MASINAELEMENDID4.
Ainesliited4.1 4.2 4.3
Keevisliited Jootliited LiimliitedPriit Põdra 4. Ainesliited 1
Liit d ja
Liited j nende d otstarve t t · Vajadus j on tingitud g süsteemi
kinemaatika nõuetest LIIKUVAD liited · Tagavad ühendatud detailide omavahelise liikumise
LIIKUMATUD liited · Vajadus on tingitud praktilisest tarvidusest süsteeme koostada ning g
Keevisliide Jootliide
Liimliide komponentideks lahti võtta: · valmistamisel · transpordil · remondil dil jne. j · Tagavad ühendatud komponentide liikumatu ühenduse
KINNISliide = Liikumatu
liide , mida ei ole võimalik detaili(de) materjali purustamata lahti võtta
Kasutatakse tavaliselt seal, kus konstruktsiooni jaotamine
osadeks on Tõmb-neetliideliide tingitud valmistamise võimalikkusest, võimalikkusest lihtsusest ja ökonoomsusest
LAHTIVÕETAV liide = Liide, mida saab detaili(de) materjali purustamata lahti võtta Kasutatakse tavaliselt seal,, kus: · liidete lahtivõtmine on vajalik · kinnisliidete kasutamine ei ole võimalik või majanduslikult otstarbekas
Priit Põdra 4. Ainesliited 2 Liid t
liigitusi Liidete lii it i Liiteid võib liigitada erinevatest tunnustest lähtuvalt Töö õhi õtt järgi Tööpõhimõtte jä i Ainesliited Liistliide Lahtivõetavuse järgi Hõõrdliited
Lahtivõetavad liited Geomeetrilise lukustusega liited Kinnisliited
Keevis -, joot- Saamise viisi järgi ja liimliited Aine(te) oleku muutmine
Poltliide Plastne
deformatsioonElastne deformatsioon
Aine(te) olekut muutmata j deformeerimata ja d f i t
Priit Põdra 1. Masinaelementide
valdkond ja selle põhiprintsiibid 3
MASINAELEMENDID
4.1. Keevisliited
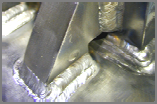
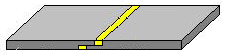
Priit Põdra 4. Ainesliited 4 K Keevisliide i liid ja j selle ll saamine i KEEVISLIIDE = kinnisliide kinnisliide, kus kaks või enam detaili on püsivalt ühendatud nende
servade KOKKUSULATAMISE teel Keevitada saab METALLE ja
TERMOPLASTE Keevitamisel materjalide sulatamisega võib kaasneda: 1. Täitematerjali lisamine
liidetavate detailide ja täitematerjal moodustavad sulanud metalli kogumi, mis jahtudes muundub detailide liiteks; Gaasipõletid 2. Mehaanilise surve avaldamine detailidele nn. sepakeevitus on vanim keevituse liik, kus hõõguvate detailide liide saadi sepistamise teel.
Keevitustemperatuuri allikatena on kasutusel: 1. Gaasileek kasutatakse atsetüleeni (või mõne muu gaasi) ja hapniku segu; 2. Elektrikaar on
enamlevinud metallide keevitamisel; 3. Laser
saavutatakse kitsas ja sügav keevisõmblus;
Kaarkeevitus 4. Elektronkiir kasutatakse eriti paksude detailide (kuni 15 cm) keevitamisel; 5. Hõõrdumine keevitatavate detailide
kontaktis tekitatakse koormuse all suhteline liikumine, mille hõõrdumisel eraldunud
soojus sulatab materjalid; 6 6. Ult h li keevitatavate Ultraheli k it t t detailide d t
ilid kokkusurutud k kk t d kontakti k t kti rakendatakse k d t k ultrahelivõnkumised (15 kHz ... 70 khz), mille toimel materjal kontaktis sulab, kasutatakse plastide keevitamisel.
Priit Põdra 4. Ainesliited 5
K
Keevisliidete i liid t eelise li jaj puudused d d K Keevisliidete i liid t EELISED on: K Keevisliidete i liid t PUUDUSED on: 1. Tarindi väike MASS ei vajata polt- ja neetliidete 1. Liite detailidel on oht keevitamisel DEFORMEERUDA puhul tarvilikke tugevdusplaate, -nurkasid, jne. keevitusprotsessis detailid soojenevad ja jahtuvad 2. Liite saamise KIIRUS, pole tarvis: ebaühtlaselt;
· avasid puurida, 2. Keevisliidetel esineb HAPRA PURUNEMISE oht;
· detaile täpselt kohale sobitada, jne.; 3. Keevisliidetel esineb VÄSIMUSPURUNEMISE oht -- keevisõmblus on
sagedane g väsimusprao p
tekkekoht : 3. KOHANDATAVUS sobib erineva
otstarbe ja erinevate nõuetega
tarindite loomiseks (raamid, · keevisõmblus võib
sisaldada tühimikke ja
tahkeid surveanumad, jne); osakesi;
4. Liite saab teha liidetavate detailidega · keevisõmbluse struktuur võib olla mitteühtlane; VÕRDTUGEVA; · keevisõmbluse jäikus võib oluliselt erineda 5. Liite saab teha HERMEETILISE; detailide jäikusest;
6. Liide on JÄIK; 4. Keevisõmbluse KVALITEEDIKONTROLL on kallis ja tülikas tarvis on mittepurustava kontrolli seadet; 7. Liite konstruktsiooni saab vajaduse korral MUUTA; 5. Keevitajate ja õmbluste kvaliteedi kontrollijate 8. Keevitamisega ei kaasne märkimisväärset MÜRA;
KVALIFIKATSIOON peab olema kõrge: 9. Liite saab teha esteetilise VÄLIMUSEGA; · tagada tuleb keevisõmbluste nõutav kvaliteet; · tagada tuleb praagi avastamine.
