1. Alumiiniumi
leidumine looduses, alumiiniumi füüsikalised omadused.
Al on hapniku, H ja
Si järel 4. kohal olev aine maakoores, ligikaudu 8% , kõige enam
levinud met-line komponent.
Esineb peamiselt
boksiidis - liitkivimid (Al2O3 ) ja alumosilikaatides -
päevakivides. Boksiit koosneb järgmistest oksiididest: Al2 O3 50 –
60 %;
Fe2O3 3 – 30 % ; SiO2 1 -7 %;
TiO2 1 -5 %
Peamisteks
esindajateks on ortoklass K[ Al2O3]. Al kuulub
savide ja paljude
teiste mineraalide koostisse. Põhilised leiukohad on Venemaal,
Jamaikal ja Austraalias
Tihedus on 2,69 kg/dm,
sulamistemperatuur 658 ºC,
keemistemperatuur ca 2500 º C. Hea
soojus - ja
elektrijuht
Puhas Al on pehme ja
sitke ning hästi vormitav. Al
pinnale moodustub oksiidikiht paksusega 0,00001 mm, mis kaitseb
korrosiooni eest.
Kasutatakse terastes legeeriva komponendina
kontsentratsiooniga ca 0,05%
Korrosioonikindlus merevees.
Merevesi sisaldab kloori, mis soodustab korrosiooni.
Korrosiooni vältimiseks kasutatakse AlMg
sulameid ehk
merealumiiniumi . Mg-ga legeerimine tõstab
oksiidikihi tugevust sest
sinna hulka läheb ka MgO-di. Lisaks legeerimisele kasutatakse
tavaliselt ka lisa katoodkaitset. Alumiiniumi kasutatakse
laevaehituses peamiselt
tekkide konstruktsioonides, kiirlaevadel,
katamaraanides ja paatides. Merealumiiniumi lehtede tuntumad
koostised on AlMg 2,5; Al Mg 3,5; Al Mg 3 Mn; AlMg4; AlMg 4,5
Mn07.
2.
Alumiiniumisulamite kasutusvaldkonnad.
Ehitus, transport,
tehnika, pakendamine.. Lennundus, autotööstus,
sport ,
elektriseadmed, kodutehnika, ehitus,
laevaehitus 3.
Alumiiniumisulamite mehaanilised omadused.
- deformeeritavad
(termotöödeldavad, mitte-termotöödeldavad)
-
valusulamid (termotöödeldavad, mitte-termotöödeldavad)
- legeerelemendid
- Mg, Si, Cu, Zn -
tõstavad tugevusomadusi
- Mn, Cr - tõstavad
korrosioonikindlust
- Cu - vähendab
korrosioonikindlust
- Ti - parandab
pinnaomadusi
Al –Mg
sulamid –
magnaaliumid- on väikese tiheduse, suure tugevuse ja plastsusega,
hea keevitatavuse, lõiketöödeldavuse ning korrosioonikindlusega
kuid halvasti valatavad ning halva soojusjuhtivusega ja madala
kuumutustugevusega (kuni 100º C).
Muude lisanditega
alumiiniumsulamid :
Kuumustugevad Al
sulamid on mõeldud tööks kuni 350º C. Kasutatakse näit
lennukimootorite kolbide valmistamiseks. Mehaanilised omadused
sõltuvad termotöötlusest ning valmistusviisist.
Alumiiniumi
laagrisulamid: Al- Sn- Cu, Al- Ni, Al - Sb- Cu jt), kasutatakse
mono -
ja bimetalsete valatud liugelaagrite ja valtsitud leht- ning
ribamaterjalist stantsimise teel valmistatud laagriliudade tarvis.
Võrreldes babiitidega on alumiiniumi laagrisulamid odavamad,
kergemad, suurema tugevuse, parema
soojusjuhtivuse ja
korrosioonikindlusega ning tehnoloogilisemad. Puuduseks on suur
joonpaisumistegur .
Puudub
külmhapruse nähtus, mistõttu saab kasutada kuni - 163C.
Madalam
tõmbetugevus, nt. puhtal Al 50 N/mm2, kuid termotöödeldud Zn-Mg-Cu
legeeritud
sulamitel kuni 700 N/mm2. Väike
elastsus , kõrge
plastsus . Väsimustugevus problemaatiline. Hea löökkoormustel, kuna
neelab löögienergiat.
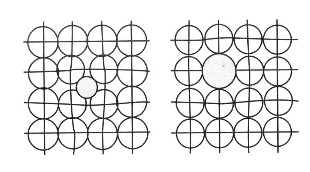
4.
