Sisukord
Sisukord 1
1. Sissejuhatus 2
2. Töötlemismarsruut 2
2.1 Tooriku valik 2
2.2 Baaside valik 2
2.3 Marsruuttehnoloogia kavandamine 3
3. Operatsiooni
projekteerimine 4
3.1
Ajanormid 4
4.
Tehnilis -majandsulikud näitajad ja pingipargi arvutus 6
4.1 Väljalasketakt 6
4.2 Tootmise tüüp 6
4.3 Pingipargi arvutus 7
5. Toote hinna
kalkulatsioon 7
5.1 Tooriku maksumus 7
5.2 Kulutused tööjõule 8
5.3 Kulutused seadmetele 8
5.4 Kulutused lõikeriistadele 8
5.5 TKE ja TTE seotud kulutused 9
5.5.1 Tootmise konstruktiivse ettevalmistusega (TKE) seotud tegevused: 9
5.5.2 Tootmise tehnoloogilise ettevalmistusega (TTE) seotud kulutused: 9
5.6 Kulutuste kokkuvõte 10
6. Kokkuvõte 11
7. Kasutatud Kirjandus 12
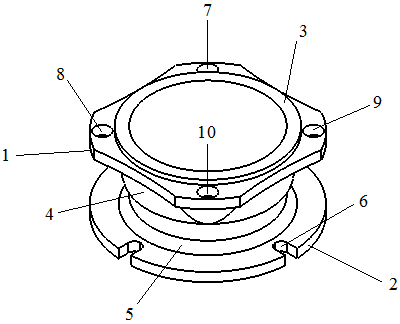
1. Sissejuhatus
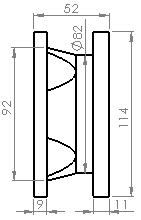
Töö ülesandeks on vormistada etteantud detaili
Muhv – 04
tootmistehnoloogia ja selle kulud. Detail on materjalist teras 45.
Kuna muhvi kuju on üldiselt lihtne, siis
kasutan selle tooriku
valmistamiseks kokillvalu. Edasise töötluse käigus trein detailile
astmeteraga silindrilised välispinnad. Freesin kinnitussooned
detaili
alumisel pinnal ja raadiusega sisselõiked detaili ülemisel
pinnal. Kasutan puurimist, et saada kinnitusavad detaili pealmisel
pinnal.
2. Töötlemismarsruut
2.1 Tooriku valik
Tooriku valmistan kokillvalu abil, kuna
detailil pole määratud
pinnakaredusnäitajaid, kergendab see tootmisprotsessi. Nii tekib
vähem operatsioone ja tootmiskulud on väiksemad. Tooriku edasiseks
töötluseks kasutan koorivtreimist, freesimist ja puurimist.
2.2 Baaside valik
Sele 2.2
Tähis
Tüüp
Kvaliteet
Karedus
Töötlemismeetod
Märkus
1
Baas I
Freesimine 2
Baas II
Treimine 3
Otspind Treimine
4
Abibaas
Valu
5
Välisfaas
Treimine
6
Sisefaas
Freesimine
7
Ava
Puurimine 8
Ava
Puurimine
9
Ava
Puurimine
10
Ava
Puurimine
Tabel 2.2 Baaside valik
2.3 Marsruuttehnoloogia kavandamine
Tooriku valmistamine
Toorik valmistatakse teras 45-st kokillvalu abil vastavate mõõtudega.
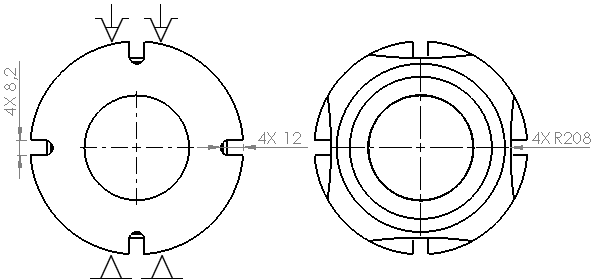
Kooriv treimine
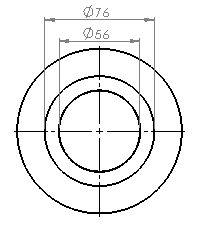
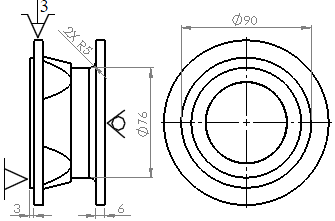
Eemaldatakse välispinnalt töötlusvaru. Treitakse astmeteraga silindrilised välispinnad mõõtu Ø90 mm pikkusmõõduni 3 mm ja Ø76 mm pikkusmõõduni 12 mm. Painutatud välistreiteraga treitakse ümar faas raadiusega 5 mm.