Priit Põdra 4. Ainesliited 6 M t j lid
keevitatavus Materjalide k it t
Priit Põdra 4. Ainesliited 7
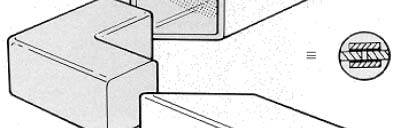
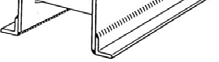
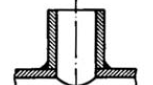
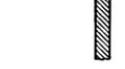
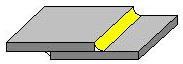
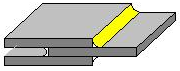
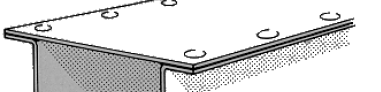
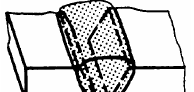
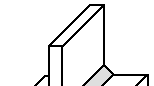
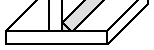
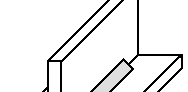
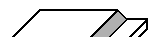
K Keevisliidete i liid t liigitusi lii it i Otstarbe järgi Põkkliide Liid t Liidetavate t detailide d t ilid Tugevliited vastastikuse asendi järgi
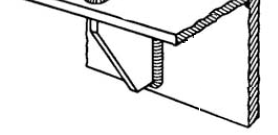
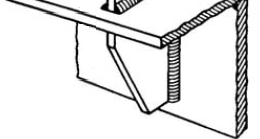
Jõudude ülekandmine ühelt Põkkliited komponendilt teisele Liidetavad detailid paiknevad Katteliide ühes ja samas tasapinnas Tugevtiheliited Katteliited · Jõ Jõudude d d ülekandmine ül k d i ühelt üh lt komponendilt teisele; Üks liidetav detail katab mingis · Hermeetilisuse tagamine ulatuses teist Vastakliide Keevitatud gaasiballoon V t kliit d Vastakliited Ühe detaili serv on liidetud teise detaili küljega
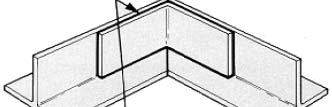
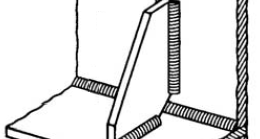
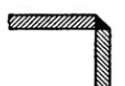
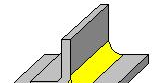
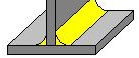
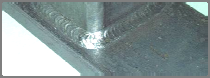
Nurkliited
Nurkliide Ühe detaili serv on liidetud teise detaili servaga
Keevisliiteid võib liigitada ka muudest tunnustest lähtuvalt
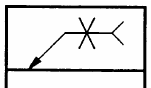
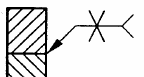
Priit Põdra 4. Ainesliited 8 K Keevisõmbluste i õ bl t tähistamine tähi t i EVS EN 22553 EVS-EN 22553:2000 2000
KEEVITUSMÄRGID väljendavad üheselt keevisõmbluse kohta käivat teavet
Keevisõmbluse tähistus sisaldab
Jooniste loetavuse parandamiseks on
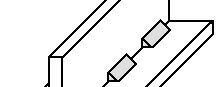
soovitav põhimärke, mida võib täiendada: anda detailset teavet: 1. Lisamärkidega; 1. Detailide keevitatavate servade 2. Mõõtmetega; ettevalmistuse kohta; 3. Lisaviidetega. 2. Keevitamise protseduuride kohta. Nurkõmbluse ristlõige
Vahelduv-katkendnurkõmblus Keevisõmbluse üldine tähistus
Keevitusprotsessi tähis (ISO 4063) Keevisõmbluse ristlõike mõõde Õmbluste
vahekaugus (e) (võib anda mõõtme a või mõõtme z) Vahelduv-katkendõmbluse tähis Keevisõmbluse põhimärk Keevisõmbluse pikkus (l) Keevisõmbluse lisamärk Õmbluste arv (n)
Priit Põdra 4. Ainesliited 9
K Keevisõmbluste i õ bl t põhimärke õhi ä k EVS EN 22553 EVS-EN 22553:2000 2000
Õmbluse liik
Eskiis Tähis Õmbluse liik Eskiis Tähis Nurkõmblus Ääris-põkk-õmblus (servad täielikult sulatatud)
I õmblus I-õmblus Korkõmblus
V-õmblus
Punktõmblus HV-õmblus
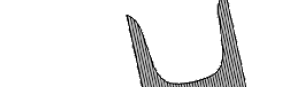
U-õmblus Joonõmblus
HU-õmblus Mitut põhimärki võib (pool U-õmblus, J-õmblus) kasutada koos J Juureõmblus õ bl Põhimärke saab kasutada koos lisamärkidega
Priit Põdra 4. Ainesliited 10 K Keevisõmbluste i õ bl t lisa- li j täiendmärke ja täi d ä k Keevisõmbluste LISAmärke EVS-EN 22553:2000
Tasane õmblus (tavaliselt töödeldud pind) Kumerõmblus Nõgusõmblus Kui õmbluse pinna
kujule erinõudeid ei esitata, siis lisamärke ei kasutata
Kontuurõmblus
Keevisõmbluste TÄIENDmärke Koostekohal tehtav Õmblus mööda kinnist Keevitusviisi näitav 1 õmblus kontuuri tunnusnumber
2
Keevitada: · kinnist kontuuri mööda (ringi ümber detaili 1)); Need õmblused ei
tehta mitte toote valmistamisel, · noolega näidatud poolel; vaid lõplikul koostamisel või montaazil · kolmnurkõmblusega.