Alumiiniumsulamite tardlahuste tüübid
kahte tüüpi, kus
lisaaine aatom on paiknenud
alumiinium aatomi vahele ja teine-
lisaaatom on paiknenud võrgustikku.
5.
Alumiiniumsulamite liigitus
Alumiiniumsulameid
liigitatakse , lähtudes töödeldavuselt ja termotöötlusest.
Alumiiniumit võib legeerida paljude elementidega,
andes rida
kasulikke konstruktsioonimaterjale.
Puhas Al ja
pulberjal – sulamid: deformeerit. (vanand. ja mittevanand) ja
valussulamid (vandand. ja mittevanand.)
Alumiiniumi
deformeeritavad sulamid Liigitatakse:
a) sulamid, mida
termotöötlusega ei tugevdata (mittevanandatavad) - kuuluvad Al-Mn-
ja Al- Mg- süsteemi sulamid,
b) Termotöötlusega
tugevdatavad (vanandatavad).-Al- Cu-, Al-Cu-Ni-, Al-Mg- Si-, Al-Zn-
Cu ja Al- Li süsteemi sulamid.
Tuntuimad
deformeeritavad, kuid mitte termotöödeldavad sulamid on Al- Mn- ja
Al- Mg- süsteemi sulamid.
Mangaan lahustub alumiiniumis
piiratult ,
mistõttu tööstuslikud Al-Mn sulamid sisaldavad 1...2% Mn ning nad
on 15% tugevamad
puhtast alumiiniumist.
Magneesiumi
lahustuvus on alumiiniumis on suurem, mistõttu Al-Mg sulamid
sisaldavad kuni 10 % Mg. Al-Mg sulamite tootmisel on oluliseks puhta
alumiiniumi kasutamine
Alumiiniumsulamite
termotöötlus (
vanandamine ) põhineb asjaolul, et antud süsteemi
sulamites esineb piiratud lahustuvus, mis erineb suuresti madalal ja
kõrgel temperatuuril.
Selle grupi
tüüpilisteks esindajateks on Al-Cu sulamid (duralumiiniumid).
Vase lahustuvus
alumiiniumis toatemperatuuril on 0,2 % , kuid temp 548 C võib see
ulatuda 5,7 % -ni
6. komponentide
lahustuvus alumiiniumis.
⦁ Vask (Cu) 5,6% (546 ºC)
⦁
Magneesium (Mg) 14,9% (450 ºC)
⦁ Mangaan (Mn) 1,8% (658 ºC)
⦁ Räni (Si) 1,6% ( 577 ºC)
⦁
Tsink (Zn) 82,8% (383 ºC)
⦁
Mg2Si 1,8% (595 ºC)
⦁ Mg Zn2 16,9% (475 ºC)
7.
Al sulamid
leiavad palju erinevat
kasutust erinevates konstruktsioonides.
Sulamite tugevus ja vastupidavus erineb palju. Erinevused koostisest,
tootmise protsessist ning kuumusest, millega neid töödeldakse.
Teadmatusest tehtud vead sellel alal on viinud ajaloos valesti
disainitud konstruktsioonideni ja tekitanud al-le halva maine.
1.Puudus- (tugevuse) väsimine.
Al konstruktsioonidele määratud kindel eluiga,
terasest konstr -d
võivad olla igavesed.
2.puudus materjalina
- soojustundlikus. Hakkab sulama enne punaselt hõõgumist- ei ole
mingeid visuaalseid märke kui
metall on sulamislähedasel
temperatuuril. Tekivad kuumutamise tagajärjel sisemised pinged. Kuna
Al sulamispunkt on väga madalal, muudab see töötlemise keevitamise
või valmise teel raskeks.
Mõned Alumiiniumi
sulamid
AlSi (silumiin):
– räni 10..13%,
lihtsate detailide valmistamiseks. Silumiinideks
nimetatakse alumiiniumi ja räni (8…14%) sulameid. Sulamitel,
milles räni(10…13%) ja vaske 0,8% või räni(8…10%) magneesiumi
0,3% ja
mangaani 0,5%, on head valuomadused, need sulamid on ka
sitked ja korrosioonikindlad.
AlSiCu:
vastutusrikaste
valandite valmistamiseks (
plokk )
AlMg: kõrge
korrosioonikindlus ja head mehh. omadused,
halvem valatavus
AlCu: hea
valatavus, madalam korrosioonikindlus
AlMg, AlMn, AlSi:
kasutatakse ilma termotöötluseta,
plastsed , korrosioonikindlad
AlCuMg: duralumiinium ; kasutusel alates 1907.a.