Freesimine horisontaalfreespingil
Kinnitussoonte freesimine välispinnal.
Soone sügavus 12mm; soone laius 8,2mm. Raadiuste freesimine välispinnal R208 mm.
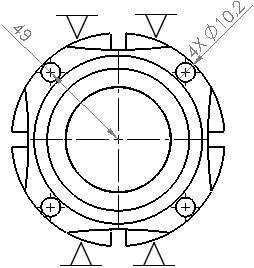
Puurimine vertikaalpuuriga
Kinnitusavade puurimine. Ava sügavus 6mm; ava läbimõõt 10,2mm; ava tsentri kaugus muhvi tsentrist 49mm; ava asend muhvi tsentri suhtes on 45o.
Tabel 2.3 Marsruudi kavandamine
3. Operatsiooni projekteerimine
3.1 Ajanormid
Detaili ajanormi struktuur ttk=tp+ ta+
torg+ ttehn+ tv, kus
tp – põhiaeg, mille kestel toimub tööpingis detaili
kuju, mõõdete, omaduste muutmine
ta –
abiaeg haarab töid, mis kaasnevad põhiaja
täitmisega. See sisaldab tooriku paigaldamiseks, kinnitamiseks ja
mahavõtmiseks kuluvat aega, samuti operatsiooni ajal
pingi juhtimisvõteteks ja ka detaili mõõtmiseks kuluvat aega. top=tp+
ta
kus:
ta
paig - abiaeg detaili paigaldamiseks min,
ta juht - abiaeg pingi juhtimiseks min,
ta mõõt - abiaeg detaili mõõtmiseks min.
torg – organisatsioonilise
teenindamise aeg
arvestab ajakulu töökoha ettevalmistamiseks tööpäeva algul, töökoha
koristamiseks
vahetuse lõpul, tööpingi õlitamiseks,
puhastamiseks ja teisteks analoogilisteks töödeks vahetuse kestel.
ttehn – tehnilise teenindamise aeg kulutatakse nürinenud
lõikeriistade vahetamiseks, seadme järel häälestamiseks,
lõikeriista paigaldamiseks ja reguleerimiseks.
tv – töö
vaheajad määratakse töölise puhkuseks ja
vahepausideks.
top = tp + ta (operatiivaeg)
Paigaldus 1005. Tooriku valmistaminetp = 0,6 min
ta = 0,75 min
top = 0,6+0,75 = 1,35 min
torg = 1,35 × 0,06 = 0,081 min
tteen = 0,081 × 2 = 0,162 min
tv = 1,35 × 0,04 = 0,056 min
ttk = 1,649 min
Paigaldus 2010. Kooriv treiminetp = 0,00017 × d × l = 0,00017 × 30 × 15 = 0,0765 min
ta = 0,429 min
top = 0,0765 + 0,429 = 0,5055 min
torg = 0,5055 × 0,06 = 0,03033 min
tteen = 0,5055 × 2 × 0,06 = 0,06066 min
tv = 0,5055 × 0,04 = 0,02022 min
ttk = 0,61671 min
Paigaldus 3015. Freesimine horisontaalfreespingiltp = 0,006 × l = 0,006 × 233,2 = 1,3992 min
ta = 0,417 min
top = 1,3992 + 0,417 = 1,8162 min
torg = 1,8162 × 0,03 = 0,054486 min
tteen = 0,054486 × 2 = 0,108972 min
tv = 1,8162 × 0,04 = 0,072648 min
ttk = 2,052306 min
Paigaldus 4020. Puurimine vertikaalpuurpingiltp = 0,00052 × d × l = 0,00052 × 40,8 × 24 = 0,509184
min
ta = 0,334 min
top = 0,509184 + 0,334 = 0,843184 min
torg = 0,843184 × 0,035 = 0,02951144 min
tteen = 0,02951144 × 2 = 0,05902288 min
tv = 0,843184 × 0,04 = 0,03372736 min
ttk = 0,96544568 min
Oper . nr.