Priit Põdra 4. Ainesliited 11
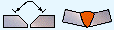
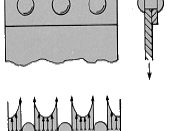
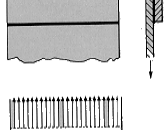
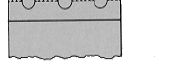
PÕKKliid t kujundamine PÕKKliidete k j d i Põkkliidete kujundamise võimalusi
Detailide paksus, 5 20 50 > 50 mm
Servade kuju ja
paigutusÕmbluste võimalik ristlõige
Kahepoolne Juurõmblusega X-õmblus ehk Juurõmblusega Õmbluse liik I-õmblus V-õmblus kahepolne V-õmblus U-õmblus
U Keevitusmärk
U-õmbluse EELISED V-õmbluse suhtes: U-õmbluse PUUDUSED V-õmbluse suhtes: 1. Kulub vähem elektroodi ja elektrienergiat; 1. Oht, et õmbluse keskosa ei
keevitu läbi; 2. Detailide kõverdumise oht on väiksem. 2. Servade ettevalmistamine on kulukam.
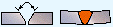
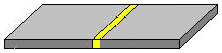
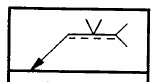
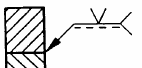
Priit Põdra 4. Ainesliited 12 PÕKKliid t tähistusi PÕKKliidete tähi t i Soovitud õmblus Tähistus küljel või Tähistus ristlõikel
Keevitada: · detailide paksuse sügavuselt; · detailide liite kogu ulatuses; · V-õmblusega; · noolega näidatud küljelt.
Keevitada: · detailide paksuse sügavuselt; · detailide liite kogu ulatuses; · V-õmblusega; V õ bl ·
noole VASTASküljelt.
Keevitada: · detailide paksuse sügavuselt; · detailide liite kogu ulatuses; · kahepoolse V-õmblusega ehk X-õmblusega
Priit Põdra 4. Ainesliited 13
PÕKKliid t arvutus PÕKKliidete t staatilisel t tili l
koormusel k l PIKKELE töötav põkkliide Keevisõmbluse Keevisõmbluse pikijõud (keevitustuselektroodi) L PIKKE
tugevustingimus voolepiir pikkely,y K K N F K F F A sL S Keevisõmbluse Nõutav s
keskmine
pikkepinge tugevus- varutegur Keevisõmbluse Keevisõmbluse arvutuslik lõikepindala Keevisõmbluse arvutuslik paksus või liite detailide vähim paksus lubatav pikkepinge Keevisõmbluse pikkus LÕIKELE töötav põkkliide Keevisõmbluse Keevisõmbluse põikjõud LÕIKE tugevustingimus (keevitustuselektroodi) L voolepiir oolepiir
nihkel y,K F
K Q F K A sL S Keevisõmbluse Keevisõmbluse s
F keskmine
nihkepinge lubatav nihkepinge
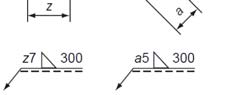
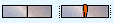
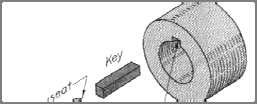
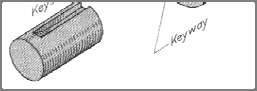
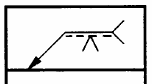
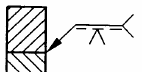
Priit Põdra 4. Ainesliited 14 NURKõ bl t tähistusi NURKõmbluste tähi t i (1) Soovitud õmblus Tähistus küljel või Tähistus
otsal Keevitada: · MÕLEMALT poolt;
z7 z7 · nurkõmblusega, nurkõmblusega mille küljepikkus on z = 7 mm; · detailide liite kogu ulatuses.
