PROJEKTÜLESANNE „ HOIDIK “ Õppeaines:
RAKISTE PROJEKTEERIMINE + PROJEKT
Mehaanikateaduskond Esitamiskuupäev:....................
Üliõpilase allkiri :....................
Õppejõu allkiri:....................
Tallinn
2017 SISUKORD SISSEJUHATUS .................................................................................................................................. 2
TOORIK ,
TÖÖPINK ................................................................................................................... 3
Tooriku andmed ................................................................................................................... 3
Tööpingi valik ja parameetrite kirjeldus .............................................................................. 3
Valitud freespingi töölaua
parameetrid (Joonis 3.) .............................................................................. 4
MARŠRUUTTEHNOLOOGIA ................................................................................................... 5
TEHNOLOOGILISED REŽIIMID JA ARVUTUSED ............................................................... 7
Esimene paigaldus ................................................................................................................ 7
3.1.1 Otspinna
freesimine .......................................................................................................... 7
3.1.2 Kontuuri freesimine .......................................................................................................... 7
3.1.3 Ava
puurimine Ø11H10 mm ............................................................................................ 8
3.1.4 Ava puurimine Ø10,2 mm ................................................................................................ 8
3.1.5 Ava puurimine Ø6,5 mm .................................................................................................. 8
3.1.6 Ava puurimine Ø5,5 mm .................................................................................................. 9
3.1.7 Ava
keermestamine M6 ................................................................................................... 9
Teine paigaldus .................................................................................................................... 9
3.2.1 Otspinna freesimine .......................................................................................................... 9
3.2.2 Kontuuri freesimine ........................................................................................................ 10
Kolmas paigaldus ............................................................................................................... 10
3.3.1 Ava puurimine Ø25,3 ..................................................................................................... 10
3.3.2
Soone freesimine ............................................................................................................ 11
MASINA- JA OPERATSIOONIAEGADE OPTIMEEIRMINE .............................................. 12
RAKISE PAIGALDUSSKEEM ................................................................................................ 13
5.1.1 Esimene paigaldus .......................................................................................................... 13
5.1.2 Teine paugaldus .............................................................................................................. 13
5.1.3 Kolmas paigaldus ........................................................................................................... 13
RAKISE TÄPSUSARVUTUS ................................................................................................... 14
RAKISE KINNITUSJÕU KONTROLL .................................................................................... 15
VIIDATUD ALLIKATE
LOETELU ................................................................................................. 16
1
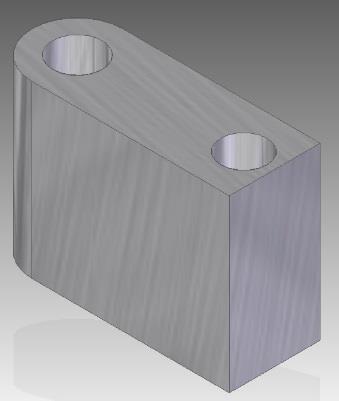
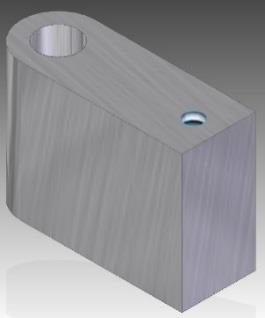
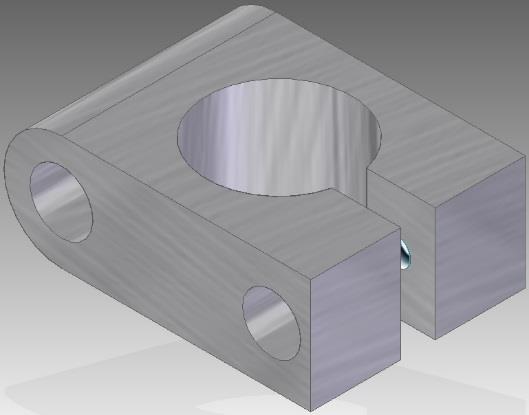
SISSEJUHATUS Töö eesmärgiks on projekteerida rakistus detaili „
Lukusti “ töötlemiseks enda poolt valitud APJ
freespingis. Tootmisprogrammiga 5000tk saritootmise tingimustes.
