LOENGUMATERJAL METALLIDE LÕIKETÖÖTLEMISE TEHNOLOOGIA ABCTTK
AT / TI rühmadele
Õppejõud: Mihkel Laurits
2012 / 2013
AINE SISU / maht 16 ak. h
• EELTEADMISED METALLIDE LÕIKETÖÖTLEMISEKS
1 AJALOOST,
ARENGUETAPID 2 METALLIDE LÕIKETÖÖTLEMISE EESMÄRK JA SISU
3 MIS ON VAJALIK DETAILI VALMISTAMISEKS
4 ERINEVAD METALLIDE LÕIKETÖÖTLEMISE VIISID
5 TREIPINGI PÕHIOSAD
6 TREIPINGI RAKISED
7 FREESPINGI PÕHIOSAD
8 FREESPINGI RAKISED JA
TARVIKUD 9 TÖÖRIISTAD METALLIDE LÕIKETÖÖTLEMISEL
10 TREITERA OSAD JA
GEOMEETRIA (
servad , tahud, nurgad)
11 LÕIKERIISTADE JAOTUS
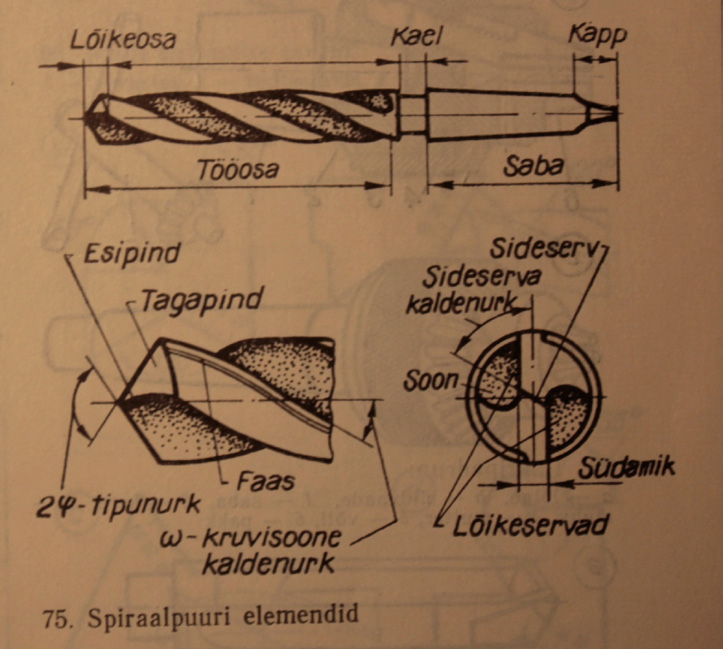
12 SPIRAALPUURI OSAD JA GEOMEETRIA
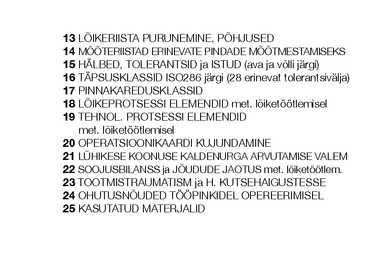
13 LÕIKERIISTA
PURUNEMINE , PÕHJUSED
14 MÕÕTERI STAD ERINEVATE PINDADE MÕÕTMESTAMISEKS
15 HÄLBED,
TOLERANTSID ja
ISTUD (ava ja võlli järgi)
16 TÄPSUSKLASSID ISO286 järgi (28 erinevat tolerantsivälja)
17 PINNAKAREDUSKLASSID
18 LÕIKEPROTSESSI ELEMENDID met. lõiketöötlemisel
19 TEHNOL. PROTSESSI ELEMENDID
met. lõiketöötlemisel
20 OPERATSIOONIKAARDI KUJUNDAMINE
21 LÜHIKESE
KOONUSE KALDENURGA ARVUTAMISE VALEM
22 SOOJUSBILANSS ja JÕUDUDE JAOTUS met. lõiketöötlem.
23 TOOTMISTRAUMATISM ja H. KUTSEHAIGUSTESSE
24 OHUTUSNÕUDED TÖÖPINKIDEL OPEREERIMISEL
25 KASUTATUD MATERJALID
METALLIDE LÕIKETÖÖTLEMISE AJALOOLINE
LÜHIÜLEVAADE
Siin tuleb näha töö-, jahi- ja sõjapidamise vahendite pidevat arengut ajas.
Eneoliitikum –
neoliitikumi ja pronksiaja vaheline siirdejärk, kus kivist ja
sarvest vahendid asendusid vasksetega. Ees ja Kesk-Aasias,
Balkanil ja
Egiptuses algas eneoliitikum VI-V aastatuhandel e.m.a. Eesti aladel vani-
mad jäljed inimtegevusest pärinevad VIII-IV aastatuhandeni e.m.a. Tuntud
kui Kunda kultuur. Siin kasutasid kütid ja
kalastajad luust valmistatud töö-
riistu. Alles II aastatuhandel e.m.a. sattus Eesti
aladele väheseid
vahetuse -
ga saadud pronksesemeid. I aastatuhandel e.m.a., selle keskel, õpiti siin
tundma ja kasutama rauda, mida saadi kohalikust
soomaagist .
Esialgu töödeldi metalli külmas olekus, eranditult käsitsi meetodil –
löökide või surve abil.
Selle meetodi areng nõudis tööde kergendamiseks tööpinke.
1METALLIDE LÕIKETÖÖTLEMISE AJALOOLINE
LÜHIÜLEVAADEPuidutöötlemise
pink , mis oli puidust valmis XIV saj. meie ajaarvamise järgi.
XVIII sajandi lõpul valmistasid Modseley ja Reichenbach esimesed metallist
treipingid ja varustasid need ka suportidega
tera hoidmiseks ja sellele
liiku -
mise andmiseks lõikamise suunal.
Nende pinkide loomine on tärminiks, mis tähistab
metallide mehhaanilise töötlemise algust tööpinkidel
laastueraldamise teel - 1794. aastal.1METALLIDE LÕIKETÖÖTLEMISE AJALOOLINE
LÜHIÜLEVAADESünnimaaks Inglismaa, kuid edasises hakkasid tooni andma USA ja Saksa-
maa ja I Maailmasõja alguseks hõivas esikoha USA.
Arengut toetavad olulisemad etapid:
1824.a Inglise teadlase Michael
Faraday avastus, mis pani aluse elektri
kasutamiseks inimkonna hüvanguks. Enne II Maailmasõda alanud
programmjuhtimisega tööpinkide loomine ja sajandi teisel poolel
pooljuhtide kasutusele võtmine masinaehituses. See on viinud ala väga kiirele
arenguteele ja võib öelda, et sellega on kolm aastatuhandet kestnud
rauaaeg lõppenud ja alanud on küberajastu.
Ka TTK-s on toimunud viimastel aastatel kiire areng, kus kasutusele on
võetud
kaasaja uusimad CNC tööpingid.
1EESMÄRK...... on valmistada detail, mis vastab joonisel etteantule kuju,
mõõtmete, pinnakareduse või muude parameetrite järgi.
JA SISU...... on a) erinevate pindade,
rangelt tehnoloogilise protsessi
skeemi järgi, järjestikune töötlemine.
b) toimub vajaliku töötlemisvaru eemaldamine erine
vatelt töödeldavatelt pindadelt.
2MIS ON VAJALIK DETAILI VALMISTAMISEKS?See on terve
kompleks materiaalset- ja inimresurssi.
