A-PDF Merger DEMO :
Purchase from www.A-PDF.com to
remove the watermark
REVISION HISTORY
REV
DESCRIPTION DATE APPROVED
45°
2
R 4
O 7
48
142
A
R
R 2
0,3
0,3
R
8
R 2
15
5
R 15
40
34
40
5°
R 25
R 2
SECTION A-A
2 x 45
3 12
20
20
A
18
60
50
NAME
DATE
DRAWN
Ove
02/28/12
Solid Edge CHECKED
ENG APPR
TITLE
MGR APPR
UNLESS OTHERWISE SPECIFIED
SIZE DWG NO
REV
A3
DIMENSIONS ARE IN MILLIMETERS
ANGLES ±X.X°
FILE NAME:
Voll .dft
2 PL ±X.XX 3 PL ±X.XXX
SCALE :
WEIGHT :
SHEET 1 OF 1
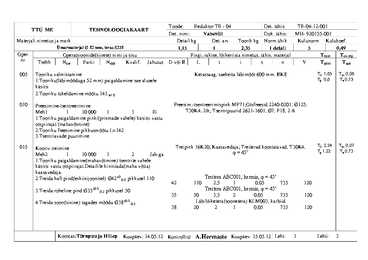
Tooriku valik Valisime tooriku materjaliks terase
S235 , kuna antud teras on odav ja kergesti töödeldav.
Joonisel 2 on töötlemisvaru mõlemal poolel üks millimeeter ehk kui tooriku ümbermõõt on
40mm, siis tuleb ümbermõõt koos töötlemisvaruga 42mm. Tooriku valmistamine sisaldav
põhiliselt treimist ja freesimist.
12
6,3
6,3
6,3
1,6
40
34
40
1,6
20
20
18
60
50
142
Joonis 1. Detail
Töötlemislisa
Töötle
misvarud
Joonis 2. Töötlemisvarude paiknemise skeem erinevatel pindadel
1.Tooriku valmistamineToorikuks on terasest S235 valtsitud ümarmaterjal
läbimõõtuga ØDtoor = 52 mm; tooriku pikkus Ltoor
= 142 mm.
Mõlema mõõdu tolerantsijärk on IT14 (nimimõõdu
kõikumine jääb al a 1 mm).
2. Otste freesimine ja tsentreerimine Tsentreerimis-freesimispingil freesida
toorik pikkusmõõtu L1 = 142 mm,
töödeldud otspindadesse puurida tsentriavad ØDts =
7 mm; sügavuseni Lts= 6 mm.
Tooriku pikkusmõõdu tolerantsijärk on IT10.
Otspindade
pinnakaredus Ra ≤ 12.
3. Koorivtreimine (pealt)Treida välispind mõõtu ØDvälis = 42 +0-0.5 mm ja
pikkusmõõduni L3 = 110 mm.
Toorik viia lõppmõõtmeteni kahe
siirdega .
Töötlemispikkus koorivtreimisel
Lkooriv= 110 mm, lõikesügavus t = 2,5 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 50.
4. Koorivtreimine (1. aste)Treida 1. aste mõõtu ØD1 = 35 +0,2-0.3 mm ja pik-
kusmõõduni L3 = 50 +0-0.5 mm.
Toorik viia lõppmõõtmeteni kahe siirdega.
Töötlemispikkus koorivtreimisel
L3 = 50 mm, lõikesügavus t = 3,5 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 50.
5. Koorivtreimine (2. aste) Treida 2. aste mõõtu ØD2 = 38 +0,2-0.3 mm ja pik-
kusmõõdust L21 = 70 +0-0.5 mm kuni pikkusmõõ-
duni L22 = 90 +0,5-0 mm.
Töötlemispikkus 2. astme koorivtreimisel
L2 = 20 mm, lõikesügavus t2 = 2 mm.
Pikkusmõõtude tolerantsijärk on IT10.
Pinnakaredus Ra ≤ 50.
6. Puhastreimine (4. aste)Treida 4. aste mõõtu ØD4 = 50 +0,2-0.3 mm ja pik-
kusmõõdust L41 = 110 +0,2-0.3 mm pikkusmõõduni .
L42 = 124 +0,2-0.3.
Töötlemispikkus puhastreimisel
L4 = 14 mm, lõikesügavus t4 = 1 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 10.
7. Puhastreimine (3. aste x 2)Treida 3. aste mõõtu ØD3 = 40,5 +0,2-0.3 mm .
1) Pikkusmõõdust L311 = 50 +0,2-0.3 mm pik-
kusmõõduni . L312 = 70 +0,2-0.3.