Rakistusele esitatavad tingimused:
• Mõõtme 25,3 H8 töötlemiseks
•
Rakis peab olema tööpingi töölaualt lihtsalt eemaldatav;
• Rakside paigaldusel tööpingi löölauale peab olema tagatud ristseis;
• Korraga peab olema paigaldatav min 2 detaili;
• Detailide
kinnitus rakisesse peab toimuma kiirelt;
• Rakise projekteerimisel kasutada standardelemente;
2
TOORIK, TÖÖPINK Tooriku andmed Detaili „Hoidik“ toorikuks on etteantud järgmiste mõõtmetega materjal: 55,5 x 22 x 37,7mm.
Tooriku materjalik on alumiinumsulam 6082 T6.
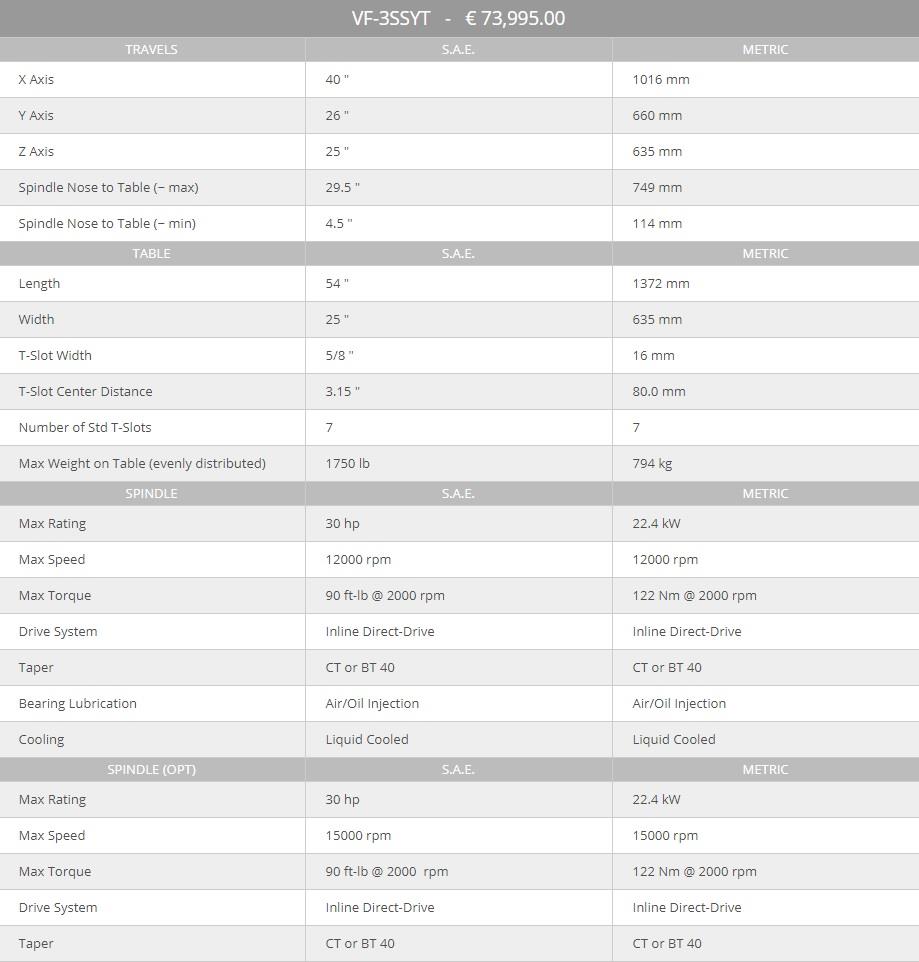
Tööpingi valik ja parameetrite kirjeldus Etteantud projektülesande lahendamiskes valin järgmise freespingi
HAAS VF-3SSYT tehnilised
parameetrid (Joonis 2.)