tp
ta
torg
tteen
tv
ttk
005
0,6
0,75
0,081
0,162
0,056
1,649
010
0,0765
0,429
0,03033
0,06066
0,02022
0,61671
015
1,3992
0,417
0,05449
0,10897
0,07265
2,05231
020
0,509184
0,334
0,0295
0,059023
0,03373
0,96545
5,3
Tabel 3.1 Ajanormid
4. Tehnilis-majandsulikud näitajad ja pingipargi arvutus
4.1 Väljalasketakt
τ = ( Fa × 60 × K0) / N, kus
Fa – tegelik aastane
ajafond tundides (1-vahetuseline
töö 2030, 2-vah. 4015);
K0 – tegur, mis võtab arvesse
organisatsioonilis-tehnilised, ümberhäälestamiste ja muud kaod.
arvutatakse detaili tehnoloogiline
omahind . K0 keskmiselt
0,75-0,8;
N – detaili aastaneprogramm, tk.
τ = (2030 × 60 × 0,75) /
7500 = 12,18 min/tk
4.2 Tootmise tüüp
Tootmise tüüp määratakse operatsiooni kinnistusteguri järgi.
Ks = τ/ ttk keskm , kus
ttk keskm – operatsiooni keskmine tükiaeg;
ttk keskm = ∑ ttk i / n, kus
ttk i- i-nda operatsiooni tükiaeg;
n –
operatsioonide arv.
Kui
Ks ≤ 1, siis on masstootmine;
Ks = 2-10 suurseeriatootmine;
Ks ≥ 10-20 (kesk)
seeriatootmine ;
Ks > 20 väikeseeriatootmine.
ttk keskm = ∑ ttk i / n = 5,3/ 4=1,325
Ks = 12,18 / 1,325 = 9,2 järelikult on tegemist
suurseeriatootmisega.
4.3 Pingipargi arvutus
Määratakse
pinkide arv, mis on vajalik detaili valmistamiseks.
(arvutused kõikidele pinkidele)
Leitakse valemiga: ,
kus
Ttk - ühenimeliste operatsioonide tükiaeg tundides;
N – aastaprogramm;
Ftp – pingi ajafond ( Ftp = 3620-3640 h/a);
kλ - normi karmistamise tegur (1,1-1,2).
Kokkuvõtteks on kõiki pinke tarvis.
Freespingile langeb kõige
suurem koormus.
5. Toote hinna kalkulatsioon
5.1 Tooriku maksumus
Hind kujuneb tooriku materjali hinna ja koorivtöötlemise maksumuse
järgi:
Ctoorik = Cmat × m - Claast ×
Cjääk + Σtkooriv × (Ptööl +
Cseade)(1 + Stsehh / 100), kus
Cmat – materjali
kulunorm (kg);
m – tooriku materjali 1 kg hulgihind;
Claast – laastu(jääkide) mass;
Cjääk – laastude (jäätmete) hind;
Σtkooriv – koorivtöötlemiseks kuluv
summaarne aeg;
Ptööl – tööliste palk koos sotsiaaleraldistega 1
tunnis;
Cseade – seadme tunnihind kr/tund;
Stsehh –
tsehhi kaudsed kulud (tavaliselt 60-80%)
Cmat = 1,9 kg
m = 20 kr/kg
Claast = 0,7 kg
Cjääk =1 kr/kg
Σtkooriv = 0,044 tundi
Ptööl = 80,1 kr/tund
Cseade = 200 kr/tund
Stsehh = 65%
Ctoorik = 1,9 × 20 – 0,7 × 1 + 0,044(80,1 + 200)(0,65)
= 45,3
5.2 Kulutused tööjõule
Töötajate töötasu tööpinkidel on 60 kr/h, lisanduvad sotsiaal-,
haigus-, ja töötuskindlustus maks 33,5 % töötasust.
5.3 Kulutused seadmetele
Treipingid = 200 kr/tund
Freespingid = 250 kr/tund
Puurpingid = 100 kr/und
5.4 Kulutused lõikeriistadele
Lõikeriista nimi, tähis, materjalOper.( siire )SiirdeidtƩ minKogu aeg N × tƩ minLRsum.püs.AegTminVajalik LRArvLRtükihindLR hindkokkutuh. kr1.
