KINNITUSRAKISTUS DETAILI „ FLANTS ” TÖÖTLEMISEKS KURSUSE PROJEKT
Õppeaines:
SEADMED JA
RAKISED Mehaanikateaduskond Õpperühm: MI-71
Juhendaja : Janis Piiritalo
Tallinn 2011
SISUKORD SISUKORD .......................................................................................................................................... 2
KURSUSEPROJEKTI ÜLESANNE ................................................................................................... 3
SISSEJUHATUS .................................................................................................................................. 4
1.
SELETUSKIRJA OSA .................................................................................................................... 5
1.1. Marsruuttehnoloogia valiku kirjeldus koos vahetöötlemismõõtmega. ..................................... 5
1.2. Tööpingi parameetrite kirjeldus. ............................................................................................... 5
1.3.
Tehnoloogiliste režiimide valik ja arvutused ............................................................................ 7
1.3.1. Otspinna
freesimine ............................................................................................................ 7
1.3.2.
Faaside freesimine .............................................................................................................. 7
1.3.3. Keerme freesimine ............................................................................................................. 8
1.4. Masin- ja operatsiooniaegade
optimeerimine ........................................................................... 8
1.4.1. Otspinna freesimine ............................................................................................................ 8
1.4.2. Faaside freesimine .............................................................................................................. 8
1.4.3. Keerme freesimine ............................................................................................................. 9
1.4.4. Töötlemise aeg ................................................................................................................... 9
1.5. Töötlemise marsruutkaardid .................................................................................................... 10
1.6. Kinnitusrakise kirjeldus ja detaili paigaldus ........................................................................... 12
1.6.1. Detaili paigaldus ............................................................................................................... 12
1.6.2. Kinnitusmehhanism .......................................................................................................... 12
1.6.3. Rakise paigaldamine tööpinki .......................................................................................... 12
1.7. Detaili „Flants” lõpptöötlemise operatsioonikaart. ................................................................. 13
KASUTATUD KIRJANDUS ............................................................................................................ 14
2.
GRAAFILINE OSA ....................................................................................................................... 15
3. LISAD APJ
PINGI OPERATSIOONILE ...................................................................................... 23
3.1. NC programm .......................................................................................................................... 23
2
KURSUSEPROJEKTI ÜLESANNE 3
SISSEJUHATUS Käesoleva kursuseprojekti ülesandeks on projekteerida kinnitusrakistus detaili „Flants”
töötlemiseks APJ freespingil
Bridgeport 610XP3 tootmisprogrammiga 5000 detaili saritootmise
tingimustes. Töödelda keere M38x2 ning otspinna Ø47 mm. Kinnitusrakistus peab vastama
järgistele tingimustele:
rakis peab olema tööpingi töölaualt lihtsalt eemaldatav; selle paigaldusel
tööpingi töölauale peab olema tagatud ristseis; korraga peavad olema töödeldatavad min. 5 detaili
ning nende kinnitus rakisesse peab toimuma kiirelt.
Projekt on jagatud kolme temaatilise
ossa – seletuskirja osa, graafiline osa ning lisad APJ pingi
operatsioonile.
Esimene osa: seletuskirja osa – hõlmab marsruuttehnoloogia valikut ning tööpingi parameetrite
kirjeldust, tehnoloogiliste režiimide valikut ning arvutusi, masin- ja operatsiooniaegade
optimeerimist, töötlemise marsruutkaarte ning kinnitusrakise ja detaili paigalduse kirjeldust.
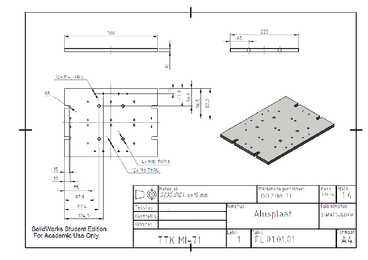
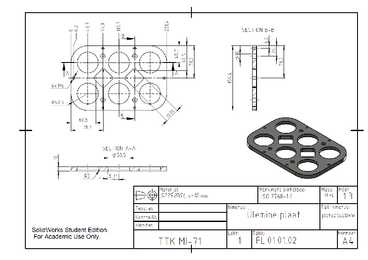
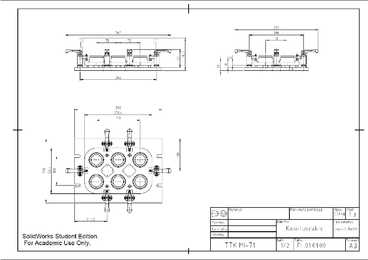
Teine osa: graafiline osa – sisaldab detaili tööjoonist, selle paigalduse eskiisi ning rakise jooniseid.
Kolmas osa: lisad APJ pingi operatsioonile – hõlmab NC programmi koodi.
4
1. SELETUSKIRJA OSA 1.1. Marsruuttehnoloogia valiku kirjeldus koos vahetöötlemismõõtmega. Lähtudest projektülesannest,
detailil „Flants” peavad olema töödeldud otspind (Ø47 mm) 1 mm-le
ning keere M38x2 sügavusele 15 mm. Kuna detailil ei tohi olla teravaid serve, lisan veel faaside
0,5x45° freesimise operatsiooni. Töötlemise operatsioonide järjekord näeb välja järgmiselt:
Operatsioon 1 Freesimine
Freesida otsfreesiga otspind (Ø47 mm)
sügavusele 1 mm;
Operatsioon 2 Faasimine
Faasifreesiga freesida sise- ja välisfaas 0,5x45°;
Operatsioon 3 Keerme freesimine
Freesida
keermefreesiga
keere
M38x2
sügavusele 15 mm.
1.2. Tööpingi parameetrite kirjeldus. Projektülesanne järgi, detail „Flants” peab olema töödeldud APJ freespingis Bridgeport 610XP3.