Joonis 2. Haas VF-3SSYT [1]
3
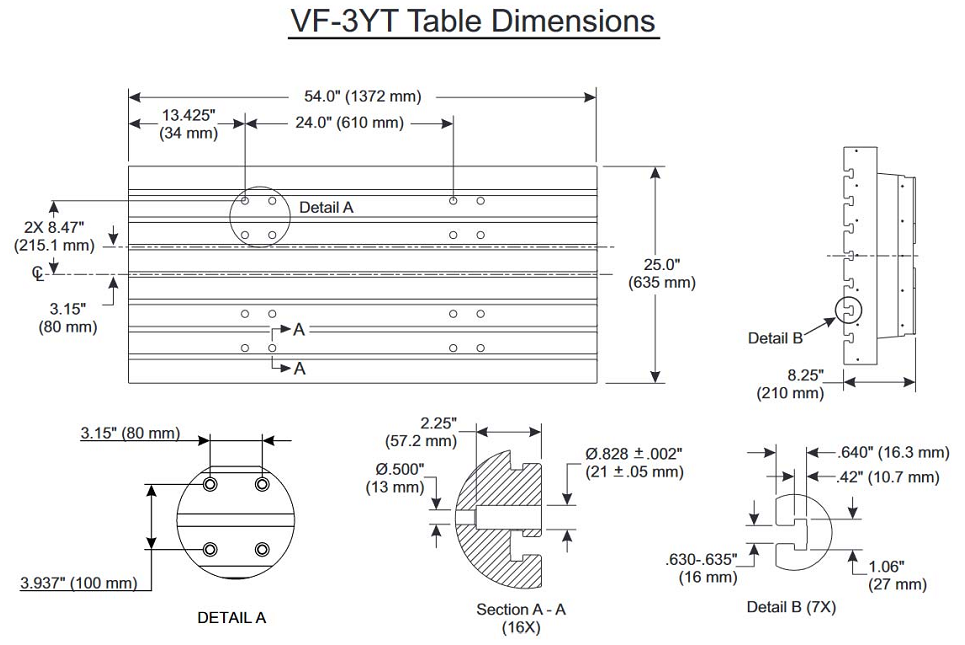
Valitud freespingi töölaua parameetrid (Joonis 3.)
Joonis 3. Töölaud Haas VF-3YT [2]
4
MARŠRUUTTEHNOLOOGIA TTK Leht/lehti:
MARŠTUUTKAARTMEHAANIKATEADUSKOND1/2
Tähis:
Nimetus:
Det. Mass:
MME217 KME61-S16Hoidik0,060 kg
Materjal (toorik):
Alumiiniumsulam 6082 T6; 55,5x22x37,7mm
Operatsiooni
Operatsiooni nimetus ja sisu
Seade, rakis, töö- ja
mõõteriistad number
1.
Freesimine:
Seade: Haas VF-3SSYT
1.
Otspind 22 x 55,5 mm, l = 1mm
Rakis: Masinkruustangid
2.
Kontuur 20 x 53,5;
Ühelt poolt R =
10mm; l = 1mm
Tööriistad :
3. Ava puurimine Ø11,07mm, l = 37mm
1.
Terik : CoroMill 790 R790-160431PH-
NM H13A
4. Ava puurimine Ø10,2, l = 7,4mm
Terahoidja: CoroMill 790 R790-032A32S1-
5. Ava puurimine Ø6,5, l = 16mm
16M
6. Ava puurimine Ø5, l = 37mm
2. Sõrmfrees: CoroMill Plura 2P340-1600-
7. Ava keermestamine M6, l = 37mm
PA 1630
3.
Puur : CoroDrill 860 860.1-1100-088A1-
NM H10F
4. Puur: CoroDrill 860 860.1-1020-031A1-
NM H10F
5. Puur: CoroDrill 860.1-0650-020A1-NM
H10F
6. Puur: CoroDrill 860.1-0550-044A1-NM
H10F
7. Keermepuur: CoroTap E305M6
2.
1. Otspind 22 x 55,5 mm, l = 1mm
Seade: Haas VF-3SSYT
2. Kontuur 20 x 53,5; Ühelt poolt R =
Rakis: Masinkruustangid
10mm; l = 1mm
Tööriistad:
1. Terik: CoroMill 790 R790-160431PH-
NM H13A
Terahoidja: CoroMill 790 R790-032A32S1-
16M
2. Sõrmfrees: CoroMill Plura 2P340-1600-
PA 1630
Koostas:
Allkiri:
Kuupäev:
Kontrollis:
Allkiri:
Kuupäev:
Ivo Hein
13.09.2017
Janis Piiritalo
5
TTK Leht/lehti:
MARŠTUUTKAARTMEHAANIKATEADUSKOND1/2
Tähis:
Nimetus:
Det. Mass:
MME217 KME61-S16Hoidik0,060 kg
Materjal (toorik):
Alumiiniumsulam 6082 T6; 55x22x38mm
Operatsiooni
Operatsiooni nimetus ja sisu
Seade, rakis, töö- ja mõõteriistad
number
3.
