Keevisõmbluste ja –liidete
tüübid ja
soovitusi nende
valikuks Keevisliidete klassifitseerimine ja põhitüübid (vt.
lisamaterjal internetis
leon .3.4.est)
1.1.1
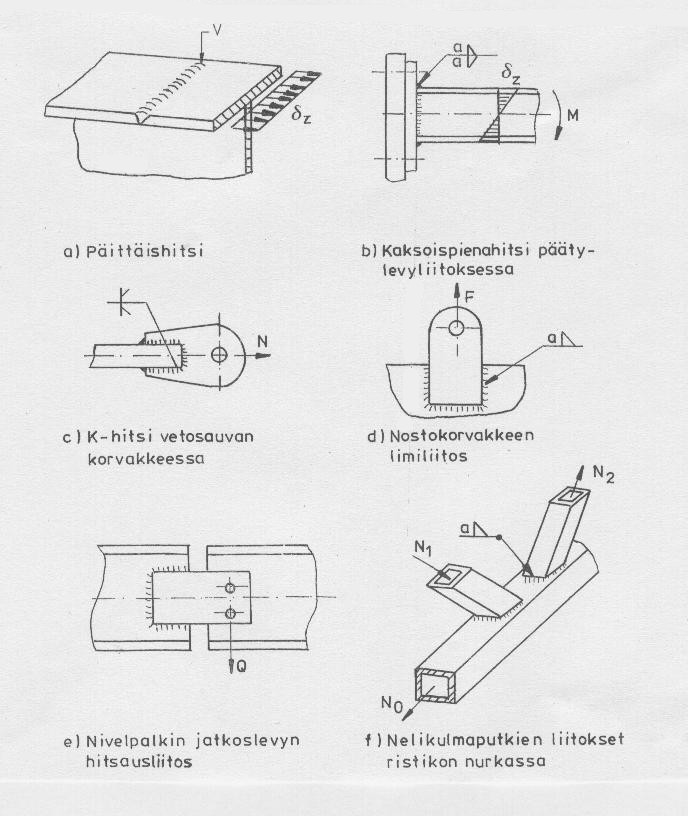
Põkk ja nurkõmblused. Põhiliited
Joon.1.1
Põhiõmblused ja
liited 1.1.2Liigitus koormuste järgi
Võtavad vastu nii teljesuunalisi kui
ka paindemomendist tingitud
koormusi . Nõue:
liide põhimaterjaliga
võrdtugev
Ühendab põhiliselt detailid
nurkõmblustega(T ja I-
talad staatilistel koormustel. Saab kasutada
osaliselt läbikeevitatud õmblusi. Madalamad kvaliteedinõuded8tase
C või D). Harva kasutatakse läbikeevitatud V ja K liiteid ja juure
avamisega.
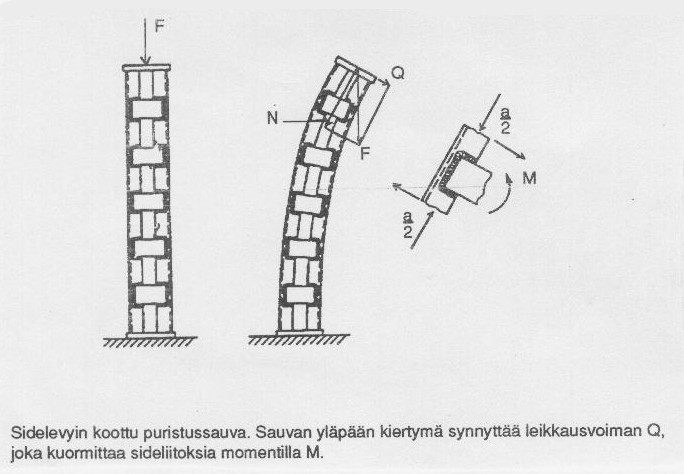
Annab konstruktsioonile jäikuse ja
väldib osade omavahelist liikumist(side ja jäikuslapid),U-profiilid
kokku
- Armatuurliited
- Hoiavad või kinnitavad abi elelmente,kaableid, torusid . Võib kahjustada põhikonstruktsiooni!!
Joon.1.2 Jõuliited
a)b)
Joon.
1.3 Kinnitusliited-a) ja sideliited-b)
Liigitus
koormuste liigi järgi (seostatult defektidega)
- staatiliselt koormatud
- dünaamiliselt koormatud, väsimusele töötavad
- termodünaamiliselt töötavad
1.2 Soovitused keevisliidete valikuks
ja kavandamiseks.
Informatiivne
materjal.Koostatud”
Welding handbook,v. 1lDesign of welded
joints ”
põhjal..
Analoogsed skeemid ka saksakeelses kirjanduses.
Mida tuleb arvestada liite tüübi
valikul :
Nõudeid tugevusele,koormuse liiki,korrosiooni.Väsimuskoormamisel vältida pingekontsentraatoreid.
Juurdepääsetavus keevitamisele ja inspekteerimisele
Majanduslikke tegureid
Keevitusdeformatsioone
Kahanemispingeid ja sisepingeid,mis võivad põhjustada pragusid.
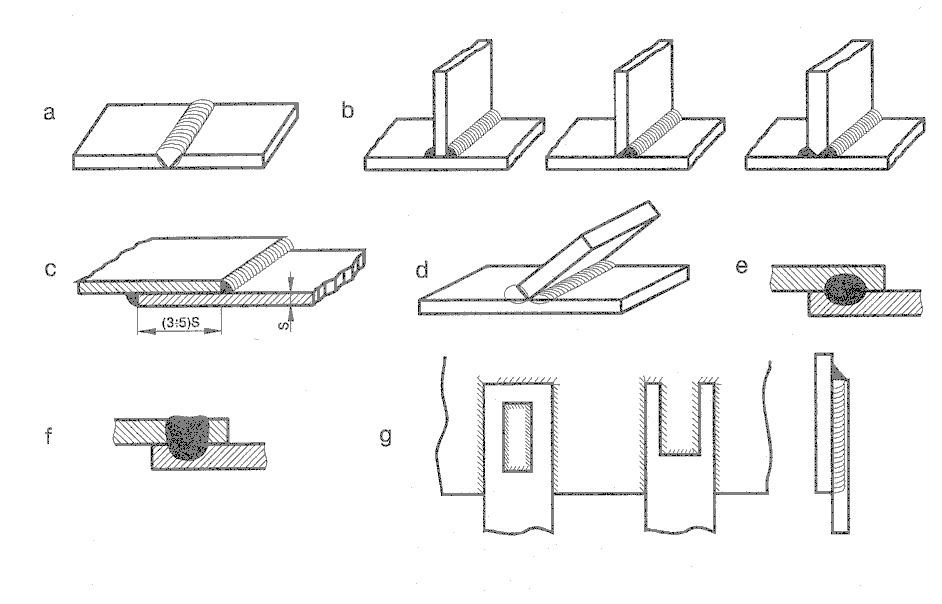
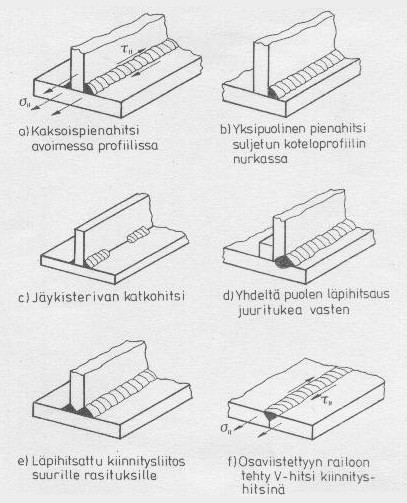
Põkkõmblused “ groove welds”-servavahemikuga õmblused.