• Inimene (
motivatsioon ,
tahe , tervis, teadmised, oskused,
kogemused jne.)
•
Organisatsioon ja kindlustatus kaitsevahenditega
• Raha
• Hooned ja tööruumid
• Tööpingid • Määrdeained •
Hooldusvahendid • Tööriistad (lõike-, mõõte- ja abitööriistad)
• Energia (valgus,
elekter )
• Nõudlus,
turg • Aeg
• Joonis (eeskuju,
skits , visand)
• Materjal
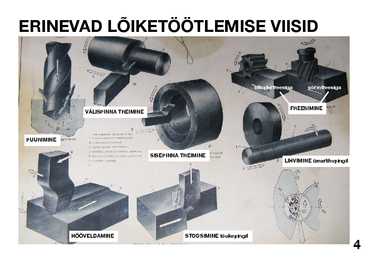
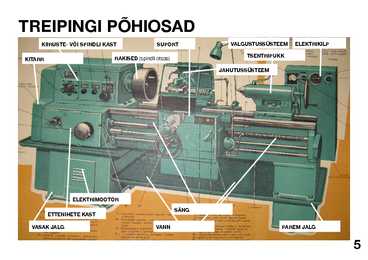
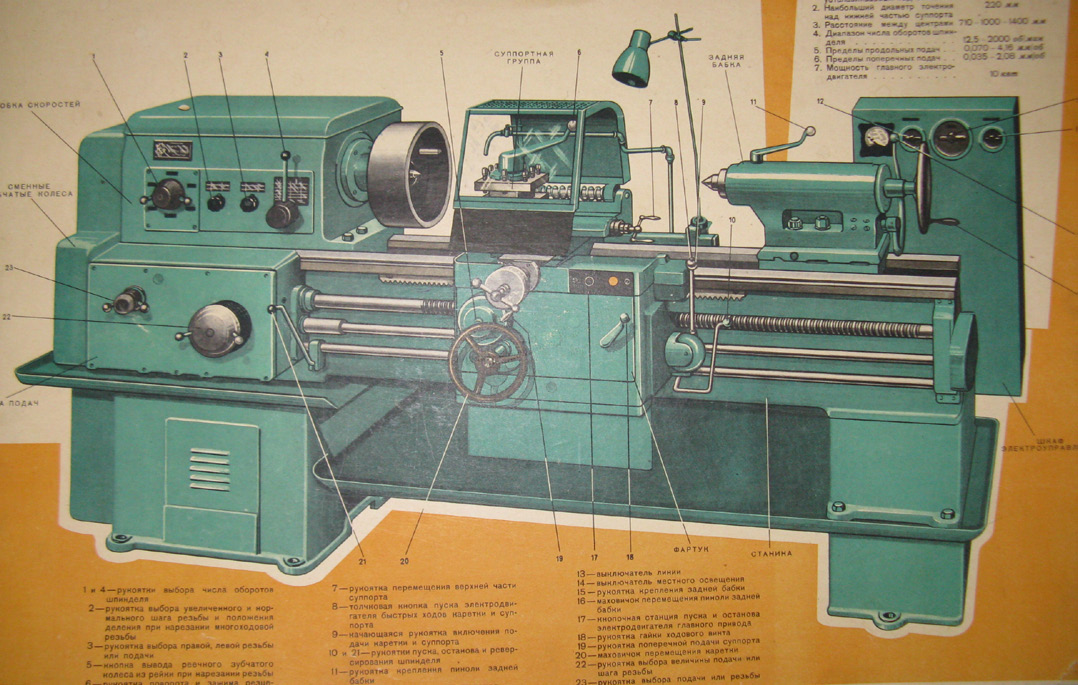
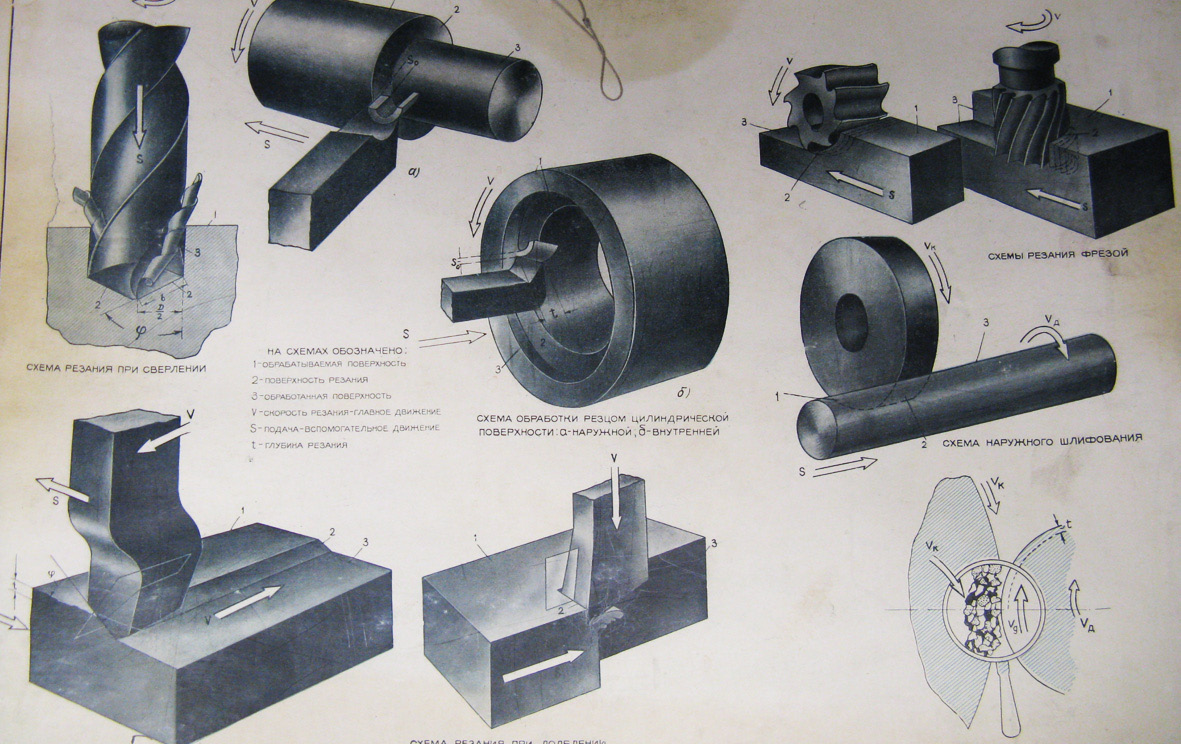
3ERINEVAD LÕIKETÖÖTLEMISE VIISIDsilinderfreesigasõrmfreesigaFREESIMINEVÄLISPINNA TREIMINE PUURIMINE SISEPINNA TREIMINELIHVIMINE ümarlihvpingilHÖÖVELDAMINESTOOSIMINE tõukepingil4TREIPINGI PÕHIOSADKIIRUSTE- VÕI SPINDLI KASTSUPORTVALGUSTUSSÜSTEEM ELEKTRIKILP KITARR RAKISED (spindli otsas)
TSENTRIPUKKJAHUTUSSÜSTEEM ELEKTRIMOOTOR SÄNGETTENIHETE KASTVASAK JALGVANNPAREM JALG5TREIPINGI RAKISED• Erinevad padrunid:
• Kolmepakiline isetsentreeruv
padrun • Neljapakiline isetsentreeruv padrun
• Neljapakiline autonoomsete pakkidega padrun
• Plaanseibid
• Kaasavedajad
• Lünetid- liikuvad ja paigalseisvad
•
Tsentrid • Pöörlevad
• Mittepöörlevad
• Keermestamisrakised
• Puurimiserakised
• Konduktorid
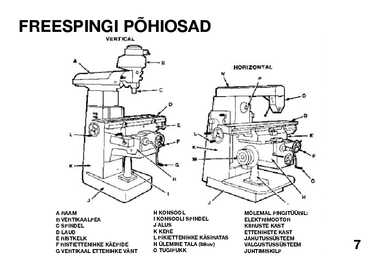
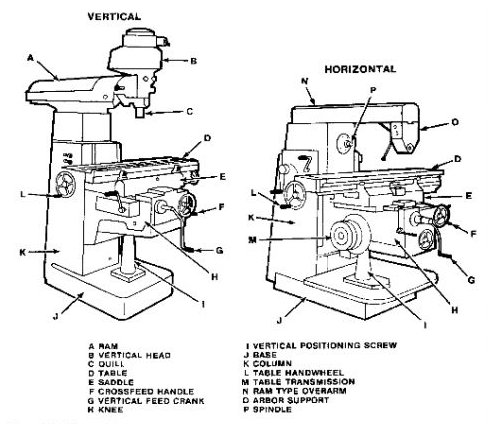
6FREESPINGI PÕHIOSADA RAAMH KONSOOLMÕLEMAL PINGITÜÜBIL:B VERTIKAALPEAI KONSOOLI SPINDELELEKTRIMOOTORC SPINDELJ ALUSKIIRUSTE KASTD LAUDK KEREETTENIHETE KASTE RISTKELKL PIKIETTENIHKE KÄSIRATASJAHUTUSSÜSTEEMF RISTIETTENIHKE KÄEPIDEN ÜLEMINE TALA (liikuv)VALGUSTUSSÜSTEEM7G VERTIKAAL ETTENIHKE VÄNTO TUGIPUKKJUHTIMISKILP FREESPINGI RAKISED JA TARVIKUD•
