TALLINNA
POLÜTEHNIKUMPäevane
osakond ES.-------.-------
------------
EA-06
Keevitus Referaat
Õppeaine
-
Õpetja: ------------------------
Koostja: --------------------
Tallinn 2009
KeevitusKeevituse
ajalugu
1880-ndatel tegeleti keevitamisega vaid sepakojas. Sellest alates
hakkas
moodsa keevituse kiiret arengut mõjutama
industrialiseerimine ja maailmasõjad.
Peamised keevitusmeetodid:
kontaktkeevitus ,
gaaskeevitus ja
kaarkeevitus , leiutati kõik enne Esimest maailmasõda. 1900-ndatel
olid tootmises domineerivamad gaaskeevitus ja lõikamine; mõned
aastad hiljem hakkas elekterkeevitus sama suurt
osakaalu saavutama.
Kaarkeevituse 1810. aastal lõi H. Davy stabiilse elektrilise kaare
kahe
terminali vahel, see on tänapäeval tuntud kaarkeevituse
aluseks. Maailma esimesel elektrinäitusel 1881. aastal Pariisis
esitles
venelane N. Bernados kaarkeevituse meetodit, kus loodi kaar
süsinikelektroodi ja tooriku vahele. Täiteaine (
varras või traat)
söödeti kaarde v keevisvanni.
Süsinikelektroodiga kaarkeevituse populaarsus suurenes 19. sajandi
lõpus ja 20. sajandi alguses. Benardosi kaasmaalane N. Slavianof
arendas meetodit edasi ja 1890-ndal sai ta
patendi metalltraadi
elektroodina kasutamise kohta (süsiniku asemel). Elektrood
sulas ja
seega töötas see nii kuumaallika kui ka täitematerjalina. Kuid
alguses ei olnud
keevis õhu eest kaitstud (hapniku ja N kahjulik
mõju) ja seega ilmnesid mitmed kvaliteediprobleemid. Rootslane O.
Kjellberg märkas laevade aurukatelde parandamise meetodit uurides,
et keevismetall oli poore ja auke täis, mis takistas veekindla
keevise saamist. Meetodi parandamiseks
leiutas ta kattega
keevituselektroodi (patent 1907. aastal). Parandatud kvaliteet tõi
kaasa läbimurde elektrikeevituses, mistõttu seda sai kasutada ka
tööstuses (näit
Electric Welding Company (ESAB) asutati 12.09.
1904 kui laevaremondiettevõte). Hiljem, 1930-ndail, arendati välja uued
meetodid. Seni viidi metallkaarkeevitust läbi käsitsi. Protsessi
automatiseerimiseks katsetati pideva traadi kasutamist. Kõige
edukam leiutis oli kaarkeevitus räbustis (SAW). Kaarkeevitus kaitsegaasi
keskkonnas patendeeriti 1890-ndate alguses C. L. Coffini poolt.
Teise maailmasõja ajal vajas lennutööstus meetodit magneesiumi
ja alumiiniumi
keevitamiseks . 1940-ndail viidi Ameerikas läbi
mitmeid katseid inertsete gaasidega (Ar, He).Volframelektroodi
kasutamisel oli võimalik kaart üle kanda ilma elektroodi
sulamiseta, mis võimaldas keevitust teostada ka täitematerjalita
(õhukeste materjalide
keevitusel ). Seda meetodit tuntakse tänapäeval
TIG-keevitusena (kaarkeevitus sulamatu elektroodiga inertgaasi
keskkonnas). Mõned aastad hiljem arendati välja
MIG-keevitusprotsess (kaarkeevitus
sulava elektroodiga inertgaasi
keskkonnas), mis kasutas elektroodina pidevalt etteantavat
metalltraati. Algselt kasutati nn kaitsegaasidena heeliumi ja
argooni. Ljubavski ja Novoshilov kasutasid kaitsegaasina edukalt CO2
, sest see oli kergemalt kättesaadav nn MAG-keevitus (kaarkeevitus
sulamatu elektroodiga aktiivgaasi keskkonnas). Selleks ajaks olid
enamik tänapäeval kasutatavaid keevitusprotsesse leiutatud. Hiljem
lisandusid neile laserkeevitus ja hõõrdkeevitus.