Selle pingi
parameetrid on ära toodud Tabelis 1. [1]
5
Tabel 1
Pingi Bridgeport 610XP3 parameetrid
Travels x
axis 610 mm
y axis
500 mm
z axis
610 mm
Feedrate Rapid traverse rate
43/43/36 m/min
Acceleration x/y/z
6/5/4 m/s2
Worktable Working surface
900 x 500 mm
Table load
500 kg
Spindle Max. Spindle speed
12,000 rpm
Spindle power
18,5 Kw (S6-40%) (25hp)
Max spindle torque
118 Nm
Spindle taper
Face & Taper 40
ECO cooling
Standard
Oil
chiller Option
Control GE Fanuc
18i MB
Automatic Tool Changer Type of tool shank
40
Tool storage
capacity 24
Max. tool diameter (
without adjacent
tools )
80 mm
Max. tool length
300 mm
Max. tool mass
7 kg
Tool
change time (
chip -to-chip)
4 secs
Coolant Through spindle coolant
20 bar
Swarf Removal
Chip Auger
Cutter air
blast Standard
Accuracy ISO 230-2 Positioning Ap 0.010 mm
Repeatability
Ru 0.004 mm
Machine size Machine height
2940 mm
Floor
space 2510 x 2665 mm
Mass of machine
5830 kg
6
1.3. Tehnoloogiliste režiimide valik ja arvutused 1.3.1. Otspinna freesimine Lõikeriist:
Sandvik CoroMill
R390 -050Q22-11M [2:A30]
Dc = 50 mm
Hambaid freesil zn = 5
Lõikeplaat: R390-11 T3 04E-P4-NL [2:A40]
Materjal: CD10 – 30.21
Soovitatav lõikekiirus Vc = 1880-1745-1615 m/min. Valin Vc = 1745 m/min. [2:A230]
Laastu max. paksus hex = 0,15 mm
Leian
ettenihe hambale fz:
ℎ௫
0,15
݂௭ =
= 0,15 ݉݉/ℎ
ݏ݅݊ܭ
1
Leian spindli pöörete arvu n:
ܸ ∙ 1000
1745 ∙ 1000
݊ =
= 11115 /݉݅݊
ߨ ∙ ܦ
ߨ ∙ 50
Leian töölaua ettenihke vf:
ݒ = ݂௭ ∙ ݊ ∙ ݖ = 0,15 ∙ 11115 ∙ 5 = 8336 ݉݉/݉݅݊
1.3.2. Faaside freesimine Lõikeriist: Sandvik CoroMill Plura
R215 .84-01500-BC43G [2:A172]
Dc = 10 mm
Hambaid freesil zn = 4
Material : GC1630 [2:A148]
Soovitatav ettenihe hambale fz = 0,055 mm/h [2:A238]
Kui kasutada soovitatavat lõikekiirust Ve = 1100 m/min, siis saame liiga suurt spindli pöörete arvu
– üle 35000 p/min. Seepärast võtan spindli pöörete arvuks pingil Bridgeport 610XP3 maksimaalse
lubatud näitaja, ehk n = 12000 p/min.
Leian lõikekiiruse Ve:
ߨ ∙ ܦ ∙ ݊
ߨ ∙ 10 ∙ 12000
ܸ =
= 376,8 ݉/݉݅݊
1000
1000
Leian töölaua ettenihke vf:
ݒ = ݂௭ ∙ ݊ ∙ ݖ = 0,055 ∙ 12000 ∙ 4 = 2640 ݉݉/݉݅݊
7
1.3.3. Keerme freesimine Lõikeriist:
ISCAR MillThread MTSR 0021 H21 [3]
D = 21 mm (lõikeosa läbimõõt)
d = 20 mm (saba läbimõõt)
Hambaid freesil zn = 1
Lõikeplaat: ISCAR MillThread MT21 I 2.0 ISO [3]
Materjal: IC908 [3]
Soovitatav ettenihe hambale fz = 0,072 mm/h [3]
Soovitatav lõikekiirus Vc = 210 m/min. [3]
Leian spindli pöörete arvu n:
ܸ ∙ 1000
210 ∙ 1000
݊ =
= 3185 /݉݅݊
ߨ ∙ ܦ
ߨ ∙ 21
Leian töölaua ettenihke vf:
ݒ = ݂௭ ∙ ݊ ∙ ݖ = 0,072 ∙ 3715 ∙ 1 = 229 ݉݉/݉݅݊
1.4. Masin- ja operatsiooniaegade optimeerimine 1.4.1. Otspinna freesimine Töölaua ettenihe vf = 8336 mm/min
Töödeldava pinna pikkus lm = 60 + 150 + 75 + 150 = 435 mm
Lõikamise aeg Tc:
݈
435
ܶ =
= 0,052 ݉݅݊ = 3,1 ݏ݁݇.
ݒ
8336
1.4.2. Faaside freesimine Töölaua ettenihe vf = 2640 mm/min
Töödeldava pinna pikkus lm = l1 · n + l2 · n = (47 · 3,14) · 6 + (34 · 3,14) · 6 = 1526 mm
kus
l1 – välisfaasi pikkus,
mm;
l2 – sissefaasi pikkus,
mm;
n – faaside arv.
Lõikamise aeg Tc:
݈
1526
ܶ =
= 0,58 ݉݅݊ = 35 ݏ݁݇.
ݒ
2640
8
1.4.3. Keerme freesimine Töölaua ettenihe vf = 229 mm/min
Töödeldava pinna pikkus lm = l1 · n = 38 · 3,14 · 6 = 716 mm
kus
l1 – välisfaasi pikkus,
mm;
n – keermete arv.