1. Ava freesimine Ø25,3 H8, l = 21
Seade: Haas VF-3SSYT
2. Soone freesimine 15 x 6 mm, l = 21
Rakis: Masinkruustangid
1. Terik: CoroDrill 870 870-
2530 -25-PM
4234
Terahoidja: CoroDrill 870 870-2500-
25L32-3
2. Sõrmfrees: Coromill Plura
R216 .33-
06040-AJ10U H10F
Mõõtevahend:
Digitaalne nihik 150/0,01
Koostas:
Allkiri:
Kuupäev:
Kontrollis:
Allkiri:
Kuupäev:
Ivo Hein
13.09.2017
Janis Piiritalo
6
TEHNOLOOGILISED REŽIIMID JA ARVUTUSED Töötlemiseks kasutatavad terikud,
freesid ja terahoidjate leidmiseks
kasutan „
Sandvik “ tarkvara
„ToolGuide“ [3]. Nimetatud programmi on võimalik etteanda materjali ja APJ tööpingi
parameetrid, millest lähtuvalt programm pakub tööriistad koos lõikeparameetritega kaasaarvatud
spindli
pöörlemissagedus ,
lõikekiirus ja
ettenihe hambale.
Esimene paigaldus 3.1.1 Otspinna freesimine Terik: CoroMill 790 R790-160431PH-NM H13A; Dc = 32 mm; zn = 3
Terahoidja: CoroMill 790 R790-032A32S1-16M
Lõikesügavus : 1
läbim ap = 0,5 mm, 2 läbim ap = 0,5 mm
Spindli pöörlemissagedus: 1 läbim n = 6990 p/mim, 2 läbim n = 7560 p/mim
[3]
Ettenihe hambale: 1 läbim fz = 0,477 mm/h, 2 läbim fz = 0,440 mm/h
[3]
Lõikekiirus: 1 läbim Vc = 640 m/min, 2 läbim Vc = 693 m/min
[3]
Tööpingi kasutatav võimsus: 1 läbim 2,22 kw, 2 läbim 1,96 kw
[3]
Tööriista püsivusaeg: 3080 siiret
[3]
Siirdeaeg : 0:00,948 min:s
[3]
Pinnakaredus : Ra = 2,6 µm
3.1.2 Kontuuri freesimine Sõrmfrees: CoroMill Plura 2P340-1600-PA 1630, Dc = 16 mm, zn = 4
Lõikesügavus: 1 läbim ae = 0,68mm, 2 läbim ae = 0,32 mm
Spindli pöörlemissagedus: 1 läbim n = 7410 p/mim, 2 läbim n = 12000 p/mim
[3]
Ettenihe hambale: 1 läbim fz = 0,45 mm/h, 2 läbim fz = 0,276 mm/h
[3]
Lõikekiirus: 1 läbim Vc = 372 m/min, 2 läbim Vc = 603 m/min
[3]
Tööpingi kasutatav võimsus: 1 läbim 2,4kw, 2 läbim 0,858kw
[3]
Tööriista püsivusaeg: 32400 siiret
[3]
Siirdeaeg: 00:01,032 min
[3]
Pinnakaredus: Ra = 2,6 µm
[3]
7
3.1.3 Ava puurimine Ø11H10 mm Puur: CoroDrill 860 860.1-1100-088A1-NM H10F, Dc = 11 mm, zn = 2
Puurimissügavus: 1 läbim ap = 36mm
Spindli pöörlemissagedus: n= 8680 p/min
[3]
Lõikekiirus: Vc = 300 m/min
[3]
Ettenihe pöördele: Fn = 0,55mm
[3]
Etteande kiirus: Vf = 4770 mm/min
[3]
Lõikejõud : PPC = 5,82 kW
[3]
Tööriista püsivusaeg: 17500 siiret
[3]
Siirdeaeg: 00:00,584 min
[3]