AlZnMgCu:
kõrgtugev alumiiniumi
sulam (vanandatav)
Aldrei on
sulam, mis sisaldab kuni 1% magneesiumi, rauda ja räni. Sobib
juhtmete valmistamiseks sest on puhtast alumiiniumist tugevam ja
vasest kergem.
Magnaalium
sisaldab kuni 12% magneesiumi ja kuni 1% mangaani. kerge ja tugev
materjal. Hästi
keevitatav .
Alumell
on
nikli ja alumiiniumi sulam milles 2% alumiiniumi, mangaani ja
räni. Suure kuumuskindluse ja elektritakistusega materjal.
Alumiiniumi
kasutatakse ka
pulbermetallurgias. Alumiiniumpulbri ja Al2O3 (
kuni 22% ) segu paagutamisel suure rõhu all temperatuuril kuni 500oC
saadakse kerge, tugev, hästi töödeldav ja kõrge
temperatuurikindlusega (temp. vahemikus 350…500oC) materjal.
Kõik
alumiiniumisulamid kaotavad 300o C juures oma tugevuse.
Alumiiniumivalu
iseärasused:
- Kerge
oksüdeerumine, mistõttu kasutatakse alati laienevaid valukanaleid.
- Gaaside
neelduvus, mis võib põhjustada gaasitühikuid.
- Suhteliselt
madal valutemperatuur.
Pooltoodete (leht,
latt , riba,
varras ,
traat jms) valmistamiseks kasutatavad sulamid
liigitatakse termotöötluse põhjal:
a) termotöötlusega tugevdatavad ja
b) mittetugevdatavad Al, Mg, Mn sulamid.
Lisandid (Cu, Si
jt.) % Mn, Mg, Fe, Ni
Duralumiiniumi
(Al-Cu)D1, D6, D16 karastamisel vees – temperatuurilt 500oC.
Järgneb 4-7 ööpäevane vanandamine toatemperatuuril või
kunstlikult 100-180oC – 2-4 tundi.
Peale karastamist on
duralumiinium plastne ja seda on võimalik töödelda
survega .
Vanandamise järgi suureneb tugevus 100 ® 500 M Pa-
lini 20 - 150
HB-ni.
Lõõmutamist
rakendatakse Al struktuuri ühtlustamiseks ja rekristalliseerimiseks
piires 320 - 520oC hoides kestvusega 4 - 40 tundi ja jahutades
õhukäes või koos ahjuga 0,5 - 2 tundi.
Karastamise ja
vanandamise efekti mahavõtmiseks st. pehme Al saamiseks
piisab 12
tunnist 350o - 450oC juures hoidmisest.
Lõõmutatud Al-st –
õhuliinide paljasjuhtmeid ja jaotusseadmete paljaslattidena (AT).
Traadid 0,85,0 mm
kuni 0,05 mm – tõmmatakse. Latid 3 x 10 mm kuni 20x60mm –
valtsitakse.
Lehtmaterjaline mark
A00 (99,7% A1) kasutatakse elektrolüütkondensaatorite elektroodide
valmistamiseks lehtmaterjalist: - aparaadi detaile, skaalasi,
osuteid, sassiisi.
Juhtmete
konstruktiivse tugevuse saamiseks terasalumiiniumjuhtmeid (terasest
südamiku ümber on põimitud (pandud) alumiiniumtraadi kiud).
NB!
Galvaanielementide tekkimise vältimiseks peab alumiiniumjuhtmete
ühenduskohti teiste metallidega (vask, teras) isoleerima niiskuse
eest. Selleks lakkida või kokku sulatada. Alumiiniumjuhtmete
ühenduskohad oksüüdist puhtana hoidmiseks peab
katma nad vähemalt
vaseliiniga. (Alumiiniummähised massilt on võrreldes vasega 2 korda
kergemad. Gabariidilt suuremad juhtivuse arvel).
8. Peamised
legeerivad elemendid alumiiniumisulameis.
Berüllium, fosfor,
kroom , magneesium, mangaan, nikkel, plii, raud, räni, tina, tsink,
vask jne.
⦁ Legeerelemendid
⦁ Mg, Si, Cu, Zn –
tõstavad tugevusomadusi
⦁ Mn, Cr –
tõstavad korrosioonikindlust
⦁ Cu – vähendab
korrosioonikindlust
⦁ Ti – parandab
pinnaomadusi
9.
Alumiiniumsulamite termotöötlus.
Termotöödeldavuse
põhjal liigitatakse Al sulamid kahte gruppi:
⦁ Termotöödeldavad
(karastuvad ja vanandatavad)
⦁ Mittetermotöödeldavad
(mittekarastatavad ja –vanandatavad)
Karastamine –
kuumutamine temperatuurini, mil sulami intermetallilised
faasid lahustuvad alumiiniumis täielikult või osaliselt, sellel
temperatuuril seisutamises ning sellele järgnevas kiires jahutamises
üleküllastunud tardlahuse saamiseks.