Lõikamise aeg Tc:
݈
716
ܶ =
= 3,13 min = 187,5 ݏ݁݇.
ݒ
229
150 mm
1.4.4. Töötlemise aeg Kiirpaigalduste pikkus l
m: 75· 5 + 75 · 5 = 750 mm
m
Töölaua ettenihe vf = 43 m/min = 43000 mm/min
75 m
Kiirpaigalduste aeg Tkp:
݈
750
ܶ =
= 0,017 min = 1,06 ݏ݁݇.
ݒ
43000
Kogu töötlemise aeg: T = 0,052 + 0,58 + 3,13 + 0,017 = 3,78 min = 226,3 sek.
9
1.5. Töötlemise marsruutkaardid
Tabel 2
TTK
MARŠRUUTKAART Leht/lehti:
MEHAANIKATEADUSKOND
1/2
Tähis:
Nimetus:
Detaili mass:
FL.01.00.00
Flants
108,09 g
Materjal (toorik):
Tooriku mass:
AL 6082T6, Ø75 mm, L=43 mm
512,91 g
Oper Operatsiooni nimetus ja sisu Lähteviis Seade, rakis, töö- ja mõõteriisted nr. 1.
Tükeldamine Välismõõdult
Seade:
automaat lintsaag Knuth ABS
Lõigata lattmaterjalist 43 mm Ø75mm
280B
pikkused toorikud
Mõõteriist:
digitaalne nihik 150/0,01
2.
Puurimine ja treimine Välismõõdult
Seade:
treipink MoriSeiki NL2000
Puurida ava Ø34 mm; otspinna ja Ø75mm
Rakis: isetsentreeriv
padrun Ø71,4 mm pikkusele 10 mm
Lõikeriist: puur Sandvik Coromant U
treimine; koonuse Ø40 sisetreimine
Ø34 R416.2-0340L40-21
Lõikeplaat: WCMX 06T308R-53
Terahoidja: DDJNL 2525M 11
Lõikeplaat: DCGX 11 T308-AL
Terahoidja: A25T-DDUNL 11
Mõõteriist: digitaalne nihik 150/0,01
3.
Puurimine Välismõõdult
Seade:
freespink Bridgeport 610 XP3
Avade 4x Ø5 mm ja süvendite 4x Ø75 mm
Rakis: isetsentreeriv padrun
Ø8,6 mm puurimine
Lõikeriist: Sandvik CoroDrill Delta-C
R850 0500-70-A1A
Tsang : Sandvik 393.14-20 060
Lõikeriist: Sandvik CoroDrill Delta-C
R850 0860-70-A1A
Tsang: Sandvik 393.14-20 100
Tsangpadrun:
Sandvik
Varilock
393.14-20 50 052
Mõõteriist: digitaalne nihik 150/0,01
4.
Freesimine Välismõõdult
Seade: freespink Bridgeport 610 XP3
Alumise pinna kuju freesimine
Ø75 mm
Rakis: isetsentreeriv padrun
Lõikeriist: Sandvik CoroMill Plura
R216.32-10030-AC19A
Tsang: Sandvik 393.14-20 110
Tsangpadrun:
Sandvik
Varilock
393.14-20 50 052
Mõõteriist: digitaalne nihik 150/0,01
Koostas:
Kuupäev:
Kontrollis :
Kuupäev:
16.10.2011a.
10
Tabel 2
TTK
MARŠRUUTKAART Leht/lehti:
MEHAANIKATEADUSKOND
2/2
Tähis:
Nimetus:
Detaili mass:
FL.01.00.00
Flants
108,09 g
Materjal (toorik):
Tooriku mass:
AL 6082T6, Ø75 mm, L=43 mm
512,91 g
Oper Operatsiooni nimetus ja sisu Lähteviis Seade, rakis, töö- ja mõõteriisted nr. 5.
Treimine Välismõõdult
Seade: treipink MoriSeiki NL2000
Väliskoonuse
puhastreimine, Ø71,4 mm
Rakis: isetsentreeriv padrun,
tsenter raadiused
L=6mm ja tsentri
Terahoidja: DDJNL 2525M 11
abil
Lõikeplaat: DCGX 11 T308-AL
Mõõteriist: digitaalne nihik 150/0,01
6.
Freesimine Spets . rakis
Seade: freespink Bridgeport 610 XP3
Otspinna, faasi, keerme M38x2 FL.01.01.04
Rakis: Spets. rakis FL.01.01.04
freesimine
Lõikeriist: Sandvik CoroMill R390-
050Q22-11M
Lõikeplaat: R390-11 T3 04E-P4-NL
Hoidja: Sandvik 392.14005-40 22 050A
Lõikeriist: Sandvik CoroMill Plura
R215.84-01500-BC43G
Hoidja: Hoidja: Sandvik 392.14020-40
10 063
Terahoidja: Iscar MTSR 0021 H21
Lõikeplaat : Iscar MT21 I 2.0 ISO
Hoidja: Sandvik 392.14020-40 20 070
Mõõteriist: keerme kaliiber, digitaalne
nihik 150/0,01
7.
Pesemine Pesuagregaat
Pesta detailid ja kuivatada
8.
Pakendamine Pakkida detailid vastavalt tellija
nõuetele
Koostas:
Kuupäev:
Kontrollis:
Kuupäev:
16.10.2011a.
11
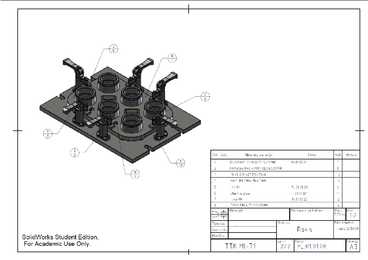
1.6. Kinnitusrakise kirjeldus ja detaili paigaldus 1.6.1. Detaili paigaldus Detail paigaldatakse rakise alusplaadile. Põhipaigalduspinnaks on koonusavaga pind (Ø40mm).