Pingi kruustangid (mitmesugused)
•
Universaalsed jagamispead
• Pöördlaud
• Kinnitusklambrid
• Kinnituspoldid (mitmesugused)
• Alused
• Prismad
• Kaugusepiirajad
8TÖÖRIISTAD METALLIDE LÕIKETÖÖTLEMISEL• Lõikeriistad - lõiketerad, spiraalpuurid, tsentripuurid, freesid,
keermelõikurid,
keermepuurid , hõõritsad,
avardid ,
abrasiivlõikeriistad jms.
Käsilõikeriistad: meislid, kärnid, tornid,
viilid , saed,
kaabitsad jms.
• Mõõteriistad -
joonlaud ,
nihik , kruvik, keermekammid, kaliibrid
(sise ja välis), nurgikud, rismus, nihikrismus, vesi-
lood, etalonid, profilomeetrid jms.
• Abitööriistad - tsentrid (pöörlevad ja mittepöörlevad),
mitmesugused võtmed, kruvikeerajad, vasarad,
harjad .
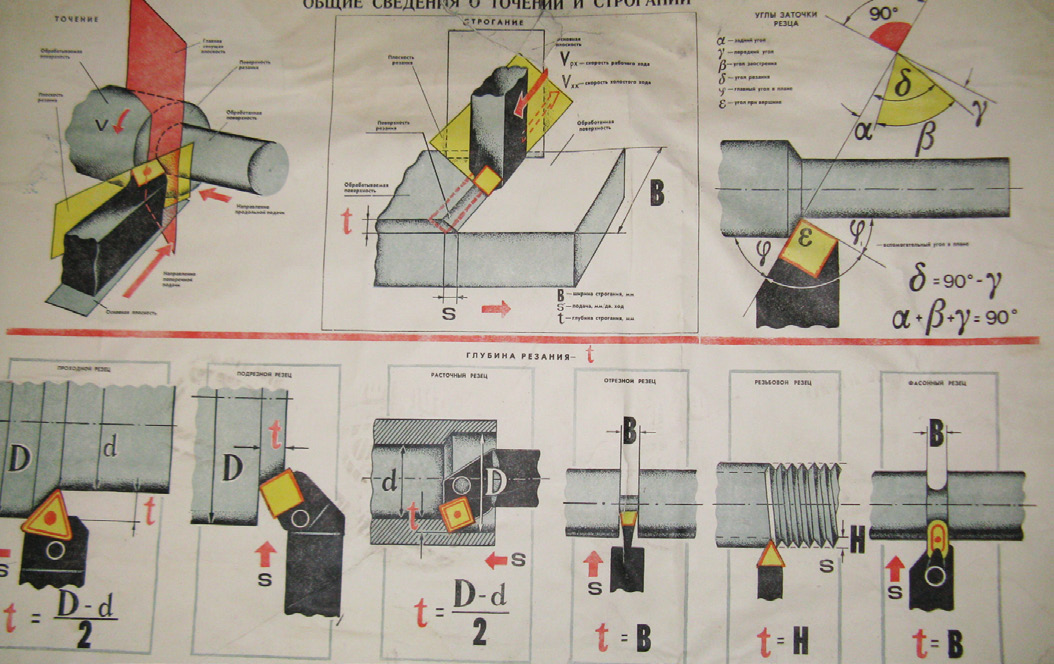
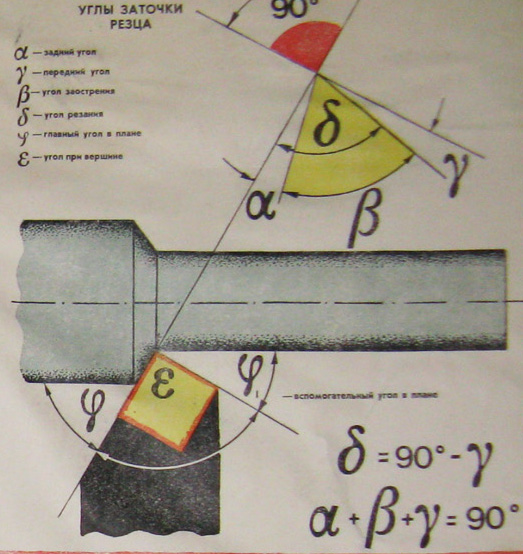
9TREITERADE OSAD JA GEOMEETRIAOTSATERASISEASTMETERALÕIKAVOSAPEAASTMETERAKUJUTERAKEERMETERAKEHAMAHALÕIKETERA10TREITERA GEOMEETRIATREITERA GEOMEETRIA
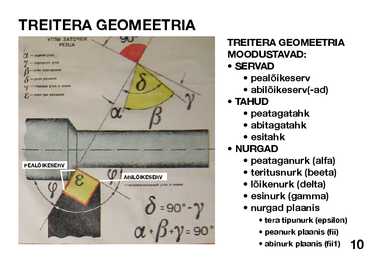
MOODUSTAVAD:
• SERVAD
• pealõikeserv • abilõikeserv(-ad)• TAHUD
• peatagatahk • abitagatahk • esitahk• NURGAD
• peataganurk (alfa)PEALÕIKESERV • teritusnurk (beeta)ABILÕIKESERV •
lõikenurk ( delta ) • esinurk ( gamma ) • nurgad plaanis • tera tipunurk (epsilon) • peanurk plaanis (fii) • abinurk plaanis (fii1) 10LÕIKERIISTADE JAOTUSOTSTARBELTFUNKTSIOONILT• Treitera
• Otsatera
• Freestera
• Astmetera (erineva peanurgaga plaanis)
• Hööveltera
• Mahalõiketera
• Tõuketera
• Sooneterad
• Keermeterad (väga mitmesugused)
• Kujuterad
LÕIKAVOSALÕIKAVOSAMATERJALI JÄRGI KINNITUSE JÄRGI• Kiirlõiketeras
• Mehaanilise
• Kõvasulamid
kinnitusega
• Mineraalkeraamilised