Faasimata õmblused I
–õmblus,materjali paksustel kuni 4 mm ühelt poolt.
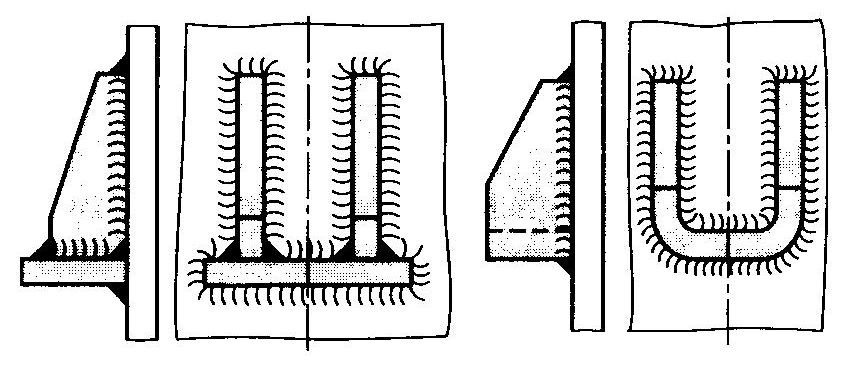
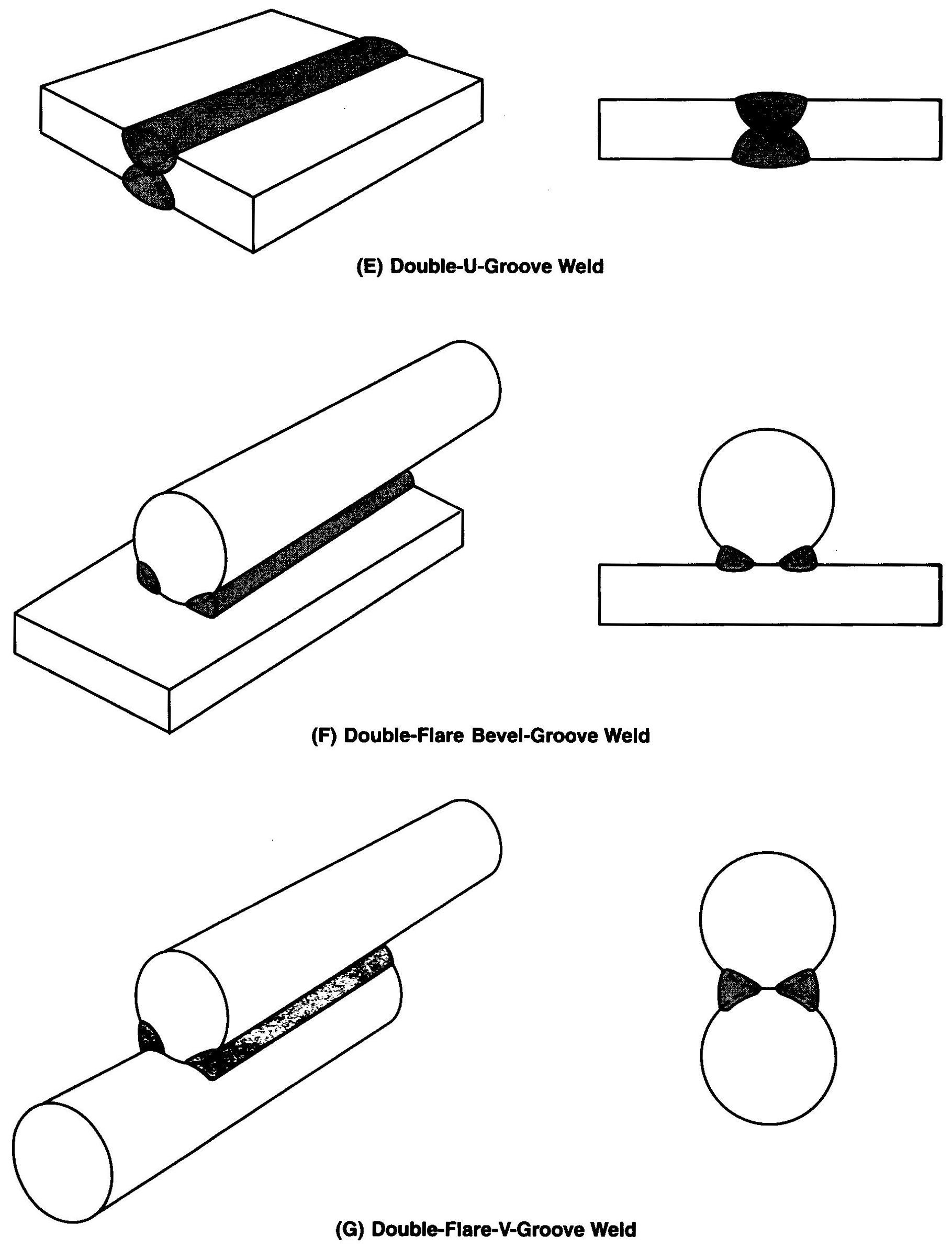
J ja U õmblused võimaldavad kokku
hoida lisametalli võrreldes teiste sümmeetrilise servakujudega.
Faasimise kaldenurgal mõju
keevitusdeformatsioonidele. Kui väheneb õmbluse ristlõige,vähenevad
ka deformatsioonid.Ühepoolse faasimisega liiteid on keerulisem
keevitada kui kahepoolse faasimisega,kuna tuleb vastavalt elektroodi
kallutada.
Täieliku läbikeevitusega
õmblused( joint penetration) kindlustavad põhimetalliga võrdväärse
tulemuse ja liited töötavad ka väsimusele.
V-õmbluse tugevus sõltub õmbluse
juure läbikeevitusest. USA-s loetakse majanduslikult otstarbekaks
sellist liidet materjali paksusel kuni 20 mm.
Ühepoolse faasiga põkkõmblust
raskem keevitada. K-õmblust faasidega ühel detailil soovitatakse
kasutada materjali paksustel kuni 38-40 mm.