2) Pikkusmõõdust L321 = 90 +0,2-0.3 mm pik-
kusmõõduni . L322 = 110 +0,2-0.3.
Töötlemispikkus puhastreimisel
L3 = 20 + 20 mm, lõikesügavus t3 = 0,75 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 10.
8. Puhastreimine (2. aste)Treida 2. aste mõõtu ØD2 = 36,5 +0,2-0.3 mm ja pik-
kusmõõdust L21 = 70 +0-0.5 mm kuni pikkusmõõ-
duni L22 = 90 +0,5-0 mm.
Töötlemispikkus puhastreimisel
L2 = 20 mm, lõikesügavus t2 = 0,75 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 10.
9. Puhastreimine (1. aste)Treida 1. aste mõõtu ØD1 = 31 +0,2-0.3 mm ja pik-
kusmõõduni L3 = 50 +0-0.5 mm.
Töötlemispikkus puhastreimisel
L1 = 50 mm, lõikesügavus t1 = 0,75 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 10.
9. Peentreimine (3. aste)Treida 3. aste mõõtu ØD3 = 40 +0,2-0.3 mm.
1) Pikkusmõõdust L311 = 50 +0,2-0.3 mm pik-
kusmõõduni . L312 = 70 +0,2-0.3.
2) Pikkusmõõdust L321 = 90 +0,2-0.3 mm pik-
kusmõõduni . L322 = 110 +0,2-0.3.
Töötlemispikkus peentreimisel
L3 = 20 + 20 mm, lõikesügavus t3 = 0,25 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 6,5.
10. Peentreimine (2. aste)Treida 3. aste mõõtu ØD2 = 36 +0,2-0.3 mm ja pik-
kusmõõdust L21 = 70 +0-0.5 mm kuni pikkusmõõ-
duni L22 = 90 +0,5-0 mm.
Töötlemispikkus peentreimisel
L2 = 20 mm, lõikesügavus t2 = 0,25 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 6,5.
11. Eelnev lihvimine (1. aste)Lihvida 1. aste mõõtu ØD1 = 30,4 +0,2-0.3 mm ja pik-
kusmõõdu L1 = 50 +0,2-0.3 mm.
Töötlemispikkus
lihvimisel L1 = 50 mm, lõikesügavus t1 = 0,3 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 6,3.
12. Puhas lihvimine (1. aste)Lihvida 1. aste mõõtu ØD1 = 30 +0,2-0.3 mm ja pik-
kusmõõdu L1 = 50 +0,2-0.3 mm.
Töötlemispikkus lihvimisel
L1 = 50 mm, lõikesügavus t1 = 0,2 mm.
Töödeldava pinna pikkusmõõdu tolerantsijärk on
IT10.
Pinnakaredus Ra ≤ 1,6.
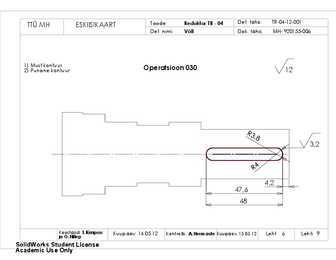
13. Puhasfreesimine sõrmfreesiga (soon)Freesida joonisel märgitud soon kaiusega L1 = 7,6
mm, pikkusega L2 = 47,6 mm ning sügavusega h =
4,8 mm.
Soone kaugus otspinnast l = 4,2 mm.
Töödeldava pinna tolerantsijärk on IT10.
Pinnakaredus Ra ≤ 12.
14. Peenfreesimine sõrmfreesiga (soon)Freesida joonisel märgitud soon kaiusega L1 = 8
mm, pikkusega L2 = 48 mm ning sügavusega h = 5
mm. Soone kaugus otspinnast l = 4 mm.
Töödeldava pinna tolerantsijärk on IT8.
Pinnakaredus Ra ≤ 3,2.
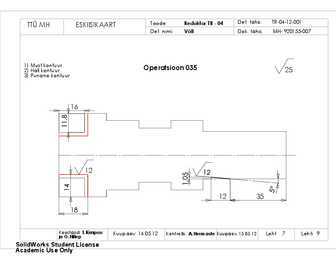
15. Puhasfreesimine laupfreesigaFreesida 5-kraadise nurga all toorikusse soon otspin-
nast L1 = 35 mm kaugusele. Lõike pikkus L2 = 12
mm.
Töödeldava pinna tolerantsijärk on IT10.
Pinnakaredus Ra ≤ 12.
16. Koorivfreesimine laupfreesiga (5. aste)Freesida 5. aste pikkusega L1 = 16 mm. Lõike süga-
vuseks L2 = 11,8 mm.