Paigalduselementidena kasutatakse 2 silindrilist tihvti (DIN427 M6x17mm) [5]. Tihvtid keeratakse
vastavatesse avadesse alumises paneelis, mis võimaldab rikke korral neid
asendada . Detaili
paigaldus ja tsentreerimine toimub tihvtide ja neile vastavate, detailis olevate, avauste arvelt. Detaili
kinnitus toimub rakise ülemise plaadi abil, mis paigaldatakse detaili peale ja tsentreeritatakse 4
silindrilise tihvti abil (DIN427 M10x30mm). Skeematiliselt detaili „Flants” paigaldus on toodud
joonisel „Paigalduse
eskiis 1” FL.02.00.00 (vt. punkt 2 „Graafiline osa”).
1.6.2. Kinnitusmehhanism Rakise ülemise plaadi
kiireks kinnitamiseks kasutatakse 6 kiirkinnitit, mis kinnitatakse
spetsialsetesse
kohtadesse rakise alusplaadil, poltide (DIN 7984 M4x12mm) abil. Ühe kinniti
kinnitusjõud on Fw = 796 N, ehk 6 kinnitite kinnitusjõud on Fw = 47976 N . [4]. Antud
mehhanismide konstruktsioon võimaldab pöörata neid (avatud olekus), mis tagab ülemise plaadi
vaba eemaldamise, detailide saamiseks.
1.6.3. Rakise paigaldamine tööpinki Rakise pingi töölauaga kinnituse kiirendamiseks ja hõlbustamiseks on alumisse plaati tehtud neli U-
kujulist soont, spetsiaalsete U-poltide kinnitamiseks. Need U-
kujulised sooned on üksteisega
paralleelsed, ning töödeldud vastavalt Bridgeport 610 XP3 töölaua T-soonte mõõtudele.
12
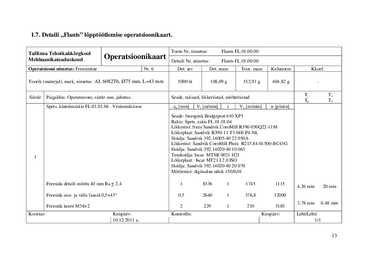
1.7. Detaili „Flants” lõpptöötlemise operatsioonikaart. Tallinna Tehnikakkõrgkool Toote Nr, nimetus:
Flants FL.01.00.00
Operatsioonikaart Mehhaanikateaduskond Detaili Nr, nimetus:
Flants FL.01.00.00
Operatsiooni nimetus: Freesimine
Nr. 6
Det. arv
Det. mass
Toor. mass
Kulunorm
Kkoef.
Toorik (materjal), mark, nimetus: AL 6082T6, Ø75 mm, L=43 mm
5000 tk
108,09 g
512,91 g
404,82 g
-
T
T
Siirde Paigaldus. Operatsiooni, siirde sisu, jahutus.
Seade, rakised, lõikeriistad, mõõteriistad
t
e
Tp
Ta
Spets. kinnitusrakis FL.01.01.04 .
Vesiemulsioon .
ap [mm]
Vf [m/min]
i
Vc [m/min]
n [p/min]
Seade: freespink Bridgeport 610 XP3
Rakis: Spets. rakis FL.01.01.04
Lõikeriist:
frees Sandvik CoroMill R390-050Q22-11M
Lõikeplaat: Sandvik R390-11 T3 04E-P4-NL
Hoidja: Sandvik 392.14005-40 22 050A
Lõikeriist: Sandvik CoroMill Plura R215.84-01500-BC43G
Hoidja: Sandvik 392.14020-40 10 063
1
Terahoidja: Iscar MTSR 0021 H21
Lõikeplaat : Iscar MT21 I 2.0 ISO
Hoidja: Sandvik 392.14020-40 20 070
Mõõteriist: digitaalne nihik 150/0,01
Freesida detaili mõõtu 40 mm Ra ≤ 2,4
1
8336
1
1745
1115
4,26 min
20 min
Freesida sise- ja välis
faasid 0,5×45°
0,5
2640
1
376,8
12000
3,78 min
0,48 min
Freesida keere M38×2
2
229
1
210
3185
Koostas:
Kuupäev:
Kontrollis:
Kuupäev:
Leht/Lehti
10.12.2011 a.
1/1
13
KASUTATUD KIRJANDUS 1. Bridgeport VMC 610 XP3 [WWW]
http://www.hardingeus.com/usr/pdf/milling/1340_XP3SERIES.pdf 2. Sandvik Coromant. Вращающийся инструмент (2003).
3. ISCAR Cutting tools . [WWW]
http://www.iscar.com 4. Fixtureworks Workholding Technologies. [WWW]
http://www.fixtureworks.net/ 5. Tihvtid DIN 427. [WWW]
http://tdm-neva.ru/screws/din-427-screw.htm 14
2. GRAAFILINE OSA 15
16
17
18
19
20
21
22
3. LISAD APJ PINGI OPERATSIOONILE 3.1. NC programm %
O0101 (FLANTS)
(T1 FACE MILL COROMILL 390 D=50)
(T2 CHAMFER MILL COROMILL PLURA 45 DEG)
(T3
THREAD MILL MTSR0021H21 MT21 I 2.0 ISO)
N10 G90 G94 G17
N11 G21
N12 G28 G91 Z0.
N13 G90
N14 M09
N15 T1 M06
N16 S11115 M03
N17 G54
N18 M08
N19 G00 X40.7 Y-12.29
N20 G43 Z21. H01
N21 G00 Z2.
N22 G01 Z0. F8336.