Vanandamine on karastamisele järgnev protsess, mis seisneb toatemperatuuril
hoidmist mõned ööpäevad (loomulik vanandamine) võikõrgendatud
temperatuuril hoidmine kuni 1 ööpäev (kunstlik vanandamine).
Lõõmutamine .
Rakendatakse homogeniseerivat või rekristalliseerivat lõõmutust.
Valandite homogeniseerivat lõõmutamist kasutatakse peamiselt
dendriitse likvatsiooni kõrvaldamiseks. Lõõmutatakse
temperatuuril450... 520 C kestusega 4...40 tundi, jahutatakse koos
ahjuga.
Rekristalliseeriv
lõõmutamine viiakse läbi sõltuvalt sulami koostisest 350...500 C,
kestusega 0,5...2 tundi
Karastamise ja
vanandamise efekt kaob, kui viia lõõmutamine temperatuuril350...450
C
10.
Alumiiniumsulamite tähistus.
Alumiiniumi ja
alumiiniumisulamite margitähistus põhineb Saksa DIN
tähistussüsteemil, numbrisüsteem ja oleku tähistus aga
rahvusvahelistel eurostandarditel.
⦁ Deformeeritavad
EVS-EN573 ja 2. Valusulamid EVS-EN1780
⦁ Näiteid:
Margitähis Numbritähis
Deformeeritav alumiinium EN AW-Al
99,6 EN AW-1060 Deformeeritavad sulamid EN AW-AlCu4Mg1 EN AW-2024
Valualumiinium EN AC-Al99,5 EN AC-10500
Valusulamid EN
AC-AlSi11 EN AC-
44000 Tavaliselt tuuakse
alumiiniumi
sulami margitähis kandilistes sulgudes
tunnusnumbri järel. N: EN AW –
5052 [AlMg2,5] või EN AW –
AlMg2,5
Kasutatakse lisaks
USA-AA süsteemil euroliidu tähistussüsteemi tähist EN515
alumiiniumi ja alumiiniumsulamite
oleku (töötluse)
tähistamiseks. O – lõõmutatud, H – kalestatud, n: H34 W –
karastatud , n: W1/2h (vananemise kestus) T – termotöödeldud, n:
T31
Puhtuse järgi
liigitatakse primaarne A1 kolme gruppi ja markeeritakse järgmiselt
(
GOST 11069-74, 11
• eriti puhas
A999 (99,999% A1)
• kõrgpuhas A
995, A99, A97, A95 (99, 95% A1)
• tehniline
A85, A8, A7, A6, A5, A0 (99,0 % A1)
Tähis “E” –
A7E ja A5E märgib ära elektrotehnilise alumiiniumi, millel on
erinev koostis, mis tagab materjali eritakistuse kindlates piirides.
Deformeeritavad
alumiiniumid liigitatakse GOST 4784-74:
• kõrgpuhas FL
(99,98 – 99,95% Al)
• tehniline FL
000, FL00 (99,8 – 98,8% Al)
Samuti DIN1700 järgi
primaarse alumiiniumi
margid tähistatakse Al 99,99 – Al 99,5
s.o.99,5% Al alla 1% lisanditele arvu ei lisata.
E Al –
elektrotehniline
DIN1712 T1 –
valukangidena
DIN1712 T2 –
deformeeritav
11. Deformeeritavate
alumiiniumsulamite tähistus.
ISO standard EN AW
XXXX
⦁ 1000 – puhas
Al
⦁ 2000 –
Al-Cu-sulamid
⦁ 3000 –
Al-Mn-sulamid
⦁ 4000 –
Al-Si-sulamid
⦁ 5000 –
Al-Mg-sulamid
⦁ 6000 –
Al-Mg-Si-sulamid
⦁ 7000 –
Al-Zn-sulamid,
8000 – Al- muud elemendid
Tähistus H –
Kalestatud
⦁ 1. nr
põhitöötlus
⦁ 1 – kalestatud
ilma täiendava termotöötluseta
⦁ 2 – kalestatud
ja osaliselt
noolutatud ⦁ 3 – kalestatud
ja stabiliseeritud termotöötlusega
⦁ 4 – kalestatud
ja
lakitud või värvitud
2. nr
kõvendamise
aste⦁ 1 – 1/8kõva
⦁ 2 – 1/4 kõva
⦁ 4 – 1/2 kõva
⦁ 6 – 3/4 kõva
⦁ 8 – täiskõva
3. nr kõvandamise
astme esinemisvariatsioonid
12. Alumiiniumi
valusulamid, valusulamite tähistus.
