooriku paigal
hoiavad. Üldiselt on selliseid kinnituskohti samal
laual mitu ja laua pöörlemisel töötlevad freesid neist
mööduvat toorikut. Nii saadakse ühes töökohas teha
mitu kujutöötlust. Selline pink on mööblitööstuses
kasutusel detailide sobiva suuruse ja mitmekülgse
kuju tõttu.
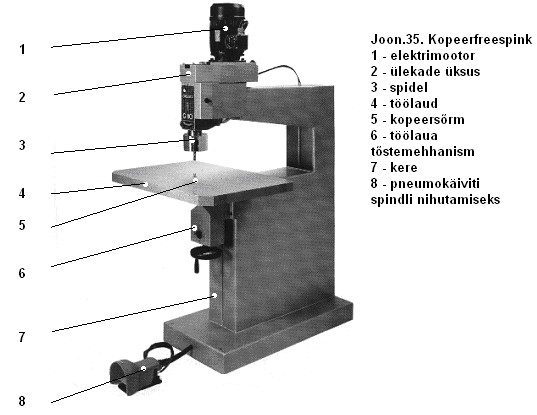
Kopeerfreespingid
Pink on ette nähtud kontuurfreesimiseks
kopeersõrme ja sablooni järgi. Juhtlati
kasutamisel saab töödelda detailidesse valtse ja
nuute. Lõikeriistaks on ühehambaline
kukaldatud otsfrees, mis kinnitatakse
eksentrikpadrunisse. Padrun koos otsfreesiga
tasakaalustatakse eelnevalt
balanseermisrullikul. Tööspindel kujutab endast
elektrimootori võllipikendust. Elektrimootor on
kinnitatud supordiplaadile.
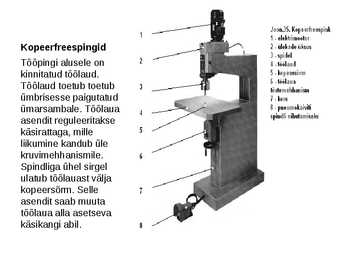
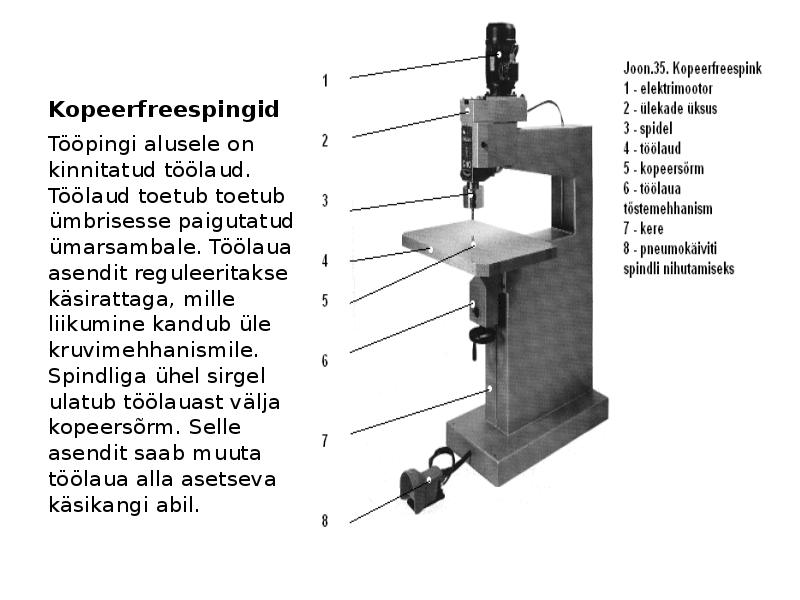
Kopeerfreespingid
Tööpingi alusele on
kinnitatud töölaud.
Töölaud toetub toetub
ümbrisesse paigutatud
ümarsambale. Töölaua
asendit reguleeritakse
käsirattaga, mille
liikumine kandub üle
kruvimehhanismile.
Spindliga ühel sirgel
ulatub töölauast välja
kopeersõrm. Selle
asendit saab muuta
töölaua alla asetseva
käsikangi abil.
Kopeerfreespingid
Kopeerfreespingil sirget toorikut saab juhtida ka
töölauale kinnitatava juhtlati või plaadi abil.
Kopeerfreespingil sagedamini tähendab töötlemine
tooriku küljele tehtavaid uurdeid, sooni, auke või
süvendeid. Selle juhul kasutatakse sablooni. Selle
juhtimine toimub sõrme abil laua poolselt küljelt,
sabloonis on allpool vastav soon, mis hoiab freesi
töötlemisteel. Puuduseks on töömahukas
sabloonide valmistamine ja enamasti ei tasu seda
üksikesemete jaoks teha.
Tapilõikepingid
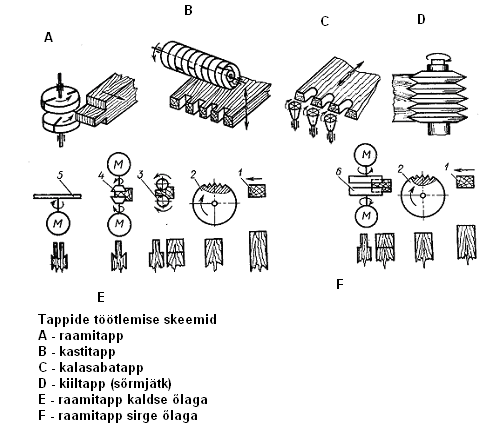
Tapilõikepingid jagunevad 5 põhigruppi:
1.Raamitapilõikepingid;
2.Sirgete kastitappide lõikepingid;
3.Pääsusaba-lõikepingid;
4.Hammastapilõikepingid
a)Raamide nurkseotiste töötlemiseks;
b)Detailide pikijätkamiseks;
5. ümartapilõikepingid.