N23 Y-7.29
N24 Y190.7
N25 X115.7
N26 Y-7.29
N27 G00 Z21.
N28 G17
N29 G28 G91 Z0.
N30 G90
N31 M09
N32 M01
N33 T2 M06
N34 S12000 M03
N35 M08
N36 G00 X28.2 Y25.7
N37 G43 Z16. H02
N38 G00 Z6.
N39 G01 Z2. F2640.
N40 Z0. F84.
N41 X28.203 Y25.698 Z-0.087
23
N42 X28.212 Y25.691 Z-0.174
N43 X28.227 Y25.68 Z-0.259
N44 X28.248 Y25.664 Z-0.342
N45 X28.275 Y25.644 Z-0.423
N46 X28.307 Y25.62 Z-0.5
N47 X28.345 Y25.591 Z-0.574
N48 X28.387 Y25.56 Z-0.643
N49 X28.434 Y25.524 Z-0.707
N50 X28.486 Y25.486 Z-0.766
N51 X28.541 Y25.444 Z-0.819
N52 X28.6 Y25.4 Z-0.866
N53 X28.662 Y25.354 Z-0.906
N54 X28.726 Y25.305 Z-0.94
N55 X28.793 Y25.255 Z-0.966
N56 X28.861 Y25.204 Z-0.985
N57 X28.93 Y25.152 Z-0.996
N58 X29. Y25.1 Z-1.
N59 X29.8 Y24.5 F2640.
N60 G17 G03 X29.6 Y25.9 R1.
N61 G02 Y55.5 R18.5
N62 X29.677 Y55.557 R18.5
N63 X59.2 Y40.7 R18.5
N64 X29.6 Y25.9 R18.5
N65 G03 X28.2 Y25.7 R1.
N66 G01 X29. Y25.1
N67 X29.07 Y25.048 Z-0.996
N68 X29.139 Y24.996 Z-0.985
N69 X29.207 Y24.945 Z-0.966
N70 X29.274 Y24.895 Z-0.94
N71 X29.338 Y24.846 Z-0.906
N72 X29.4 Y24.8 Z-0.866
N73 X29.459 Y24.756 Z-0.819
N74 X29.514 Y24.714 Z-0.766
N75 X29.566 Y24.676 Z-0.707
N76 X29.613 Y24.64 Z-0.643
N77 X29.655 Y24.609 Z-0.574
N78 X29.693 Y24.58 Z-0.5
N79 X29.725 Y24.556 Z-0.423
N80 X29.752 Y24.536 Z-0.342
N81 X29.773 Y24.52 Z-0.259
N82 X29.788 Y24.509 Z-0.174
N83 X29.797 Y24.502 Z-0.087
N84 X29.8 Y24.5 Z0.
N85 G00 Z6.
N86 X26.7 Y57.7
N87 G01 Z2. F2640.
N88 Z0. F84.
N89 X26.703 Y57.702 Z-0.087
N90 X26.712 Y57.709 Z-0.174
N91 X26.727 Y57.72 Z-0.259
24
N92 X26.748 Y57.736 Z-0.342
N93 X26.775 Y57.756 Z-0.423
N94 X26.807 Y57.78 Z-0.5
N95 X26.845 Y57.809 Z-0.574
N96 X26.887 Y57.84 Z-0.643
N97 X26.934 Y57.876 Z-0.707
N98 X26.986 Y57.914 Z-0.766
N99 X27.041 Y57.956 Z-0.819
N100 X27.1 Y58. Z-0.866
N101 X27.162 Y58.046 Z-0.906
N102 X27.226 Y58.095 Z-0.94
N103 X27.293 Y58.145 Z-0.966
N104 X27.361 Y58.196 Z-0.985
N105 X27.43 Y58.248 Z-0.996
N106 X27.5 Y58.3 Z-1.
N107 X28.3 Y58.9 F2640.
N108 G03 X26.9 Y59.1 R1.
N109 Y22.3 R23.
N110 X26.977 Y22.243 R23.
N111 X63.7 Y40.7 R23.
N112 X26.9 Y59.1 R23.
N113 X26.7 Y57.7 R1.
N114 G01 X27.5 Y58.3
N115 X27.57 Y58.352 Z-0.996
N116 X27.639 Y58.404 Z-0.985
N117 X27.707 Y58.455 Z-0.966
N118 X27.774 Y58.505 Z-0.94
N119 X27.838 Y58.554 Z-0.906
N120 X27.9 Y58.6 Z-0.866
N121 X27.959 Y58.644 Z-0.819
N122 X28.014 Y58.686 Z-0.766
N123 X28.066 Y58.724 Z-0.707
N124 X28.113 Y58.76 Z-0.643
N125 X28.155 Y58.791 Z-0.574
N126 X28.193 Y58.82 Z-0.5
N127 X28.225 Y58.844 Z-0.423
N128 X28.252 Y58.864 Z-0.342
N129 X28.273 Y58.88 Z-0.259
N130 X28.288 Y58.891 Z-0.174
N131 X28.297 Y58.898 Z-0.087
N132 X28.3 Y58.9 Z0.
N133 G00 Z6.
N134 X96.2 Y41.7
N135 G01 Z2. F2640.
N136 Z0. F84.
N137 G19 G02 Y40.7 Z-1. R1.
N138 G01 Y39.7 F2640.
N139 G17 G03 X97.2 Y40.7 R1.
N140 G02 X130.5 Y51.8 R18.5
N141 X130.557 Y51.723 R18.5
25
N142 X115.7 Y22.2 R18.5
N143 X97.2 Y40.7 R18.5
N144 G03 X96.2 Y41.7 R1.
N145 G01 Y40.7
N146 G19 G02 Y39.7 Z0. R1.