Pinnakaredus: Ra = 2,6 µm
3.1.4 Ava puurimine Ø10,2 mm Puur: CoroDrill 860 860.1-1020-031A1-NM H10F, Dc = 10,2 mm, zn = 2.
Puurimissügavus: 1 läbim ap = 7,4mm
Spindli pöörlemissagedus: n= 9360 p/min
[3]
Lõikekiirus: Vc = 300 m/min
[3]
Ettenihe pöördele: Fn = 1mm
[3]
Etteande kiirus: Vf = 9360 mm/min
[3]
Lõikejõud: PPC = 8,49 kW
[3]
Tööriista püsivusaeg: 167000 siiret
[3]
Siirdeaeg: 00:00,083 min
[3]
Pinnakaredus: Ra = 2,6 µm
3.1.5 Ava puurimine Ø6,5 mm Puur: CoroDrill 860.1-0650-020A1-NM H10F, Dc = 6,5 mm, zn = 2.
Puurimissügavus: 1 läbim ap = 16mm
Spindli pöörlemissagedus: n= 12000 p/min
[3]
Lõikekiirus: Vc = 245 m/min
[3]
Ettenihe pöördele: Fn = 0,533mm
[3]
Etteande kiirus: Vf = 6400 mm/min
[3]
Lõikejõud: PPC = 2,77 kW
[3]
8
Tööriista püsivusaeg: 69300 siiret
[3]
Siirdeaeg: 00:00,209 min
[3]
Pinnakaredus: Ra = 2,6 µm
3.1.6 Ava puurimine Ø5,5 mm Puur: CoroDrill 860.1-0550-044A1-NM H10F, Dc = 5,5 mm, zn = 2.
Puurimissügavus: 1 läbim ap = 16mm
Spindli pöörlemissagedus: n= 12000 p/min
[3]
Lõikekiirus: Vc = 207 m/min
[3]
Ettenihe pöördele: Fn = 0,22 mm
[3]
Etteande kiirus: Vf = 2640 mm/min
[3]
Lõikejõud: PPC = 1,01 kW
[3]
Tööriista püsivusaeg: 15900 siiret
[3]
Siirdeaeg: 00:00,942 min
[3]
Pinnakaredus: Ra = 2,6 µm
3.1.7 Ava keermestamine M6 Keermepuur: CoroTap E305M6, Dc = 5 mm
Puurimissügavus: 1 läbim ap = 16mm
Spindli pöörlemissagedus: n=
1740 p/min
[3]
Lõikekiirus: Vc = 32,7 m/min
[3]
Ettenihe pöördele: Fn = 1 mm
[3]
Lõikejõud: PPC = 0,265 kW
[3]
Tööriista püsivusaeg: 6720 siiret
[3]
Siirdeaeg: 00:02,334 min
[3]
Teine paigaldus 3.2.1 Otspinna freesimine Terik: CoroMill 790 R790-160431PH-NM H13A; Dc = 32 mm; zn = 3
Terahoidja: CoroMill 790 R790-032A32S1-16M
Lõikesügavus: 1 läbim ap = 0,5 mm, 2 läbim ap = 0,5 mm
[3]
9
Spindli pöörlemissagedus: 1 läbim n = 6990 p/mim, 2 läbim n = 7560 p/mim
[3]
Ettenihe hambale: 1 läbim fz = 0,477 mm/h, 2 läbim fz = 0,440 mm/h
[3]
Lõikekiirus: 1 läbim Vc = 640 m/min, 2 läbim Vc = 693 m/min
[3]
Tööpingi kasutatav võimsus: 1 läbim 2,22 kw, 2 läbim 1,96 kw
[3]
Tööriista püsivusaeg: 3080 siiret
[3]
Siirdeaeg: 0:00,948 min:s
[3]
Pinnakaredus: Ra = 2,6 µm
3.2.2 Kontuuri freesimine Sõrmfrees: CoroMill Plura 2P340-1600-PA 1630, Dc = 16 mm, zn = 4
Lõikesügavus: 1 läbim ae = 0,68mm, 2 läbim ae = 0,32 mm
Spindli pöörlemissagedus: 1 läbim n = 7410 p/mim, 2 läbim n = 12000 p/mim
[3]
Ettenihe hambale: 1 läbim fz = 0,45 mm/h, 2 läbim fz = 0,276 mm/h
[3]
