1. MIG/MAG-keevituse alused
1.1. MIG/MAG-keevituse tööpõhimõte
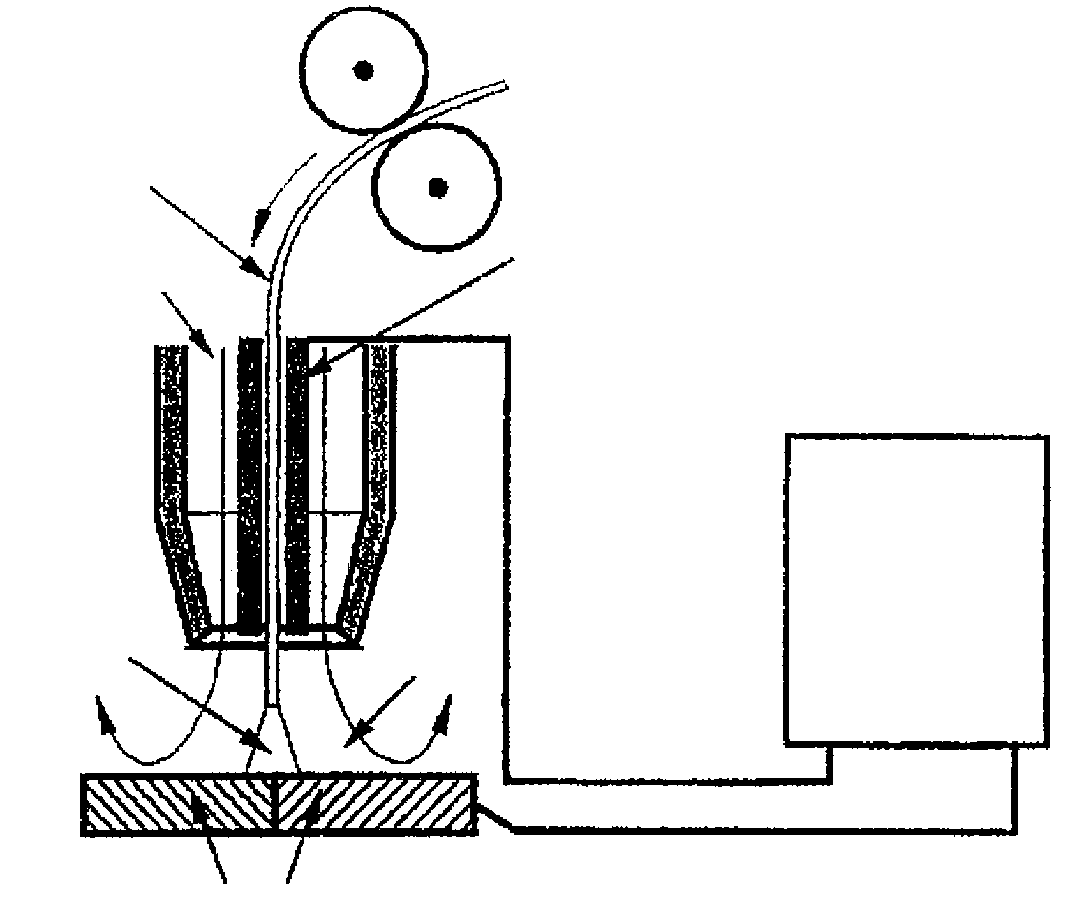
MIG/MAG-keevituse tööpõhimõtet ja masina ehitust selgitavad skeemid joonistel 1.1 ja 1.2. Keevitamise ülesandeks on moodustada kahe liidetava detaili vahele püsiliide, mille mehaanilised
omadused (tõmbetugevus, katkevenivus, purustustöö löökpaindel) ei jääks alla detailide materjali
omale. Keevitamisel sulatatakse traadist elektroodi ots ja
liidetavate detailide
servad kaarleegiga, mida
kutsutakse keevituskaareks. Keevituskaare temperatuur võib
ulatuda kuni 50007000 °C elektroodil
ja kuni 26003900 °C kaares. Elektroodi keevitustraadi kujul antakse kaarevahemikku ette ühtlase
kiirusega ja mehhaniseeritult traadietteandemehhanismi rullide abil. Kasutatakse poolile keritud
keevitustraati (joonisel näitamata). Keevitusvooluna kasutatakse vastupolaarset (DC+) alalisvoolu,
kus
elektrood ühendatakse vooluallika +klemmiga.
Keevitusvool antakse energiakadude vähenda-
miseks keevitustraadile keevituspüstolisse kinnitatud voolukontakti abil vahetult enne keevituskaart.