Otsfrees Ø 100mm, koostatav,
HSS inserdiga
(kooriv)
1
4
1,302
9765
30
325,5
Frees
3500 .-
Insert 90.-
31,795Sõrmfrees
2
4
0,75
5625
30
187,5
Frees 1500.-
Insert
90.-
18,3752.Treitera koostatav, HSS inserdiga
(kooriv)
3
2
0,617
4627,5
20
231,375
Terahoidja 2500.-
Insert 90.-
23,3243.Spiraalpuur Ø10+0,20mm, tervik
4
4
0,965
7237,5
25
289,5
600.-
173,7Kulutused kõikidele lõikeriistadele kokku: 247 194 EEK
Tabel 5.4 Kulutused lõikeriistadele
Kulutused lõikeriistadele ühe detaili kohta
CLR = ΣLR / N =
247194 /7500 = 33 EEK
5.5 TKE ja TTE seotud kulutused
5.5.1 Tootmise konstruktiivse
ettevalmistusega (TKE) seotud tegevused:
- Tellimuse joonise analüüs ja puuduste väljaselgitamine;
- Uue konstruktiivse tööjoonise projekteerimine CAD-is;
- Uue joonise vormistamise kulutused (vormistamine, kopeerimised jt);
Projekteerial kulus vigase tellimusjoonise analüüsiks ja puuduste
väljaselgitamiseks 20 min.
Uue tööjoonise projekteerimiseks kulus umbes üks tund.
Uue joonise vormistamiseks
SolidWorks programmiga 40 min.
Projekteerija tunnihind: 210 kr/h.
Kokku TKE kulud: 420 EEK
5.5.2 Tootmise tehnoloogilise
ettevalmistusega (TTE) seotud kulutused:
- Tehnoloogilise protsessi projekteerimine – aeg tundides;
- Tehnoloogilise protsessi vormistamise kulutused (vormistamine,
kopeerimised);
- Vajalike
rakiste projekteerimine;
- Rakiste valmistuskulud;
Tehnoloogilise protsessi projekteerimiseks kulus projekteerijal 3
tundi
Tehnoloogilise protsessi vormistamisele kulus umbes 4 tundi
Projekteerija tunnihind: 210 kr/h.
Kokku TTE kulud: 1470 EEK .
Detaili omahinnale lisandub seega (TKE + TTE kulud ) / N = 0,252 EEK
5.6 Kulutuste kokkuvõte
Kirje nimetus
Ühik
Hind
Maksumus
1. Materjal:
kg
20 kr
2. Toorik:
kr
1,9 × 20
38
3. Tööjõukulud:
kr/h
60
12,5
4. Sotsiaal- haigus- ja töötuskindlustus
33,5%
12,5
4,2
5. Kulud seadmetele
Treipink :
Freespink :
Puurpink :
kr/h
kr/h
kr/h
200
250
100
2,05
8,55
1,6
6. Kulud lõikeriistadele
kr/tk
33
Detaili valmistamise omahindkr
45,2Tootmise ettevalmistuskulud:
Konstruktiivne:
Tehnoloogiline
Kokku ettevalmistamisele
kr/h
kr/h
210
210
0,252
Hind kokkuEEK
45,45Tabel 5.6 Kulutuste kokkuvõte
6. Kokkuvõte
Antud töö teostamisel lähtusin toote valmistamise tehnoloogias
üldtuntud põhimõtetest. Tegin hinnapakkumise ühele detailile, mis
ette oli antud. Detaili hinnaks kujunes 45,45 EEK. Antud töö andis
väga hea ettekujutuse hinnapakkumisest, millega tegelevad tänapäeva
firmad. Kogu töö juures võibki tähtsaimaks saadud tulemustest
pidada arvutus- ja valmistusskeemide mõistmist.
7. Kasutatud Kirjandus
1. T. Tiideman. Mõõtmed ja
tolerantsid . Kvaliteedikeskne praktiline
käsitlus. Tallinn, 2000
2. R. Mesila. Masinaehitustehnoloogia eskiisid ja
skeemid . Tallinn,
1993
3. Purde M., Tolerantsid ja istud, Tallinn, 2006
4. R.Mesila, Ainetöö
tabelid ja abimaterjal, Tallinn 2007
12




























Kõik kommentaarid