Lõikekiirus: 1 läbim Vc = 372 m/min, 2 läbim Vc = 603 m/min
[3]
Tööpingi kasutatav võimsus: 1 läbim 2,4kw, 2 läbim 0,858kw
[3]
Tööriista püsivusaeg: 32400 siiret
[3]
Siirdeaeg: 00:01,032 min
[3]
Pinnakaredus: Ra = 2,6 µm
Kolmas paigaldus 3.3.1 Ava puurimine Ø25,3 Terik: CoroDrill 870 870-2530-25-PM 4234; Dc = 12 mm; zn = 2
Terahoidja: CoroDrill 870 870-2500-25L32-3
Lõikesügavus: ap = 21
[3]
Etteande kiirus Vf = 1000 m/min
[3]
Spindli pöörlemissagedus: n = 2640 p/mim
[3]
Ettenihe pöördele: fn = 0,38 mm
[3]
Lõikekiirus: Vc = 210 m/min,
[3]
Tööpingi kasutatav võimsus: 6,73 kw
[3]
Tööriista püsivusaeg: 5520 siiret
[3]
Siirdeaeg: 0:01,494 min:s
[3]
Pinnakaredus: Ra = 2,6 µm
10
3.3.2 Soone freesimine Sõrmfrees: Coromill Plura R216.33-06040-AJ10U H10F; z=3
Lõikesügavus: ap = 20,5
[3]
Ettenihe hamba kohta Fz = 0,0672 mm
[3]
Spindli pöörlemissagedus: n = 12000 p/mim
[3]
Lõike sügavus läbimi kohta ap= 5,12mm, läbimeid 4
[3]
Lõikekiirus: Vc = 226 m/min,
[3]
Tööpingi kasutatav võimsus: 0,931 kw
[3]
Tööriista püsivusaeg: 6940 siiret
[3]
Siirdeaeg: 0:04,560 min:s
[3]
Pinnakaredus: Ra = 2,6 µm
11
MASINA- JA OPERATSIOONIAEGADE OPTIMEEIRMINE Ühe detaili valmistamiseks kuluv aeg arvutades valemiga
[4]
𝑡𝑡𝑘 = 𝑡𝑝 + 𝑡𝑎 + 𝑡𝑜𝑟𝑔 + 𝑡𝑡𝑒𝑒𝑛 + 𝑡𝑣
Masinaaeg tp = 0:00,948 + 00:01,032 + 00:00,584 + 00:00,083 + 00:00,209 + 00:00,942 +
00:02,334 + 0:00,948 + 00:01,032 + 0:01,494 + 0:04,560 = 0,0142 min
Abiaeg ta = 0,29 min
Tehnilise teenindamise aeg: tteen= (0,0142 + 0,29) · 0,035 = 0,011 min
Töövaheaeg: tv = (0,0142 + 0,29) · 0,015 = 0,0046 min
Lukkseptatöö aeg tl = 0,42 min
Organisatsiooniline aeg torg = 0,013 min
Tk = 0,0142 + 0,29 + 0,011 + 0,0046 + 0,42 + 0,013 = 80 sekundit = 1,34 minutit
Kogu partii suurus on 5000tk, siis terve partii tootmiseks kuluv ligikaudne aeg on
T = 80 · 5000 = 6667 min ≈ 111 h 10 min
12
RAKISE PAIGALDUSSKEEM Detaili „Hoidik“ MME217 KME61-S17 töötlemisrakisena kasutan kahepoolseid masinkruustange.
Rakisesse paigaldatakse korraga 2 detaili korraga. Masinkruustangides kasutatakse pehmeid
pakke ja stoppereid. Masinkruustangid kinnitatakse freespingi töölauale klambritega, mis kinnituvad
töölaua T-soontesse. Masinkruustangide ristseis pingi töölauaga tagatakse masinkruustangide
põhjale paigaldatud liistudega, mis paigalduvad töölaua T-soonde.
5.1.1 Esimene paigaldus 5.1.2 Teine paugaldus 5.1.3 Kolmas paigaldus 13
RAKISE TÄPSUSARVUTUS Rakise arvutusliku vea arvutamiseks kasutan lihtsustatud valemit [6:76].