Keevituskaare piirkonda kaitstakse sinna juhitava kaitsegaasi joaga. MIG/MAG-keevitust loetakse
poolautomaatseks, kuna elektroodi etteandmine on mehhaniseeritud, keevitusliikumine e
keevitus püstoli liikumine piki õmblust toimub
keevitaja käe abil.
Keevitustraat Kanal Voolukontakt
Elektrikaar
Gaas +
Põhimetall
Joonis 1.1. MIG/MAG-keevituse põhimõtte skeem.
MIG/MAG-keevituseks on vajalik stabiilne traadi etteandekiirus ja järgmise tingimuse täitmine:
Protsessi stabiilsuse tingimus Traadi etteandekiirus = traadi sulamiskiirus
7 1
3 2 4
5
12
7
8
9 11 10
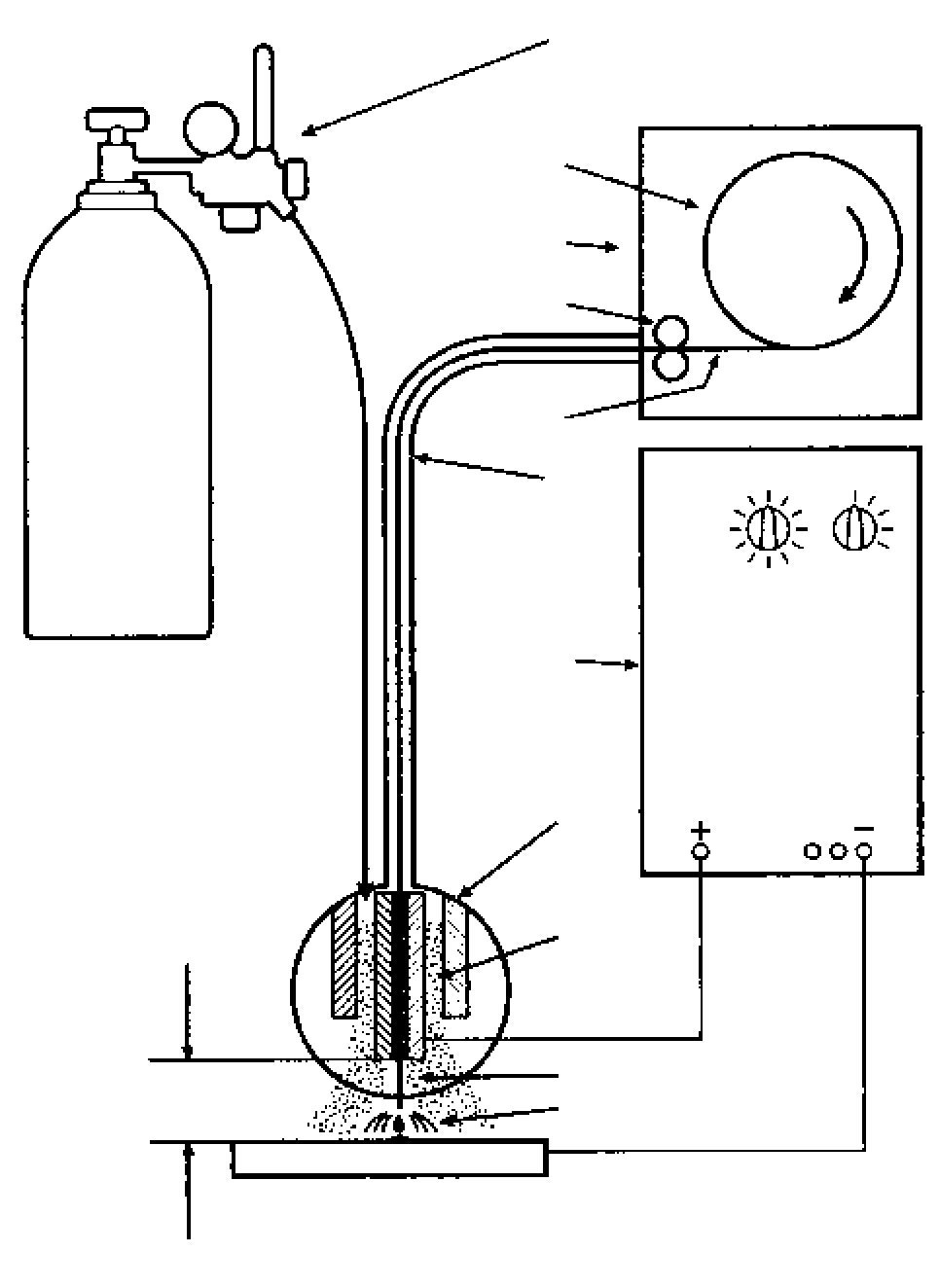
Joonis 1.2. MAG-seadme põhiosad: 1kaitsegaasi
balloon koos reduktori ja gaasikulu mõõturi-
rotameetriga; 2 traadi etteandemehhanism; 3 traadi pool; 4 etteanderullid; 5 keevitustraat;
6 peavoolik; 7 keevituspüstol; 8 kaitsegaasi juga; 9 kaitsegaasi pilv; 10 traadi siirdumine
keevi tusvanni; 11 voolukontakti kaugus.
