Olustvere Teenindus ja Majandus kool
Elektrikeevitus sulava elektroodiga(Referaat)
Autor: Janno
Kolk Juhendaja : Heino Kannel
Olustvere 2016
1
Sisukord1. sissejuhatus...............................................................................................................22. Elektrikeevitus.......................................................................................................3-73. kaitsevahendid …...................................................................................................8-94. Elektroodid ...............................................................................................................95.Varraselektroodid käsikaarkeevituseks ….......................................................9-106. Keevitamine sulava elektroodiga e. MIG/MAG keevitus ….............................107.vead keevitamisel..................................................................................................108.Kokkuvõtte............................................................................................................119.kasutatud kirjandus..............................................................................................122
Sissejuhatuses
Keevitamiseks nimetatakse metalldetailide ühendamist nende kokkupuutekoha kohaliku
kuumutamise teel kuni sula olekuni (sulatuskeevitus) või plastilise olekuni koos mehaanilise jõu
rakendamisega (survekeevitus).
Elekterkeevituse ajaloost:
1882. a. N. Bernardos
leiutas kaarkeevituse süsielektroodiga
1890a. C.L.Coffin patenteeris metallelektroodi
1904 .a. O. Kjellberg võttis kasutusele
kattega metallelektroodi
1912 a. E.G.Budd kasutas esmakordselt punktkeevitust
autokere keevitamisel
1928.a. A. Alexander kasutas esimesena keevituspiirkonna kaitseks gaasi.
Hiljem on kasutusele võetud täidis- ja metallkeraamilised keevitustraadid. Tehnika arenedes on
lisandunud palju uusi keevituse liike: kontakt-,
plasma -,
laser -, electron-, induktsioonkeevitus
jne.Tänapäeval
enamkasutatavad elekterkeevituse liigid on:
?
käsikaarkeevitus ?
keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG)
?
kontaktkeevitus ? plasmakeevitus
3
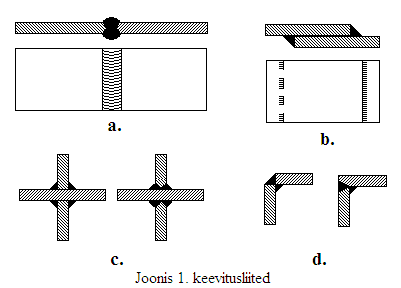
Elektrikeevitus1.Põkkliide – kõige levinum
keevitusliide . Kasutatakse
lehtmetalli , nurkprofiilide jm
keevitamiseks (joonis 1.a).
2.Ülekatteliide – kasutatakse õhukese lehtmetalli kokkukeevitamiseks (joonis 1.b).
3.
Vastakliide – kasutatakse
ruumiliste konstruktsioonide valmistamiseks (joonis 1.c).
4.
Nurkliide – kasutatakse tavaliselt siduvate elementidena (joonis 1.d).
Keevitamiseks kasutatakse elektroodi, mille keemiline koostis on ligilähedane keevitatavatele
metallidele.
Elektrood on kaetud kattega, millest moodustub sulametalli kaitsev räbukiht.
Kaarkeevitusel kasutatakse elektrikaare poolt tekitatud soojusliku efekti, mille abil sulatatakse
liidetavad detailid ja elektrood. Elektroodi kasutatakse vajaliku lisametalli saamiseks.
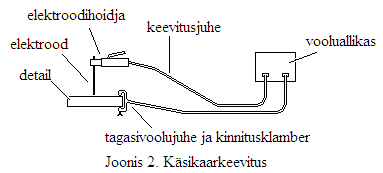
Keevitusseadme moodustavad:
keevituse
toiteallikas (keevitustrafo),
elektroodihoidja,
toiteallikat ja elektroodihoidjat ühendav keevitusjuhe,
elektrood,
kinnitusklambriga tagasivoolujuhe.
4
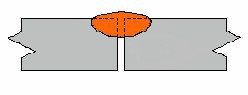
Keevitamisel
tekkib elektroodi ja detaili vahele kõrge temperatuuriga
(5000 - 7000°C)
kaarleek . Selle tulemusena sulab keevituspiirkonnas
detaili serv ja elektrood. Sulametall koguneb liite
ossa , mida nimetatakse
keevitusvanniks ning kristalliseerudes liidab ühendatavad detailid.
maksimaalne keevitusvool. Sõltuvalt suurim
voolutugevus , mida saame kasutada
elektroodi suurema läbimõõduga 45 mm ja toidurasvad ja sügav keevisli ted.Sest
elutingimuste üsna suurim voolutugevus 150 elektroodide ?4mm.
metal varras elektroodi suhelda põhimetal i temperatuuril umbes 5000 ° K.Sulametal i
moodustab keevitada.Sügavust, kuhu sulametal i toode, mida nimetatakse
läbistamissügavusel.Laius, mis sulab mitteväärismetal ist nimetatakse laius
keevisvanni.Sügavus ja laius Keevisvann sõltub tugevus keevitusvool, keevitamine
tingimused, elektroodi läbimõõt.
