Autode ja remondiosakond Autotehniku töövahendid Referaat Juhendaja : Üllar Kivi Tartu 2012 Sisukord 2 Contents Sissejuhatus:.......................................................................................................... 3 MIG-MAG Keevitus.................................................................................................. 4 MIG/MAG keevituse seadmed................................................................................. 5 Kasutus................................................................................................................... 7 Keevitusõmblus...................................................................................................... 8 Kaitsevahendid................................
Tartu Kutsehariduskeskus Auto hooldus ja remondi osakond Keevitus- ja tuletööde teostamine Õpimapp Tartu 2016 Sisukord 1. Ohutusnõuded 2. Üldine 3. MIG/MAG keevitus 4. Kasutatud kirjandus Ohutusnõuded Keevituse ja keevitusseadmete kasutamisega kaasneb alati ohutegureid, millede olemasolu tuleb alati teadvustada. See nõue kehtib nii keevitajatele, keevitamise eest vastutajatele ja teistele keevituskohal töötajatele. Suurim ohutegur keevitamisel on tuleoht. Keevitaja peab veenduma et 5-10 meetri ümbruses poleks kergesti süttivaid materjale ja lisaks peab olema
..................................................................................................8 8. Elektroodi asend ja liikumine.....................................................................................9 9. Käsikaarkeevituse seadmed......................................................................................10 10. Kaitsegaasis keevitamine........................................................................................11 11. Keevitamine sulamatu elektroodiga e. TIG keevitus (Tungsten Inert Gas)............11 12. Keevitamine sulava elektroodiga e. MIG/MAG keevitus......................................12 13. MIG/MAG keevituse tehnoloogia..........................................................................13 ......................................................................................................................................16 15. Kontakt- ehk punktkeevitus....................................................................................17 16
Käsikaarkeevitus MMA 6 Käsikaarkeevituse tehnoloogia 7 Keevitusvoolu ja elektroodi läbimõõdu valik 8 Kaare süütamine 8 Elektroodi asend ja liikumine 9 Käsikaarkeevituse seadmed 10 Kaitsegaasis keevitamine 11 Keevitamine sulamatu elektroodiga e. TIG keevitus 11 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 12 MIG/MAG keevituse tehnoloogia 13 MIG/MAG keevituse seadmed 15 Kontakt e. punktkeevitus 16 Plasmakeevitus 17 2 Elektrikeevitus Keevitamiseks nimetatakse metalldetailide ühendamist nende kokkupuutekoha kohaliku kuumutamise teel kuni
Elektroodikate võib olla happeline (A), aluseline (B), tsellulooskate (C) või rutiilkate (R). Elektroodkeevituse eeliseks on see, et selle meetodiga saab keevitada mitmesugustes ilmastikuoludes ja väga mitmesuguseid materjale. Puuduseks on see, et elektroodi peab iga vähese aja tagant vahetama ning keevisõmblus tuleb alati puhastada slakikoorikust seega on elektroodkeevitus aeganõudvam. 2. Traatkeevitus inertgaasi keskkonnas Joonis 2. MIG-MAG keevitus MIG metallic inert gas. Euronormidele vastav tunnusnumber on 131. Kõige levinum keevitusel kasutatav inertgaas on argoon, Ar. Laialdaselt kasutatakse argooni ja süsihappegaasi segu, näit AGAMIX-20, Kus argooni on 80% ja süsihappegaasi 20%. (Vt joonis 2). 3. Traatkeevitus aktiivgaasi keskkonnas MAG metallic activ gas. Euronormidele vastav tunnusnumber on 135. MAG keevituses kasutatakse aktiivgaasina süsihappegaasi, CO2. (Vt joonis 2). MIG-MAG keevituse agregaat
Käsikaarkeevitus MMA 7 Käsikaarkeevituse tehnika 9 Keevitusvoolu ja elektroodi läbimõõdu valik 9 Kaare süütamine 10 Elektroodi asend ja liikumine 10 Käsikaarkeevituse seadmed 12 Kaitsegaasis keevitamine 13 Keevitamine sulamatu elektroodiga e. TIG keevitus 13 Keevitamine sulava elektroodiga e. MIG/MAG keevitus 14 MIG/MAG keevituse tehnika 16 MIG/MAG keevituse seadmed 18 Elektroodid 19 Varraselektroodid 19 Keevitustraat 21 Abivahendid 21 Vead keevitamisel 22
4 keevitatavuse taset: hea - keevisõmblusel on ligilähedaselt samad mehaanilised omadused kui keevitataval metallilgi; rahuldav - kui piisavalt hea keevisõmbluse saamiseks tuleb valida kindel keevitusreziim; piiratud - tuleb kasutada erinevaid tehnoloogilisi võtteid või isegi muuta keevitusviisi; halb - piisavat keevitatavust ei ole võimalik saavutada. Teraste keevitatavus 1. Erinevate metallide keevitus. Harilike konstruktsiooniteraste C-sisaldus (C kuni 0,25%) ei halvenda nende keevitatavust. Suurema süsinikusisalduse korral aga halveneb keevitatavus tugevalt, sest soojusmõju piirkonnas võivad tekkida praod. Süsiniku suur hulk muudab keevisõmbluse poorseks. Süsinikuvaesed terased (C kuni 0,25-% ) on hästi keevitatavad. Keevisliited on hästi lõiketöödeldavad. Kasutatakse maksimaalset lubatud keevitusreziimi. Süsinikterased on keskmise (0,3...0,5%) ja suure (0,5..
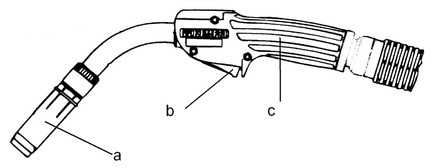
keevitustraati (joonisel näitamata). Keevitusvooluna kasutatakse vastupolaarset (DC+) alalisvoolu, kus elektrood ühendatakse vooluallika +klemmiga. Keevitusvool antakse energiakadude vähenda- miseks keevitustraadile keevituspüstolisse kinnitatud voolukontakti abil vahetult enne keevituskaart. Keevituskaare piirkonda kaitstakse sinna juhitava kaitsegaasi joaga. MIG/MAG-keevitust loetakse poolautomaatseks, kuna elektroodi etteandmine on mehhaniseeritud, keevitusliikumine e keevitus püstoli liikumine piki õmblust toimub keevitaja käe abil. Keevitustraat Kanal Voolukontakt Elektrikaar Gaas + Põhimetall Joonis 1.1. MIG/MAG-keevituse põhimõtte skeem.





































Kõik kommentaarid