Töödeldava pinna tolerantsijärk on IT12.
Pinnakaredus Ra ≤ 25.
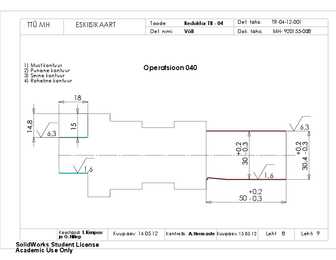
17. Puhasfreesimine laupfreesiga (5. aste)Freesida tooriku otsa pikkusega L1 = 18 mm. Lõike
sügavuseks L2 = 14 mm.
Töödeldava pinna tolerantsijärk on IT10.
Pinnakaredus Ra ≤ 12.
18. Eelnev lihvimine (5. aste)Lihvida 5. astme horisonaalpind mõõtu L2 = 14,8
mm. Töödeldava pinna pikkus L1 = 18 mm.
Lõikesügavus t5 = 0,8 mm.
Töödeldava pinna tolerantsijärk on IT12.
Pinnakaredus Ra ≤ 6,3.
19. Puhas lihvimine (5. aste)Lihvida 5. astme horisonaalpind mõõtu L2 = 15
mm. Töödeldava pinna pikkus L1 = 18 mm.
Lõikesügavus t5 = 0,2 mm.
Töödeldava pinna tolerantsijärk on IT10.
Pinnakaredus Ra ≤ 1,6.
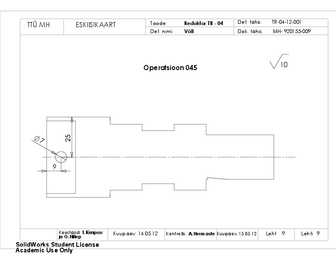
20.
Puurimine Puurida 5. astmesse läbiv ava mõõtmetega d = 7
mm. Ava kaugus otspinnast L1 = 9 mm ning kaugus
servast L2 = 25 mm.
Töödeldava pinna tolerantsijärk on IT12.
Pinnakaredus Ra ≤ 10.
Lõikerežiimid ja ajanormid
1. Lõikerežiimid
1.1. Freesimine
lõikesügavus t=1 mm
ettenihe f=0,05 mm/rev
lõikekiirus v=120 m/min
kus n – pöörete arv min-1
v – kiirus m/min
D – tooriku läbimõõt
n=120*1000/(π*52)=735 min-1
1.2. Treimine
lõikesügavus t=1mm
ettenihe f=0,2 mm/rev
lõikekiirus v=120 m/min
n=120*1000/(π*52)=735 min-1
2. Ajanormid
Detaili ajanormi struktuur ttk=tp+ ta+ torg+ tteen+ tv, kus
tp – põhiaeg, mille kestel toimub tööpingis detaili kuju, mõõdete, omaduste muutmine
ta –
abiaeg haarab töid, mis kaasnevad põhiaja täitmisega. See sisaldab tooriku paigaldamiseks,
kinnitamiseks ja mahavõtmiseks kuluvat aega, samuti operatsiooni ajal
pingi juhtimisvõteteks ja
ka detaili mõõtmiseks kuluvat aega.
kus:
ta
paig - abiaeg detaili paigaldamiseks min,
ta juht - abiaeg pingi juhtimiseks min,
ta mõõt - abiaeg detaili mõõtmiseks min.
torg – organisatsioonilise
teenindamise aeg
arvestab ajakulu töökoha ettevalmistamiseks tööpäeva
algul, töökoha koristamiseks
vahetuse lõpul, tööpingi õlitamiseks,
puhastamiseks ja teisteks
analoogilisteks töödeks vahetuse kestel.
ttehn – tehnilise teenindamise aeg kulutatakse nürinenud lõikeriistade vahetamiseks, seadme järel
häälestamiseks, lõikeriista paigaldamiseks ja reguleerimiseks.
tv – töö
vaheajad määratakse töölise puhkuseks ja vahepausideks.