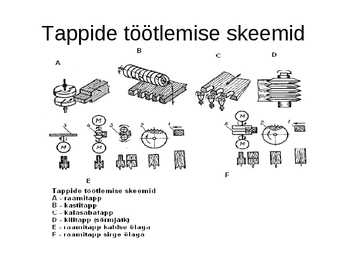
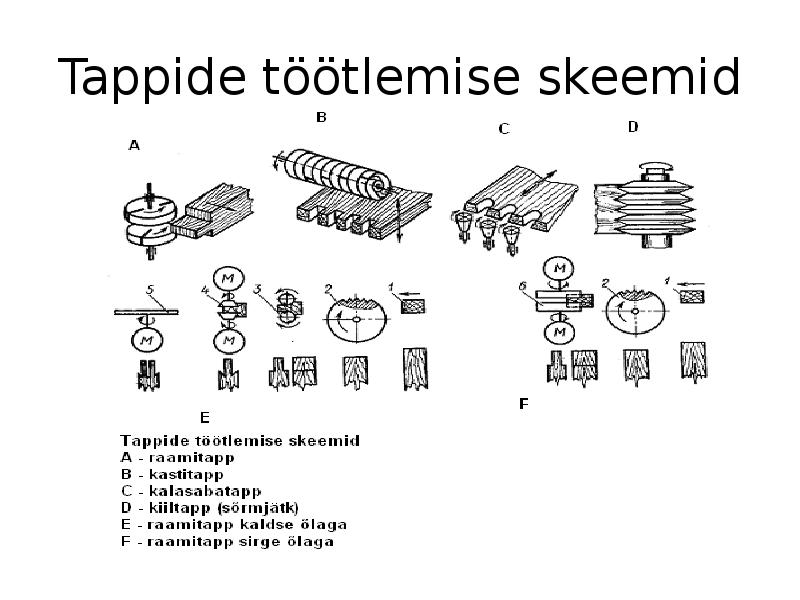
Tappide töötlemise skeemid
Tapilõikepingid
Tapilõikepingid jagunevad detailide
töötlemise viisilt ühe- ja
kahepoolseteks. Ühepoolsed
tapilõikepingid on positsioonilise,
kahepoolsed läbiva tööviisiga.
Mööblitööstuses kasutatakse
enamasti raami- ja
kastitapilõikepinke.
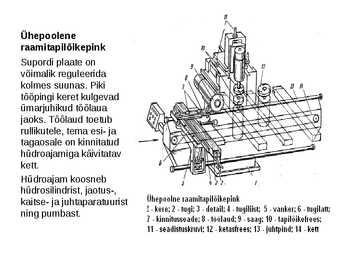
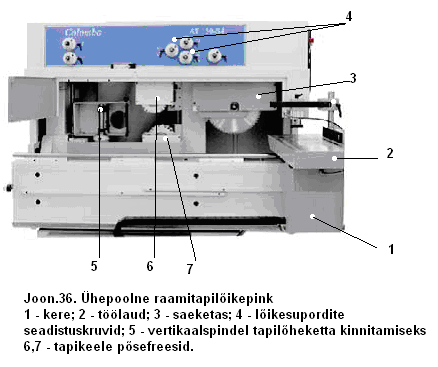
Ühepoolene
raamitapilõikepink
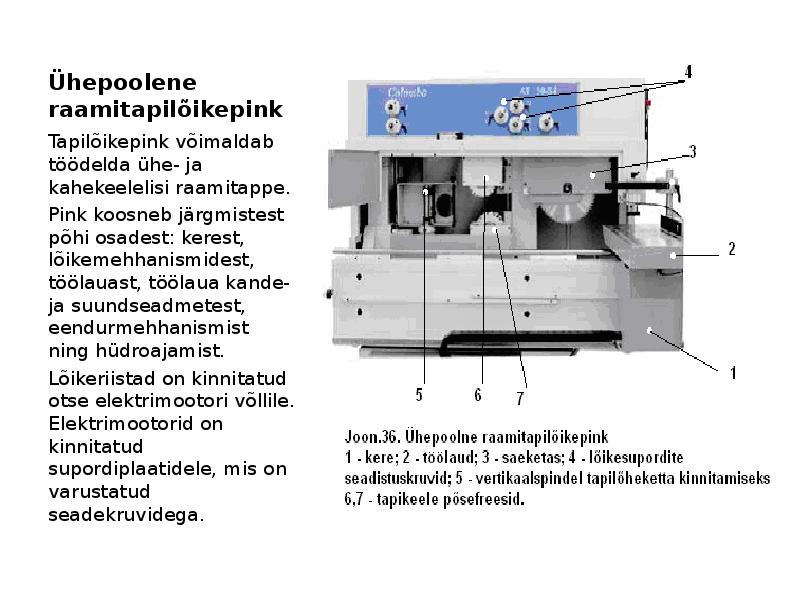
Tapilõikepink võimaldab
töödelda ühe- ja
kahekeelelisi raamitappe.
Pink koosneb järgmistest
põhi osadest: kerest,
lõikemehhanismidest,
töölauast, töölaua kande- ja
suundseadmetest,
eendurmehhanismist ning
hüdroajamist.
Lõikeriistad on kinnitatud
otse elektrimootori võllile.
Elektrimootorid on
kinnitatud supordiplaatidele,
mis on varustatud
seadekruvidega.