1.2. MIG/MAG-keevituse liigitamine ja kasutatavad lühendid
Elekterkeevitus
sulava elektroodiga
kaitsegaasis e kaitsegaasis
kaarkeevitus kannab üldnimetust
kaitsegaasmetallkaarkeevitus (gas shielded
metal -arc
welding , gas metal-arc welding). Kaarkeevitus kaitsegaasis liigitatakse
kasutatava kaitsegaasi omaduste järgi kahte gruppi.
Keevita -
mist aktiivkaitsegaasis (nt CO2 või gaasisegudes CO2 + Ar jm) nimetatakse aktiivgaaskaarkeevituseks
või kaarkeevituseks aktiivgaasis (metal-arc
active gas welding, MAG-welding, gas metal arc welding,
GMAW). Kõigile olulisematele keevitusprotsessidele on antud standardites tunnus- e koodnumber,
mis kantakse nii keevitaja sertifikaadile kui ka keevitusprotseduuri spetsifikaadile. Antud keevitus-
protsessi tunnus- e koodnumber on 135. Eristatakse veel kaarkeevitust inertgaasis (Ar, He) (metal-arc
inert gas welding, MIG-welding), selle protsessi tunnusnumber on 131. Kuna mõlemad keevitusprot-
sessid erinevad vähe ja nende puhul kasutatakse ühtesid ja samu seadmeid, siis tarvitatakse sageli
lühendit MIG/MAG-keevitus. Väga sageli kasutatakse kirjanduses lühendit MIG-keevitus ja selle all
mõeldakse ka MAG-keevitust, näiteks poolautomaatkeevitust süsihappegaasis.
Roostevaba terase
keevitamisel kasutatakse
kaitsegaasina argooni väikese (2%) süsihappegaasi lisandiga. Seetõttu
loetakse seda keevitusviisi MAG-keevituseks.
8 Kaarjootmine. MIG/MAG-masinat saab kasutada tsingitud, teras- ja
roostevabast plekist liidete
saamiseks, kus detailide servadele kantakse sulajoodise kiht. Kaare võimsus on väiksem ja kasuta-
tud pronkstraatide sulamistemperatur madalam kui liidetavatel metallidel. Kaar ei sulata detailide
servi, kuid liitepindu
kattev sulajoodis ühendab
viimased tugevaks liiteks. Nii saab protsessi kiirust
kuni 10 korda tõsta.
1.3. MIG/MAG-keevituse eelised ja puudused
Keevitusprotsessi iseloomustab kõrge
tootlikkus , mis on tingitud suurte keevitusvoolude 80...500 A
rakendamisest ja keevitustraadi väikesest läbimõõdust (0,82,0 mm) põhjustatud suurest voolutihe-
dusest 100...500 A/mm2. Suurt
voolutugevust võimaldab kasutada asjaolu, et keevitusvool juhitakse
keevituselektroodile vahetult enne keevituskaart keevituspüstolis oleva voolukontakti kaudu. Võrreldes käsikaarkeevitusega
kattega elektroodiga (MMA) e
elektroodkeevitusega (tunnus
number 111) on MIG/MAG-
keevitusel järgmised eelised:
suurem tootlikkus, pealesulatustegur e keevitustootlikkus on piirides 1,27 kg/h
tingituna suurest voolutihedusest elektroodil;
suurem keevituskiirus cm/min;
puuduvad elektroodi vahetamisest tingitud
katkestused , mistõttu õmbluste kvaliteet on parem;
lihtsam mehhaniseerida ja automatiseerida;
keevitamisel ei teki räbu (v.a täidistraadi
kasutamisel );
keevitaja näeb vahetult õmblust ja keevitusvanni keevitamise ajal;
keevituskaar soojuslikult kontsentreeritud, mistõttu termomõju tsoon on kuni 2 korda kitsam ning struktuurimuutused ja deformatsioonid põhimetallis väiksemad, suureneb läbikeevituse suurus;
keevitaja lühike väljaõppeaeg.