𝑇
𝑇
𝑑𝑒𝑡
𝑎𝑟 ≥
, 𝑘𝑢𝑠:
(2 … 3)
Tar = rakise mõõteahela koordineeritud mõõtme tolerantsi väärtus,
Tdet= detaili töötleva mõõtme
tolerants .
a) Ava Ø11H10 – tolerants (+0,07)
𝑇𝑎𝑟 ≥ 𝑇𝑑𝑒𝑡 = 0,07 = 0,035…0,023
(2…3)
(2…3)
Valin ava lubatud hälbeks 0,035.
Kuna HAAS VF-3SSYT töötlemistäpsus 0,005 on suurem kui nõutud (0,0035), on see tingimus
täidetud.
a) Ava Ø25,3 H8 – tolerants (+0,033)
𝑇𝑎𝑟 ≥ 𝑇𝑑𝑒𝑡 = 0,033= 0,0165…0,011
(2…3)
(2…3)
Valin ava lubatud hälbeks 0,0165.
Kuna HAAS VF-3SSYT töötlemistäpsus 0,005 on suurem kui nõutud (0,0165), on see tingimus
täidetud.
14
RAKISE KINNITUSJÕU KONTROLL Rakise poolt arendatava kinnitusjõu kontrollimiseks tuleb kõigepealt leida töötlusel tekkiva lõikejõu
väärtus.
Fc = Fr + Fh + Fv, kus Fc – lõikejõud (N), Ft – tangentsiaaljõud (N), Fh – horisontaaljõud (N), Fv –
vertikaaljõud (N);
Tangentsiaaljõu arvutamiseks kasutan järgmist
valemist [7:185]:
66∙𝑎0,95 1,1
0,8
𝑝
∙𝑎𝑒 ∙𝑧𝑛∙𝑓𝑧
Ft =
𝐷1,1
, kus
𝑐
Dc –
freesi läbimõõt, Dc= 32mm
Zn – lõikeplaatide arv, Zn = 3
ae – lõikelaius, ae = 20mm
ap – lõikesügavus, ap = 0,5mm
fz – ettenihe hambale, fz = 0,477mm/h
66∙𝑎0,95 1,1
0,8
𝑝
∙𝑎𝑒 ∙𝑧𝑛∙𝑓𝑧
66∙0,50,95∙201,1∙3∙0,4770,8
Ft =
= 33,81𝑁
𝐷1,1
= Ft =
𝑐
321,1
Fh = (1…1,2) Ft = 1,2 x 33,81 = 40,572N
Fv = (0,2…0,3) Ft = 0,3 x 33,81 = 10,143N
Fc = Fr + Fh + Fv= 33,81 + 40,572 + 10,143 = 84,525N
Arvestades riskikoefitsendi kx = 2,5 leiame vajaliku kinnitusjõu väärtuse:
Fw = kx ∙ Fc = 2,5 ∙ 84,525 = 211,4 N
Kinnitusklambri poolt arendatav jõud on 0,2114 kN.
15
VIIDATUD ALLIKATE LOETELU [1]
http://int.haascnc.com/we_spec1.asp?intLanguageCode=1033&id=VF -
3SSYT&sizeID=30_40inch_vmc
[2]
http://data.haascnc.com/DOCLIB/dimensions/VMC/MLD-VF-3YT%20Rev%20D.pdf [3]
https://goo.gl/k5smT2 - Sandvik Coromant ToolGuide
[4]
R. Mesila. (2008). Metoodilised materjalid detaili tehnoloogilise protsessi ja omahinna
arvutamiseks. Tln: Tallinna Tehnikaülikool
[5]
Solid Edge ST7
[6]
Buschmann, H. (2008). Rakiste projekteerimine. Õppematerjal. Tallinn: Tallinna
Tehnikakõrgkool, 104 lk.
[7]
T. Toltšonov (1958). Tööpingi-, lukksepa- ja montaažtööde tehniline
normeerimine . Tallinn:
Eesti riiklik kirjastus, 400 lk.