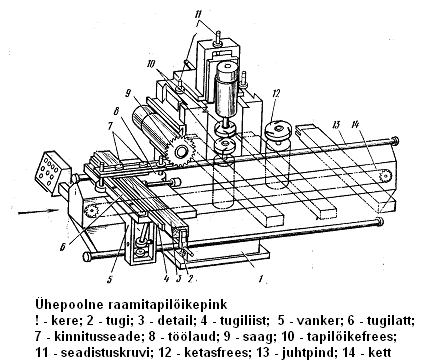
Ühepoolene
raamitapilõikepink
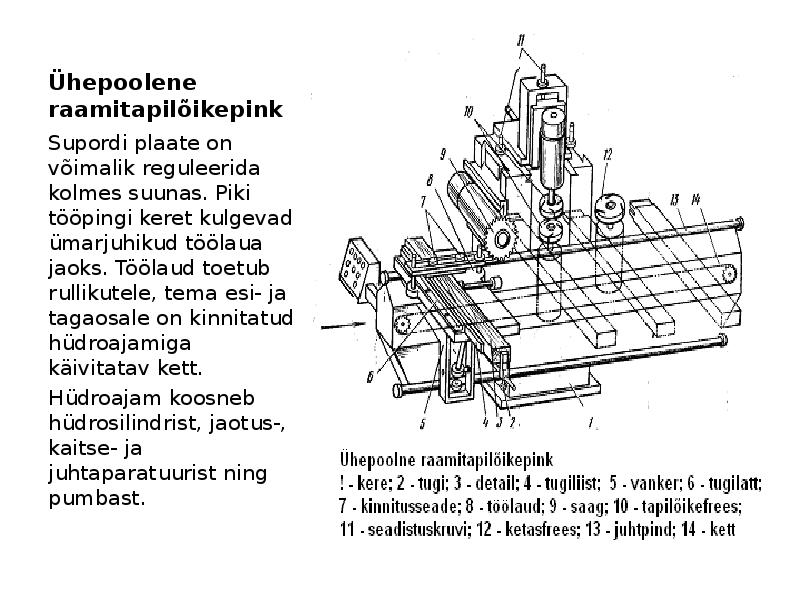
Supordi plaate on
võimalik reguleerida
kolmes suunas. Piki
tööpingi keret kulgevad
ümarjuhikud töölaua
jaoks. Töölaud toetub
rullikutele, tema esi- ja
tagaosale on kinnitatud
hüdroajamiga käivitatav
kett.
Hüdroajam koosneb
hüdrosilindrist, jaotus-,
kaitse- ja juhtaparatuurist
ning pumbast.
Ühepoolne
raamitapipink
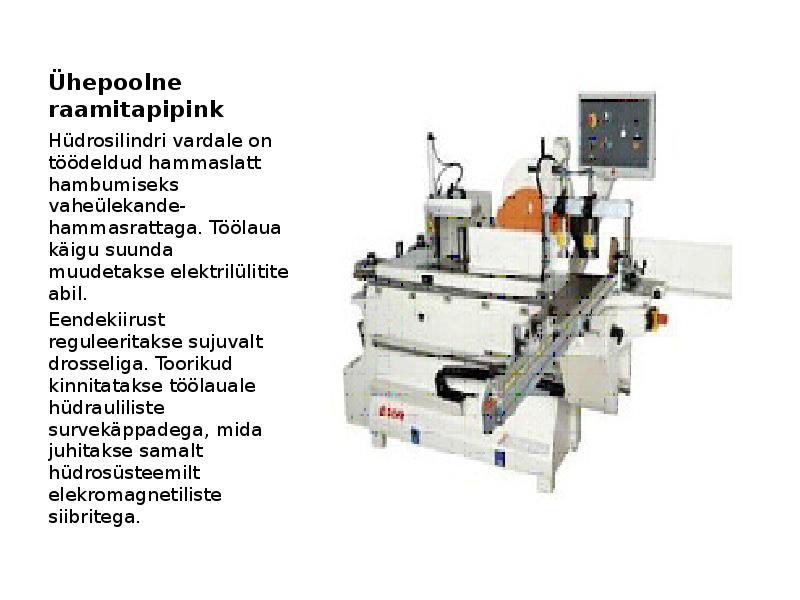
Hüdrosilindri vardale on
töödeldud hammaslatt
hambumiseks
vaheülekande-
hammasrattaga. Töölaua
käigu suunda muudetakse
elektrilülitite abil.
Eendekiirust reguleeritakse
sujuvalt drosseliga.
Toorikud kinnitatakse
töölauale hüdrauliliste
survekäppadega, mida
juhitakse samalt
hüdrosüsteemilt
elekromagnetiliste
siibritega.