• Joodetud
• Teemant
11LÕIKERIISTADE JAOTUSLÕIKAMISE SUUNALTGEOMEETRIALT• Välisterad
• Vastavalt töödeldavale
• Siseterad
materjalile on erinevad
• Parempoolsed
lõikeriista nurgad:
•
Vasakpoolsed • teritusnurk
• esinurk
TÖÖDELDAVA PINNAKUJU JÄRGIKAREDUSE JÄRGI•
Sirged • Koorivtöötlemise
terad • Pööratud peaga
• Siluvtöötlmise terad
(vasakule, paremale)
• Venitatud peaga
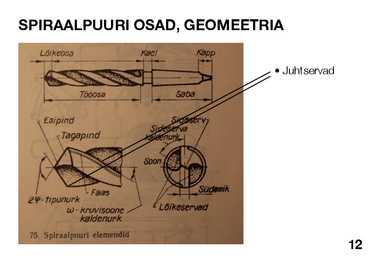
11SPIRAALPUURI OSAD, GEOMEETRIA• Juhtservad
12LÕIKERIISTA PURUNEMINE, PÕHJUSEDLõikeriist puruneb järgmistel põhjustel:
• Löökide tagajärjel
• Vale lõikerežiimi valiku tagajärjel
• Vale tööriista kõrguse seadmise tagajärjel (alla või ülesse
poole pöörlemistelge)
• Vale detaili või tööriista pöörlemissuuna tõttu
• Otspinna lõikamisel kui tera liigub üle pöörlemistelje
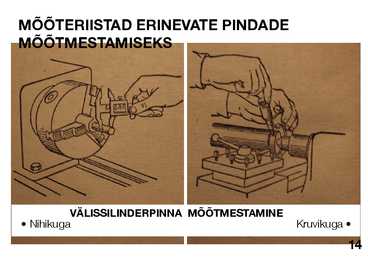
13MÕÕTERIISTAD ERINEVATE PINDADE
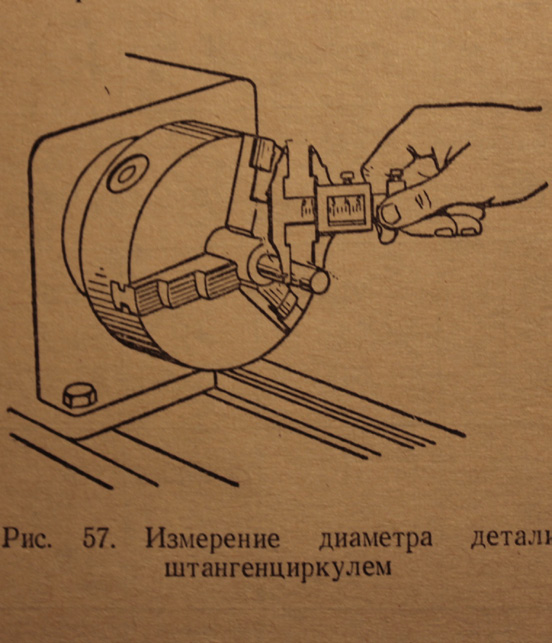
MÕÕTMESTAMISEKSVÄLISSILINDERPINNA MÕÕTMESTAMINE• Nihikuga
Kruvikuga •
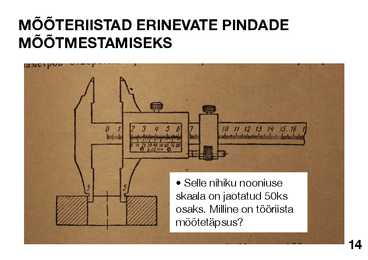
14MÕÕTERIISTAD ERINEVATE PINDADE
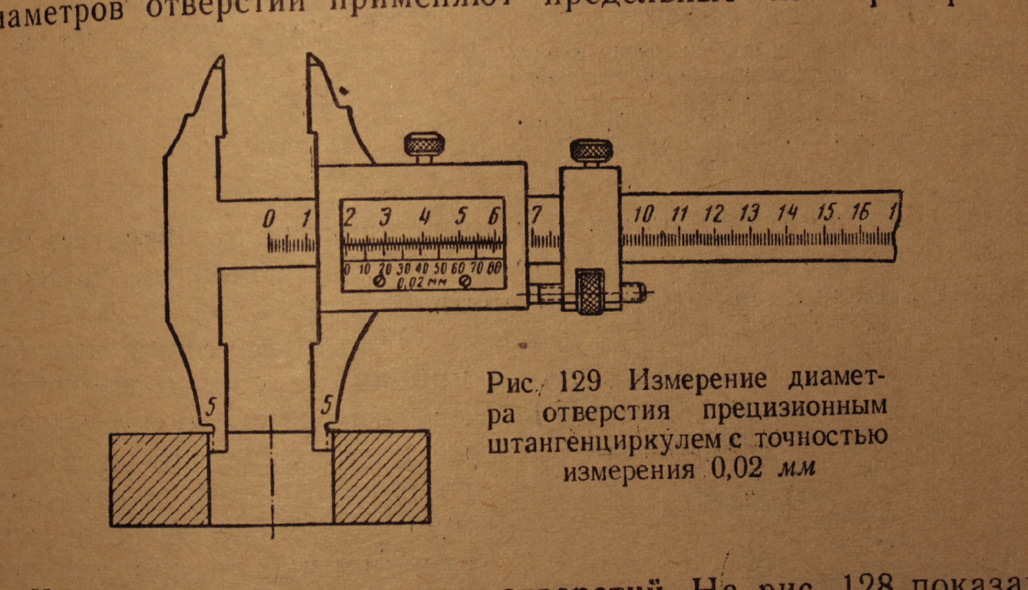
MÕÕTMESTAMISEKS• Selle nihiku
nooniuse skaala on jaotatud 50ks
osaks. Milline on tööriista
mõõtetäpsus?
14MÕÕTERIISTAD ERINEVATE PINDADE
MÕÕTMESTAMISEKSMõõteriista mõõtetäpsus on tema võime anda mõõtmestamisel
nõutava täpsusega tulemusi. See sõltub sellest, kui mitmeks osaks
on antud mõõteriist võimeline jagama ühe millimeetri.
See toimub erinevatel mõõteriistadel erinevate tehnikatega.
Nihikutel erineva pikkuse ja
jaotuste arvuga nooniuse skaaladega.
Kruvikutel trumli jaotuste arvuga ühel täispöördel millimeetri osa kohta.