Keevitada: · NOOLEPOOLSEL küljel; z7 · nurkõmblusega, mille z7 küljepikkus on z = 7 mm; · detailide liite kogu ulatuses.
K Keevitada: it d · NOOLEPOOLSEL küljel;
z7 300 300 · nurkõmblusega, mille z7 küljepikkus on z = 7 mm; · pikusega 300 mm.
Priit Põdra 4. Ainesliited 15
NURKõ bl t tähistusi NURKõmbluste tähi t i (2) Soovitud õmblus Tähistus küljel või Tähistus otsal Keevitada: z7 z7 · NOOLEPOOLSEL küljel; · nurkõmblusega, kõ bl mille ill küljepikkus on z = 7 mm; Tähistus küljel · detailide liite kogu ulatuses.
S Soovitud it d õmblus õ bl
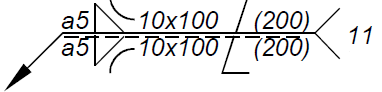
Keevitada: z7 3 x 150 (120) · NOOLEPOOLSEL küljel; · nurkõmblusega, mille küljepikkus on z = 7 mm; Tähistus otsall · kolm keevisõmblust;; · iga õmbluse pikkus on 150 mm; · iga kahe õmbluse vahele jääb
3 x 150 (120) 120 mm 7 z7
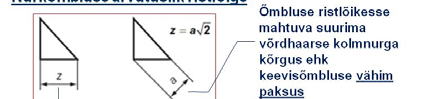
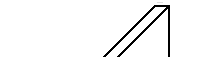
Priit Põdra 4. Ainesliited 16 PÕIK NURKõ bl
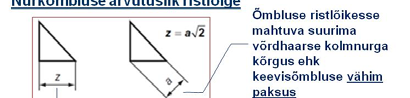
PÕIK-NURKõmbluse arvutus t lõikele lõik l Nurkõmbluse arvutuslik ristlõige Nurkõmblus koormuse suhtes PÕIKI Õ bl Õmbluse ristlõikesse i lõik L mahtuva suurima võrdhaarse kolmnurga kõrgus ehk F k i õ bl keevisõmbluse ähi vähim paksus F Õmbluse ristlõikesse mahtuva suurima võrdhaarse kolmnurga küljepikkus
INSENERIPRAKTIKAS kasutatakse konservatiivset arvutusmeetodit, mis põhineb eeldustel: Keevisõmbluse ristlõige on võrdhaarne täisnurkne
kolmnurkKeevisõmbluse materjalis arvestatakse vaid nihkepingeid Normaalpingeid ei arvestada
Keevisõmbluse vähima LÕIKE tugevustingimus Keevisõmbluse
pikilõike (45º kraadi külje lubatav nihkepinge y,K K suhtes kaldu) keskmine Q F 2 F 1,414 F K lõikepinge p g A aL L zL L zL L S Õmbluse vähim paksus Õmbluse pikkus Õmbluse ristlõike küljepikkus
Priit Põdra 4. Ainesliited 17
PIKI NURKõ bl
PIKI-NURKõmbluse arvutus t lõikele lõik l Nurkõmblused koormuse suhtes PIKI 2F
L
Tugevusarvutus põhineb eeldustel: Keevisõmbluse ristlõige on võrdhaarne täisnurkne
kolmnurkKeevisõmblused töötavad LÕIKELE
Keevisõmbluse LÕIKE tugevustingimus lubatav nihkepinge F F y,K K Q F 2 F 1,414 F K ÜHE keevisõmbluse vähima pikilõike (45º kraadi külje suhtes A aL zL zL S kaldu) keskmine lõikepinge
Õmbluse vähim paksus Õmbluse pikkus Õmbluse ristlõike küljepikkus
Priit Põdra 4. Ainesliited 18 NURKõ bl
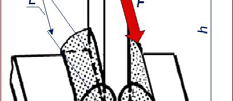
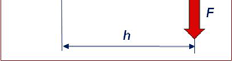
NURKõmbluse arvutus t põikpaindele õik i d l (1) Nurkõmblused koormuse suhtes PIKI Q = põikjõud
M=p
paindemomentKeevisõmbluse sisejõud
L Keevisõmblus Keevisõmblus F Q h
L L M
F F h h
Priit Põdra 4. Ainesliited 19
NURKõ bl
NURKõmbluse arvutus t põikpaindele õik i d l (2) Keevisõmblustes K i õ bl t on PAINDE jaj LÕIKE koosmõju = PÕIKPAINE Lõike keskmine nihkepinge ÜHES keevisõmbluses
Q F 2 F 0,7 F K,Q A 2aL 2 zL zL Painde keskmine nihkepinge ÜHE keevisõmbluse otspunktides
MÕLEMAD nihkepinged mõjuvad 2M 2 Fh 3 2 Fh 4,2 Fh nurkõmbluse vähima paksusega K, M W zL2 zL2 zL2
sisepinnal ristuvates suundades 2 6 PÕIKPAINDE tugevustingimus Keerukamate nurk-keevisõmbluste g tugevusarvutus toimub klassikalise y,K K K,2 Q K,2 M K TUGEVUSANALÜÜSI meetoditega S eeldades, et tööseisundiks on LÕIGE õmbluse vähima paksusega sisepinnal
Priit Põdra 4. Ainesliited 20 K
Keevisõmbluste i õ bl t kujundamine k j d i (1) Minimeerida detailide ja Vältida õmbluste "kuhjumist" kuhjumist keevisõmbluste hulk Halb lahendus Parem lahendus Halb lahendus Parem lahendus
Vältida õmblusi pingekontsentraatori läheduses
Halb lahendus Parem lahendus a e lahendus Halb lahendus Parem a e dus Halb lahendus Parem lahendus
Priit Põdra 4. Ainesliited 21
K