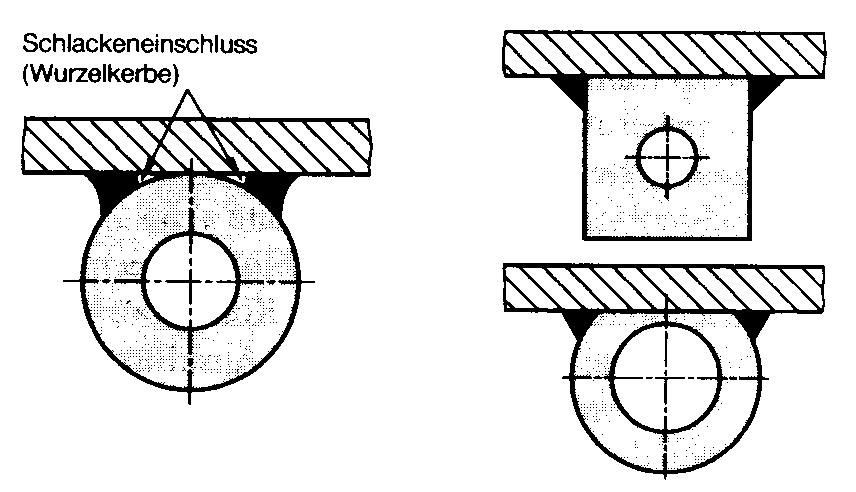
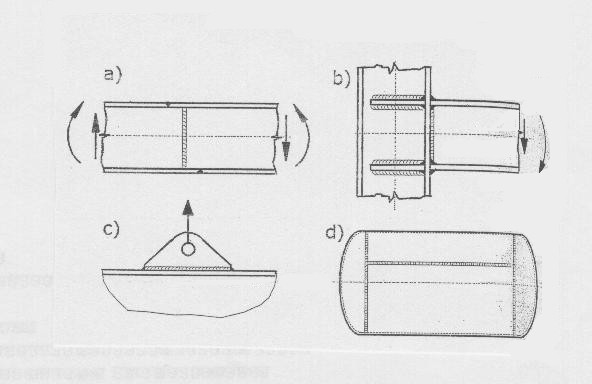
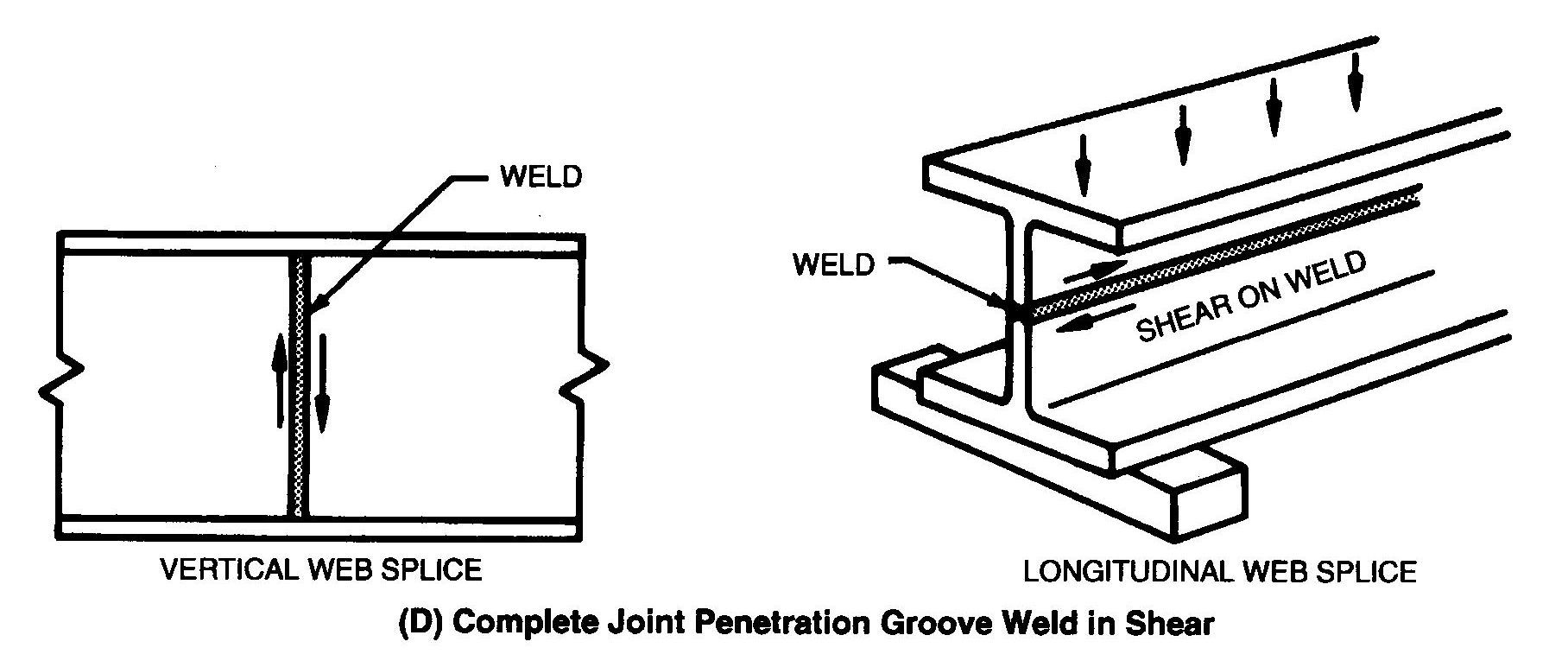
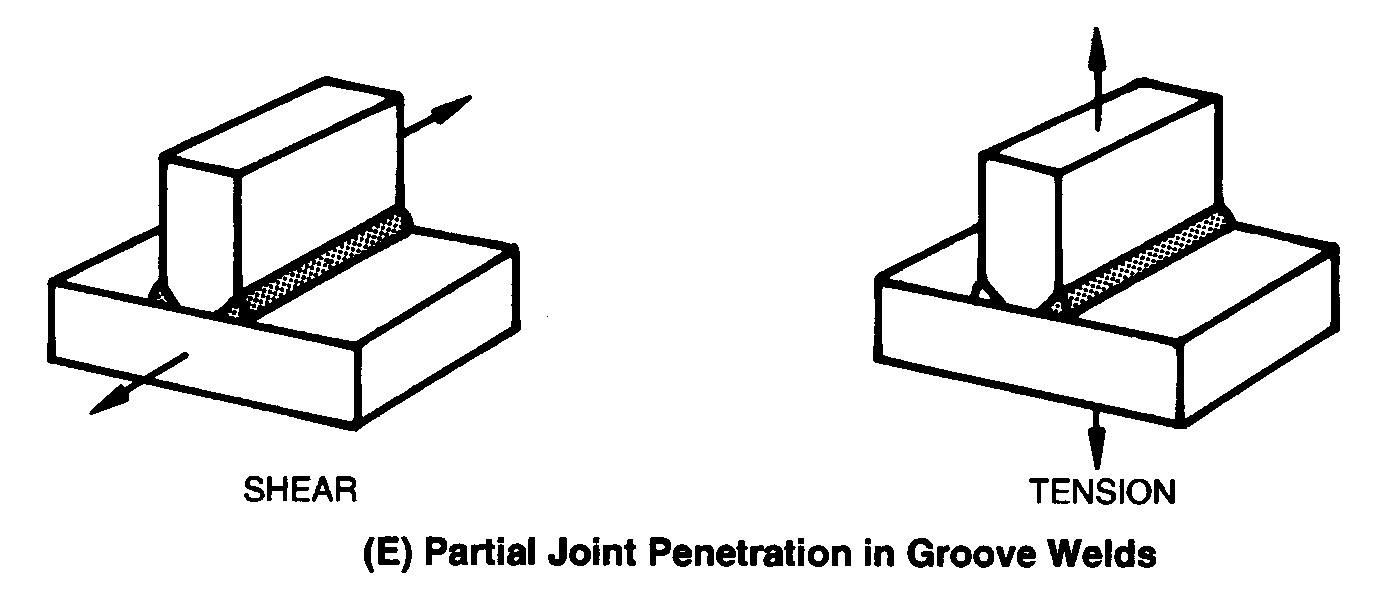
Joon.1.4. Nihkele töötav põkkõmblus
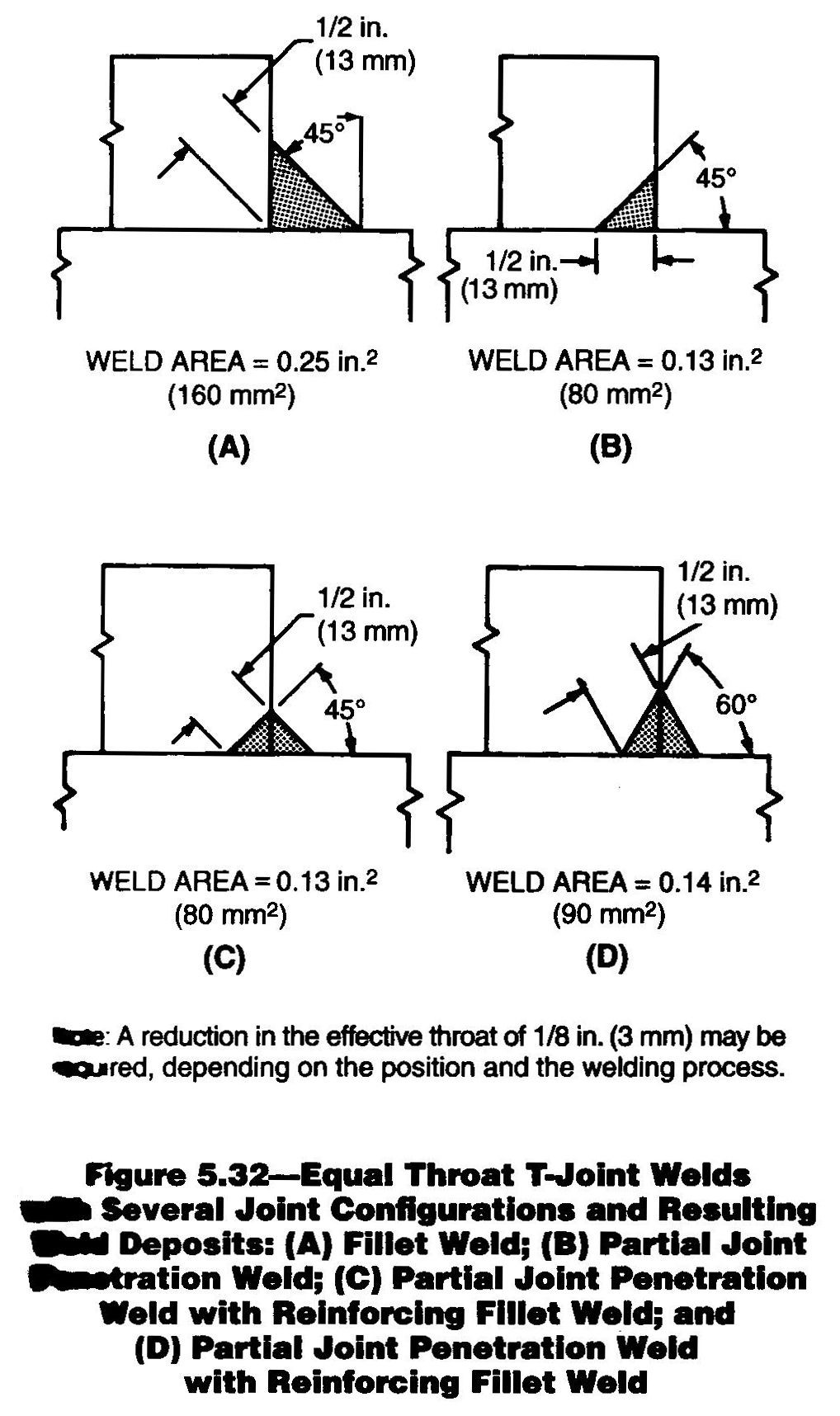
Osalise läbikeevitusega
õmblused(partial joint penetration).
Õmbluse juurepoolne e. alumine osa ei
ole läbi keevitatud., mis saab pingekontsentraatoriks ja ei ole
lubatav väsimuskoormustel risti liitega.
Lubatavad pinged on madalamad kui
läbikeevitatud õmblustel: USA standardites:lubatud tõmbepinge ei
tohi ületada 0,6 terase voolavuspiiri. Nihkepinged ei tohi