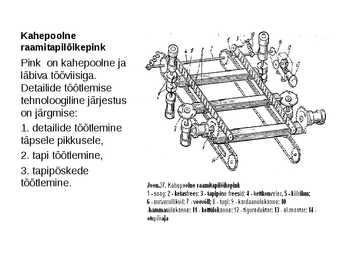
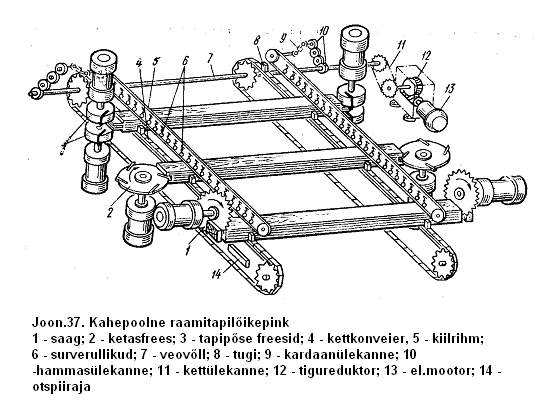
Kahepoolne
raamitapilõikepink
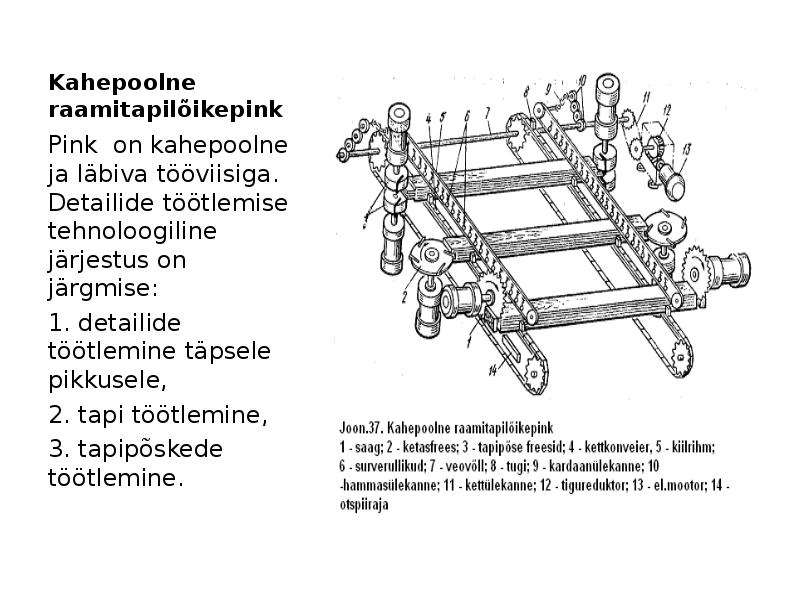
Pink on kahepoolne ja
läbiva tööviisiga.
Detailide töötlemise
tehnoloogiline järjestus
on järgmise:
1. detailide töötlemine
täpsele pikkusele,
2. tapi töötlemine,
3. tapipõskede
töötlemine.
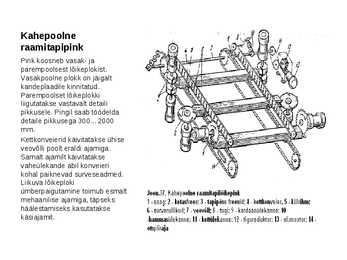
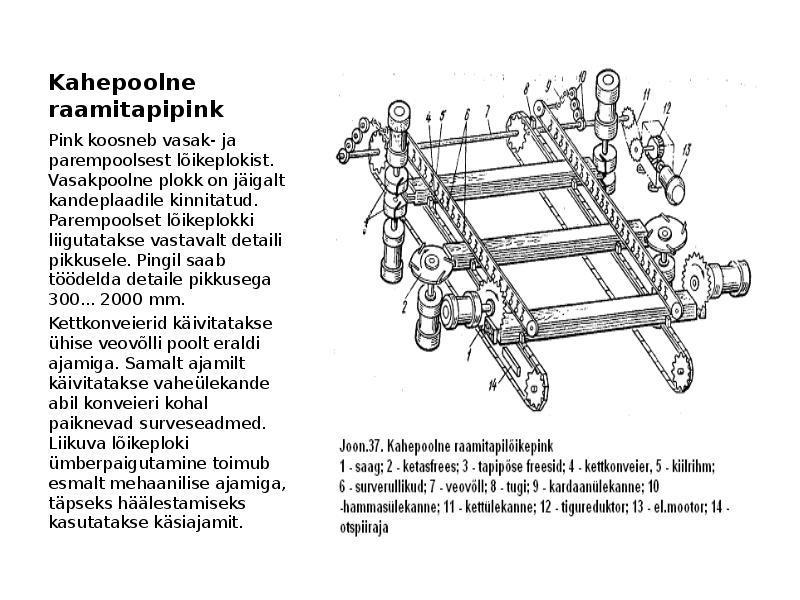
Kahepoolne
raamitapipink
Pink koosneb vasak- ja
parempoolsest lõikeplokist.
Vasakpoolne plokk on jäigalt
kandeplaadile kinnitatud.
Parempoolset lõikeplokki
liigutatakse vastavalt detaili
pikkusele. Pingil saab töödelda
detaile pikkusega 300... 2000
mm.
Kettkonveierid käivitatakse ühise
veovõlli poolt eraldi ajamiga.
Samalt ajamilt käivitatakse
vaheülekande abil konveieri
kohal paiknevad surveseadmed.
Liikuva lõikeploki
ümberpaigutamine toimub esmalt
mehaanilise ajamiga, täpseks
häälestamiseks kasutatakse
käsiajamit.