Keevisõmbluste i õ bl t kujundamine k j d i (2) Tagada keevitusprotsessi Vältida nõrgestust tõmbepingete mõjualas juurdepääs keevituskohta Halvad lahendused Paremad lahendused Halb lahendus Parem lahendus
Halb lahendus Parem lahendus
Priit Põdra 4. Ainesliited 22 K
Keevisõmbluste i õ bl t kujundamine k j d i (3)
Ekstsentriliselt mõjuva koormuse korral tuleb Õmblus teha täpsest
avast võimalikult kaugel tagada kõikide õmbluste otstarbekas pikkus Halb lahendus Parem lahendus Halb lahendus Parem lahendus
Õmblused paigutada varda teljele võimalikult lähedale
Halb lahendus Parem lahendus
Minimeerida lisametalli kogus Halb lahendus Parem lahendus
Priit Põdra 4. Ainesliited 23
MASINAELEMENDID
4.2. Jootliited
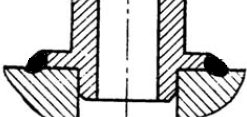
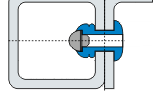
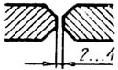
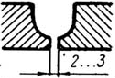
Priit Põdra 4. Ainesliited 24 J tliid ja Jootliide j selle ll olemus l JOOTLIIDE = kinnisliide, kinnisliide milles detailid on ühendatud JOODISEGA Jooteõmbluse moodustamine:
JOODISED on: ·
Joodis sulatatakse; 1. KÕVAJOODISED --
sulamistemperatuuriga p g · Sula S l joodis j di voolabl b kapillaarjõudude k ill jõ d d toimel i l üle 450 ºC (tinajoodised) detailidevahelisse pilusse (tavaliselt 0,02 mm ... 0,05 mm); 2. PEHMEJOODISED sulamistemperatuuriga · Sula joodis märgab detailide pindu; alla 450 ºC (hõbe-, vask-, vasktsinkjoodised · Joodis jahtudes tardub ning moodustab jootõmbluse jne ) jne.)
Jootliidete EELISED on: Jootliidete PUUDUSED on:
1.
Jootmine toimub suhteliselt madalatel
temperatuuridel , mistõttu detailide esialgsed omadused ja struktuur tihti 1. Vajalik on joodetavate pindade eelnev säilivad; puhastamine;
2. Jootmisega on võimalik liita: 2. Joodised on kallid; · erinevaid metalle; 3. Mõnede materjalide jootmistehnoloogia on · valatud ja
sepistatud detaile; kallis; · sobivalt
pinnatud mittemetalle; 4. Detailide
sulamistemperatuur peab olema
3. Keerukaid tarindeid sab joota samm-haaval kasutades oluliselt kõrgem, kui
joodise järjest madalama sulamis-temperatuuriga joodiseid; sulamistemperatuur
4. Jootliited tavaliselt ei vaja
viimistlust .
Priit Põdra 4. Ainesliited 25
J tliid d kujundamine Jootliidede k j d i Põkkliide Jootliidete kujundamine sarnaneb keevisliidete kujundamisega Jootliiteid liigitatakse: Põkkliited Katteliited Liidetavad detailid paiknevad ühes ja samas tasapinnas
Katteliited Üks liidetav detail katab mingis ulatuses teist Vastakliide Nurkliide Valtsliide Vastakliited Ühe detaili serv on liidetud teise detaili küljega
Nurkliited Ühe detaili serv on liidetud teise detaili servaga Põkk-katteliide
Valtsliited Teleskoopliide
Liidetavad detailid on valtsitud Teleskoopliited Üks liidetav detail paikneb teise sees, s.o. katteliite üks lahendusi
Priit Põdra 4. Ainesliited 26 J di t valik
Joodiste lik
Joodise valik sõltub ka JOOTEMEETODIST erinevate Jootõmbluste tugevusarvutus toimub meetoditega võidakse kasutada erinevaid joodiseid TUGEVUSANALÜÜSI meetoditega
Priit Põdra 4. Ainesliited 27
J tliit k Jootliite kvaliteedi lit di tagamine t i Jootliidete TUGEVUST vähendavad
defektid on: 5. Joodise valllid põhjus: 1. Pindade halb märgamine joodisega põhjused: · pindade liiga madal temperatuur; · jootetsooni puudulik puhastamine ja/või 6. Õmbluse
poorsus põhjused: · räbusti nõrk aktiivsus ja/või · joodise liiga väike kogus ja/või · räbusti liiga väike kogus ja/või · liiga kõrge temperatuur koos joodise ja/või · pindade liiga madal temperatuur; räbusti komponentide arurustumise ning 2 2. Joodise halb voolavus lõtku põhjused: gaaside eraldumisega; · liiga väike või liiga suur lõtk ja/või 7.