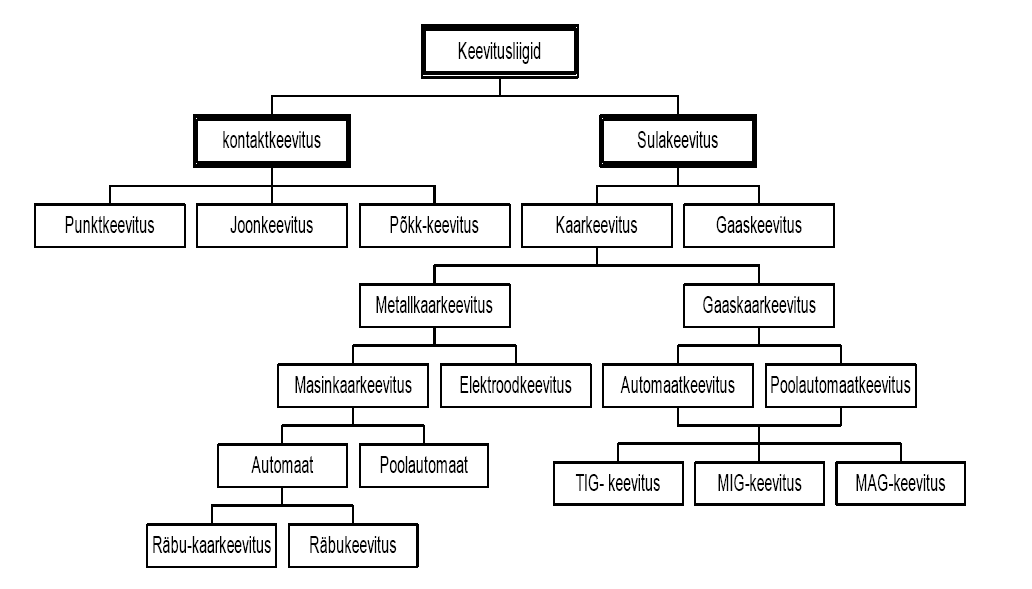
Keevitamise liigitus
Keevitamiseks
nimetatakse tehnoloogilist protsessi, mis seisneb tervikliite
saamises ühendatavate detailide vahel aatomsidemete loomise teel
kohaliku või üldise
kuumutamise ,
plastse deformeerimise või
üheaegselt mõlema mooduse abil.
Kõik
olemasolevad keevitusprotsessid võib jaotada kahte põhirühma –
survekeevitus (kontaktkeevitus) ja
sulakeevitus .
Ehituspraktikas
objektil kasutatavatest keevisliite moodustamiseks vajaliku energia
liigi ja metalli sisestamise viisi järgi eristatakse: elektrikaar-,
gaas -, termiit-, räbukeevitust.
Automatiseerimisastme järgi jagunebkeevitus käsi- poolautomaat- ja
automaat - keevituseks.
Survekeevituse (kontaktkeevituse) gruppi kuuluvad keevitusviisid, kus
metallide (plastide) ühendamine toimub kuumutamise ja sellel
järgneva
survega , mis põhjustab kokkupuutuvates piirkondades tugeva
plastilise deformatsiooni. Mõnede metallide puhul pole
kuumutamine vajalik. Survega külmkeevitus põhineb metalli
kristallide kokkuliitumise võimel suure surve all. Sel meetodil on võimalik
keevitada ainult väga plastilisi
metalle (vask, alumiinium).
Sulakeevitusel
viiakse metalli ühendatavad osad mingi soojusallikaga sulasse
olekusse. Nende osade tardumisel moodustub keevisliide. Sel juhul
välissurvet pole vaja rakendada. Sulakeevituse hulka kuuluvad
elektrikaarkee-vitus, mille puhul kasutatakse kaarleegi
soojusenergiat. Metallelektroodiga käsitsi elekterkaarkeevitus on
väga levinud. Seda iseloomustab suur
universaalsus keevitatavate
toodete suhtes. Õhukeste lehtede või nägusat ühen-
dust vajavate
detailide keevituse puhul kasutatakse laialdaselt
elekterkaarkeevitust kaitsvate gaaside keskkonnas.
. Elektrogaaskeevitus on
elektroräbukeevituse edasiarendus ning sarnaneb sellega nii
konstruktsiooni kui kasutuse poolest. Räbukeskonna asemel
sulatatakse elektrood kaarega, mis põleb
kaitsegaasis , samamoodi
nagu MIG/MAG keevituse puhul. Seda meetodit kasutatakse 12-100 mm
paksusega plaatidel, laineliikumist kasutatakse paksemate materjalide
puhul. Liide on tavaliselt lihtne vahega I-liide. Kasutatakse ka
V-liiteid. Vertikaalliidete keevitamisel - nt. suured mahutid - saab
selle meetodiga palju rohkem kokku hoida kui käsitsi MIG/MAG
keevitusega.