põhimetallis ületada 30% lisametalli tõmbetugevusest või 40%
põhimetalli tõmbetugevusest.
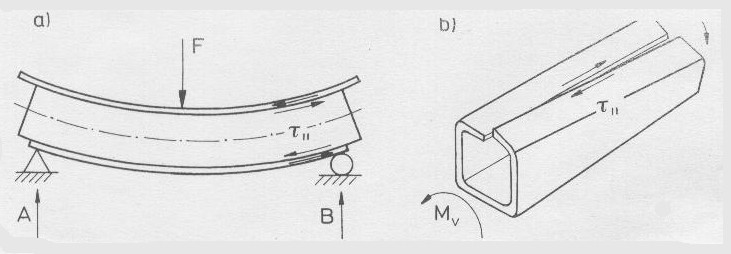
Kui liide koormatud piki õmblust,siis
saab osaliselt keevitatud õmblust kasutada niistaatilistel kui ka
väsimuskoormustel,kuidmitte korrodeeruvates
tingimustes.
Nurkõmblused (fillet welds)
Majanduslikult eelistada
põkkõmblustele. Ei ole vaja servi faasida,koostamine lihtsam,lühem
keevitusaeg.Liitepinnad vaja puhastda enne keevitamist.
Kui tugevusarvutused nõuavad
nurkõmblusi kõrgusega üle 16 mm,siis kaaluda võimalust valmistada kombineeritud õmblus “ faasitud põkkõmblus+nurkõmblus.