⦁ ISO standard EN
AC XXXXX
⦁ 10000 – puhas
Al (min 99,0%)
⦁ 20000 –
Al-Cu-sulamid
⦁
40000 –
Al-Si-sulamid
⦁
50000 –
Al-Mg-sulamid
⦁
70000 –
Al-Zn-sulamid
Al –Mg sulamid –
magnaaliumid- on väikese tiheduse, suure tugevuse ja plastsusega,
hea keevitatavuse, lõiketöödeldavuse ning korrosioonikindlusega
kuid halvasti valatavad ning halva soojusjuhtivusega ja madala
kuumutustugevusega (kuni 100º C).
⦁ Muude
lisanditega alumiiniumsulamid :
Kuumustugevad Al
sulamid on mõeldud tööks kuni 350º C. Kasutatakse näit
lennukimootorite kolbide valmistamiseks. Mehaanilised omadused
sõltuvad termotöötlusest ning valmistusviisist.
13. Alumiiniumi
laagrisulamid.
Alumiiniumi
laagrisulamid: Al- Sn- Cu, Al- Ni, Al - Sb- Cu jt), kasutatakse mono-
ja bimetalsete valatud liugelaagrite ja valtsitud leht- ning
ribamaterjalist stantsimise teel valmistatud laagriliudade tarvis.
Võrreldes babiitidega on alumiiniumi laagrisulamid odavamad,
kergemad, suurema tugevuse, parema soojusjuhtivuse ja
korrosioonikindlusega ning tehnoloogilisemad. Puuduseks on suur
joonpaisumistegur.
14.Alumiiniumvaht,
kärg alumiinium. Mõlemaid võib kombineerida alumiinium
lehtedega ,
et saada nn
sandwich paneelid.
Al-
vaht . Kasutus:
gaaside ja vedelike segistites, löögienergia neelajates,
soojusvahetajates, kerge (tihedus 3 ... 12 % alumiiniumi tihedusest)
kuid tugeva konstruktsioonimaterjalina. Saadakse valumenetlusel
sulametalli vahustamisel ja suunatud kristalliseerimisel (erinevalt
pulbermenetlusest).
15 Al valumeetodid-
.
liivsavi vorm valu ja kokill valu
Kokill e. metallvorm
– lahtivõetamatu või lahtivõetav valuvorm, mis valmistatakse
malmist, vahel ka tööriistaterasest.
Eelised:
- vormi
korduvkasutus (ühes kokillis võib teha kuni 1000 teras-, 10000
malm - ja 250000 alumiiniumvalandit),
- suur täpsus ja
pinnasiledus,
-
valandi peeneteraline struktuur,
- protsessi kerge
automatiseeritavus.
Puudused:
- kokilli kõrge
maksumus,
- väike püsivus
kõrge
sulamistemperatuuriga metallist valandite tootmisel.
Kasutatakse:
piiratud massiga (mõnisada kg) valandite tootmiseks suhteliselt
madala sulamistemperatuuriga metallidest (Al-, Mg-, Cu-sulamid).
16. TIG või MIG
keevitus , hõõrdkeevitus. (ei oska midag rohkem pakkuda)
17.
Alumiiniumsulamite keevitamine.
Al on hästi
keevitatav. Kasutada võib : sula- ja survekeevitust (kui sulameis on
vähe lisandeid). Põhiline meetod on
kaarkeevitus : MIG- ja TIG
keevitus, MIG täistraatkeevitus,
plasmakeevitus ,
elektroodkeevitus .
Survekeevitusprotsessid:
punktkeevitus , joonkeevitus,
laserkeevitus .
Teised keevitusprotsessid:
gaaskeevitus , plahvatuskeevitus,
elekronkiirkeevitus, hõõrdkeevitus. Keevitatavust raskendavad:
põhimaterjal ( sulamistemp., oksiidikiht,
soojusjuhtivus ,
soojuspaisumine , tardumismehhanism), keevitusprotsess,
lisamaterjal ,
keeviskonstruksiooni jäikus. Al.liigitatakse: hästi
(konstruktsioonide valmistamiseks), piiratud ja keevitamiseks
sobimatud.
Al keevitust
raskendab oksiidikihi (Al2O3) teke pinnale:
- oksiid on kõva ja
elastne
- oksiid on raskem
kui puhas
metall - oksiidikile tükid vajuvad keevisõmblusse ja
tekitavad keevitusvigu
- oksiidi
sulamistemperatuur on tunduvalt kõrgem Al:660C ja Al2O3 :
2050 C)- mistõttu see ei sula keevisõmbluses
- oksiid on
hüdroskoopne, tekib Al (OH)3
poorne kile, mis seob niiskust ja
eraldab vesinikku keevisõmblusse
- oksiidikile on
elektritakistuseks, mis raskendab keevitamist.