N147 G01 X93.7
N148 G03 Y40.7 Z-1. R1. F84.
N149 G01 Y41.7 F2640.
N150 G17 G03 X92.7 Y40.7 R1.
N151 X138.7 R23.
N152 X134.1 Y54.5 R23.
N153 X134.042 Y54.577 R23.
N154 X97.3 Y54.5 R23.
N155 X92.7 Y40.7 R23.
N156 X93.7 Y39.7 R1.
N157 G01 Y40.7
N158 G19 G03 Y41.7 Z0. R1.
N159 G00 Z6.
N160 X100.851 Y99.436
N161 G01 Z2. F2640.
N162 Z0. F84.
N163 X100.848 Y99.439 Z-0.087
N164 X100.84 Y99.447 Z-0.174
N165 X100.826 Y99.461 Z-0.259
N166 X100.808 Y99.479 Z-0.342
N167 X100.784 Y99.503 Z-0.423
N168 X100.756 Y99.531 Z-0.5
N169 X100.723 Y99.564 Z-0.574
N170 X100.685 Y99.602 Z-0.643
N171 X100.643 Y99.644 Z-0.707
N172 X100.598 Y99.689 Z-0.766
N173 X100.549 Y99.738 Z-0.819
N174 X100.497 Y99.79 Z-0.866
N175 X100.442 Y99.845 Z-0.906
N176 X100.385 Y99.902 Z-0.94
N177 X100.326 Y99.961 Z-0.966
N178 X100.266 Y100.021 Z-0.985
N179 X100.205 Y100.082 Z-0.996
N180 X100.143 Y100.144 Z-1.
N181 X99.436 Y100.851 F2640.
N182 G17 G03 Y99.436 R1.
N183 X134.1 Y101.9 R23.
N184 X97.3 Y129.5 R23.
N185 Y101.9 R23.
N186 X97.358 Y101.823 R23.
N187 X99.436 Y99.436 R23.
N188 X100.851 R1.
N189 G01 X100.143 Y100.144
N190 X100.082 Y100.205 Z-0.996
N191 X100.021 Y100.266 Z-0.985
26
N192 X99.96 Y100.327 Z-0.966
N193 X99.902 Y100.385 Z-0.94
N194 X99.845 Y100.442 Z-0.906
N195 X99.79 Y100.497 Z-0.866
N196 X99.738 Y100.549 Z-0.819
N197 X99.689 Y100.598 Z-0.766
N198 X99.643 Y100.644 Z-0.707
N199 X99.602 Y100.685 Z-0.643
N200 X99.564 Y100.723 Z-0.574
N201 X99.531 Y100.756 Z-0.5
N202 X99.503 Y100.784 Z-0.423
N203 X99.479 Y100.808 Z-0.342
N204 X99.46 Y100.827 Z-0.259
N205 X99.447 Y100.84 Z-0.174
N206 X99.439 Y100.848 Z-0.087
N207 X99.436 Y100.851 Z0.
N208 X101.204 Y102.619
N209 X101.207 Y102.616 Z-0.087 F84.
N210 X101.215 Y102.608 Z-0.174
N211 X101.228 Y102.594 Z-0.259
N212 X101.247 Y102.576 Z-0.342
N213 X101.271 Y102.552 Z-0.423
N214 X101.299 Y102.524 Z-0.5
N215 X101.332 Y102.491 Z-0.574
N216 X101.37 Y102.453 Z-0.643
N217 X101.411 Y102.411 Z-0.707
N218 X101.457 Y102.366 Z-0.766
N219 X101.506 Y102.317 Z-0.819
N220 X101.558 Y102.265 Z-0.866
N221 X101.613 Y102.21 Z-0.906
N222 X101.67 Y102.153 Z-0.94
N223 X101.728 Y102.094 Z-0.966
N224 X101.789 Y102.034 Z-0.985
N225 X101.85 Y101.973 Z-0.996
N226 X101.911 Y101.911 Z-1.
N227 X102.619 Y101.204 F2640.
N228 G03 Y102.619 R1.
N229 G02 X100.9 Y104.6 R18.5
N230 X100.84 Y104.68 R18.5
N231 X115.7 Y134.2 R18.5
N232 Y97.2 R18.5
N233 X102.619 Y102.619 R18.5
N234 G03 X101.204 R1.
N235 G01 X101.911 Y101.911
N236 X101.973 Y101.85 Z-0.996
N237 X102.034 Y101.789 Z-0.985
N238 X102.094 Y101.728 Z-0.966
N239 X102.153 Y101.67 Z-0.94
N240 X102.21 Y101.613 Z-0.906
N241 X102.265 Y101.558 Z-0.866
27
N242 X102.317 Y101.506 Z-0.819
N243 X102.366 Y101.457 Z-0.766
N244 X102.411 Y101.411 Z-0.707
N245 X102.453 Y101.37 Z-0.643
N246 X102.491 Y101.332 Z-0.574
N247 X102.524 Y101.299 Z-0.5
N248 X102.552 Y101.271 Z-0.423
N249 X102.576 Y101.247 Z-0.342
N250 X102.594 Y101.228 Z-0.259
N251 X102.608 Y101.215 Z-0.174
N252 X102.616 Y101.207 Z-0.087
N253 X102.619 Y101.204 Z0.
N254 G00 Z6.
N255 X39.7 Y96.2
N256 G01 Z2. F2640.
N257 Z0. F84.
N258 G18 G02 X40.7 Z-1. R1.
N259 G01 X41.7 F2640.
N260 G17 G03 X40.7 Y97.2 R1.
N261 G02 X29.6 Y100.9 R18.5
N262 X29.523 Y100.958 R18.5
N263 X29.6 Y130.5 R18.5
N264 X51.8 Y100.9 R18.5
N265 X40.7 Y97.2 R18.5
N266 G03 X39.7 Y96.2 R1.