Kruvikul mõõtetäpsus 0,01 mm saavutatakse järgmiselt:
0,5 : 50 = 0,01
0,5 – kruviku spindli keerme samm
50- jaotuste arv ühe pöörde kohta pöörleval trumlil
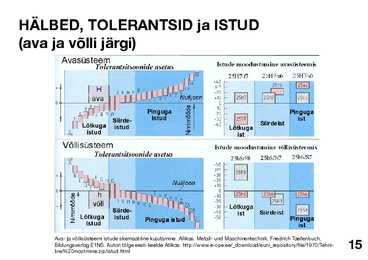
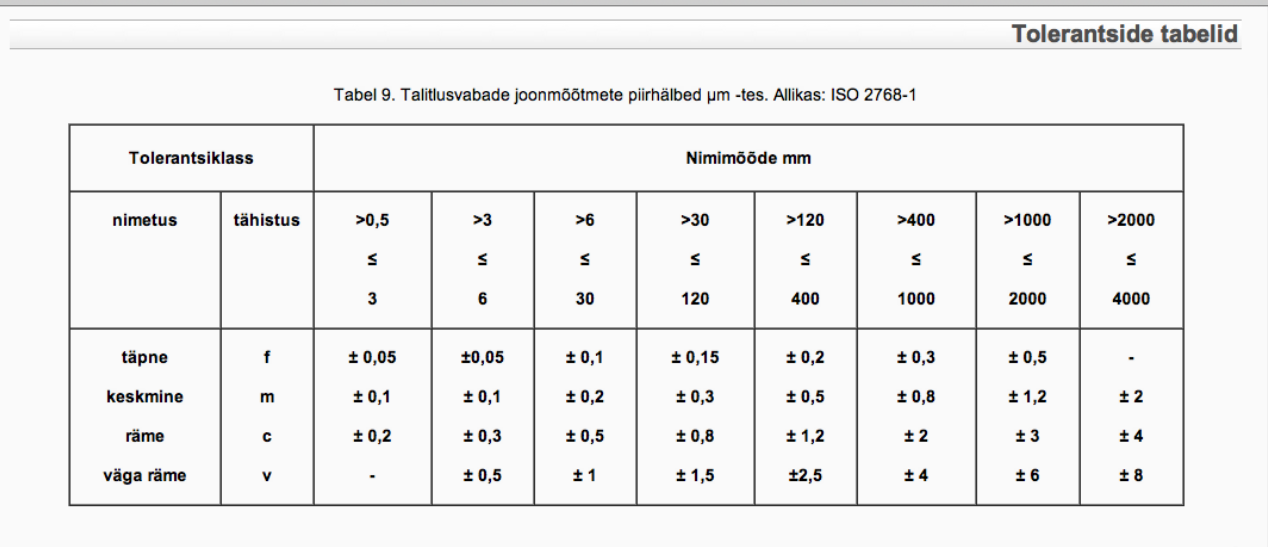
14HÄLBED, TOLERANTSID ja ISTUD
(ava ja võlli järgi)Hälve- lubatud nimimõõtme kõikumine ühes või teises suunas.
Tolerants - lubatud alumise ja ülemise piirhälvete vahe.
Istud- detailide
omavahelise seondumise viis.
• liikuvad (liugistud)
• liikumatud (pingistud)
• üleminekuistud
15HÄLBED, TOLERANTSID ja ISTUD
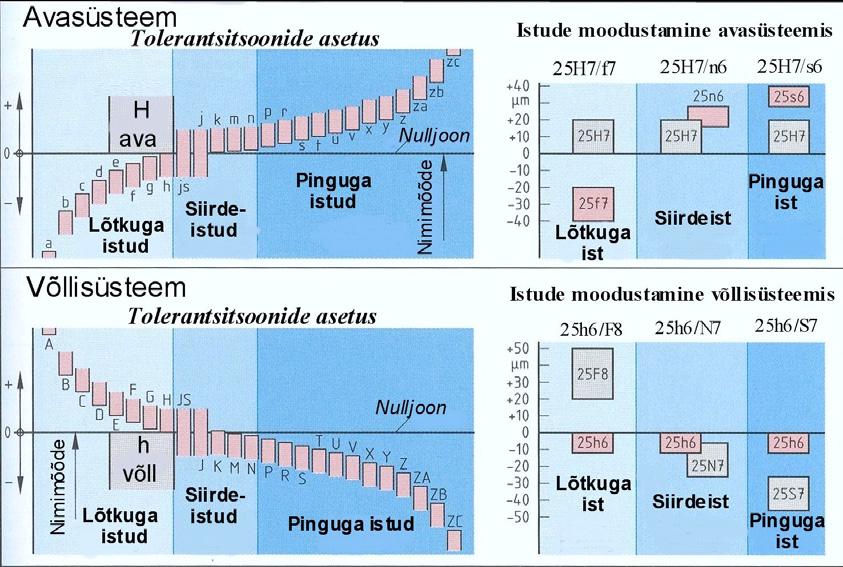
(ava ja võlli järgi)Ava- ja võllisüsteemi
istude skemaatiline kujutamine. Allikas:
Metall - und Maschinentechnik,
Friedrich Taellenbuch,
Bildungsverlag E1NS. Autori tõlge eesti keelde Allikas:
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehn i-
15line%20mootmine.zip/istud.html
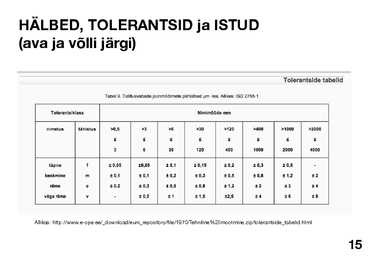
HÄLBED, TOLERANTSID ja ISTUD
(ava ja võlli järgi)Allikas:
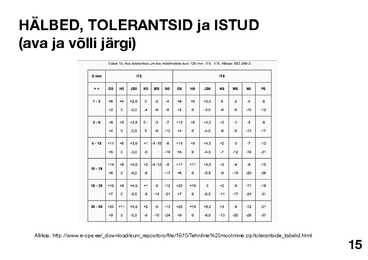
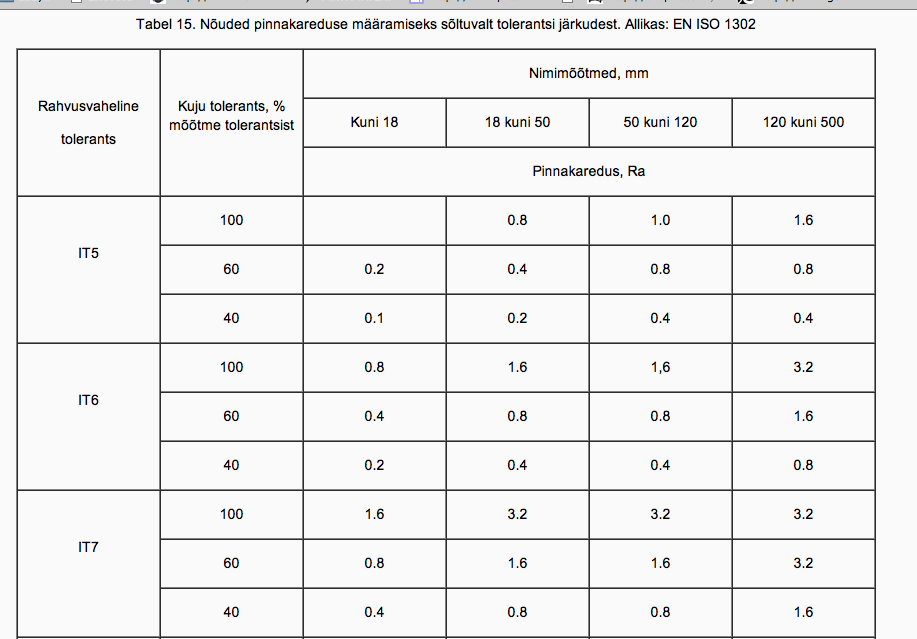
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20mootmine.zip/tolerantside_tabelid.html 15HÄLBED, TOLERANTSID ja ISTUD
(ava ja võlli järgi)Allikas:
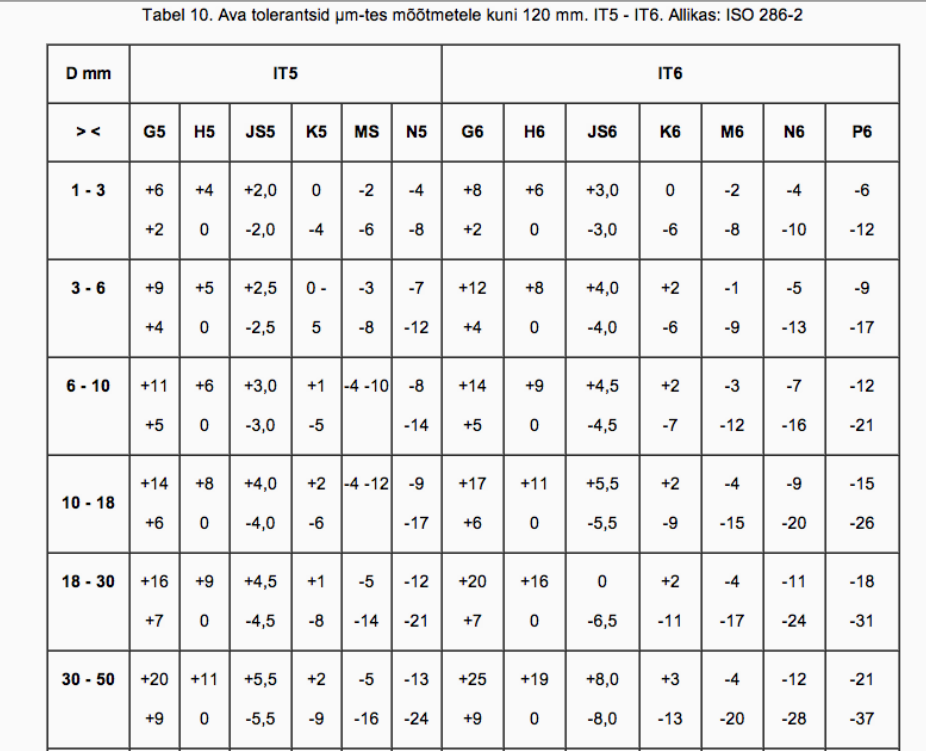
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20mootmine.zip/tolerantside_tabelid.html 15TÄPSUSKLASSID ISO286 järgi
(28 erinevat tolerantsivälja)IT 01- IT 18 kokku 20 tk, (international tolerances).