MIG/MAG-keevituse puudused:
ei sobi kasutamiseks välitingimustes;
keevitustraatide valik on tunduvalt väiksem käsikaarkeevituse elektroodide omast;
lühikaarkeevitusel ja keevitusparameetrite vääral
valikul võib esineda palju pritsmeid (kuni 710% traadi massist).
Keevitusprotsessi kasutatakse kõikide keevitatavate metalsete materjalide puhul: mittelegeer-,
madallegeer- ja kõrglegeerterased, alumiiniumi-, vase- ja niklisulamid. Sõltuvalt keevitatavast
mater -
jalist valitakse kaitsegaasi liik. Keevitada saab väga erineva paksusega lehtmaterjali. Minimaalseks loetakse umbes 0,6mm
paksust terast, ülemine piir praktiliselt puudub. Paksema terasplaadi
keevitamiseks sobib kõige
paremini keevitamine täidistraadiga. Materjali paksuse nii suur erinevus on võimalik tänu keevitus
parameetrite ja keevituskaare tüüpide laiale reguleerimisvahemikule. Seda keevitusviisi saab kasu-
tada kõigis ruumilistes asendites ja reeglina
sisetingimustes . Välitingimustes ja
ehitusplatsidel võib
tõmbetuul rikkuda keevituskaare gaasikaitset.
9 Kontrollküsimused
1. Mis on keevitamise eesmärk ja millised on nõuded keevisliite mehaanilistele omadustele?
2. Kuidas toimub elektroodi ja detailide
servade sulatamine kaarkeevitusel?
3. Mida tähendab lühend ,,MAG-keevitus", mis on selle tunnusnumber? Loetlege keevitatavad metallid.
4. Mida tähendab lühend ,,MIG-keevitus", mis on selle tunnusnumber ja kus MIG-keevitust kasuta- takse?
5. Miks leidis MAG-keevitus esialgu laialdast kasutamist autode kereremonditöödel?
6. Kuidas kaitstakse sulakeevisõmbluse metalli õhuhapniku ja -lämmastiku kahjuliku toime eest MAG-keevitusel?
7. Millised on MIG/MAG-keevituse eelised võrreldes elektroodkeevitusega?
8. Millised on MIG/MAG-keevituse puudused võrreldes elektroodkeevitusega?
9. Mille poolest erineb MAG-keevitus MIG-
keevitusest ?
10. Miks nimetatakse MAG-keevitust poolautomaatkeevituseks?
2. Keevisõmbluste iseloomustus ja tähistamine joonistel
2.1. Keevisõmbluste ja -liidete põhitüübid
MAG-keevitusel sulatatakse detailide servad ja
servavahemik täidetakse sulalisametalliga ehk
elektrooditraadiga. Keevitamise tulemus on keevisõmblus ehk
keevis . Keevisõmbluste põhitüübid
ristlõike kuju järgi on MAG-keevitusel järgmised:
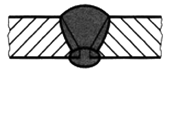
1. põkkõmblus detailide servade vahel, tähistatakse lühendiga BW;
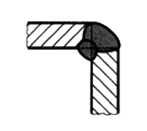
2. nurkõmblus, kolmnurkse ristlõikega, tähistatakse lühendiga FW;
3. punktõmblus, korkõmblus.
Märkus. Õmbluste tähistus on tulnud inglise keelest: põkkõmblus
butt weld; nurkõmblus fillet
weld.