Al´l on suur
soojusjuhtivus, kuni 4-5 x suurem kui Fe, väiksem elektritakistus
(kuni 3 korda). Suur
soojusjuhtivus
1) suurendab
keevitamisel vajaminevat soojushulka, mis on samas suurusjärgus kui
terase keevitamisel.
2) lisab liitevigade ja pooride tekkimise
ohtu, kuna soojust ei piisa metalli piisavaks soojendamiseks ja
läbisulatamiseks. Kuna keevisõmbluse ümbrus jahtub kiiresti, lisab
see soojuse tarvet. Sellest tulenevalt kasutatakse paksude
alumiiniumdetailide keevitamisel
eelkuumutust. Suur
jahtumiskiirus soodustab keevitamist eri asendites, kuna keevisõmblus
jahtub kiiresti. Tänu alumiiniumi heale soojusjuhtivusele ei mõjuta
keevituspüstoli
suudme kauguse muutus MAG-
keevitusel keevitusvoolu.
(Olukord võib muutuda vastupidiseks süsinikterastega, kus
keevitusvool kasvab, kui püstoli suudmiku kaugus suureneb. Puhta
alumiiniumi
voolujuhtivus on hea, mistõttu sama keevitusvoolu
korral on keevitustraadi etteandekiirus, keevitusõmbluse
tootlikkus ja läbikeevitus suuremad.
Alumiiniumi üle
kolme korra parem voolujuhtivus võrreldes terastega mõjutab
eelkõige punktkeevitust, mistõttu keevitusvoolud on tunduvalt
suuremad kui teraste keevitamisel, et saavutada sama temperatuuri
liitekohas.
Soojuspaisumine on
2 korda suurem kui
terasel ja kahanemine
tardumisel kuni 6%, siis kaasnevad suured
keevitusdeformatsioonid. Suurim kujumuutus
tekib keskmiselt 8 mm paksuse plaadi puhul. Õhukeste materjalide
puhul on kujumuutused väiksemad sest soojus hajub ühtlasemalt kogu
materjali ulatuses. Paksudel materjalidel on aga piisav jäikus, et
kujumuutusi ära hoida.
Vesiniku lahustumine
sulas alumiiniumis on suur võrrelduna tahkes olekus oleva
alumiiniumiga, suhe 20:1, kui võrrelda lahustuvust temperatuuril
660C
. Pooride tekkimise tõenäosus on palju suurem kui
terase keevitamisel. Erilist tähelepanu tuleb pöörata
keevistoorikute liitepindade puhtusele, lisamaterjalide ladustamisele
(3 kuni 6 kuud), liitepindade mehhaanilisele ja keemilisele
puhastamisele , kaitsegaasi piisavusele ja puhtusele. Erilised
puhtusnõuded .
Keevitussuits ja
aerosoolid keevitamisel mõjuvad
mürgiselt kesknärvisüsteemile.
Al- ja sulamite
keevitamise probleemidKeevituspraod-
eranditult
kuumpraod . Neid võib jagada 2 rühma. Tekivad
kahanemispingetest või detailis tekkivatest pingetest. Kas tardumispraod keevisõmbluses või keevisõmbluse kõrval –
segunemispiirkonnas ehk osaliselt sulanud piirkonnas tekkinud
praod .
Pragude tekkimist soodustab suur soojuspaisumistegur, suur kahanemine
keevisõmbluse tardumisel ja suur soojusjuhtivus.
Kuumpragude teket
põhjustavad- sulami koostis mis moodustub põhiaine ja
lisamaterjali segunemisest; pingetest, mis tekivad sulami
tardumisest; ning jahtumiskiirusest. Alumiiniumi tardumismehhanism on
erinevatel sulamitel erinev, mille selgitamiseks soovitatav kasutada
faasidiagrammi. Puhta alumiiniumi jahtumistemperatuur on (660C)
sulamite jahtumine toimub kitsas
temperatuurivahemikus . Mida
väiksemal temperatuurivahemikul toimub kogu keevisõmbluse
tardumine , seda väiksem on pragude tekkimise oht. Samaaegselt
lisandub pooride tekkimise oht.
Madallegeeritud
Al-sulamite tardumine erineb puhta või kõrglegeeritud Al- omast.