Masinaehituses kasutatakse neist põhiliselt IT 5- IT 12.
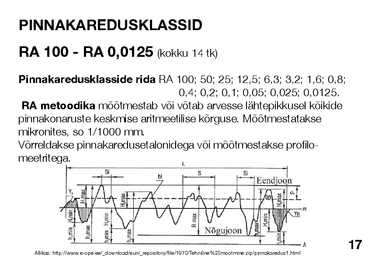
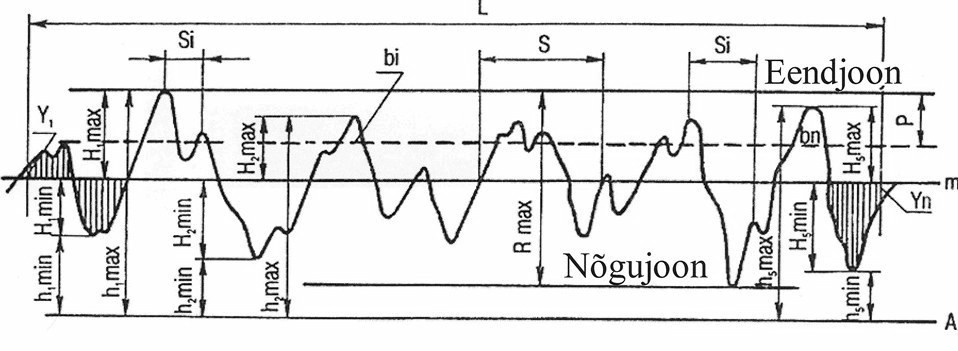
16PINNAKAREDUSKLASSIDRA 100 - RA 0,0125 (kokku 14 tk)
Pinnakaredusklasside rida RA 100; 50; 25; 12,5; 6,3; 3,2; 1,6; 0,8;
0,4; 0,2; 0,1; 0,05; 0,025; 0,0125.
RA metoodika mõõtmestab või võtab arvesse lähtepikkusel kõikide
pinnakonaruste keskmise aritmeetilise kõrguse. Mõõtmestatakse
mikronites, so 1/1000 mm.
Võrreldakse pinnakaredusetalonidega või mõõtmestakse profilo-
meetritega.
17Allikas:
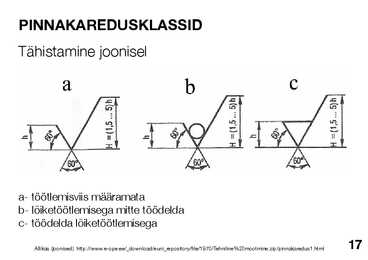
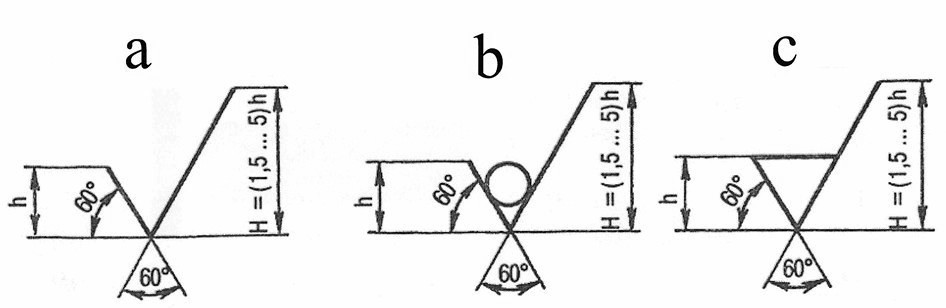
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20mootmine.zip/pinnakaredus1.html PINNAKAREDUSKLASSID
Tähistamine joonisel
a- töötlemisviis määramata
b- lõiketöötlemisega mitte töödelda
c- töödelda lõiketöötlemisega
Allikas (joonised):
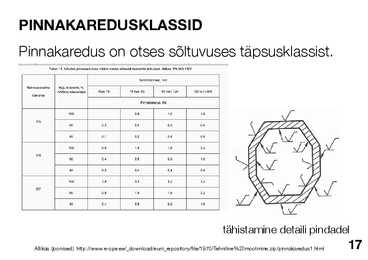
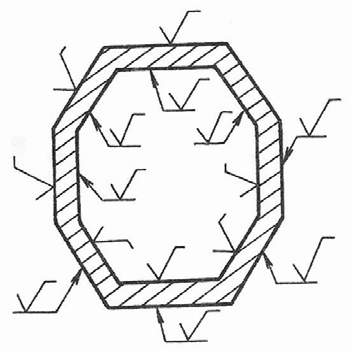
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20mootmine.zip/pinnakaredus1.html 17PINNAKAREDUSKLASSID
Pinnakaredus on otses sõltuvuses täpsusklassist.
tähistamine detaili pindadel
Allikas (joonised):
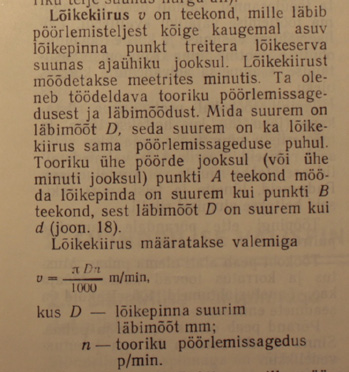
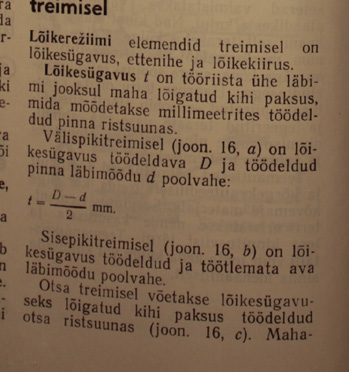
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20mootmine.zip/pinnakaredus1.html 17LÕIKEPROTSESSI ELEMENDID
met. lõiketöötlemiselSpindli pöörete arv on väga tähtis suurus lõikekiiruse arvu-
tamisel ja on sellega võrdelises sõltuvuses.