Laiendid . Laiendid tekivad siis, kui õmblusmetalli voolab põhimetallile, sellega kokku
sulamata. Laiendid esinevad peamiselt servamata põkk- ja nurkõmbluste keevitamisel ning
pealesulatamisel. Defekti põhjustab vale keevitusrežiim või paks tagakiht keevitatavatel
servadel.
Defektide vältimiseks tuleb enne keevitama asumist mõelda kolmele olulisele tegurile:
põhjalik ettevalmistus;
keevitusrežiim;
täpsed töövõtted.
5
Keevituse ettevalmistuses on oluline:
faasida keevitatavad
servad , et need oleksid puhtad;
rasvaeemaldaja ja roostevabast
terasest harja abil tuleb eemaldada pinnalt
mustus , õli,
rasv ja värv ning seejärel pind kuivatada;
Keevituse töövõtetes tuleks silmas pidada:
tuleb
fikseerida keevitatavad detailid;
tähtis on jälgida keevituskiirust, et tekiks õige kujuga keevitusõmblus;
keevitada võimalikult kiiresti, see viib miinimumini ebaühtlused ja
praod ;
püüda keevitada
õmblus korraga;
katkestuste ajal
puhastada traatharjaga õmblus ja parandada
defektid ;
parima tulemuse saamiseks tuleks valmis õmblus harjata üle;
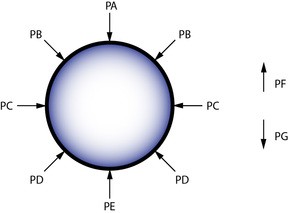
Väga tihti kasutatakse mitmesuguste konstruktsioonide keevitamisel ka asendit PB, kui
on tegemist nurkõmbluste
koostamisega . Nurkõmbluse puhul PB asendis hoitakse
elektroodi nurga keskel, kui nurk on 90°, siis elektrood liigub 45° nurga all ja liikumise
suunas ca 70° nurga all.
Asend PC on nn seinaasend, kus liikumine toimub
horisontaalselt , elektrood on
liikumise suunas kaldu ca 70°.
Asend PD on ülanurkasend, Kus elektrood liigub nurga keskel.
Asend PE on nn laeasend, mille puhul elektroodi kalle on liikumise suunas ca 70°
Asend PF on nn seinaasend, mille puhul elektroodi liikumine ja õmbluse moodustumine
toimub vertikaalselt alt üles. Elektroodi
põlev ots on suunatud kergelt ülespoole ning
liikumine toimub poolkaartena pilu ühest servast teise.
6
Euronormidele vastav tunnusnumber on 111. Elektroodkeevituses kasutatakse
lisamaterjalina elektroode, millel on peal elektroodikate (vt joonis 1). Elektroodide
suurus määratakse elektroodi läbimõõdu ja pikkuse järgi, näit märge 2,5-300 tähendab,
et elektroodi läbimõõt on 2,5mm ja pikkus 300mm. Elektroodikate võib olla happeline
(A), aluseline (B), tsellulooskate (C) või rutiilkate (R). Elektroodkeevituse eeliseks on
see, et selle meetodiga saab keevitada mitmesugustes ilmastikuoludes ja väga
mitmesuguseid materjale. Puuduseks on see, et elektroodi peab iga vähese aja tagant
vahetama ning keevisõmblus tuleb alati puhastada šlakikoorikust – seega on
Inertgaasid ei osale keevitusprotsessis vaid loovad keevituseks vajaliku
kaitsekeskkonna, et õhus leiduvad gaasid ei pääseks keevituskaare juurde. Inertgaase
kasutatakse näiteks kõvajoodise tegemiseks kaarjootmisel ja alumiiniumi keevitamisel.
Võrra Aktiivgaasid loovad keevitusprotsessi toimumiseks sobiva kaitsekeskkonna ja
osalevad ka ise keevitusprotsessis. Kui nüüd küsida, mille poolest on CO2 aktiivne
gaas -
joome seda ju igapäevaselt koos gaseeritud jookidega sisse - ja kuidas ta osaleb
keevitusprotsessis, siis vastus oleks, et CO2 ise keevitusprotsessis ei osalegi.
Keevituskaares tekkiva temperatuuri toimel
süsihappegaas laguneb ning aktiivselt
osaleb keevitusprotsessis hoopis eraldunud hapnik, tõstes keevitamise temperatuuri ca.
600°.
Kontaktkeevitus
Kontaktkeevituse puhul juhitakse keevitatavatest detailidest läbi elektrivool ning samaaegselt
surutakse need kokku kuni
plastse deformatsiooni tekkeni.
Enamlevinud kontaktkeevituse liigid:
·
punktkeevitus – detailid liidetakse üksikutes piiratud pindalaga kontaktkohtades;
·
joonkeevitus– pidev õmblus saadakse jadamisi ühendatud üksteisega kattuvate punktide abil.
Elektroodina kasutatakse rulle, mis avaldavad detailidele surve ning pööreldes nihutavad neid
edasi.
Kaitsevahendid Elekterkeevitusega töötamisel tuleb kasutada sobivat kaitseriietust ning jalanõusid, mis
kaitsevad keevitajat sulametalli,
räbu pritsmete, keevituse soojustoime ja muude mõjutuste
eest.