2.1. Tooriku valmistamine
tp = 0,6 min
ta = 0,75 min
top = 0,6+0,75 = 1,35 min
torg = 1,35 × 0,06 = 0,081 min
tteen = 0,081 × 2 = 0,162 min
tv = 1,35 × 0,04 = 0,056 min
ttk = 1,649 min
2.2. Treimine
2.1.1. Koorivtreimine (1. d=42mm, l=110mm 2. d=
35mm , l=50mm 3. d=38mm, l=20mm)
tp = 0,00017×d×l=0,00017×110×42+0,00017×50×35+,00017×20×38=1,22 min
ta = 0,074+0,015×4+0,04×4+4×0,11=0,734 min
top = 1,22 +0,734 = 1,954 min
torg = 1,954 × 0,035 = 0,0684 min
tteen = 0,0497 × 2 = 0,137 min
tv = 1,954 × 0,04 = 0,0782 min
ttk = 2,238 min
2.1.2. Puhastreimine (1. d=50mm , l=
14mm , 2. d=40,5mm , l=40mm , 3. d=36,5mm , l=20mm ,
4. d=31mm , l=50mm)
tp = 0,00010 × d × l = 0,00010 × 50 × 14 + 0,00010 × 40,5 × 40 + 0,00010 × 36,5 × 20 +
0,00010 × 31 × 50 = 0,455 min
ta = 0,074+0,015×4+0,11×4+0,05×4=0,774 min
top = 0,0774 + 0,455 = 1,224 min
torg = 1,224 × 0,035 = 0,0429 min
tteen = 0,0429 × 2 × = 0,0859 min
tv = 1,224 × 0,04 = 0,049 min
ttk = 1,402 min
2.1.3. Peentreimine (1. d=40mm , l=20mm , 2. d=36mm , l=20mm)
tp = 0,00010 × d × l = 0,00010 × 40 × 20 + 0,00010 × 36 × 20 = 0,152 min
ta = 0,074+0,015×2+0,11×2+0,05×2=0,424 min
top = 0,152 + 0,424 = 0,576 min
torg = 0,576 × 0,035 = 0,0202 min
tteen = 0,0202 × 2 = 0,0404 min
tv = 0,576 × 0,04 = 0,023 min
ttk = 0,66 min
2.3. Freesimine
2.2.1. Horisontaalfreespingil freesimine (1. l=142mm , 2. l=47,6mm , 3. l=12mm , 4. l=18mm)
tp = 0,006 × l =0,006×142 + 0,006×47,6 + 0,006×12 + 0,007×18 = 1,336 min
ta = 0,074+0,015×4+0,05×4+0,11×4=0,774 min
top = 1,336 + 0,774 = 2,11 min
torg = 2,11 × 0,03 = 0,0633 min
tteen = 0,0489 × 2 = 0,127 min
tv = 2,11 × 0,04 = 0,0844 min
ttk = 2,385 min
2.4. Lihvimine
2.3.1.
Kooriv - ja puhaslihvimine (1. d=30,4mm , l=50mm , 2. d=30mm , l=50mm , 3. l1=14,8mm
, l2=18mm , d=22mm , 4. l1=15mm , l2=18mm , d=22mm)
tp = 0,00007×30,4×50 + 0,00010×30×50 + 0,00007×14,8×22 + 0,0025×18 + 0,00010×15×22 +
0,0025×18=0,402 min
ta = 0,074×2 + 0,015×4 + 0,05×4 + 0,11×4=0,848 min
top = 0,402 + 0,848 = 1,25 min
torg = 1,25 × 0,09 = 0,113 min
tteen = 0,113 × 2 = 0,226 min
tv = 1,25 × 0,04 = 0,05 min
ttk = 1,639 min
2.4. Puurimine
2.4.1. Puurimine (d=7mm, l=22mm)
tp = 0,00052 × d × l = 0,00052 × 7 × 22 = 0,08008 min
ta = 0,17 min
top = 0,08008 + 0,17 = 0,25 min
torg = 0,25 × 0,035 = 0,00875 min
tteen = 0,0875 × 2 = 0,
0175 min
tv = 0,25 × 0,04 = 0,01 min
ttk = 0,2863 min
Kõikide operatsioonide
ajanorm kokku: ttk(kokku)=8,61 min
VäljalasketaktF ∗60∗
K2030∗60∗0,75
τ=
a0 =
= 1,827
N50000 Tootmise tüüp 1,827
K =
τ
st5,7675 = 0,318
tk keskmTegemist on masstootmisega.