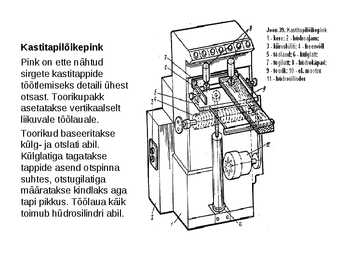
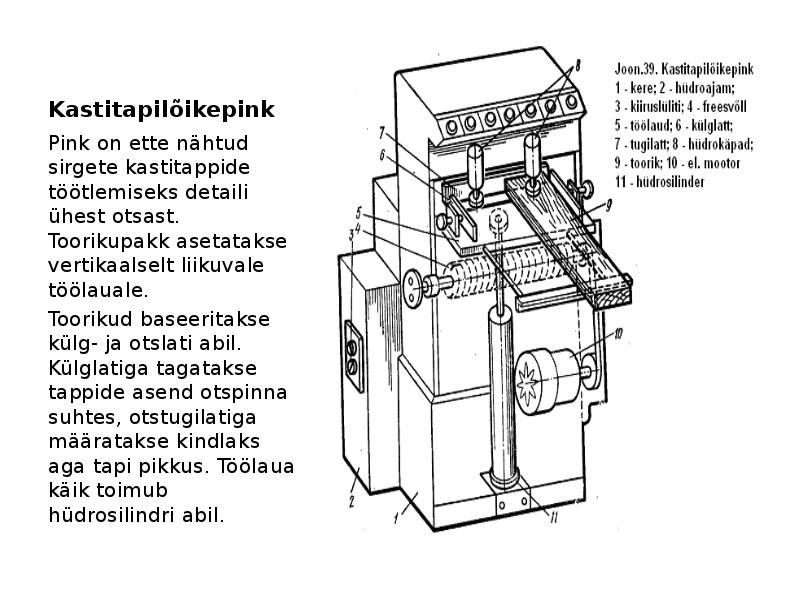
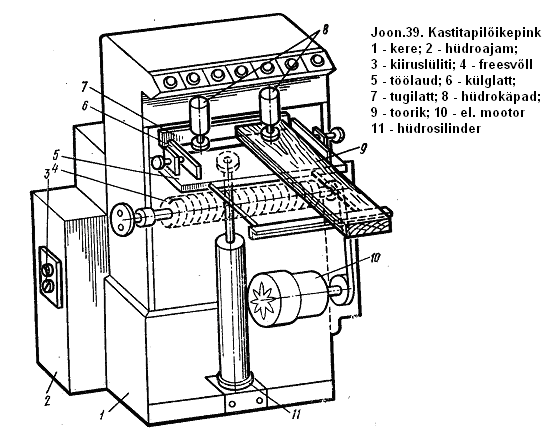
Kastitapilõikepink
Pink on ette nähtud
sirgete kastitappide
töötlemiseks detaili ühest
otsast. Toorikupakk
asetatakse vertikaalselt
liikuvale töölauale.
Toorikud baseeritakse
külg- ja otslati abil.
Külglatiga tagatakse
tappide asend otspinna
suhtes, otstugilatiga
määratakse kindlaks aga
tapi pikkus. Töölaua käik
toimub hüdrosilindri abil.
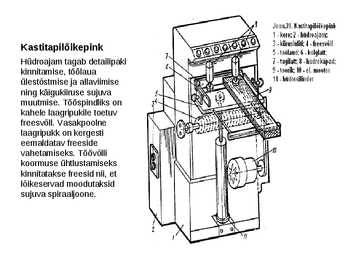
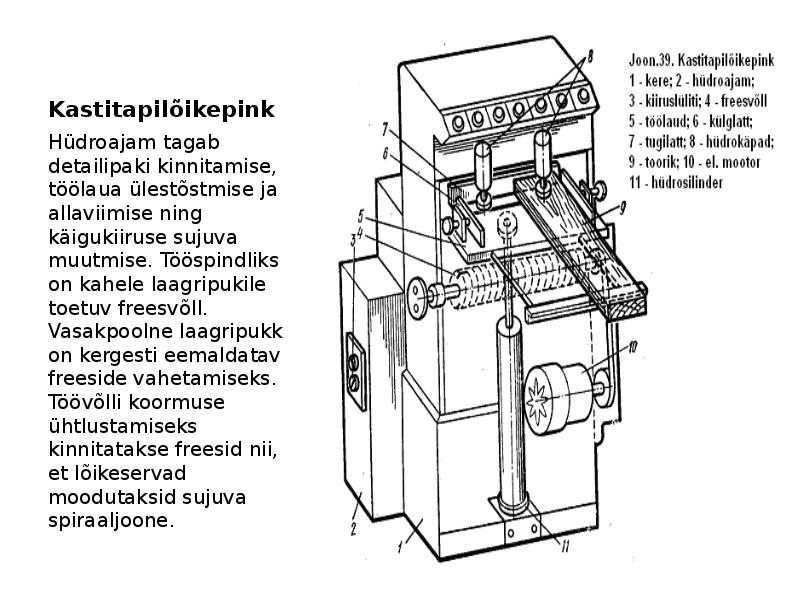
Kastitapilõikepink
Hüdroajam tagab detailipaki
kinnitamise, töölaua
ülestõstmise ja allaviimise
ning käigukiiruse sujuva
muutmise. Tööspindliks on
kahele laagripukile toetuv
freesvõll. Vasakpoolne
laagripukk on kergesti
eemaldatav freeside
vahetamiseks. Töövõlli
koormuse ühtlustamiseks
kinnitatakse freesid nii, et
lõikeservad moodutaksid
sujuva spiraaljoone.
Kahepoolne kastitapilõikepink
Pinki kasutatakse sirgete kastitappide töötlemisel. Tapid
lõigatakse üheaegselt detaili mõlemast otsast. Esmalt
lõigatakse detailid täpsele pikkusele, seejärel freesitakse
tapid. Tappide töötlemise ajal detail seiskub ning
freesvõllid teevad töökäigu. Detailid eendatakse kahe
konveierketiga. Kettile kinnitatud sarniirselt liikuvad toed.
Pink koosneb vasak- ja parempoolsest lõikeplokist,
eendurmehhanismist, liikuva ploki
ümberpaigutusmehhanismist ja surveseadmest.