Kasutatakse täidis või tava
traatelektroode, nagu ka kõigi teiste gaasmetallkaarkeevituse
tüüpide puhul. Kasutatakse ka sama tüüpi kaitsegaasi. Selle
meetodiga on soojusimõjutatud tsoon (HAZ) palju väiksem ja natuke
parema löök
tugevusega kui elektroräbu keevitusel. Pikalt välja
ulatuva elektroodi
eeliseks on see, et see võimaldab kiiremat
keevitust ja toodab vähem ülessulanud algmaterjali ning soojust.
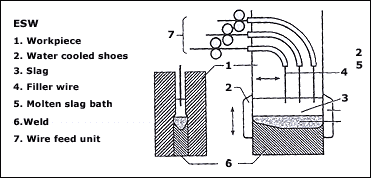
ESW
Keevitusprotsessi
alguses tekib elektroodi ja töödeldava detaili vahele kaar. Kui
keevitusvool suunatakse liitesulanditesse, tekib vedelšlaki lomp,
mille sügavus seejärel kasvab. Kui šlaki temperatuur, ja seega ka
selle juhtimisvõime suureneb, siis kaar kustutatakse ja
keevitusvoolu juhitakse läbi vedelšlaki, kusjuures vajalik
keevitusenergia toodetakse takistuse abil.
Keevis moodustatakse fikseeritud veega jahutatud vaskkingade või
mobiilsete kingadega ja liidete esipindade vahel. Keevituspea liigub
keevitamisel ülespoole. Vastavalt plaadi
paksusele kasutatakse üht
või mitut elektroodi sulavelektroodina. Kui alusmaterjal on liiga
paks, võib kasutada elektroodi vibratsiooni.
Selle
meetodi eelisteks on:
* Kõrge
tootlikkus * Madal
liidese valmistamise hind
*
Hoolimata plaadi paksusest saab keevituse ära teha ühe korraga
*
Päkkliidetel ei ole nurgelist deformatsiooni
* Madal
põikstress
*
Vesinikupragude risk on väike
Selle meetodi nõrkuseks on see, et kuna kasutatakse palju energiat,
on
jahtumine väga aeglane, mistõttu on soojusmõjutatud tsoonis
(HAZ) märkimisväärne
tera kasv. HAZ'i põhimaterjali löögi
tugevus ei ole piisavalt suur, ega vasta keevitatud konstruktsioonide
kohta kehtivatele nõuetele, mis garanteerivad, et keevitus ei mõrane
madalatel
temperatuuridel , teisisõnu tuntud kui haprusmõra.
GTAW
TIG keevitus
TIG (Tungsten'i
inertne gaas) keevitus või gaasikaitsega Volframelektrood
kaarkeevitus (GTAW) on protsess, kus kasutatakse mittesulavat,
volfram-elektroodi. Elektroodi, kaart ja sulakeevituslompi kaitseb
atmosfääri eest inertne gaasikaitse. Kui täitemetall on vajalik,
lisatakse see sulalombi esiküljele.
TIG
keevitus pakub äärmiselt puhtaid ja kõrgkvaliteetseid keevitusi.
Kuna šlakki ei teki, pole ohtu, et keevitatud metallile jäävad
šlakilisandid, ja valmiskeevitust pole praktiliselt puhastada
vajagi. TIG keevitust saab kasutada peaaegu kõigi metallide
keevitamisel ja protsessi on võimalik kasutada nii käsitsi kui ka
automaatselt. TIG keevitust kasutatakse kõige sagedamini alumiiniumi
ja roostevaba terase sulamite puhul, kuna seal on ühtsus kõige
tähtsam. Seda kasutatakse sageli tuuma-, keemia-, lennunduse ja
toidutööstustes tarbitavates kõrgkvaliteetsetel liidetes.
Hõõrdkeevitus
on täielikult
tardfaasi läbiv protsess, mida võib kasutada
metall -lehtede
liitmiseks - hetkel peamiselt alumiiniumi - ilma nende
sulamispunktini jõudmata. TWI
(Keevitusinstituut)
Cambridge 'is Suurbritannias leiutas, patenteeris
ja arendas tööstuslikuks rakenduseks välja hõõrdkeevituse (FSW).