Pingipargi arvutusΣ
T ∗
Nη =
tk iiF ∗
ktp1)
Treipink Σ
T ∗
N0,04∗50000 = 0,479
η =
tk iiF ∗
k3630∗1,15
tp0,479
η =
i =
vk0,8
= 0,599 ≈ 1
k2)
Freespink Σ
T ∗
N0,03∗50000 = 0,359
η =
tk iiF ∗
k3630∗1,15
tp0,359
η =
i =
vk0,8
= 0,449 ≈ 1
k3)
Lihvpink = 0,239
Σ
T ∗
N0,02∗50000
η =
tk iiF ∗
k3630∗1,15
tp0,239
η =
i =
vk0,8
= 0,299 ≈ 1
k4)
Puurpink Σ
T ∗
N0,004∗50000 = 0,060
η =
tk iiF ∗
k3630∗1,15
tp0,060
η =
i =
vk0,8
= 0,075 ≈ 1
kMaterjali hind
m_üksik = 2,35 kg
m_jääk = 1,2 kg
Tooriku maksumus
Ctoorik= 0,65 * (2,35 – [1,2*0,1]) = 1,45 €
Maksumus tooriku töötlemisele
Tööpingi operaatori tasu 7 €/h
Tsehhi kaudsed kulud 70 %
1) Treipink
Tunni hind 13 €
Ctreimine = 0,04 h * (13 €/h + 7 €/h)(1 + 0,7) = 1,428 €
2) Freespink
Tunni hind 16 €
Cfreesimine = 0,03 h * (16 €/h + 7 €/h)(1 + 0,7) = 1,173 €
3) Lihvpink
Tunni hind 13 €
Clihvimine = 0,02 h * (13 €/h + 7 €/h)(1 + 0,7) = 0,714 €
4) Puurpink
Tunni hind 7 €
Cpuurimine = 0,004 h * (7 €/h + 7 €/h)(1 + 0,7) = 0,0952 €
Tooriku töötlemisele kuluv summa Ctöötlemine = 1,428 + 1,173 + 0,714 + 0,0952 = 3,41 €
Ühe tooriku kogumaksumus Ckogu = Ctoorik + Ctöötlemine = 1,45 + 3,41 = 4,86 €
Lõikeriistade ja rakiste hinna kalkulatsioon Lõikeriista nimi, Oper . Siirdeid Siirde tΣ
Koguaeg LR
Vajalik LR
LR
tähis, materjal jt. (siire) aeg N x tΣ min sum.
LR
tüki hind
minmin püs. aeg arv
hind kokku T min
€ 1.
Treitera φ=45
˚ (160
Tera-
koostatav
kermis +
2, 3, 4,
hoidja
inserdiga koorivaks
6
0,2
1,22 12200
60
204
4080)
5
160
treimiseks =
Insert 20 4240
2.Treitera φ=45
˚
koostatav kermis
6, 7, 8, 5
0,09 0,46 4550
60
76
Insert 20
1520 inserdiga
9
puhastreimiseks
3.Treitera φ=45
˚
koostatav kermis
10, 11
3
0,05 0,16
1624 60
18
Insert 20 541
inserdiga
peentreimiseks
4. Lihvimine
12,13
2
0,15 0,3
3000
60
50
Insert 20 1000
5. Freesimine
(230
sõrmfreesiga,
Frees
+
silindersaba Ø 8
14,15
2
0,34 0,68 6800
120
57
230
912)
Insert 16 =
1142
6. Freesimine
laupfreesiga φ=90
˚, 16, 17,
167*
3
0,45 1,34 13360
8*10
Insert 6
8016
koostatav 8 nelinurkse 18
8
kermisinserdiga
7. Lihvimine
19, 20 2
0,15 0,3
3000
8*10
38*8 Insert 6
1824
8. Puurimine Ø 7
21
1
0,08 0,08 800
20
40
3
120
Kulutused lõikeriistadele
18403 €
Kulutused lõikeriistadele ühe detaili kohta CLR = 1,84 €Projekteerija tunnihind 30 €
TKE kulud: 1200 €
Ajakulu rakiste valmistamiseks ning ülesseadmiseks u 5 h
Töölise tunnitasu 7 €
TTE kulud: 35 €
Detaili omahinnale lisandub 0,
1235 €.
Kirje nimetusÜhikHindMaksumus1. Materjal
1
1,45
1,45
2. Tööjõukulud
a) Treimine
0,04
7
0,28
b) Freesimine
0,03
7
0,21
c) Lihvimine
0,02
7
0,14
0,14 d) Puurimine
0,004
7
0,028
Tööjõukulud kokku
0,094
7
0,658
3. Sotsiaal-, haigus- ja töötuskindlustus
33 %
0,217
4. Kulud seadmetele
a) Treimine
0,04
13
0,52
b) Freesimine
0,03
16
0,48
c) Lihvimine
0,02
13
0,26
d) Puurimine
0,004
7
0,028
Kulud seadmetele kokku
0,094
1,288
Tsehhi kaudsed kulud
70 %
0,902
5. Kulud lõikeriistadele
1/10000
18403
1,84
Detaili valmistamise omahind
6. Tootmise ettevalmistuskulud
a) Konstruktiivne
1/10000
1200
0,12
b) Tehnoloogiline
1/10000
35
0,0035
Hind kokku8,420 Toode:
Reduktor TR - 04
Det. tähis: TR-04-12-001
TTÜ ME TEHNOLOOGIAKAART Det. nimi:
Vahevõll Dok. tähis: MH- 920155-001
Materjali nimetus ja mark
Detail kg Det. arv Toorik kg Norm.ühik
Kulunorm Kulukoef.