Eendurkonveierid käivitab veovõll.
Kahepoolne kastitapilõikepink
Eendurkonveierite ajam võimaldab kiirust
sujuvalt reguleerida. Parempoolne lõikeplokk
häälestatakse vastavalt detaili pikkusele.
Esmane häälestamine toimub elektriajamiga,
täpne häälestamine käsiajamiga. Toorikute
kohal paiknevad surveseadmed, mis väldivad
toorikute nihkumist tappide töötlemisel.
Tööohutusnõuded freespinkidel
töötamisel
ENNE TÖÖD
· Esmalt tuleb korrastada tööriietus ja isikukaitsevahendid.
· Töökoha korrastamisel tuleb eemaldada töökohalt ja
läbikäikudest segavad esemed ning kontrollida, kas
valgustus on nõuetekohane.
· Töödeldavad detailid ja rakised tuleb (eriti kokku
puutuvad alus- ja keevituspinnad) laastudest ja õlist
puhastada.
Tööohutusnõuded freespinkidel
töötamisel
ENNE TÖÖD
· Kasutada tohib ainult töökorras freespinke ja freese.
· Enne freesi ülesseadmist tuleb pinki kontrollida:
- kas freesihambad ja kõvasulamplaadid on tugevasti kinni;
- kas kõvasulamplaadid on terved ja õigesti teritatud;
- kas kõvasulamplaatidel pole pragusid, mõranenud või
sissepõlenud kohti; kulunud või mõranenud
lõikeservadega frees tuleb vahetada uue vastu;
- kas freesil on kaitsekate. Kui kaistekate puudub, tohib
töötada ainult kaitseprillidega.
Tööohutusnõuded freespinkidel
töötamisel
TÖÖ AJAL
· Detail tuleb pinki kinnitada õigesti ja tugevasti, et see ei
tuleks lahti. Kinnituskohad tuleks võtta töödeldavale
pinnale võimalikult lähedale.
· Detaili kinnitamiseks tuleb kasutada raidega
kinnituspakkidega kruustange või rakiseid.
· Kui detail kinnitatakse kas pneumo-, hüdro- või
elektromagnetilise rakise abil, tuleb olla tähelepanelik, et
ei vigastaks rakise vedeliku- või õhutoitetorusid või
elektrijuhtmeid.
Tööohutusnõuded freespinkidel
töötamisel
· Detaili võib freesile lähendada alles pärast seda,
kui frees on saanud töökiiruse.
· Töödeldavat detaili vahetades või mõõtes tuleb
frees ohutusse kaugusesse viia.
· Enne detaili väljavõtmist kruustangide, padruni
või kinnitus-klambrite vahelt tuleb pink peatada
ja lõikeriist eemaldada.
· Freeside komplekt tuleb paigutada tornile nii, et
hambad asetseksid omavahel malekorras.
Tööohutusnõuded freespinkidel
töötamisel
· Frees tuleb detaili sisestada sujuvalt, mehaaniline ettenihe
tuleb sisselülitada enne freesi kokkupuudet detailiga.
Käsiettenihke korral ei tohi ettenihke kiirust ja lõikesügavust
järsult suurendada.
· Freesimisel ei tohi käsi viia freesi ohtlikku pöörlemistsooni.
· Ei tohi laaste lasta kuhjuda freesile ja freesitornile.
· Sitkest materjalist detaili töötlemisel tuleb kasutada
laastumurdikuga freese.
· Freesi väljalöömisel spindlist ei tohi freesi hoida käega, vaid
kasutada selleks elastset vahetükki.
Tööohutusnõuded freespinkidel
töötamisel
· Laaste võib pöörleva freesi lähedusest eemaldada üksnes harjaga,
millel on vähemalt 250 mm pikkune vars.
· Tuleb kontrollida ülesseatud ja kinnitatud freesi viskumist. Freesi
radiaal- ja külgviskumine ei tohi olla rohkem kui 0,1 mm.
· Üle 16 kg massiga detaile tuleb paigaldada tõsteseadmetega (kaasa
arvatud freespingi töölaud). Vähem kui 16 kg massiga freese võib
paigaldada pinki ja sealt maha võtta käsitsi, kindad käes.
· Spindlile tuleb freesitorn või freesi koonussaba kinnitada ainult
võtmega, lülitades seejuures spindli pöördumise vältimiseks sisse
vaheülekande.
Tööohutusnõuded freespinkidel
töötamisel
· Freeside pinkipanekul ja sealt mahavõtmisel tuleb hoida end lõikeservade
vastu vigastamast.
· Spindliava, freesitorni või freesisaba ja vahekoonuse pindadelt tuleb enne
spindlile panekut täkked hoolikalt eemaldada ja pinnad puhtaks pühkida.
Lõikeriista saba ja spindlile panekul tuleb veenduda, et see istub avas
tihedalt ja lõtkult.
· Freesi ei tohi kinnitada ega lahti keerata elektrimootori sisselülitamise abil.
· Vahekoonuse, freesitorni või freesi spindlilt eemaldamiseks tuleb kasutada
selle otstarbelist torni, pannes eelnevalt pingi töölauale puidust tugiklotsi.
· Pinke ei tohi pidurdada käesurvega pingi detailidele, sest käsi võib sattuda
freesi alla.
Tööohutusnõuded freespinkidel
töötamisel
· Pärast freesi või freesitorni paigaldamist ei
tohi võtit pingutustpoldile jätta.
· Pingi seiskamisel tuleb välja lülitada ettenihe,
seejärel eemaldada frees töödeldavalt
detaililt ja lülitada välja freesi (spindli)
pöörlemine.