Al- terade piiridel esineb keemilise koostise ebaühtlast (väiksema
tugevusega faase ), võrreldes ülejäänud osaga ja kahanemisel
võivad tekkida seal praod. Seepärast tuleb vältida madallegeeritud
põhimaterjale või lisamaterjale.
Kuumpragusid
kutsuvad esile
väikesed räni ja magneesiumisisaldus. Pragude tekkimist
soodustab veel vask (Cu) ja seatina (Pb).
Titaan ja tsirkoonium
vähendavad pragude tekkimise ohtu, seetõttu kasutatakse neid
keevituslisaaine koostises. Suur räni ja magneesiumisisaldus
vähendavad pragude tekkimise ohtu mistõttu kasutatakse näiteks
lisametalli Al Mg 4,5 MnZr
Soovitused
kuumpragude vältimiseks
- vältida
kuumpragudele kalduva sulami keemilise koostise tekkimist,
valides sobiva lisametalli,
- keevituspingete
vähendamine (rakised jms).
Teine rühm
kuumpragusid on energiasisestusest sõltuvad likvatsioonpraod,
millised tekivad keevisõmbluse korral põhiaine poolel
osalise sulamise tsoonis. Kõrge temperatuur sulatab osalise sulamise tsoonis
kergemini sulavad ühendid ja praod
tekkivad pingete tagajärjel.
Sellise kalduvusega on termotöödeldavad AlCuMg ja AlSiMg sulamid.
Keevismetalli
tardumine enne põhimetalli tardumist tekitab pragude riski, kuna
sula metalliterade piirid võivad olla veel sulas olemas ja
kahanemispinged võivad kutsuda esile pragusid.
Pragude
vältimiseks on vaja kasutada kõrgemalt legeeritud lisametalli.
Kraaterpraod
keevisõmbluste lõpetuskohtades on tingitud valest
keevitustehnikast.
Al-sulamites ei
esine
klassikalist vesinik- e. külmpragusid. Kui keevisõmbluse
ristlõikepind on liiga väike, siis võivad tekkida pärast
jahtumist keevisõmbluses praod suurte sisepingete tõttu.
Kasutatavad
keevitusprotsessid
Gaaskeevitus-
Kasutatakse taandavat hapnik-atsetüleenleeki ja räbustit.
Keevitatakse puhast Al ja mittekarastatuvaid sulameid. Kasutatakse
remontkeevitust. Ei ole tunnustatud keevitusprotsess.
Elektroodkeevitus
valatud detailidele- Kasutatakse remondiks. Ei ole tunnustatud
protsess. Keevitatakse välitingimustes. Saadaval elektroodid Al ja
sulamitele AlMn1, Al Si5, Al Si12. Detailid kuumutatakse ette ja
õmblus puhastada sulamid räbust veega muidu võib tekkida
korrosiooni. Varem keevitati grafiitelektroodiga, kasutati räbusteid
pasta kujul.
TIG-keevitus-
Materjalipaksused 0,5-10 mm. Sobivad kõik keevitusasendid.
Kasutatakse vahelduvvoolu oksiidkihile
purustamiseks . Oksiidikihi
purustatakse ajal, kui
elektrood on +. Kasutatakse puhtast
Welektroodi, Zr või
tseesiumi , lantaani lisanditega elektroode. Võib
kasutada ebasümmeetrilist vahelduvvoolu. Kaitsegaasid. Ar, suuremad
materjalipaksused He
segud , nt. 50% Ar+ 50% He.
MIG-keevitus-
Pihustusrežiimis keevitatakse materjali paksusega 3 ja üle,
pulsskeevitusel alates 1 mm. Tundlikum pooridele, kuna traadil
oksiidikelme ja kõrgendatud oht pooride tekkele.Kasutatakse puhast
argooni (99,99) või Ar-He segu. Tähtis :gaaside
puhtus , voolikud,
traadimehhanismid, püstolid puhtad. Kontrollida gaasi kulu.
Uutel MIG/MAG seadmetel lisafunktsioonid
– gaasi eelvool
0-15 sekundit,
– aeglane
alustus – traadi etteandekiirus esialgu väike, kuni kaarr süttib, siis
lõplik kiirus peale. Tavaliselt 50% valitud traadi etteandekiirusest
saavutatakse hea kaare süütamine.
– Kaare
süütamiseks (Hot start), suurem vool algul, võimsam kaar ja vähem
poore ning liiteviga alustuskohas. Tavaliselt 20% suurem traadi
kiirus, kestab mõned
sekundid .
– Kraateri
täiskeevitus. Keevitamise lõpetamisel ei ole vaja kasutada
lõpetusplaate. Kui traadi etteandmine lõpetada järsku siis võib
traadi ots jääda sula keevismetalli sisse ja sinna kinni jääda.