Ümarmaterjal Ø 52 mm, teras S235 1,15 1 2,35 1 detail 5 0,49 Oper.
Operatsioonide(
siirete ) nimi ja sisu
Pingi, rakise, lõikeriista nimetus, tähis, materjal
Ttüki Tev-lõp nr.
Tsehh N
det
Partii
Ntööl
Kvalif.
Jahutus D või B
L
t
i
s
n
V
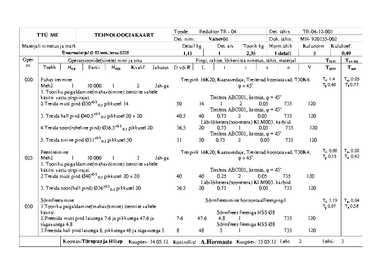
Tpõhi Tabi 005
Tooriku valmistamine
Ketassaag, saeketta läbimõõt 600 mm, BK8
T
T
tk 1,65
ev 0,06
1.Tooriku(läbimõõduga 52 mm) paigaldamine sae alusele
Tp 0,6
Ta 0,75
käsitsi
2.Tooriku tükeldamine mõõtu 143 ±1.0
010
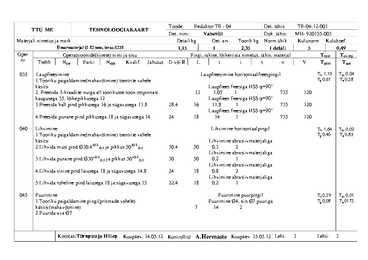
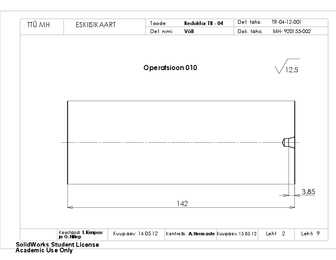
Freesim.-tsentreerimispink MP71;Otsfreesid 2240-0201, Ø125,
Freesimine-tsentreerimine
T30K4, 2tk; Tsentripuurid 2621-
1601 , Ø7, P18, 2 tk
Meh1 1 10 000 1 3 Ei
1.Tooriku paigaldamine
pinki (prismade vahele) käsitsi vastu
otspiirajat (mahavõtmine)
2.Tooriku freesimine pikkusmõõtu L=142
3.Tsentriavade puurimine
015
Treipink 16K20; Kaasavedaja;
Treiterad koostatavad, T30K4,
Ttk 2,24
Tev 0,07
Kooriv treimine
φ = 45˚
Tp 1,22
Ta 0,73
Meh2 1 10 000 1 2 Jah-ga
1.Tooriku paigaldamine(mahavõtmine) tsentrite vahele
käsitsi vastu otspiirajat.Detailile kinnitada(maha võtta)
kaasavedaja.
Treitera ABC001, kermis, φ = 45˚
2.Treida hall pind(eskiisijoonisel) Ø42+0-0,5
pikkusel 110
42 110 2,5 1 0,05 735 120
Treitera ABC001, kermis, φ = 45˚
3.Treida roheline pind Ø35+0,2
-0,3 pikkusel 50
35 50 3,5 2 0,05 735 120
Läbilõiketera(soonetera) KLM003, karbiid
4.Treida soon(sinine) tagades mõõdu Ø38+0,2-0,3
38 20 2 1 0,05 735 120
Koostas
:Türnpuu ja Hillep Kuupäev: 14.05.12
Kontrollis : A. Hermaste Kuupäev: 15.05.12 Leht: 1
Lehti: 3
Toode: Reduktor TR - 04
Det. tähis: TR-04-12-001
TTÜ ME TEHNOLOOGIAKAART Det. nimi:
Vahevõll Dok. tähis: MH- 920155-002
Materjali nimetus ja mark
Detail kg Det. arv Toorik kg Norm.ühik Kulunorm Kulukoef.
Ümarmaterjal Ø 52 mm, teras S235 1,15 1 2,35 1 detail 5 0,49 Oper.
Operatsioonide(siirete) nimi ja sisu
Pingi, rakise, lõikeriista nimetus, tähis, materjal
Ttüki Tev-lõp nr.
Tsehh
N
det
Partii
Ntööl
Kvalif.