Praod õmbluses põhjused: · ühenduse põikumine jootmise käigus; · detailide
nihkumine joodise tardumise ajal ja 3 3. Joodise serva üleminekuümarduse puudumine /või põhjused: · õmbluse liiga kiire jahutamine; · joodise liiga väike kogus ja/või · joodise
soojuspaisumine on tunduvalt erinev · liiga g kõrge g temperatuur p ja/või j liidetavate detailide omast; · liiga pikaajaline
kuumutamine ; 8. Detailide läbipõlemine või sulamine põhjused: 4. Räbupesad jootõmbluses põhjused: · liiga kõrge temperatuur või · j joodise sulamistemperatuur p on madalam,, kui · liiga pikaajaline kuumutamine; räbusti sulamistemperatuur ja/või 9. Nihked ja põikumised põhjus: · räbusti tihedus on suurem joodise tihedusest · detailide
lohakas kinnitamine enne jootmist.
Priit Põdra 4. Ainesliited 28 MASINAELEMENDID
4.3. Liimliited Iseseisvaks lugemiseks
Priit Põdra 4. Ainesliited 29
Lii liid jja selle Liimliide ll EELISED LIIMLIIDE = kinnisliide, kinnisliide milles detailid on ühendatud LIIMIGA
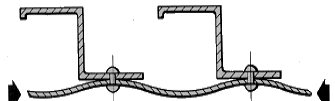
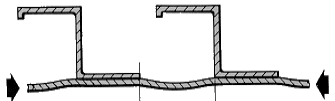
Neetliide ja selle Liimliide ja selle pingelaotus pingelaotus Liimliidete EELISED on:
1. Liimliide on pidev see tagab ülekanatava koormuse ühtl ühtlasema jaotumise j t i ning i pingekontsentraatorid i k t t t id puuduvad;
2. Pidev liimliide suurendab tarindi jäikust;
3
3. Liimliide on välimuselt sile;
4. Liimliite vastupidavus tsüklilistel koormustel ületab teiste liidete oma liimikiht aeglustab väsimuspragude suurenemist; N tliit jäikus Neetliite jäik Lii liit jäikus Liimliite jäik
5. Liimliite saamisel ei vajata kõrgeid
temperatuure
liimida saab soojustundlikke materjale;
6. Liimliitesse saab panna erinevaid materjale;
7. Pidev liimliide on hermeetiline liide ei leki ning liites ei teki korrosiooni;
8. Liimikiht (vajaduse korral) isoleerib detailid elektriliselt;
9
9. Liimliide summutab vibratsiooni ja võnkumisi võnkumisi. Summaarse eelisena saavutatakse toote konkurentsieelis:
sobivam lahendus, lihtsam koostamine, kergem kaal ja pikem tööiga
Priit Põdra 4. Ainesliited 30 Lii liit PUUDUSED Liimliite Liimliidete PUUDUSED on: 1. Liimide tugevus on metallide tugevusest väiksem liite tugevuse
suurendamiseks suurendatakse liimliite kontaktiala; 2. Temperatuuri tõustes liimliite tugevus väheneb ning
liim deformeerub plastselt
kriitilise temperatuuri väärtus sõltub liimist, tavaliselt on piirides (70 ... 180) ºC; 3. Liimliite vastupidavus keskkonna mõjudele sõltub liimi omadustest arvestada tuleb liite kokkupuute võimalusega oksüdeerivate ühendite ühendite, lahustite jt. jt kemikaalidega; 4. Liimliite lõpliku tugevuse saavutamiseks kulub teatud aeg liimi kõvastumise ajal tuleb liimliidet toetada; 5. Liimliite kvaliteet halveneb,, kui liim ei märga g liimitavaid pindu p korralikult p pinnad tuleb spetsiaalselt p ette valmistada (
puhastada , karestada); 6. Liimliite kvaliteedikontroll võib olla tehniliselt keerukas; 7. Mittekvaliteetset liimliidet ei ole tavaliselt võimalik parandada; 8. Liimliiteid ei ole tavaliselt võimalik remontida; 9.