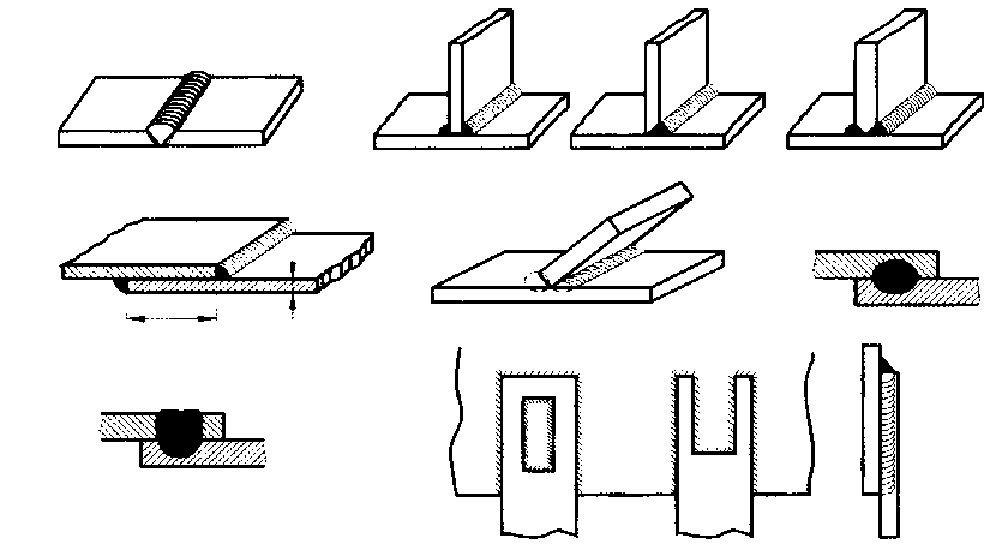
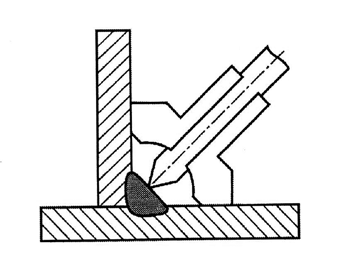
Olenevalt ühendatavate detailide vastastikusest asendist jaotatakse
keevisliited järgmiselt
(vt joon. 2.1.):
· põkkliide (a),
·
nurkliide (b),
· katteliide (c, g)
· punktliide (e, f ),
· servliide,
· T-
liide ehk
vastakliide (d).
10 a b
c d e
s (3:5)5
f g
Joonis 2.1. Keevisõmbluste ja liidete põhitüüpe.
Eraldi rühma moodustavad ühelt või mõlemalt poolt faasitud püstplaadiga sügava lähikeevitusega T-lii-
ted, mida loetakse keevitatuks kas põkkõmblusega või 2 õmblusega (põkkõmblus + nurkõmblus). Põkkõmblused sulatatakse läbi terve materjali paksuse ulatuses, mida tõendab
alumisele pinnale
ehk juurepinnale moodustunud väike vallike ehk
tugevdus . Kuna ühelt poolt keevitades suudab
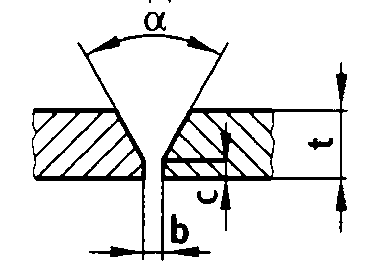
keevituskaar sulatada kuni 4 mm paksust terast, tuleb suurematel paksustel detailide servi faasida.
Nii sulatab keevituskaar piisava õhupilu juures detailide vahel õmbluse juure. Kui
teraslehe paksus
on 310 mm, saab kasutada V-tähe
kujulist servakuju, paksema materjali korral võib servakuju olla
keerulisem. Faasimata servadega õmblust nimetatakse I-õmbluseks ja V-servadega V-õmbluseks
jne. Tabelis 2.1 on toodud standardi EVS EN ISO 9692-1:2000 järgi enam levinud servakujud ja õhu-
pilud MAG-keevitusel. Kui V-õmblustele esitatakse rangemaid nõudeid mehaaniliste omaduste ja
hermeetilisuse osas, siis võidakse keevitada liide ühelt poolt, mille järel puhastatakse vastaspoole
servavahe käiadega ja keevitatakse sellelt poolelt kitsama läbimiga. Sellist tegevust nimetatakse
juure avamiseks ja keevisõmbluse tähistusele kantakse
poolring . Joonisel võib olla õmbluse tähis-
tuse juures märkus ,,
juur avada". Tänapäeval tähistatakse keevitatava materjali paksust t-tähega ja
läbikeevituse suurust s-tähega.