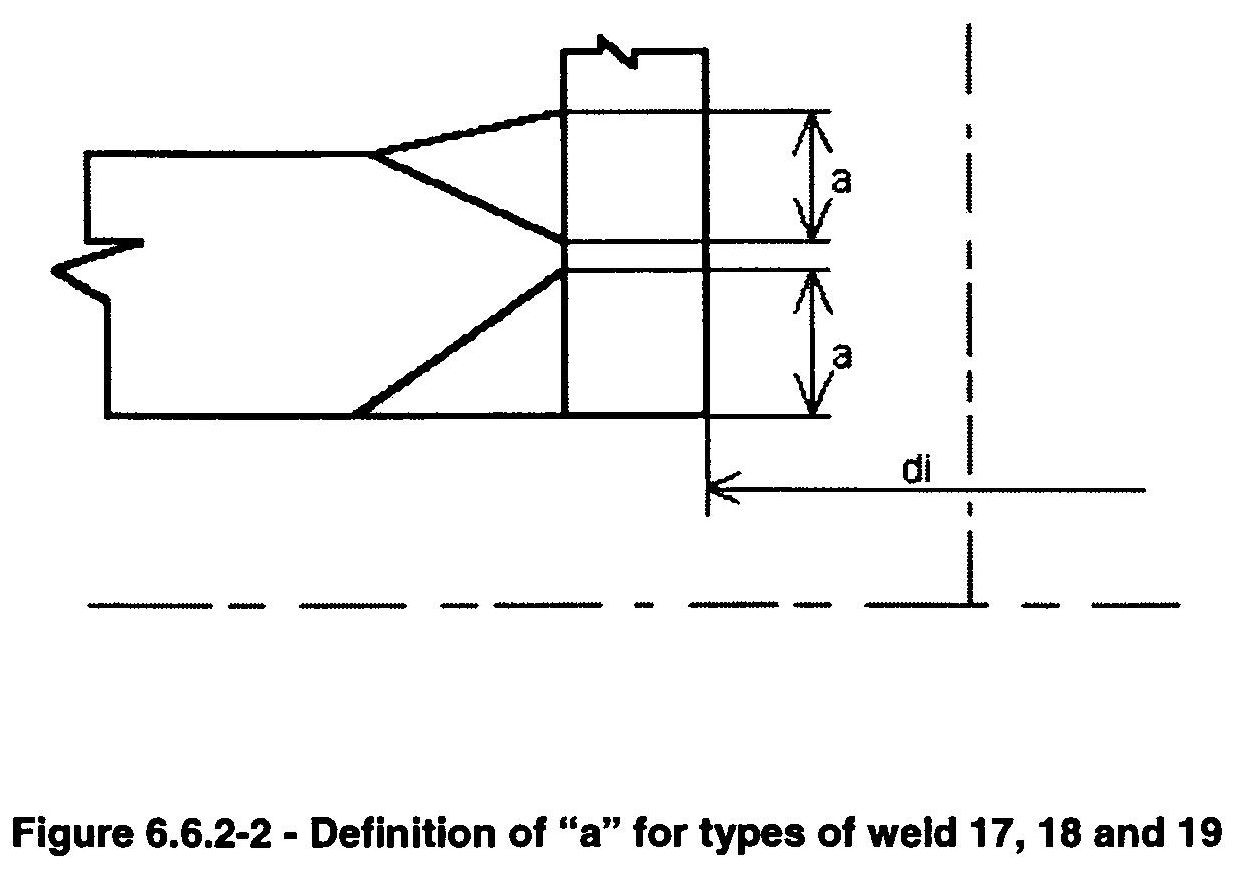
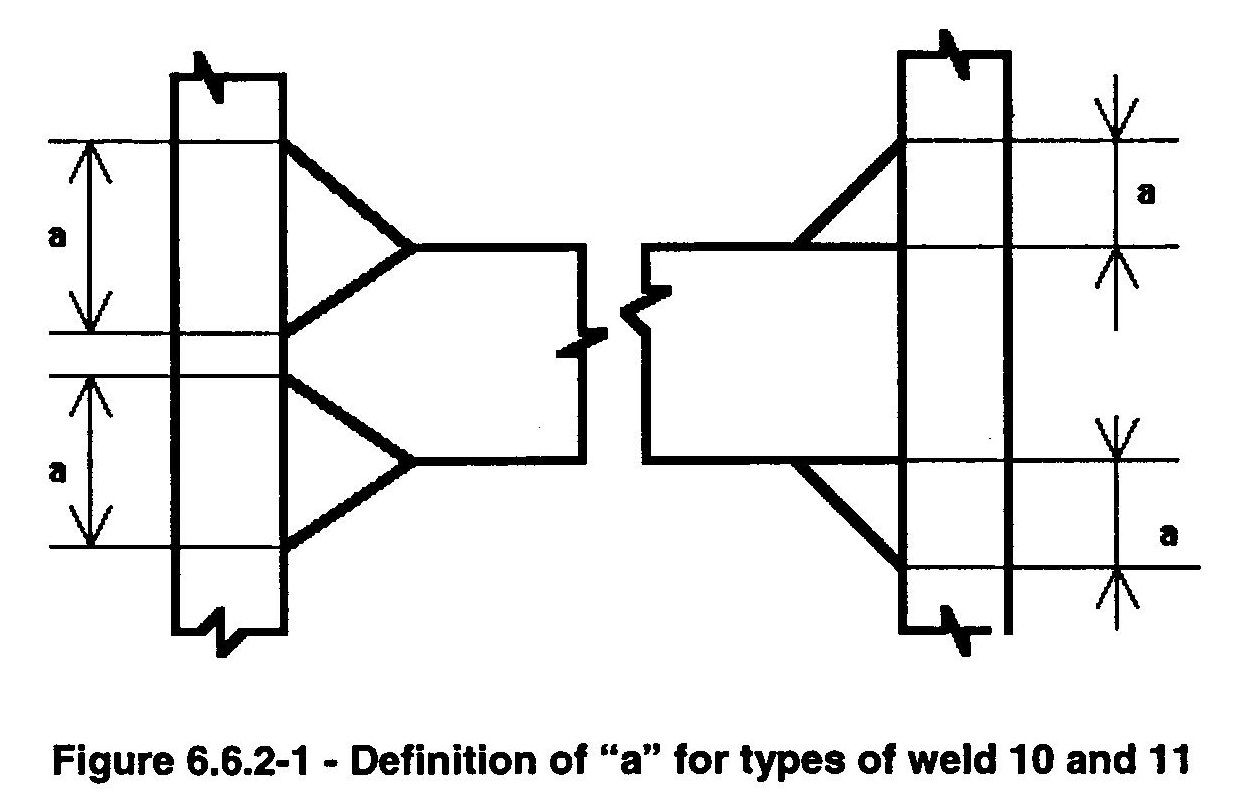
Õmbluste arvutamisel teha vahet
mõistetel:
Theoretical throat
Actual throat
Effective throat(kui võtame arvesse
läbikeevituse,lubatud SMAW protsessil,täidistraadi ja robotite kasutamisel ehituskonstruktsioonide juures).
Kuidas suhtuda erinevate kaateti pikkustega nurkõmblustesse.teoreetiliselt võiks kavandada,et tagada
erineva paksusega metalli vajalikku soojusbilanssi,kuid kontrollijate seisukohast loetakse kaatetite ebavõrdsust defektiks.