Vältimiseks antakse 0-1 sekundiks järelpõlemisaeg traadi
ettekandmise kaudu.
– Lõpetusvoolu
impulsi võimalus. Tavaliselt tekib keevitamise lõpetamisel traadi
otsa suur metallitilk, mis raskendab edasi kaare süütamist.
Vooluimpulsiga eemaldatakse metallitilk traadi otsast.
– Kaitsegaasi
järelvool 0-15 sekundit
Plasmakeevitus
-Läbistaval keevitusel saab keevitada ilma õhupiluta detailide
vahel kuni 8-20mm paksust
plaati . Mehhaniseeritud keevitus.
18.
alumiiniumsulamite survetöötlemine:
Ekstrudeerimine on kuumsurvetöötluse pidevprotsess, mille puhul konteinerisse
paigutatud
toorik surutakse templi abil läbi matriitsiava. Saadava
pooltoote – ekstruusise – ristlõige on ühesugune matriitsi ava
ristlõikega. Toorikuks valuplokk või valtsmetallist väljalõigatud
toorik.
Valtsimine - survetöötlemise pidevprotsess, mille puhul toorik tõmmatakse
hõõrdejõudude toimel pöörlevate
valtside vahele, Al
–survetöötlusprotsessides moodustab ligi 50% valtsimine.
Tõmbamine-
on survetöötlemise pidevprotsess, mille puhul traadi-, varda-,
toru- või ribakujuline toode saadakse tooriku tõmbamisega läbi
tõmbesilma. Tõmbamisel on võimalikud
deformatsioonid piiratud
tõmbesilmast väljaulatuva profiili tugevusega ( tõmmatakse
külmalt), metalli pind kalestub, saadakse suur täpsus ja
pinnasiledus.
19.Al-sulamite
pinnatöötlusmeetodid- käiatakse, lihvitakse, harjatakse ja
poleeritakse(ka keemiline- ja elektropoleerimine) sobiva viimistluse
saavutamiseks. Erinevad sulamid on erineva korrosioonikindlusega,
seega on neid teatud tingimustes vaja kaitsta keskkonnamõjude eest-
lakitakse, värvitakse, pulbervärvitakse, kaetakse erinevate
plastpinnakatetega. Üks olulisi
meetodeid - anodeerimine-
elektrolüüsi teel muudetakse pindmine metallikiht oksiidiks-
suurendab pinna
vastupidavust korrosioonile. Lisaks võimaldab see
dekoratiivset erivärvi
katet , kui kasutada toonimist. Pinna
passiveerimiseks ja korrosiooni eest kaitsmiseks kas. ka kromaatimist(lennunduses).
20.Al-maatriksiga
komposiitmaterjalid - Komposiitmaterjalid, milles Al või sulamid
(peamiselt Al-Si ja Al-Cu) on
maatriksiks . Armatuuriks kasutatakse
peamiselt Al2O3, SiC, SiO2, B, BN, B4C (igasugused keraamilised kiud
ja osakesed/
pulbrid ). Al kasutamise eelised -tihedus,
elektrijuhtivus , soojusjuhtivus, vanandamine jne.
Armatuur parandab
täiendab maatriksi omadusi(sõltub
armatuuri materjalist,
paigutusest ja vormist st näiteks kas on kasutatud pidevaid
kiude või lühikesi kiude või mingi muu kujuga osakesi ja kuidas nad
materjalis paiknevad -> sellest sõltub komposiidi omaduste erinev
väärtus
erinevas suunas). Tavaliselt on komposiidid jäigemad,
tugevamad, parema kulumiskindlusega kui maatriksmaterjal üksi.
Toodetakse neid tahkes faasis pulbermetallurgias, vedela maatriksiga
armatuuri immutades ja sulametalli armatuurile pihustades.
Näiteks 3M- Al2O3
kiududega komposiidist kõrgepingekaablite kiud(kerged, hea
elektrijuhtivusega, pikisuunas tugevad), tõukurvardad
võidusõidumootoritesse(40% terasest kergemad, aga jäigemad ja
tugevamad ning paremate vibratsiooni summutavate omadustega). Veel
näiteid- SiC osakestega kiirrongide pidurikettad, autode
pidurikettad ja sadulad, igasugused mootoriosad, silindrihülsid jne.
Lisaks ’
„sandwitch“ tüüpi kihtstruktuuriga komposiidid, kus
alumiiniumfoolium liidetakse näiteks terastraadi,
boor või-süsnikkiududega komposiidiks valtsimise,
difusioon - või
plahvatuskeevituse teel.

























Kõik kommentaarid