N267 G01 X40.7
N268 G18 G02 X41.7 Z0. R1.
N269 G01 Y93.7
N270 G03 X40.7 Z-1. R1. F84.
N271 G01 X39.7 F2640.
N272 G17 G03 X40.7 Y92.7 R1.
N273 X63.7 Y115.7 R23.
N274 Y115.796 R23.
N275 X26.9 Y134.1 R23.
N276 X40.7 Y92.7 R23.
N277 X41.7 Y93.7 R1.
N278 G01 X40.7
N279 G18 G03 X39.7 Z0. R1.
N280 G00 Z6.
N281 Y171.2
N282 G01 Z2. F2640.
N283 Z0. F84.
N284 G02 X40.7 Z-1. R1.
N285 G01 X41.7 F2640.
N286 G17 G03 X40.7 Y172.2 R1.
N287 G02 X29.6 Y205.5 R18.5
N288 X29.68 Y205.56 R18.5
N289 X59.2 Y190.7 R18.5
N290 X40.7 Y172.2 R18.5
N291 G03 X39.7 Y171.2 R1.
28
N292 G01 X40.7
N293 G18 G02 X41.7 Z0. R1.
N294 G01 Y168.7
N295 G03 X40.7 Z-1. R1. F84.
N296 G01 X39.7 F2640.
N297 G17 G03 X40.7 Y167.7 R1.
N298 Y213.7 R23.
N299 X26.9 Y209.1 R23.
N300 X26.823 Y209.042 R23.
N301 X26.9 Y172.3 R23.
N302 X40.7 Y167.7 R23.
N303 X41.7 Y168.7 R1.
N304 G01 X40.7
N305 G18 G03 X39.7 Z0. R1.
N306 G00 Z6.
N307 X106.756 Y170.575
N308 G01 Z2. F2640.
N309 Z0. F84.
N310 X106.752 Y170.577 Z-0.087
N311 X106.742 Y170.582 Z-0.174
N312 X106.725 Y170.591 Z-0.259
N313 X106.702 Y170.602 Z-0.342
N314 X106.672 Y170.617 Z-0.423
N315 X106.636 Y170.635 Z-0.5
N316 X106.594 Y170.656 Z-0.574
N317 X106.546 Y170.68 Z-0.643
N318 X106.494 Y170.706 Z-0.707
N319 X106.436 Y170.735 Z-0.766
N320 X106.374 Y170.766 Z-0.819
N321 X106.308 Y170.799 Z-0.866
N322 X106.239 Y170.834 Z-0.906
N323 X106.167 Y170.87 Z-0.94
N324 X106.093 Y170.907 Z-0.966
N325 X106.016 Y170.945 Z-0.985
N326 X105.939 Y170.984 Z-0.996
N327 X105.861 Y171.023 Z-1.
N328 X104.967 Y171.47 F2640.
N329 G17 G03 X105.414 Y170.128 R1.
N330 X134.1 Y176.9 R23.
N331 X97.3 Y204.5 R23.
N332 Y176.9 R23.
N333 X97.358 Y176.823 R23.
N334 X105.414 Y170.128 R23.
N335 X106.756 Y170.575 R1.
N336 G01 X105.861 Y171.023
N337 X105.783 Y171.061 Z-0.996
N338 X105.706 Y171.1 Z-0.985
N339 X105.63 Y171.138 Z-0.966
N340 X105.555 Y171.175 Z-0.94
N341 X105.483 Y171.212 Z-0.906
29
N342 X105.414 Y171.246 Z-0.866
N343 X105.348 Y171.279 Z-0.819
N344 X105.286 Y171.31 Z-0.766
N345 X105.229 Y171.339 Z-0.707
N346 X105.176 Y171.365 Z-0.643
N347 X105.128 Y171.389 Z-0.574
N348 X105.087 Y171.41 Z-0.5
N349 X105.051 Y171.428 Z-0.423
N350 X105.021 Y171.443 Z-0.342
N351 X104.997 Y171.454 Z-0.259
N352 X104.98 Y171.463 Z-0.174
N353 X104.97 Y171.468 Z-0.087
N354 X104.967 Y171.47 Z0.
N355 X106.085 Y173.706
N356 X106.088 Y173.704 Z-0.087 F84.
N357 X106.098 Y173.699 Z-0.174
N358 X106.115 Y173.691 Z-0.259
N359 X106.139 Y173.679 Z-0.342
N360 X106.169 Y173.664 Z-0.423
N361 X106.205 Y173.646 Z-0.5
N362 X106.247 Y173.625 Z-0.574
N363 X106.294 Y173.601 Z-0.643
N364 X106.347 Y173.575 Z-0.707
N365 X106.404 Y173.546 Z-0.766
N366 X106.466 Y173.515 Z-0.819
N367 X106.532 Y173.482 Z-0.866
N368 X106.601 Y173.448 Z-0.906
N369 X106.673 Y173.412 Z-0.94
N370 X106.748 Y173.374 Z-0.966
N371 X106.824 Y173.336 Z-0.985
N372 X106.901 Y173.298 Z-0.996
N373 X106.979 Y173.259 Z-1.
N374 X107.874 Y172.811 F2640.
N375 G03 X107.427 Y174.153 R1.
N376 G02 X100.9 Y179.6 R18.5
N377 X100.843 Y179.677 R18.5
N378 X115.7 Y209.2 R18.5
N379 Y172.2 R18.5
N380 X107.427 Y174.153 R18.5
N381 G03 X106.085 Y173.706 R1.