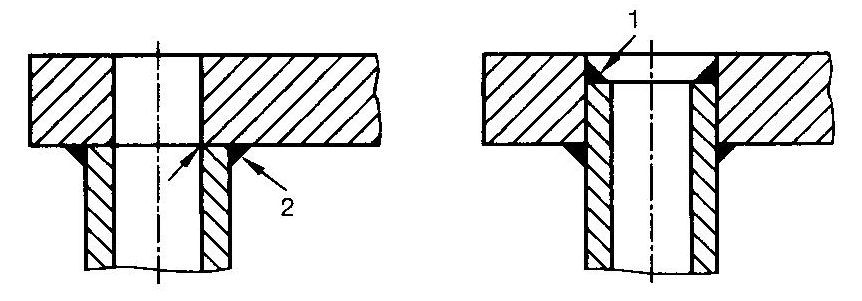
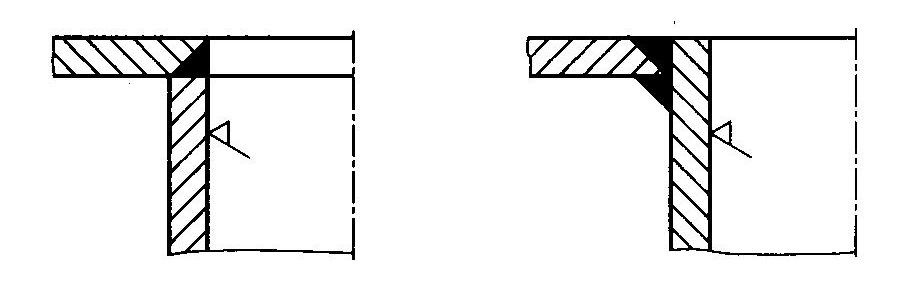
Ühe ja kahepoolsed
nurkõmblused,katteõmblused(joon. 1.5)
Joon.1.5
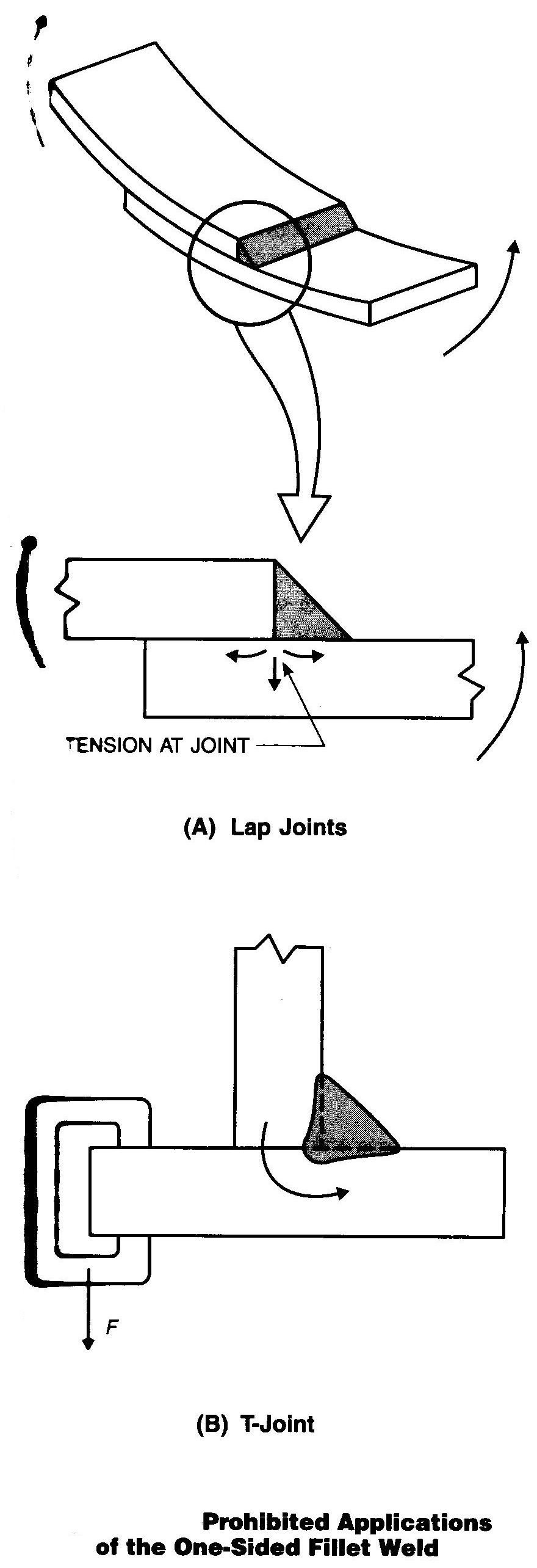
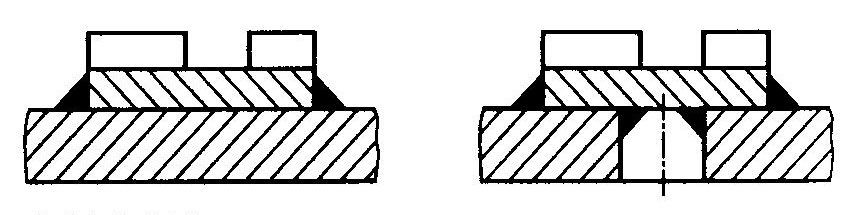
Paindemoment on tingitud
tõmbepingetest keevisõmbluse juures. Seetõttu ei kasutata
katteliidetes 1 nurkõmblust,sama T-liitega,kui detailid saavad
pöörduda ümber õmbluse telje või kui mõjuvad löökkoormused.
Kui olemas ligipääs,siis keevitada 2 poolsed väiksemad
nurkõmblused.
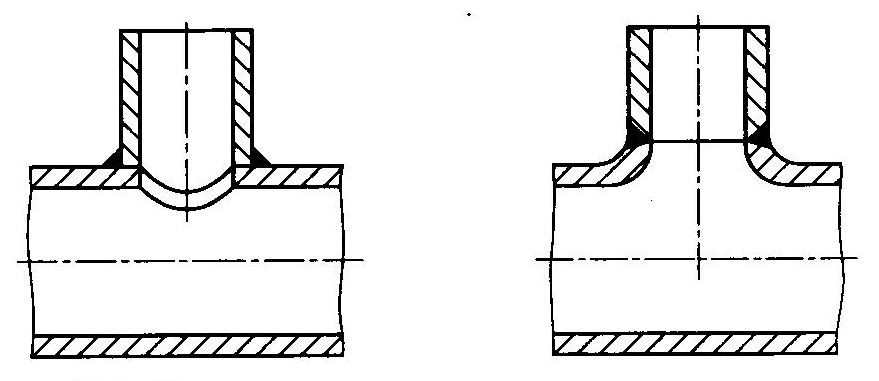
Mida arvestada keevisõmbluse tüübi
valikul?
Kavandaja peab otsustama,kas kasutada
põkk-või nurkõmblust.Tuleb arvestada töö maksumusega(ka
lisametalliga) kui ka teostatavusega(performance).
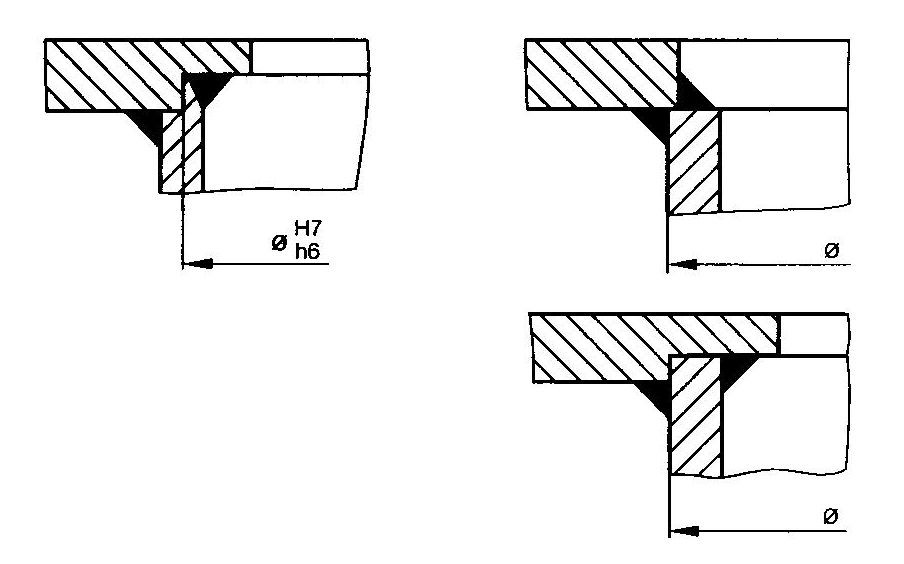
Joon1.6. Nurkõmblused ja osalise läbikeevitusega õmblused
Joon.1.7
Piirangud keevistoodete kavandamisel.