Hõõrdkeevitusel keerleb
silindrilise õlgmiku ja profileeritud
nõelaga tööriista, mis vajutatakse aeglaselt kahe lehe või
plaadimaterjali vahele, mis on kokku surutud põkkliiteks. Detailid
tuleb tugivarbale kinni klammerdada, et vältida põkitavate
detailide esikülgede lahti surumist. Hõõrdekuumus kulumiskindla
keevitusvahendi ja töödetailide vahel pehmendab viimaseid ilma, et
need sulamispunktini jõuaksid ja võimaldab tööriista piki
keevitusjoont traversseerida. Plastistatud materjal kantakse
tööriista nõela tagaservale ja stantsitakse tööriista õlgmiku
ja nõela profiili kontaktiga. Mahajahtumisel jääb detailide vahele
tardfaasiline side. Hõõrdsegukeevitust
saab kasutada alumiiniumlehtede ja plaatide liitmiseks ilma
täitetraadi ja kaitsegaasita. Materjali, mille paksus on 1,6 kuni 30
mm saab keevitada täisläbivusel ja ilma
poorsuse või sisemiste
tühikuteta. Vähese deformatsiooniga ühtsed keevitused on
võimalikud paljude alumiiniumsulamite puhul, isegi nende puhul, mida
peetakse traditsionaalsete sullatus-keevitusmeetodite kasutamisel
raskesti keevitatavateks. Materjalide hulka, mida praegu on edukalt
hõõrdsegukeevitatud, kuulub suur hulk alumiiniumsulameid (
2xxx ,
5xxx, 6xxx, 7xxx ja 8xxx seeriad) ja Al-Li
sulamid .
Hiljuti on
tõestatud, et hõõrdsegukeevitusega saab liita ka tina-, vase ja
isegi titaansulameid.
MIG
(metalli suhtes inertne gaas) või MAG
(metalli suhtes
aktiivne gaas) keevitust kutsutakse ka gaasikaitsega
metall kaarkeevituseks (GMAW); kaart hoitakse pideva traatelektroodi ja
töödetaili vahel. Kaare ja keevitusula kaitseb kas inertse või
aktiivse gaasi vool. Protsess sobib enamusele
materjalidest ja
paljudel metallidel on täitetraadid olemas.
MIG/MAG
keevitus on põhimõtteliselt palju produktiivsem kui MMA, kus
produktiivsus väheneb iga kord kui
keevitaja peatub, et sulatatud
elektroodi välja vahetada. MMA keevitusega kaasnevad ka materiaalsed
kaod, kuna elektroodi jupid
visatakse minema. Igast kaetud
varraselektroodi kilost läheb keevituse peale umbes 65 protsenti
(ülejäänu visatakse minema). Tava ja täidis traadi kasutamine
suurendab produktiivsust kuni 80-95 protsenti. MIG/MAG keevitus on
paindlik protsess, mis võimaldab keevitusmetalli lisada väga palju
ja igast asendist. Protsessi kasutatakse õhukeste kuni keskmise
paksusega terastöötlustel ja alumiiniumsulamist konstruktsioonidel,
kus vajatakse kõrgetasemelist käsitsikeevitust. Täidistraati on
hakatud üha enam kasutama paksude teraskonstruktsioonide keevitusel.
.
MMA
või SMAW Varraselektroodidega
keevitust kutsutakse käsitsi metallkaarkeevituseks (MMA) või
kaitstud metallkaarkeevitus (SMAW). See on vanim ja kõige paindlikum
kaarkeevitusprotsess. Elektrilist
kaart hoitakse kaetud metallelektroodi ja töödetaili vahel. Sellal
kui sulametalli tilgad liiguvad elektroodilt piki kaart sulametalli
lompi, kaitsevad neid atmosfääri eestelektroodi katte lagunemisel
tekkivad gaasid. Vedelšlakk hulbib sulametalli lombi pinnale, ning
kaitseb kõvastumise ajal sulametalli atmosfääri eest. Pärast iga
keevisliite lisamist tuleb šlakk eemaldada. Toodetakse sadu
erinevaid elektroode, mis sisaldavad tugevuse, vastupidavuse ja
juhtivuse suurendamiseks tihti sulameid. Protsessi kasutatakse
peamiselt teraskonstruktsioonide, laevaehituse ja üldiste
tootmistööstuste rauasulamite jaoks. MMA teiseks oluliseks
rakenduseks on parandus- ja hooldustööd. Hoolimata protsessi
suhtelisest aeglusest, mille põhjuseks on elektroodi vahetused ja
šlaki eemaldus, on tegemist siiski tegemist ühe paindlikuma
meetodiga, mis võimaldab keevitada ka piiratud ligipääsetavusega
kohtades.