Parimaks kaitseriietuseks on spetsiaalne kombinesoon. Selle puudumisel tuleb kasutada
pikkade varrukatega kitlit ja tulekindlat põlle (Joon. 1).
Keevitaja jalanõud peavad olema
7
kinnised.. Võimaluse korral tuleks kasutada spetsiaalseid tugevdatud ninadega saapaid.
Kinnastest tuleks eelistada pikkade kätistega nahkkindaid (Joon. 2)..
Joonis1: Nahkpõll joonis2: keevituskindad
Kuulmekäikude kaitseks keevitussädemete eest kasutatakse kõrvatroppe (Joon. 3).
joonis3: kõrvatroppid
Näo ja silmade kaitseks kasutatakse kaitseprille ja keevitusmaske . Kaitseprille kasutatakse
keevitatavate detailide töötlemisel nurklihvija ja meisliga ning šlaki
eemaldamisel .
Keevitusmask kaitseb keevitaja nägu sulametallipritsmete ja ultraviolettkiirguse kahjuliku toime
eest. Lisaks sellele võimaldab keevitusmaski tume
valgusfilter näha keevitustsoonis toimuvat.
Valgusfiltri tööpõhimõtte järgi jagunevad
keevitusmaskid kaheks: passiivse valgusfiltriga.ja
aktiivse isetumeneva valgusfiltriga. Passiivse valgusfiltriga maskil on ühe kindla tumedusega
valgusfilter (tavaliselt 10-11 DIN).
8
Elektroodid Kaarkeevituse elektroodi kaks põhiülesannet on:
1.voolu juhtimine keevituskohta
kaarleegi tekitamiseks
2. keevisõmbluse tekitamiseks vajaliku lisametalli
viimine keevisvanni
Varraselektroodid käsikaarkeevituseks Käsikaarkeevituseks kasutatakse ainult kattega varraselektroode. Elektroodikatte peamised
ülesanded on:
1.Kaarleegi püsivuse
suurendamine 2.Räbu ja gaaside tekitamine, mis kaitsevad keevisvannis olevat sulametalli õhu kahjuliku mõju
eest.
Enamkasutatavad kattetüübid terase keevitamiseks kasutatavatel elektroodidel
Katte tüüp tähis
1happeline kate A
2 tsellulooskate C
3 rutiilkate R
4 aluseline kate B
5 paks rutiilkate RR
6
tselluloos -rutiilkate RC
7 happeline-rutiilkate RA
8 aluseline-rutiilkate RB
9 happeline tsellulooskate AC
9
Keevitamine sulava elektroodiga e. MIG/MAG keevitus Keevitamisel sulava elektroodiga on elektroodiks spetsiaalne keevitustraat Seepärast
nimetatakse seda keevitusviisi ka traadikeevituseks. Kaarleek tekitatakse
keevitustraadi ja
keevitatava detaili vahele. Keevitustraat antakse etteandemehhanismi abil kaarleegi piirkonda
traadi sulamiskiirusega võrdse kiirusega. Keevisvannis oleva sulametalli kaitseks juhitakse
kaarleegi piirkonda kaitsegaas.
Vead keevitamisel Korraliku keevisõmbluse saamiseks tuleb jälgida , et keevitusasend oleks mugav ja
pingevaba .
Lisaks sellele tuleb vältida algajate keevitajate kahte enamlevinud viga: a. elektrood on liiga
kaugel keevitatavast detailist b. elektroodi edasiliikumise kiirus on liiga suur Need vead võivad
esineda koos, aga ka üksikult. Mõlemal juhul ei jõua põhimetall korralikult üles sulada ja
keevisõmblust praktiliselt ei teki.
Kokkuvõte
Enne keevitamist pane selga kaitse riided ja kasuta keevitus maski. Tuleb vaadata, et
elektroodid oleksid õiged. Elektroode ei tohi hoida niiskuse käes. Tuleb panna voolutugevus
paika enne keevitamisele asumist, elektroodi paksuse järgi. Elektroodi ei tohi hoida keevitavast
pinnast liiga kaugel ja liiga kiiresti tõmmata edasi ei tohi, sest muidu ei jää keevitus tugev ja
õige.
10
Kasutatud kirjanduse http://opiobjektid.tptlive.ee/Paigaldised/keevitus.html https://www.google.ee/search?q=keevituse+nahkp %C3%B5ll&biw=1366&bih=667&source=lnms&tbm=isch&sa=X&ved=0CAgQ_AUoAmoV
ChMIxKigptPKyAIVyN0sCh3bbAu2#imgrc=_
11
https://et.wikipedia.org/wiki/Esileht lisad12
13
Document Outline
- Sissejuhatuses
- Elektrikeevitus
- Kaitsevahendid
- Elektroodid
- Varraselektroodid käsikaarkeevituseks
- Keevitamine sulava elektroodiga e. MIG/MAG keevitus
- Vead keevitamisel
- Kokkuvõte
- Kasutatud kirjanduse
- lisad







































Kõik kommentaarid