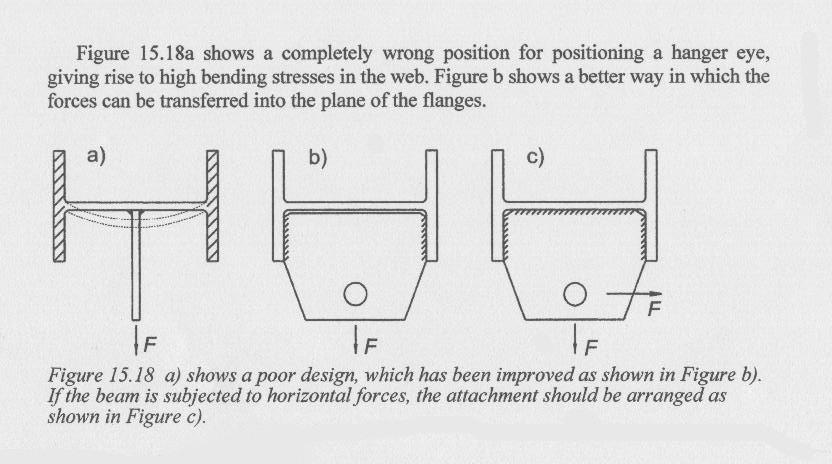
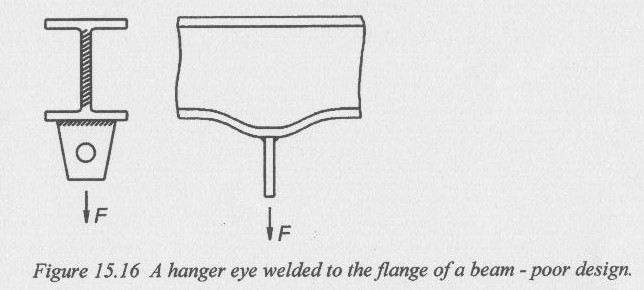
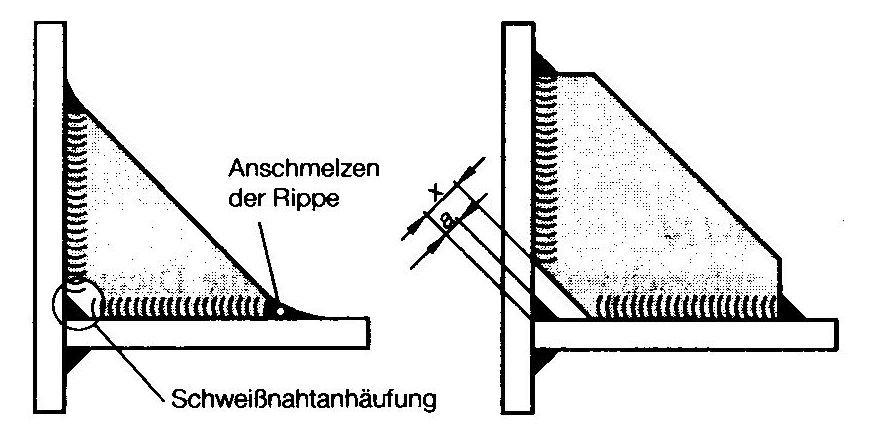
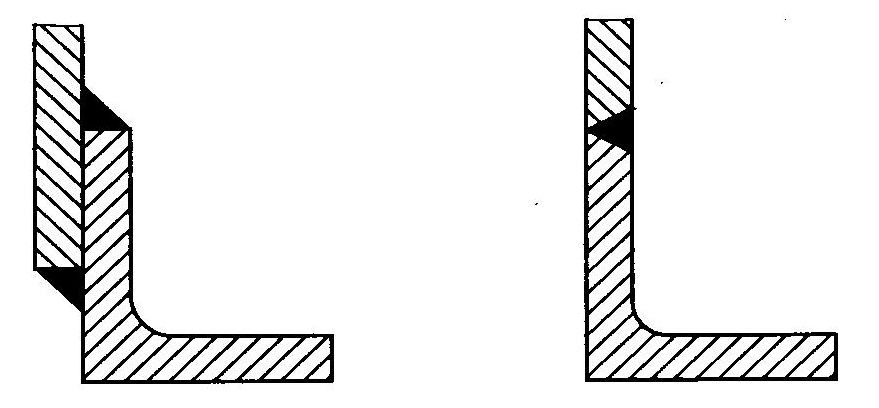
1.Liitele
mõjuvad jõud peaksid olema detailide tasapinnas,mitte risti.
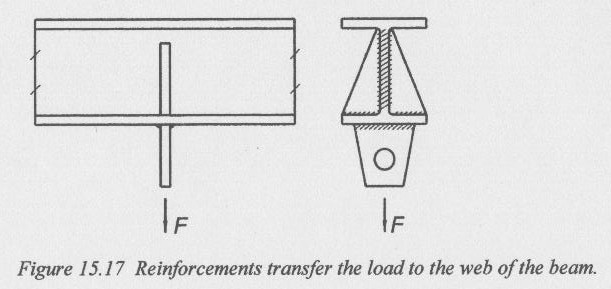
Konstruktsiooni halb lahendus joon.15.16.ja 15.5 a) I tala tõstekõrv
risti,siis keevitada jäikusplaadid tala alla(joon15.17) või siis
keevitada tõsteplaat piki I tala (Joon 15.5,näitamata).
2.Arvestada
võimaliku korrosiooniga. Vältida kitsaid pilusid,kuhu võiks
koguneda vihmavesi,nt katteliidete korral või keevitada katteliide
ümberringi kinni.
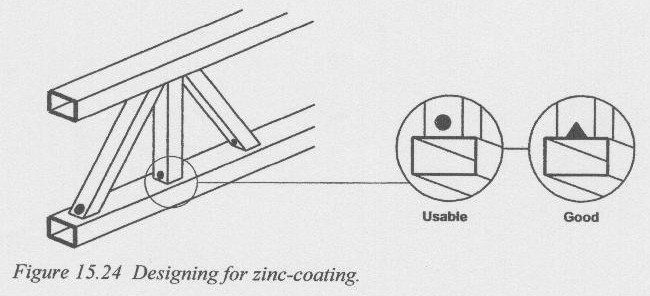
3.Kui
tooted lähevad kuumtsinkimisele,samuti mahulised konstruktsioonid termotöötlusele,ette näha avad õhu ja liigse tsingi
eemaldamiseks(Joon. 15.24).