Põkk-keevitus
Töödetailid
pannakse otsapidi kokku. Reeglina jaotatakse põkk-keevitus
eelsoojenduseks, leekimiseks ja kummutamiseks. Eelsoojendus toimub
madalal keevitussurvel. Keevitusliite soojendamisele järgneb
leekimine ja liite pinnamaterjal põletatakse ära, mille tulemusel
jääb järele ühtlane liite pind. Eelseadistatud leekimise
kaotusele järgneb kummutamine, mille tulemuseks on ebaregulaarne
"uim", mis koosneb sulanud ja oksüdeerunud materjalist
kummutatud metalli pinnal. Näited põkk-keevitatavate toodete kohta:
metallkangid, ketid, rööpad ja torud
PAW
(
Plasma kaarkeevitus) on
protsess, mis sarnaneb paljuski TIG keevitusele. See on TIG meetodi
edasiarendus, mis on mõeldud tootlikkuse
suurendamiseks .
PAW keevituse puhul on kaks eraldi gaasijuga,
plasmagaas, mis voolab volframeletroodi ümber ja seejärel moodustab
plasmakaare tuumiku ja kaitsegaasi, mis kaitseb sulametalli
lompi..
Kolm PAW kasutusviisi:
1.
Mikroplasma keevitus,
keevitusvool alates 0,1A kuni 20A.
2.
Meedium -plasmakeevitus, keevitusvool alates 20A kuni 100A.
3.
Punktkeevitus , üle 100A, plasmakaar läbistab seina paksuse.
Seda
kasutatakse sageli kõrgkvaliteetseteks liideteks
lennunduses/kosmoses, protsessi, keemia ja petrooleumitööstustes.
Projektsioonkeevitamine
Keevitus asetatakse töödetailil spetsiifiliselt vormitud
puutepunkti. See puutepunkt võib koosneda näiteks projektsioonist,
ringikujulistest või pikergustest projektsioonidest. Korraga on
võimalik keevitada mitut projektsiooni. Piisavalt suured elektroodid
katavad kõik keevitused, mis keevitatakse ära ühekorraga. Kas siis
ülekatte- või põkkliide. Keevitatavate toodete näited:
•
Müügil olevate ja spetsiaalselt projektsioonkeevituseks valmistatud
mutrite ja poltide metall-lehtprojektsioonkeevitus
•
Varrastüüpi toodete nagu poldid ja tõukurite (nõelad)
projektsioonkeevitus
• T
või ristikujuliste liidete ja samuti ka nagade, torustabilisaatorite
ja
tugede projektsioonkeevitus
•
Risttraatkeevitus on projektsioonkeevitusprotsess
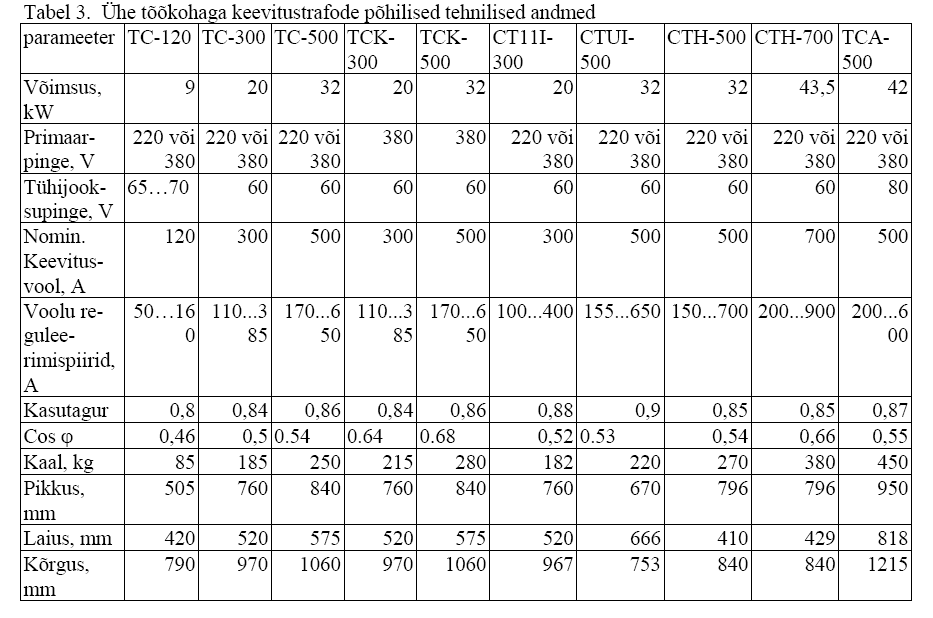
KEEVITUSTRAFOD
Keevitustrafod
peavad vastama järgmistele nõuetele:
- neil peab olema langev karakteristik;
- neil peab olema piiratud lühisvool;
- nende tühijooksupinge ei tohi ületada 80 V;
- voolu reguleerimine peab olema teostatav suurtes piirides ja
küllalt
sujuvalt .