· Pingi töötamise ajal ei tohi avada või maha
võtta piirdeid ja kaitseseadiseid.
Tööohutusnõuded freespinkidel
töötamisel
· Pink tuleb vooluvõrgust välja lülitada kohe,
kui:
- on elektrikatkestus;
- metallosad on pinge all;
- elektrimootor töötab kahel faasil (undab);
- maandusjuhe on katki;
- on tekkinud vibratsioon.
Tööohutusnõuded freespinkidel
töötamisel
· Elektriseadmete rikete korral tuleb välja
kutsuda elektrik, ise ei tohi rikkeid
kõrvaldada.
· Kõigist avariidest, õnnetusjuhtumitest tööl
tuleb koheselt teatada töölõigu juhile.
Tööohutusnõuded freespinkidel
töötamisel
PÄRAST TÖÖD
· Kui töö on valmis, tuleb:
- korrastada töökoht: puhastada tööpink, tööriistad ja
abivahendid ning panna need selleks ette nähtud kohale;
- korrastada tööriided ja isikukaitsevahendid ning panna need
selleks ette nähtud kohale;
- pesta käed ja nägu ja käia dusi all.
· Kõikidest tööajal esinenud puudustest ja riketest tuleb
teatada töölõigu juhile.
Puidu masintöötlemise tehnoloogia T-1
Sarnased õppematerjalid
![Töötamine freespingil]()
15
docx
Töötamine freespingil
suhtes või kruvijooneline.
Abilõikeserva silinderfreesidel ei ole.
Otsfreesidel seevastu eristatakse pea - , abi - ja üleminekulõikeserva.
Pealõikeserv:- See on freesi teljega nurga all asetsev lõikeserv.
Abilõikeserv:- See on freesi otspinnal paiknev lõikeserv.
Üleminekulõikeserv:- See on pea - ja abilõikeserva ühendav serv.
Hammaste kuju ja elemendid.
Olenevalt pinnast , mida mööda teritatakse frees, eristatakse kahte hammaste
konstruktsiooni.
Teravatipulised hambad - hambaid teritatakse tagapinnalt.
Kukaldatud hambad - hambaid teritatakse ainult esipinnalt.
Eristatakse järgmisi hamba elemente:
Kõrgus h - kaugus lõikeserva punkti ja soone põhja vahel, mõõdetakse freesi
radiaallõikes risti selle teljega.
Hamba tagapinna laius - kaugus lõikeservast hamba tagapinna ja selle lõikejooneni,
mõõdetakse risti lõikeservaga.
![Puidutöö masinaohutusjuhendid]()
8
doc
Puidutöö masinaohutusjuhendid
..........................10
�TÖÖOHUTUS RIHTHÖÖVELMASINAL
ENNE TÖÖD
1. Automaatsöösturiga pinkidel peab olema noavõlli töötav osa olema kaetud isesulguva
kaitsekattega, mis avab noavõlli ainult töödeldava detaili laiuselt.
2. Noavõlli töövaba osa suundlati taga peab olema täielikult kaetud suundlati igas asendis.
3. Suundlatti ei tohi kinnitada pitskruvidega.
4. Seada suundlatt ja liikuv töölaud võetava laastu mõõdule ja kontrollida töölaudade
paralleelsust.
5. Enne pingi käivitumist pöörake nugadevõlli käsitsi ja veenduge, et ta ei puuduta töölauda.
6. Kui noavõlli kate puudub või on korrast ära, on pingil töötamine keelatud.
7. Noavõlli pilu masina töölauas tuleb ääristada masina lauaga kinnitatud teravate terasest
katteliistudega. Vahemaa katteliistudega servade ja nugade lõiketerade poolt joonistatud pinna
vahe ei tohi olla üle 3 mm. Katteliistude servad peavad olema tasased, neil ei tohi olla täkkeid
ega hambaid.
8
![Metallilõikeriistad ja seadmed]()
2
doc
Metallilõikeriistad ja seadmed
Tööriista materjal on suuteline säilitama oma lõikeomadused ainult lõiketsooni teatud temperatuurini.
Igal freesihamba sisselõikumisel mõjub freesi hambale löök, mis esitab freesi hamba materjalile kõrgendatud nõude lööktugevuse suhtes. Freesi teral peavad olema järgmised mehaanilised omadused: töödeldava materjali
kõvadusest suurem kõvadus, kõrge kulumiskindlus ja soojuskindlus, suur mehaaniline tugevus.
3.Horisontaalse freespingi ehitus, tema tähtsamad sõlmed ja nende ül. pingi töös. Kirjeldage soone freesimist horisontaalsel freespingil
Sellistel pinkidel asetseb spindel horisontaalselt ja töölaud võib liikuda kolmes omavahel ristuvas suunas : piki-, rist- ja püstsuunas.
Pingi põhisõlmed on :
1. Alus
2. Kere külge on kinnitatud kõik pingi mehhanismid.
3
Metallilõikeriistad ja seadmed
![Tootmistehnika Eksam]()
15
pdf
Tootmistehnika Eksam
.. 4
10. Lõikuri kulumine ja püsivusaeg ............................................................................................................... 4
11. Treimine. Lõikeprotsessi karakteristikud freesimisel. Freesipingid. ...................................................... 5
12. Treipingid. Spindlisõlmed ........................................................................................................................ 5
13. Freesimine. Lõikeprotsessi karakteristikud freesimisel. Freespingid. .................................................... 5
14. Puurimine. Lõikeprotsessi karakteristikud puurimisel. Puurpingid. ....................................................... 6
15. Hambalõikamine. Hambalõikurid. Hambafreespink. .............................................................................. 7
16. Keermestamine ....................................................................................................................................... 7
17. Lihvimine
![Lihvpingid]()
28
ppt
Lihvpingid
Lihvimistasapindade
kõrgust saab reguleerida ja
neid saab ka nurga alla
seada, mis võimaldab
kaldpindade lihvimist. Ka
ühe otsa lindiratast saab
kasutada lihvimistoena, mis
annab võimaluse lihvida
kõverpindu. Oma
mitmekülgsete
kasutusvõimaluste tõttu
kuulub see pink tisleritöö
põhimasinate hulka.