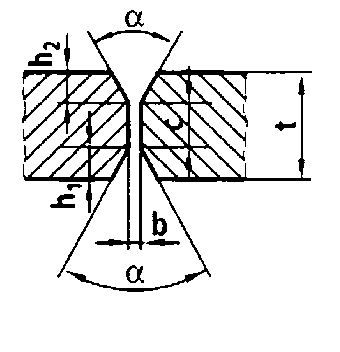
2.2. Keevisõmbluse ehitus ja mõõtmed
Keevitamise kvaliteedinõuetest lähtudes peaks põkkõmbluse läbikeevituse suurus s võrduma lehe
paksusega (t) t=s, mis tähendab seda, et keevitamise vastaspoolel ehk juurel peab moodustuma
väike tugevdus ehk
vallik (EN ISO 5817 kvaliteeditasemed B ja C). Kui seda vallikut ei moodustu,
siis on tegemist osaliselt läbikeevitatud õmblusega. Keevitamise tulemusena tekib õmbluse pea-
lispinnal vallik ehk tugevdus kõrgusel h ja laiusega b. Vallik peaks olema võimalikult madal, sujuva
üleminekuga põhimetallile ja ühtlase
laiuse ning kõrgusega. Iga keevisõmbluse kõrval tekib muutu-
nud struktuuriga ala, mida nimetatakse termomõju tsooniks, lühendatult TMT, inglise keeles lühend
HAZ. Keevitusdeformatsioonide ja õmbluse kvaliteedi seisukohalt oleks soovitatav, et TMT laius
oleks minimaalne. Võrreldes käsikaarkeevitusega on MAG-keevituse termomõju tsoon 2 korda kit-
sam, mis on tingitud kontsenteerituma keevituskaare kasutamisest. Metalli ülekuumutamise tõttu
võib TMT-l tekkida jämedateralise ferriidi ala, mis vähendab märgatavalt liite plastsust ja sitkust.
Karastuvate teraste keevitamisel võivad TMT-l tekkida karastusefektist tingitud külmpraod.
11 Nurkõmblust iseloomustab selle kõrgus või paksus, mis tähistatakse a-tähega. Sageli võidakse
anda ka nurkõmbluse kaateti z väärtus, mille vahel on seosed: a=0,7z, z=1,4a.Tähega s tähistatakse
läbikeevituse sügavust ehk läbikeevitust.
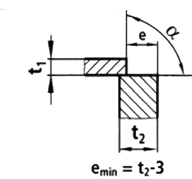
Tabel 2.1. Servakujud ja õhupilud terase keevitamisel. Väljavõte standardist. A. Põkkõmblused ja põkkliited.
Paksus t, Õmbluse tüüp
Eskiis Servakuju , b c mm
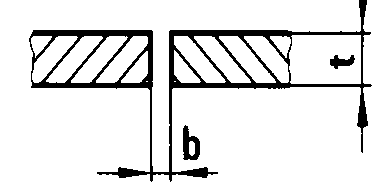
t4 I-õmblus b= t
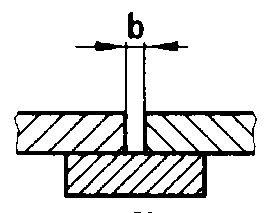
3> t8 6b8
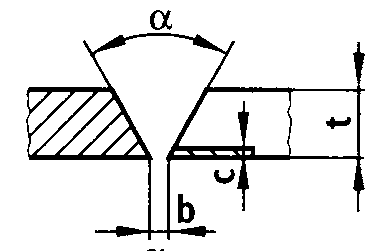
3t40 Y-õmblus
60° 1b4 2c4
t>10 Juureläbimiga 60° V-õmblus 1b4 2c4 40°60°
t>10 Juureläbimiga X-õmblus 60°
1b4 2c6 40°60°
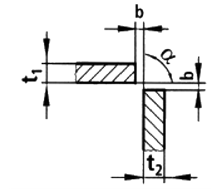
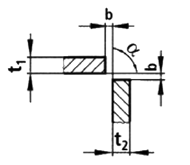
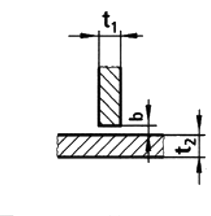
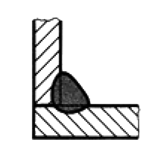
12 B. Nurkõmblused ja nurkliited.
Paksus t, Õmbluse, Eskiis Servakuju , b mm liite tüüp
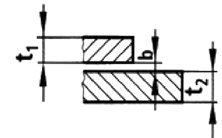
t1 >3 Nurkliide kahe
t2 >3 nurkõmblusega 70°110° b2
2t14 Läbikeevitatud T-liide b2
2t24
t1>2
t2>2
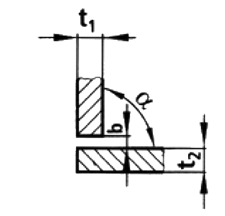
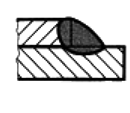
t1>2 Nihutatud nurk
t2>5 liide kahe nurk õmblusega 60°120°
t1>2 Ühepoolne
t2 >2 T-liide nurk õmblusega 70°100° b2
t1>2 Katteliide
t2 >2 b2
t1>2 Nurkliide
t2 >2
60°120° b2
13 s z
a
Joonis 2.2. Nurkõmbluse mõõtmestamine.