Vahelduvvoolukaarleegi
stabiilseks põlemiseks peab keevitusahelas olema induktiivsus, mis
tagab faasinihke cos (p=0,35 ... 0,45). Voolu puhul 160... 250A
süttib
kaarleek hõlpsasti kui
trafo tühijooksupinge on 55. .. 60
V. Väikese voolu korral (60. ..
70 A) on kaarleegi parema
stabiilsuse saavutamiseks
soovitav , et tühijooksupinge oleks 70...
80 V. Trafo tühijooksupinge tõstmine suurendab
keevitusvoolu ohtlikkust.
KEEVITUSTRAFODE
PÕHILISED SKEEMID
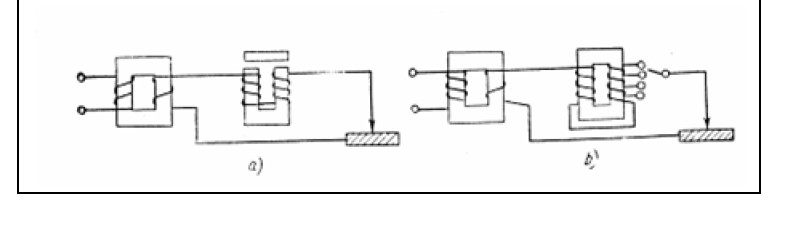
Ühe
töökohaga keevitustrafodes kasutatakse järgmisi skeeme:
-
suurendatud magnetpuistega
trafod ;
- ühel südamikul
eraldi paispooliga trafod;
- paispooliga
kokkuehitatud trafod.
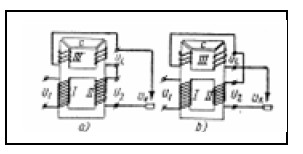
Suurendatud
magnetpuistega trafod. Trafo koormamisel tekivad selle mähiste
ümber magnetvood mis kulgevad mööda trafo südamikku. Trafo
resulteeriv magnetvoog (D aheldub nii primaarmähisega I kui ka
sekun -daarmähisega II (joon).
Kõik
magnetjõujooned ei kulge aga mööda trafo südamikku ega ahelda
mõlemaid mähiseid. Osa neist hargneb kõrvale ja sulgub läbi õhu.
Neid magnetvoogusid (I)t ja (I)2 mis aheldavad ainult ühte mingit
mähist ning sul-guvad läbi õhu ja pole seotud üldise magnetvooga
(D nimetatakse puistevoogudeks. Puistevood indutseerivad vastavates
mähistes endainduktsiooni elektromotoorjõud mis on suunatud
vastupidiselt üldisele magnetvoole ja töötavad vastu
magnetvoogusid (I)i ja (1)9- tekitatavatele vooludele. Seetõttu
voolu suurenedes suureneb ka pingelang mähistes. Keevitusvoolu
reguleerimine toimub kas trafo ülekandeteguri muutmisega või
mähiste va-hekauguse muutmisega.
Eraldi
paispooliga trafod Sellis trafo komplekt koosneb
pingemadaldustrafost ja eraldi paispoolist (drosselist). Trafo
sekundaarpinge muutub kevitusvoolu muutumisel vähe.
Langeva väliskarakteristiku saamiseks ühendatakse sekundaarahelasse
järjetikku
paispool .
Keevitusvoolu
reguleerimiseks muudetakse kas paispooli magnetilist
takis -tust tema
südamiku liigutamisega või pooli
keerdude arvu muutmisega. Viimasel
juhul on reguleerimine astmeline.


























Kõik kommentaarid