Liimid võivad olla kergesti süttivad ja/või mürgised nende käitlemine ja vedu nõuab eritingimusi; 10. Kasutamata liimi kvaliteet võib pakendis aja jooksul halveneda; 11. Liimliite koostamine nõuab täpsust liimijääkide eemaldamine dekoratiivpindadelt võib olla raskendatud
Priit Põdra 4. Ainesliited 31
Lii id tüübid ja Liimide j omadused d d (1)
Anaeroobsed liimid Tööstuslike liimide peamised tüübid on:
1. ANAEROOBSED liimid kõvastuvad kontaktis metalliga ilma õhu juurdepääsuta
baasiks on sünteetlised
kummid : · liidete lukustamiseks (keermeliimid); · liidete tihendamiseks (tihendusühendid);
2. TSÜAANOAKRÜLAAT-liimid kõvastuvad reageerides pindadel oleva niiskusega: · lõtk detailide vahel peab olema väike; Tsüaano-akrülaatliim · kõvastuvad sekunditega; · väikeste
plastik plastik- ja kummidetailide liimimiseks;
3. SITKESTATUD AKRÜÜL-liimid kahekomponendilised, kõvastuvad komponentide keemilse reaktsiooni tulemusel: Sitkestatud akrüülliim · kõvastuvad kiiresti; · ei vaja pindade põhjalikku puhastamist; · liimivad paljusid materjale;
Priit Põdra 4. Ainesliited 32 Lii id tüübid ja Liimide j omadused d d (2) Tööstuslike liimide p peamised tüübid on (jätkub): (j ) Ühekomponentne epoksiidliim 5. EPOKSIID-liimid kõvastuvad komponentide keemilse reaktsiooni tulemusel: · võivad olla ühe- või kahekomponendilised või kilena; · vaigu ja kõvendi koostise saab valida vastavalt konkreetsele rakendusele; · väga tugev ja vastupidav liide saadakse paljude materjalidega. 6. POLÜURETAAN-liimid tavaliselt kahekomponendilised, kõvastuvad K h k Kahekomponentne t epoksiidliim k iidlii komponentide keemilse reaktsiooni tulemusel: · kõvastuvad kiiresti; · saadakse d k ttugev, elastne l t js j löögikindel löö iki d l liide; liid · kasutatakse klaaskiudplastide liimimiseks; · kiire kõvastumine eeldab liimimismasina kasutamist; 7 7.
MODIFITSEERITUD FENOOL FENOOL-liimid lii id kõvastuvad kõ t d soojuse j toimel t i l surve all: ll
Kuumliim · saadakse kõrgtugev liide; ·
metall -metall-liited, metall-puit-liited, pidurikatete liimimine
metallile ; 8 8. KUUM lii id polümeerid, KUUM-liimid lü id kkasutatakse t t k k
kuumalt , lt kõ kõvastuvad t d jjahtudes: ht d · kergelt
koormatud liidetele;
Priit Põdra 4. Ainesliited 33
Lii id tüübid ja Liimide j omadused d d (3) Tööstuslike liimide p peamised tüübid on (jätkub): (j ) 9. PLASTISOOL-liimid modifitseeritud PVC-
dispersioonid , kõvastuvad soojuse toimel: · saadakse tugev g jaj elastne liide;; · kõvastuvad soojuse toimel; 10. KUMMI-liimid baseeruvad lahustel või lateksitel, kõvastuvad lahusti või vee Survetundlik liim aurumisel: · ei sobi püsivalt koormatud liidetele; 11. POLÜVINÜÜLATSETAAT-liimid (PVA) baseeruvad vinüülatsetaadil: · sobivad
poorsete materjalide (puit, paber jt.) liimimiseks; 12. SURVETUNDLIKUD liimid ei kõvastu: · kasutatakse kleepribades ja siltide liimimiseks; Ultraviolettkõvastuv liim · ei sobi püsivalt koormatud liidetesse; 13. ULTRAVIOLETT-KÕVASTUVAD liimid kõvastuvad ultraviolettkiirguse toimel: · ei sisalda lahusteid; · liide on läbipaistev; · kasutatakse klaasi, metallide ja plastide liimimiseks;
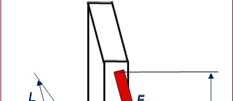
Priit Põdra 4. Ainesliited 34 Lii liid t tööseisundid Liimliidete töö i did LIIMLIIDETE tugevus on parim NIHKEL LIIMLIIDETE tugevus t on
halvem h l REBIMISEL Liimliite
pinged ei laotu ühtlaselt Rebimine Nihe Rebimispinge det. 1 ja liimi kontaktpinnal 1
Liimikiht 2
Tõmme Surve Rebimispinge Liimliite PINGEKONTSENTRATSIOON det. 2 ja liimi kontaktpinnal on liite servades
Nihkepinge Rebimisel lisandub liite