2.3. Nõuded keevisõmbluste kvaliteedile
Kaarkeevitusel esinevad õmbluses või TMT-l alati kõrvalekalded pidevuses (kokkusulamatus,
poorid , räbupesad,
praod , sisselõiked) või kujus (nurkõmbluste liigkumerus, ebavõrdsed kaatetid,
juurevajum, järsk üleminek õmbluselt põhimetallile, servade
nihkumine ). Kui need kõrvalekalded
on mõõtmetelt või arvult lubatud piires, siis on tegemist keevitusdefektiga. Kui keevitusdefektide
suurus ületab mingi lubatud piiri, siis muutuvad need keevitusvigadeks. Nende esinemisel tuleb
õmblused lahti lõigata ja uuesti keevitada ehk teha
vigade parandus. Standardi EVS ISO 5817 järgi
jagatakse keevisliite lubatud
defektid 3 tasandi e klassi vahel:
1. B-tase. Kõige kõrgem. Vastutusrikkad tooted, eurokeevitaja proovitööd, survemahutid.
2. C-tase. Keskmine. Selle taseme järgi valmistatakse enamik metallkonstruktsioone. Eesti kutse standardi proovitöö aktsepteerimistase.
3. D-tase. Mõõdukas. Staatiliselt
koormatud ja toatemperatuuril töötavad
konstruktsioonid .
D-tasemest madalama tasemega keevitustööd ei ole aktsepteeritavad. Standardis EN ISO 5817
on esitatud lubatud keevitusdefektid tasemete järgi tabeli kujul. Väliseid defekte saab keevitaja või
kontrollija hinnata