N382 G01 X106.979 Y173.259
N383 X107.057 Y173.22 Z-0.996
N384 X107.135 Y173.181 Z-0.985
N385 X107.211 Y173.143 Z-0.966
N386 X107.285 Y173.106 Z-0.94
N387 X107.357 Y173.07 Z-0.906
N388 X107.427 Y173.035 Z-0.866
N389 X107.492 Y173.002 Z-0.819
N390 X107.554 Y172.971 Z-0.766
N391 X107.612 Y172.942 Z-0.707
30
N392 X107.665 Y172.916 Z-0.643
N393 X107.712 Y172.892 Z-0.574
N394 X107.754 Y172.871 Z-0.5
N395 X107.79 Y172.853 Z-0.423
N396 X107.82 Y172.838 Z-0.342
N397 X107.843 Y172.827 Z-0.259
N398 X107.86 Y172.818 Z-0.174
N399 X107.87 Y172.813 Z-0.087
N400 X107.874 Y172.811 Z0.
N401 G00 Z16.
N402 M09
N403 G28 G91 Z0.
N404 G28 X0. Y0.
N405 M01
N406 T3 M06
N407 S12000 M03
N408 M08
N409 G90 G00 G54 G40 G17 G94 X40.700 Y40.700 S3185 M03
N410 G43 H1 Z50.000 M08
N411 (
PASS NUMBER - 1 )
N412 G90 G01 Z-15.250 F5000
N413 G91
N414 G41 D1 X4.250 Y-4.250 Z0.000 F229
N415 G03 X4.250 Y4.250 Z0.250 I0.000 J4.250 F102
N416 G03 X0.000 Y0.000 Z2.000 I-8.500 J0.000
N417 G03 X-4.250 Y4.250 Z0.250 I-4.250 J0.000
N418 G01 G40 X-4.250 Y-4.250 Z0.000 F5000
N419 G90 G00 Z20.00
N420 G00 X40.700 Y115.700
N421 ( PASS NUMBER - 2)
N422 G90 G01 Z-15.250 F5000
N423 G91
N424 G41 D1 X4.250 Y-4.250 Z0.000 F229
N425 G03 X4.250 Y4.250 Z0.250 I0.000 J4.250 F102
N426 G03 X0.000 Y0.000 Z2.000 I-8.500 J0.000
N427 G03 X-4.250 Y4.250 Z0.250 I-4.250 J0.000
N428 G01 G40 X-4.250 Y-4.250 Z0.000 F5000
N429 G90 G00 Z20.00
N430 G00 X40.700 Y190.7
N431 ( PASS NUMBER - 3)
N432 G90 G01 Z-15.250 F5000
N433 G91
N434 G41 D1 X4.250 Y-4.250 Z0.000 F229
N435 G03 X4.250 Y4.250 Z0.250 I0.000 J4.250 F102
N436 G03 X0.000 Y0.000 Z2.000 I-8.500 J0.000
N437 G03 X-4.250 Y4.250 Z0.250 I-4.250 J0.000
N438 G01 G40 X-4.250 Y-4.250 Z0.000 F5000
N439 G90 G00 Z20.00
N440 G00 X115.7 Y190.7
N441 ( PASS NUMBER - 3)
31
N442 G90 G01 Z-15.250 F5000
N443 G91
N444 G41 D1 X4.250 Y-4.250 Z0.000 F229
N445 G03 X4.250 Y4.250 Z0.250 I0.000 J4.250 F102
N446 G03 X0.000 Y0.000 Z2.000 I-8.500 J0.000
N447 G03 X-4.250 Y4.250 Z0.250 I-4.250 J0.000
N448 G01 G40 X-4.250 Y-4.250 Z0.000 F5000
N449 G90 G00 Z20.00
N450 G00 X115.7 Y115.7
N451 ( PASS NUMBER - 3)
N452 G90 G01 Z-15.250 F5000
N453 G91
N454 G41 D1 X4.250 Y-4.250 Z0.000 F229
N455 G03 X4.250 Y4.250 Z0.250 I0.000 J4.250 F102
N456 G03 X0.000 Y0.000 Z2.000 I-8.500 J0.000
N457 G03 X-4.250 Y4.250 Z0.250 I-4.250 J0.000
N458 G01 G40 X-4.250 Y-4.250 Z0.000 F5000
N459 G90 G00 Z20.00
N460 G00 X115.7 Y40.7
N461 ( PASS NUMBER - 3)
N462 G90 G01 Z-15.250 F5000
N463 G91
N464 G41 D1 X4.250 Y-4.250 Z0.000 F229
N465 G03 X4.250 Y4.250 Z0.250 I0.000 J4.250 F102
N466 G03 X0.000 Y0.000 Z2.000 I-8.500 J0.000
N467 G03 X-4.250 Y4.250 Z0.250 I-4.250 J0.000
N468 G01 G40 X-4.250 Y-4.250 Z0.000 F5000
N469 G90 G00 Z20.00
N470 M09
N471 G28 G91 Z0.
N472 G28 X0. Y0.
N473 M30
%
32






































































































































































































































































































































Kõik kommentaarid