Jahutus D või B
L
t
i
s
n
V
Tpõhi Tabi T
T
020
Puhas treimine
Treipink 16K20; Kaasavedaja; Treiterad koostatavad, T30K4,
tk 1.4
ev 0,05
Tp 0,46
Ta 0,77
Meh2 1 10 000 1 2 Jah-ga
= 45˚
1. Tooriku paigaldamine(mahavõtmine) tsentrite vahele
Treitera ABC001, kermis, φ = 45˚
käsitsi vastu otspiirajat.
2.Treida must pind Ø50+0,2-0,3 pikkusel 14
50 14 1 2 0,05 735 120
Treitera ABC001, kermis, φ = 45˚
3. Treida hall pind Ø40,5+0,2-0,3 pikkusel 20 + 20
40,5 40 0,75 2 0,05 735 120
Läbilõiketera(soonetera) KLM003, karbiid
4.Treida soon(roheline pind) Ø36,5+0,2
36,5 20 0,75 1 0,05 735 120
-0,3 pikkusel 20
Treitera ABC001, kermis, φ = 45˚
5. Treida sinine pind Ø31+0,2-0,3 pikkusel 50
31 50 0,75 2 0,05 735 120
Peentreimine
Treipink 16K20; Kaasavedaja; Treiterad koostatavad, T30K4,
Ttk 0,66
Tev 0,02
025 Meh2 1 10 000 1 3 Jah-ga
φ = 45˚
Tp 0,15
Ta 0,42
1. Tooriku paigaldamine(mahavõtmine) tsentrite vahele
Treitera ABC001, kermis, φ = 45˚
käsitsi vastu otspiirajat.
2.Treida must pind Ø40+0,2
40 40 0,25 2 0,05 735 120
-0,3 pikkusel 20 + 20
Läbilõiketera(soonetera) KLM003, karbiid
3. Treida soon(hall pind) Ø36+0,2-0,3 pikkusel 20
36,5 20 0,75 1 0,05 735 120
Sõrmfreesimine
Sõrmfreesimine horisontaalfreespingil
Ttk 1,19
Tev 0,04
030
1.Tooriku paigaldamine(mahavõtmine) tsentrite vahele
T
T
p 0,67
a 0,38
käsitsi.
Sõrmfrees freesiga HSS Ø8
2.Freesida must pind laiusega 7,6 ja pikkusega 47,6 ja
7,6 47,6 4,8 1 735 120
sügavusega 4,8
Sõrmfrees freesiga HSS Ø8
3.Freesida hall pind laiusega 8, pikkusega 48 ja sügavusega 5
8 48 5 1 735 120
Koostas
:Türnpuu ja Hillep Kuupäev: 14.05.12 Kontrollis
: A.Hermaste Kuupäev: 15.05.12 Leht: 2
Lehti: 3
Toode: Reduktor TR - 04
Det. tähis: TR-04-12-001
TTÜ ME TEHNOLOOGIAKAART Det. nimi:
Vahevõll Dok. tähis: MH- 920155-003
Materjali nimetus ja mark
Detail kg Det. arv Toorik kg Norm.ühik Kulunorm Kulukoef.
Ümarmaterjal Ø 52 mm, teras S235 1,15 1 2,35 1 detail 5 0,49 Oper.
Operatsioonide(siirete) nimi ja sisu
Pingi, rakise, lõikeriista nimetus, tähis, materjal
Ttüki Tev-lõp nr.
Tsehh
N
det
Partii
Ntööl
Kvalif.