Valem: n=1000v: D
18TEHNOL. PROTSESSI ELEMENDID
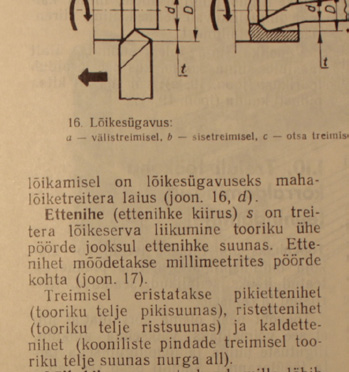
met. lõiketöötlemiselTehnoloogiliseks protsessiks met.
l/t nimetatakse materjali detailiks
muutmise käigus rakendatud mit-
mesuguste töötlemisvõtete kind-
lat järjestust.
Elemendid:
operatsioon - nimetakse teh. protsessi lõ-
petatud osa, mis täidetakse ühel töökohal
(1 töökoht= 1 tööpink) Märkus: kui detail
tööpingist eemaldatakse ja pinki kinni-
tatakse uus detail, algab uus operatsioon,
samuti siis, kui vahetub tööpink.
19TEHNOL. PROTSESSI ELEMENDID
met. lõiketöötlemiselpaigaldus- nimetakse op. osa, mis täide-
takse töödeldava tooriku kinnitust muut-
mata (iseloomustab muutumatu
kinnitus ).
siire - op. lõpetatud osa, mis
sooritatakse lõikeriista, töötlemisel moodustuvaid pin-
dasid ja lõikerežiimi astmeliselt muutmata
läbim- on siirde lõpetatud osa, mis soori-
tatakse lõikeriista ühekordsel siirdumisel
tooriku suhtes lõikamise suunal,
kusjuures muutuma peavad tooriku kuju, mõõtmed,
pinnakaredus või muud
parameetrid .
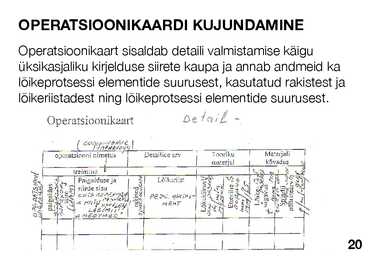
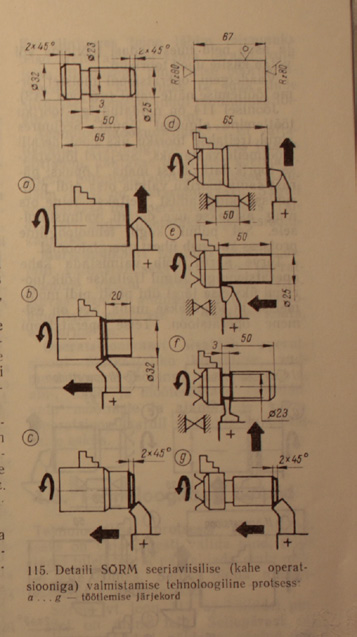
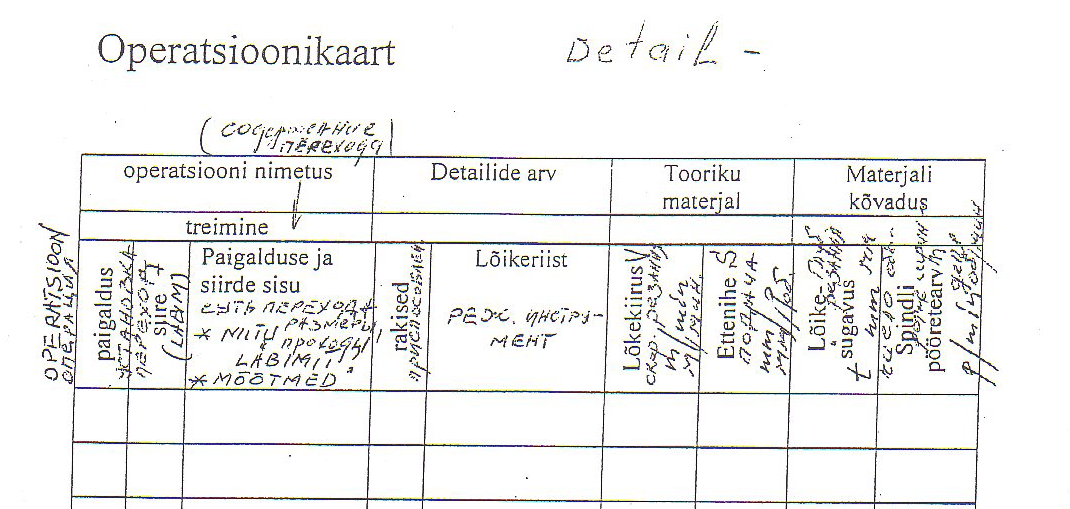
19OPERATSIOONIKAARDI KUJUNDAMINEOperatsioonikaart sisaldab detaili valmistamise käigu
üksikasjaliku kirjelduse
siirete kaupa ja annab andmeid ka
lõikeprotsessi elementide
suurusest , kasutatud rakistest ja
lõikeriistadest ning lõikeprotsessi elementide suurusest.
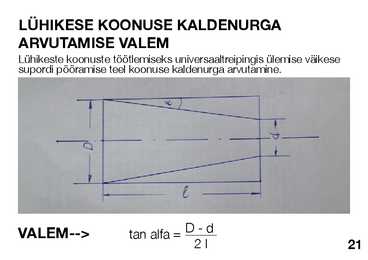
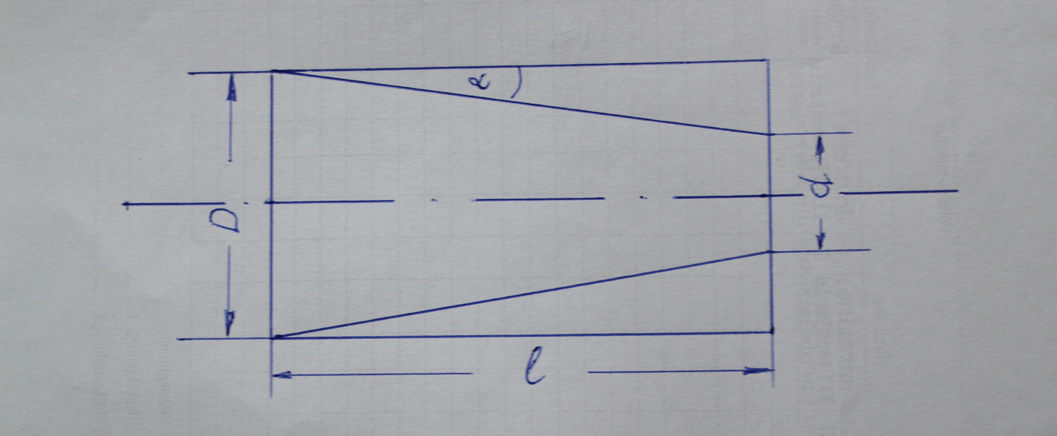
20LÜHIKESE KOONUSE KALDENURGA
ARVUTAMISE VALEM
Lühikeste koonuste töötlemiseks universaaltreipingis ülemise väikese
supordi pööramise teel koonuse kaldenurga arvutamine.