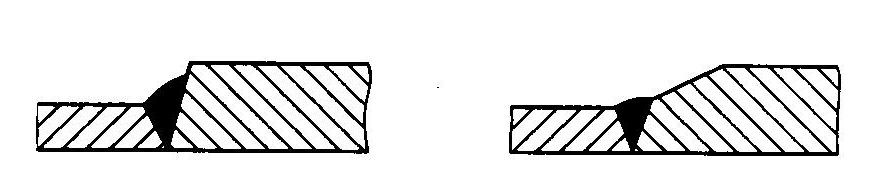
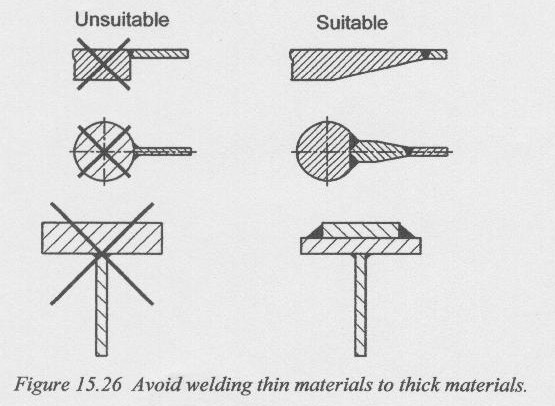
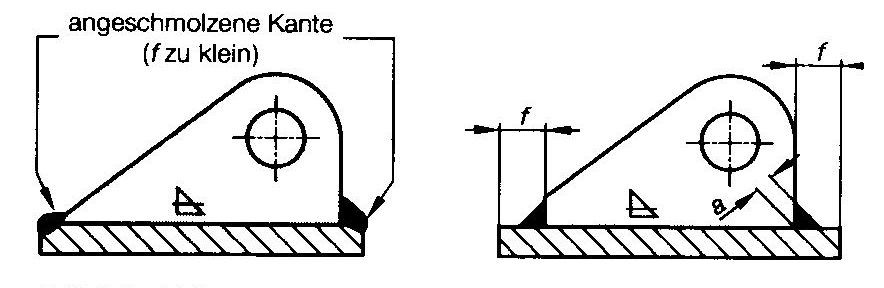
5.Vältida
paksu plaadi liitmist õhukesega- ei ole lubatud väsimusele
töötavatele liidetele.vajalik kooniline üleminekuosa(Joon.
15.26.). Probleem paksema laadi läbikeevitusega ja liitevigadega ja
õhukese plaadi liiga kiire jahtumisega
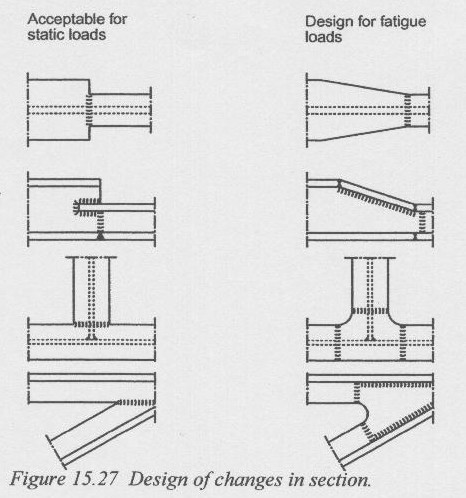
6.
Väsimuse töötavatel liidetel tuleb vältida toote ristlõike
järske muutusi(Joon15.27)
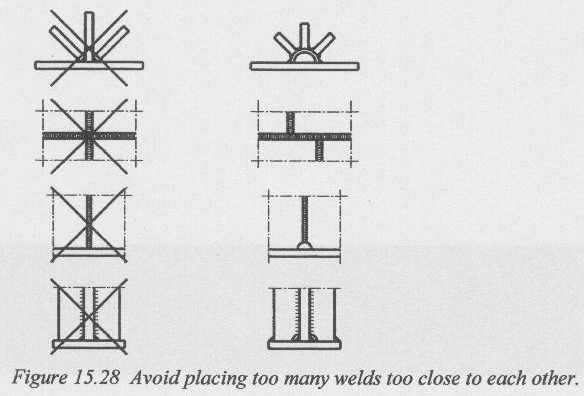
7.Võimalusel
väldi keevisliidete kontsentreerumist kitsassse alasse.Vii nad
madalamate pingetega alasse(Joon 15.28)ja võimaluse korral nihuta
õmblused
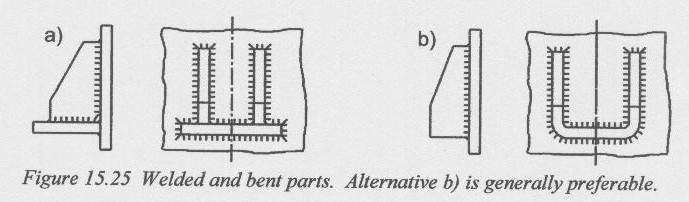
8.Õkonoomiast
ja kvaliteedist lähtudes arvestada:
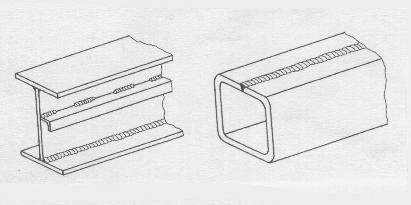
-kasutada
eelistatult paindprofiile ,samuti valtsprofiile(Joon 15.25)
-kasutada
ratsionaalseid keevitusprotsesse nagu punktkontaktkeevitus , kaarkeevitus ,hõõrdkeevitus.
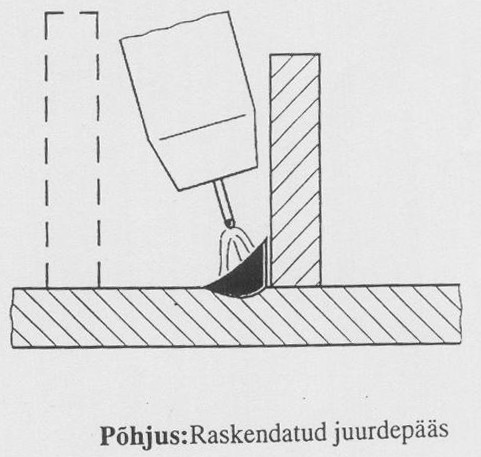
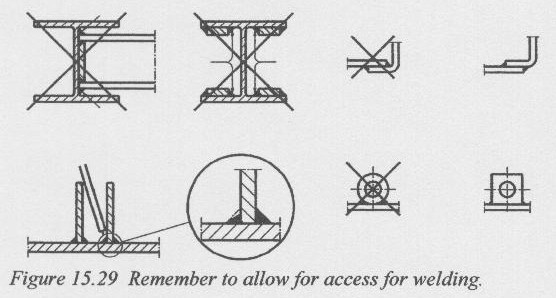
-Arvesta
ligipääsetavusega(accessibility) keevitamiseks ,aga ka kontrolliks,
hoolduseks, inspekteerimiseks (Joon.15.29)
-Võimaluse
korral vali keevitamine allasendis
-vali
selline detailide servakuju et kuluks võimalikult vähe elektroodi
e. lisametalli(filler metal ,welding consumable )
-optimeeri
nurkõmbluste kõrgust ja kasuta täpseid arvutusmetoodikaid.
Nurkõmbluse kõrguse suurendamine suurendab kulusid elektroodidele
ja suurendab keevitusdeformatsioone. Seos keevituse
soojussisestusega. Kasuta sügava läbikeevitusega
keevitusprotsesse(nt ehituskonstruktsioonide keevitamisel räbustis
lubatud vähendada kõrgust kuni 25%
-Võimalusel
kasuta katkendõmblusi(staatilised koormused,korrosioonioht)
-Määra
optimaalse keevisliidete kvaliteeditasemed ja tolerantsid.
-Kasuta
sümmeetrilisi õmblusi keevitusdeformatsioonide vähendamiseks
-Automaat-
ja robotkeevitusel konstruktsioonile erinõuded- ligipääsetavus
Joon.1.9.
Ebasoovitatavad(vasakul) ja soovitatavad-(paremal) lahendused
Joon.1.10 Kombineeritud ja sügava läbikeevitusega õmblused. Erandlik mõõtmestamine Survemahutite ja ehituskonstruktsioonide standardid





















Kõik kommentaarid