visuaalselt . Juhul kui kas või üksainus defekt ületab aktsepteerimispiiri,
tunnistab kontrollija terve konstruktsiooni mittevastuvõetavaks. MAG-keevitusel on tüüpiliseks keevitusveaks
V-õmbluste korral õmbluse servade kokkusulamatus ehk liiteviga. Seda saab avastada liite ristlõike
makrolihvil või ultrahelikontrolliga. Nõuded keevisõmbluste kvaliteedile kantakse joonisel õmbluse
tähistuse sabaosasse või joonise
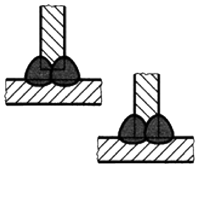
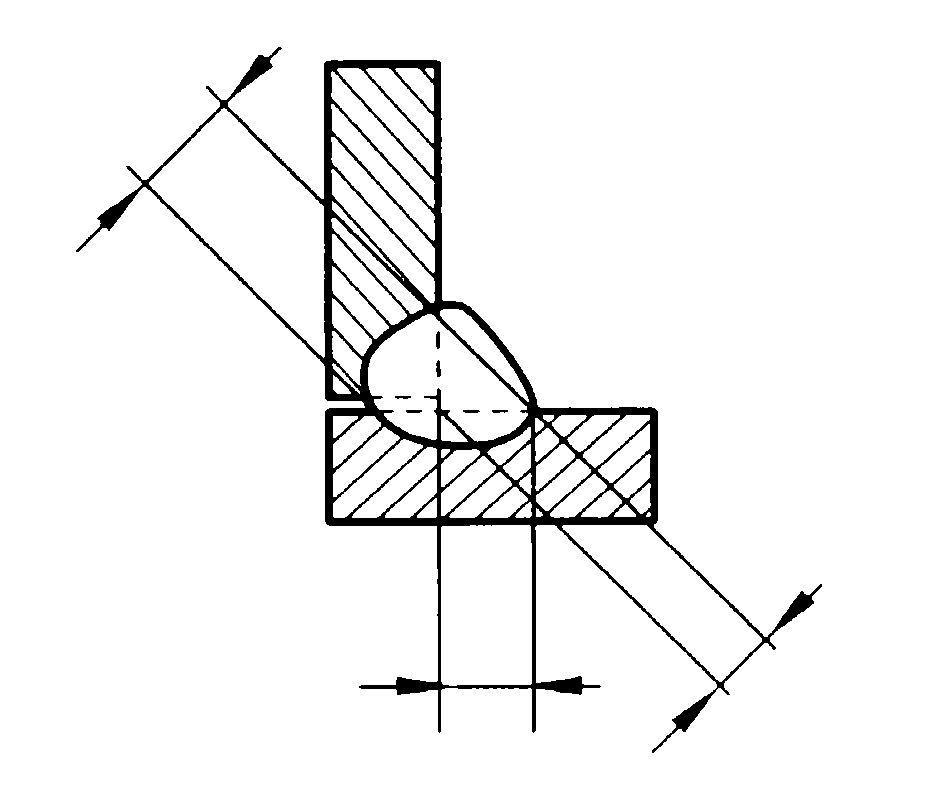
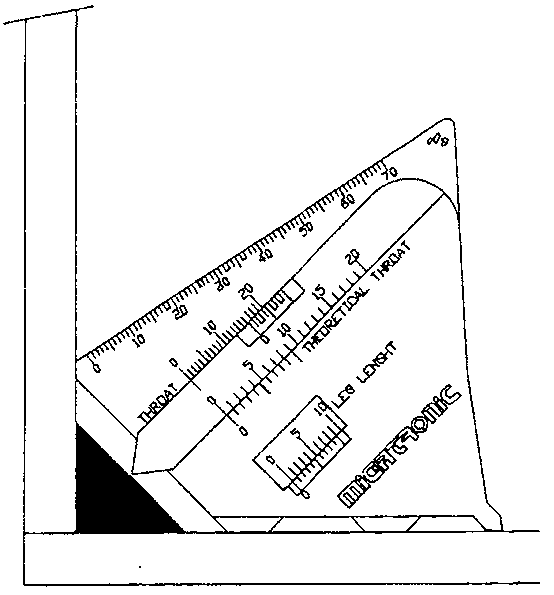
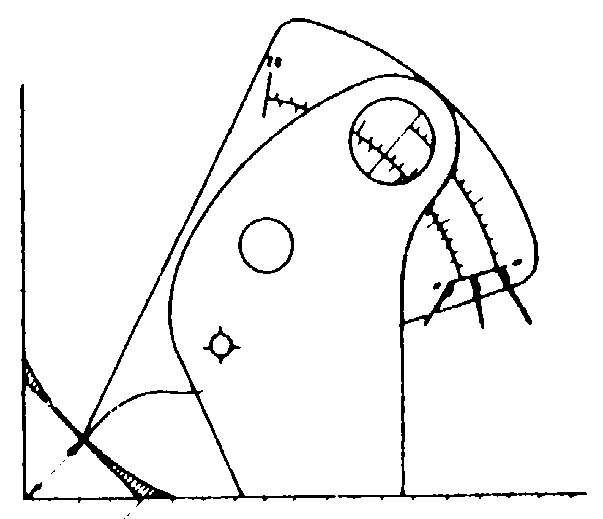
kirjanurga peale märkusega, nt: keevitusdefektid ISO 5817/B. Nurkõmbluste juures kontrollitakse õmbluse kõrgust vastavate mõõturitega (joonis 2.3), aga
ka kaatetite erinevust, sisselõikeid, pealevalgumist, õmbluse
kumerust . Põkkõmbluste korral on
põhilisteks keevitusdefektideks sisselõiked, liigkumerus, läbikeevitamatus, servavahemiku mitte-
täitmine jt. Kogenud keevitaja on võimeline visuaalselt
hindama väliseid keevitusdefekte ja õmbluse
mõõtmeid.
14 C B A
a
Joonis 2.3. Nurkõmbluse mõõturid. a
a
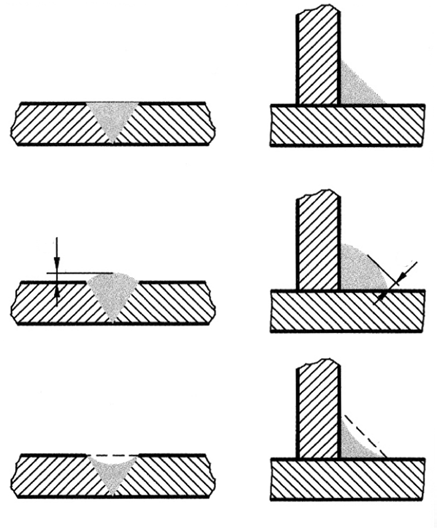
Joonis 2.4. Keevisõmbluse võimalikud kujud.
Tasane , kumer ja nõgus õmblus.
15































Kõik kommentaarid