serval liimikihis täi d tõmbepinge täiendav tõ b i
Priit Põdra 4. Ainesliited 35
Lii liid t põhitüübid Liimliidete õhitüübid Kaldliide (suurepärane) Kaksik-kaldlappliide (suurepärane)
Kald-katteliide (väga hea) Kaksik-lappliide (väga hea)
Põkk-katteliide (väga hea)
Kaksik-lappliide (väga hea) K tt liid (hea) Katteliide (h )
L Lappliide liid (rahuldav) ( h ld ) Põkkliide (halb, kui detailid on õhukesed)
Liimliide on seda tugevam, mida ühtalsemalt on REBIMISPINGE ja NIHKEPINGE liimikihis laotunud
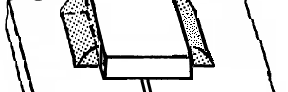
Priit Põdra 4. Ainesliited 36 Lii liid t kujundamine Liimliidete k j d i (1) Põlvega katteliide P Parendatud d t d katteliited k tt liit d ehk hk valtsliited lt liit d
Viimane painutus tehakse pärast p liimi pealekandmist
Katteliited -- karptarind Katteliide avade ümbruse tugevdamine Katteliited lehtmaterjali jäigastamine
Priit Põdra 4. Ainesliited 37
Lii liid t kujundamine Liimliidete k j d i (2) Kihiliste tarindite liimliited
Profiil -liistudega liimliited Raamide liimliited
Priit Põdra 4. Ainesliited 38 Lii liid t kujundamine Liimliidete k j d i (3) Punktkeevitusega Neetidega
kombineeritud kombineeritud liimliide liimliide
LIIMLIIDE tuleb üldjuhul kujundada nii, et liimikiht töötaks NIHKELE
Priit Põdra 4. Ainesliited 39
Lii
ikihi optimaalne Liimikihi ti l paksus k Kuumalt kõvastunud epoksiidliim-katteliite p tugevuse sõltuvus liimikihi paksusest Liimikihi PAKSUS peab olema OPTIMAALNE vus, MPa
Liiga PAKS liimikiht = liite tugevus väheneb, kuna liimikihi ja detailipinna mliite tugev
liite (ehk adhesiooni-) tugevus on suurem, kui liimikihisisene (ehk
kohesiooni -) tugevus Liim
Liiga ÕHUKE liimikiht = liite tugevus võib väheneda, kuna liimikihti tekivad "tühimikud" tühimikud kohtades, kus detailide pinnaprofiilid kokku puutuvad Liimikihi paksus, mm
Liimikihi OPTIMAALNE PAKSUS on tavaliselt (0,05 ... 0,15) mm
Priit Põdra 4. Ainesliited 40 Lii id nihketugevuse Liimide ihk t võrdlus õ dl
Allikas:
http://www.roymech.co.ukKonkreetse liimi
kasutamisel tuleb selle tugesvusomaduste tuvastamisel lähtuda tootja andmetest andmetest.
Priit Põdra 4. Ainesliited 41
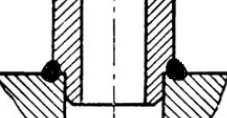
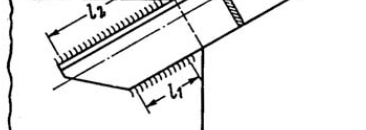
K tt liit tugevusarvutus Katteliite t t Katteliide Tugevusarvutuse EELDUSED: b
· pinged liimikihis laotuvad ühtlaselt; F F · liite tugevus ei tohi olla väiksem detailide tugevusest. t
L t
D t ilid piirpinge Detailide ii i tõmbel tõ b l
Katteliite tugevusarvutuse üldine metoodika: N F Liite nõutav tugevusvarutegur Suurim ohutu tõmbepinge liite vähima ristlõikega detailis: Lim
1. ADet tb b S Q F Lim t
2. Keskmine nihkepinge liimikihis: 5. Detailide nõutav ülekate: ALiim Lb S L Lim Lim t LK t
3. Suurim nihkepinge liimikihis: max K K Liimikihi Lim S L pingejaotustegur Täpsemate andmete Lim t Lim puudumisel: K = 2 Liimi
nihketugevus 4. Liimikihi tugevustingimus nihkel: max K S L S Priit Põdra 4. Ainesliited 42 MASINAELEMENDID
AITÄHH KUULAMAST !
Palun, kas on küsimusi ?
Priit Põdra 4. Ainesliited 43


















































































































































































































































































































































































































































































































Kõik kommentaarid