� Pinki kasutatakse servpindade,
karpide ja kaarekujuliste detailide
lihvimiseks.
�Lailintlihvpink
Laia lindiga lihvpink on
mitmeotstarbeline lihvpink
tisleritöödeks. Pingi head
omadused on: kerge ja
turvaline kasutada,
usaldusväärne ja lihvpinna
hea kvaliteet. Pingi töö
meenutab suuresti
paksushöövelpingi tööd
ning liimpuidu tootmisel
ongi paksuskalibreerimisel
paksushöövelpink tihti
asendatud lailintlihvpingiga.
�Lailintlihvpink
Lihvimise paksust
reguleeritakse alumise
reguleeritava töölauaga ja ese
antakse ette pöörleva
lintkonveieri abiga. Pingid on
oma ehituselt erinevad, ülemisi
lihvimissõlmi võib olla 1-4 ja
nende töö lihvimiskohal võib
![Lõiketöötlus]()
5
doc
Lõiketöötlus
ristettenihkel 2) supordi ülemise lõikurikelgu pööramisega 3) tsentrite nihkumisega, kus
vajalik tsentripuki nihkutuse suurus h=l*sin alfa 4) treimine kopeerjoonlauaga.
Keermestamine: Universaaltreipingil lõigatajse nii sise- kui ka väliskeemeid. Lõikeriistaks on
keerme treilõikus, mille profiil vastab lõigatava keerme profiilile.
Treipingid: otstarbe järgi jagunevad metallilõikepingid üld- ja eriotstarbelisteks.
Eriotstarbelised pingid on kitsa kasutusalaga enamasti ühetüübiliste detailide töötlemiseks.
Üldotstarbeliste lõikepinkide liigitamisel aluseks võetakse töötlemismeetod, mis hõlmab
lõikurit, töödeldava pinna kuju ja töötlemisskeemi. Eristatakse trei-, puur-, lihv-, hambalõike-,
frees- jm. pinke.
Freesimine: Freesimine on lõiketöötluse universaalsemaid tehnoloogilisi protsesse, mille
puhul lõikuriks on frees. Freesimisega töödeldakse horisontaal-, vertikaal- ja kaldpindu,
Konstruktsiooni materjalid ja tehnoloogia
![Elektrilised Käsitööriistad]()
36
doc
Elektrilised Käsitööriistad
puurimiseks, mitmesugusteks uuristamisteks, jne.
Elektrifreesi lõikurite valik on suur. See annab kasutajale rohkesti valikuvõimalusi, näiteks
profiilitöötlemisel.
Freesid jagunevad
ülafreesideks,
lamellfreesideks,
universaalfreesideks
ringlõikuriteks
Ülafrees on mitmekülgne tööriist, mis on puutööd mõjutanud rohkem kui ükski teine seade
Ülafreesi kasutatakse vastava rakise olemasolul sageli tagurpidi, saades nii miniatuurse freespingi. Tööriist
on mõeldud puidu, mööbliplaatide, plasti ja pehmete metallide lõiketöötlemiseks.
16
�Ülafreesi spindel koos lõiketeraga asetseb töödeldava pinna suhtes risti.
Ülafreesi kasutatakse vastava rakise olemasolul sageli tagurpidi, saades nii miniatuurse freespingi.
Ülafreesiga on võimalik freesida erinevaid profiile, süvendeid, avasid, tappe. Kopeerimise teel saab kiiresti
valmistada palju analoogseid detaile
![Ketassaepingi ja puidufreespingi ohutusjuhendid]()
36
odt
Ketassaepingi ja puidufreespingi ohutusjuhendid
tulekustutusvahenditega.
3. ENNE TÖÖD
3.1. Enne töötamise algust tuleb ketassaag hoolikalt üle vaadata ja teda
üksikasjalikult
kontrollida (saeketta kinnituse kindlus ja tugevus, hammaste teritus ja
räsamine,
hõõrduvate osade määrimine).
�3.2. Kõiki pinke peavad käivitama ja teenindama ainult need isikud, kellele
nad on
kinnistatud.
3.3. Igasugusel, isegi lühiajalisel töövaheajal tuleb pink välja lülitada.
3.4. Pingi väljalülitamine on kohustuslik: töötlemisinstrumendi
vahetamisel, kinnitamisel
ja mahavõtmisel, pingi remontimisel, puhastamisel ja määrimisel, laastude
ja puru
koristamisel.
Elektrivoolu katkemisel tuleb pink otsekohe välja lülitada.
3.5. Tuleb kanda ettenähtud erirõivaid ja panna nööbid korralikult kinni.
3.6. Saetav puit tuleb üle vaadata, metallikillud ja naelad eemaldada.
3.7. Töökoht ketassae juures peab olema hästi valgustatud. Saepingil ei
Meedia
Kommentaarid (1)




















Kõik kommentaarid