Jahutus D või B
L
t
i
s
n
V
Tpõhi Tabi 035
Laupfreesimine horisontaalfreespingil
T
T
Laupfreesimine
tk 1,19
ev 0,04
1.Tooriku paigaldamine(mahavõtmine) tsentrite vahele
Tp 0,67
Ta 0,38
käsitsi
Laupfrees freesiga HSS φ=90
˚ 2. Freesida 5-kraadise nurga all toorikusse soon otspinnast
12 1,05 1 735 120
kaugusega 35, lõikepikkusega 12
Laupfrees freesiga HSS φ=90
˚ 3.Freesida hall pind pikkusega 16 ja sügavusega 11,8
28,4 16 11,8 1 735 120
Laupfrees freesiga HSS φ=90
˚ 4.Freesida punane pind pikkusega 18 ja sügavusega 14
24 18 14 1 735 120
040
Lihvimine
Lihvimine horisontaalpingil
Ttk 1,64
Tev 0,02
1.Tooriku paigaldamine(mahavõtmine) tsentrite vahele
T
T
p 0,40
a 0,85
käsitsi
Lihvimine abrasiivmaterjaliga
2.Lihvida must pind Ø30,4+0,2
30,4 50 0,3 2
-0,3 ja pikkus 50+0,2-0,3
Lihvimine abrasiivmaterjaliga
3.Lihvida punane pind Ø30+0,2
30 50 0,2 1
-0,3 ja pikkus 50+0,2-0,3
Lihvimine abrasiivmaterjaliga
4.Lihvida sinine pind laiusega 18 ja sügavusega 14,8
24 18 0,8 2
Lihvimine abrasiivmaterjaliga
5.Lihvida roheline pind laiusega 18 ja sügavusega 15
22,4 18 0,2 1
045
Puurimine
Puurimine puurpingil
Ttk0,29
Tev 0,01
1.Tooriku paigaldamine pingi(prismade vahele)
Puurimine Ø4, siis Ø7 puuriga
T
T
p 0,08
a 0173
käsitsi(mahavõtmine)
7 14 2
2.Puurida ava Ø7
Koostas
:Türnpuu ja Hillep Kuupäev: 14.05.12 Kontrollis
: A.Hermaste Kuupäev: 15.05.12 Leht: 3
Lehti: 3
Det. tähis: TR-04-12-001
TTÜ MH
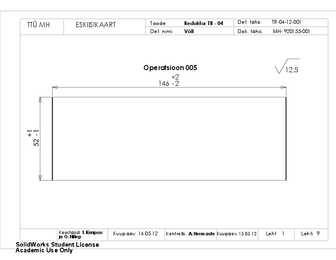
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-001
Operatsioon 005
12,5
+2
146 - 2
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 1
Lehti 9
ja O.Hillep
SolidWorks
Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-002
Operatsioon 010
12,5
3,85
142
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 2
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-003
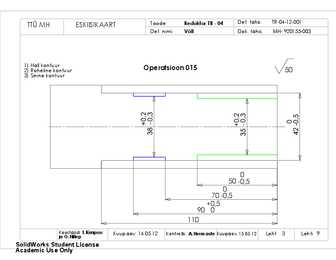
1) Hall kontuur
Operatsioon 015
2) Roheline kontuur
50
3) Sinine kontuur
0
50 -0,5
0
70 -0,5
+0,5
90 0
110
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 3
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-004
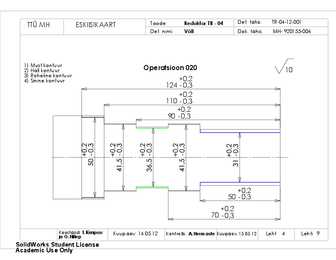
1) Must kontuur
Operatsioon 020
2) Hall kontuur
10
3) Roheline kontuur
+0,2
4) Sinine kontuur
124 - 0,3
+0,2
110 - 0,3
+0,2
90 - 0,3
+0,2
50 - 0,3
+0,2
70 - 0,3
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 4
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-005
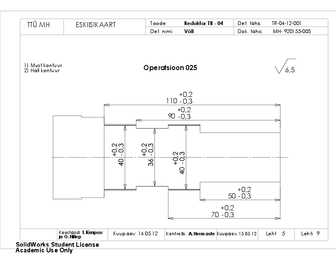
1) Must kontuur
Operatsioon 025
2) Hall kontuur
6,5
+0,2
110 - 0,3
+0,2
90 - 0,3
+0,2
50 - 0,3
+0,2
70 - 0,3
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 5
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-006
1) Must kontuur
Operatsioon 030
2) Punane kontuur
12
3,2
4,2
47,6
48
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 6
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-007
1) Must kontuur
Operatsioon 035
2) Hall kontuur
25
3) Punane kontuur
16
12
12
35
18
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 7
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-008
1) Must kontuur
Operatsioon 040
2) Punane kontuur
3) Sinine kontuur
4) Roheline kontuur
18
6,3
6,3
1,6
1,6
+0,2
50 - 0,3
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 8
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only
Det. tähis: TR-04-12-001
TTÜ MH
ESKIISIKAART
Toode: Reduktor TR - 04
Det. nimi: V
õll
Dok. tähis: MH- 920155-009
10
Operatsioon 045
9
Koostasid: T.Türnpuu
Kuupäev: 14.05.12
Kontrollis: A
.Hermaste Kuupäev: 15.05.12
Leht 9
Lehti 9
ja O.Hillep
SolidWorks Student License
Academic Use Only






















































Kõik kommentaarid