16
1. LISAD 1.1. Seadistusleht OperatsioonikaartKuupäev:
18.09.2017
Detaili nimetus: Hoidik
Faili nimetus:
Hoidik
Leht:
1/2
Detaili tähis: MME217 KME61-S17
Märkimata piirhälbed:
ISO
2768 -mK
Koostas:
Ivo Hein
Toorik: 55,5 x 22 x 37,7
Rühm:
KME61
Operatsiooni nimetus
Detailide arv
Tooriku materjal
Materjali kõvadus
Treimine , freesimine, puurimine, keermestamine
5000tk
6082 T6
89HB
r
p
n
a
i
.r
c
s
n
n
Paidalguse/siirde sisu (
teekond kust kuhu
d
V
u
Spindli
o
e
n
v
o
e
s
i
s
s
toimub liikumine töötlemise suunal: Ø ja
i
Lõikeriist
u
F
a
r
e
g
pöörlemissagedus n
ts
u
r
k
ii
n
h
p
ü
a
d
n
a
i
r
l
e
pikkus (mm)
R
k
s
(p/mm)
e
ag
d
ek mi
n
e
e
k
p
ia
ri
i
i
tt
O
P
iS
õL m/(
mm/
õ
L
mm)
E
Terik: CoroMill 790 R790-
1
1
1
Otspinna freesimine; 55,5 x 22mm
640
0,477
0,5
6990
160431PH-NM H13A
Sõrmfrees: CoroM ill Plura
2
Kontuuri freesimine, 117mm
372
0,45
0,68
7410
2P340-1600-PA 1630
Puur: CoroDrill 860 860.1-
3
Ava puurimine, Ø11H10 mm
300
0,55
36
8680
1100-088A1-NM H10F
Puur: CoroDrill 860 860.1-
4
Ava puurimine, Ø10,2 mm
300
1
7,4
9360
1020-031A1-NM H10F
Puur: CoroDrill 860.1-0650-
5
Ava puurimine, Ø6,5 mm
245
0,533
16
12000
020A1-NM H10F
Puur: CoroDrill 860.1-0550-
6
Ava puurimine, Ø5,5 mm
207
0,22
16
12000
044A1-NM H10F
Keermepuur: CoroTap
7
Ava keermestamine, M6
32,7
1
16
1740
E305M6
OperatsioonikaartKuupäev:
18.09.2017
Detaili nimetus: Hoidik
Faili nimetus:
Hoidik
Leht:
1/2
Detaili tähis: MME217 KME61-S17
Märkimata piirhälbed:
ISO 2768-mK
Koostas:
Ivo Hein
Toorik: 55,5 x 22 x 37,7
Rühm:
KME61
Operatsiooni nimetus
Detailide arv
Tooriku materjal
Materjali kõvadus
Treimine, freesimine, puurimine, keermestamine
5000tk
6082 T6
89HB
r
p
n
a
i
.r
c
s
n
n
Paidalguse/siirde sisu (teekond kust kuhu
d
V
u
Spindli
o
e
n
v
o
e
s
i
s
s
toimub liikumine töötlemise suunal: Ø ja
i
Lõikeriist
u
F
a
r
g
pöörlemissagedus n
ts
u
r
k
i
n
e
ü
a
d
n
a
hi
p
r
l
e
pikkus (mm)
R
k
s
(p/mm)
e
ag
d
ek mi
ne
ek
p
ia
ri
i
tt
i
O
P
iS
õL m/(
E
mm/(
õL mm)(
Terik: CoroMill 790 R790-
1
2
1
Otspinna freesimine; 55,5 x 22mm
640
0,477
0,5
6990
160431PH-NM H13A
Sõrmfrees: CoroM ill Plura
2
Kontuuri freesimine, 117mm
372
0,45
0,68
7410
2P340-1600-PA 1630
Terik: CoroDrill 870 870-
1
3
1
Ava puurimine, Ø25,3H8 mm
210
0,38
21
2640
2530-25-PM 4234
Sõrmfrees: Coromill Plura
2
Soone freesimine, 6 x 16mm
R216.33-06040-AJ10U
226
0,0672
20,5
12000
H10F
Mõõtevahendid: Digitaalne nihik 150/0,01mm.
Rakised : Masinkruustangid, pehmed p
1

















































Kõik kommentaarid