VALEM-->tan alfa = D - d
2 l
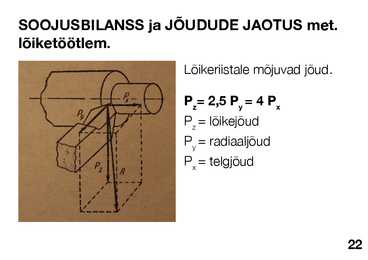
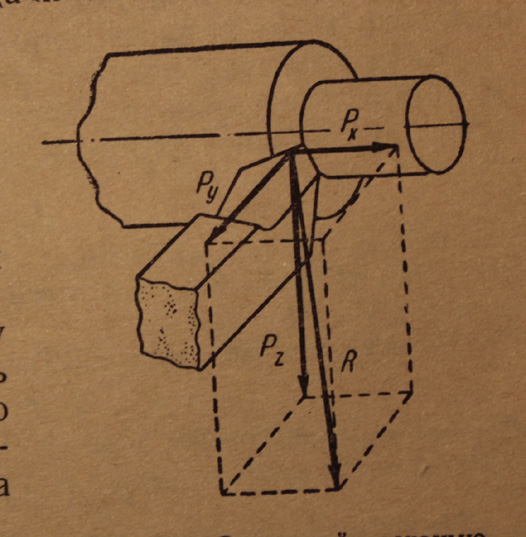
21SOOJUSBILANSS ja JÕUDUDE JAOTUS met.
lõiketöötlem.Lõikeriistale mõjuvad jõud.
P = 2,5 P = 4 Pzy xP = lõikejõud
z
P = radiaaljõud
y
P = telgjõud
x
22SOOJUSBILANSS ja JÕUDUDE JAOTUS met.
lõiketöötlem.Soojusbilanss. Lõikeprotsessi käigus tekkiv
soojus jaotub järgmiselt:
laastu sisse (50-85 %)
treitera sisse (40-10 %)
detaili sisse (9-3 %)
ümbritsevasse keskkonda (1 %)
Järeldus:
Enam soojust läheb massilt väiksemasse
lõikeprotsessis osalevasse keskkonda. 22TOOTMISTRAUMATISM JA H. KUTSEHAIGUSTESSE... on
sisult keerukas ja paljufaktoriline nähtus, mis kätkeb OHTLIKE
(traumatekitajad ) ja KAHJULIKE (haigustekitajad) faktorite mõju
inimesele tööprotsessis.O ja K
faktorid jagunevad nelja rühma:
1- FÜÜSILISED: liikuvad
masinad , masinaosad ja mehanismid, trans-
port, tõsteseadmed, treilaast, lõikeriistad, tolm, temp., elekter, kiiritus.
2- KEEMILISED: erinevad grupid- üldtoksilised ärritavad, toksilised
(kasvajate teke), sensibiliaarsed (allergia teke), mutageensed (sugurak-
kudele mõjuvad). Kahjulikud
aurud ja gaasid,
toksiline tolm ning agressi-
ivsed vedelikud (
happed ja leelised).
3- BIOLOOGILISED: mikro (
bakterid ,
viirused , pisilased)- ja makroor-
ganismid (taimed,
linnud , loomad,
kalad ).
4- PSÜHHOFÜSIOLOOGILISED: so ERILINE rühm
kahjulikke ja oht-
likke tootmisfaktoreid. Siia kuuluvad:
• füüsilised ülekoormused (dünaamilised või staatilised)
• närvisüsteemi mõjutavad psüühilised ülekoormused
23TOOTMISTRAUMATISM JA H. KUTSEHAIGUSTESSE• vaimne ülepinge
• kuulmis, nägemis ja teiste analüsaatorite ülepinge
• monotoonne töö
• emotsionaalne ülepinge
Kahjulike ja ohtlike toomisfaktorite mõju inimesele on kom-
pleksne (s.o. läbipõimunud ehk liidetud)
ja tähendab, et kahjulikud
faktorid
kutsuvad esile ohtlike toomisfaktorite mõjusama toime.
Antud
olukorda võib nimetada TRAUMAOHTLIKUKS SITUATSIOONIKS. PÕHJUSED:
a) tehnilised b) organisatsioonilised
Reaalselt:
a) risk töötada kaitsevahenditeta b)
alkohol c)
hooletus , tähelepanematus
d) väsimus e)
terviseprobleemid .
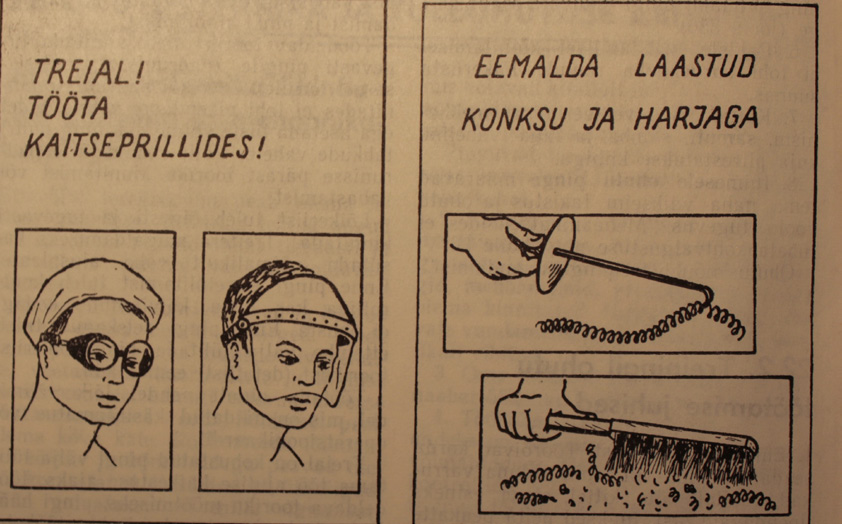
23OHUTUSNÕUDED TÖÖPINKIDEL
OPEREERIMISELOle tööpingi taga ALATI tähelepanelik ja hoolas! 24ENNE TEGUTSEMIST MÕTLE!KASUTATUD MATERJAL:1. P.Denežnõi, G.Stiškin, I. Thor - “Treimistööd” - 1977
2. F. Barbašov - “Freesimistööd” - 1979
3. S.F. Krar, J.W.Oswald, J.E.St.
Amand - “Tecnology of
machine tools” 3.
Edition - 1986
4. M.
Purde - “Metallide lõiketöötlemine” - 2000
5. M.Purde - “Tolerantsid ja istud” - 2005
6.
http://ninjacraze.hubpages.com/hub/Milling-Machine-Parts-and-their-Func -
tion 7.
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20moot -
mine.zip/istud.html
8.
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20moot -
mine.zip/tolerantside_tabelid.html
9.
http://www.e-ope.ee/_download/euni_repository/file/1970/Tehniline%20moot -
mine.zip/istud.html
25




















Kõik kommentaarid