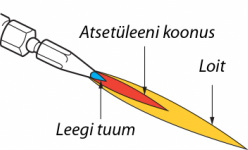
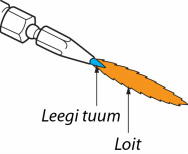
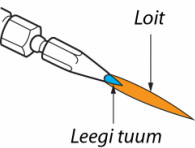
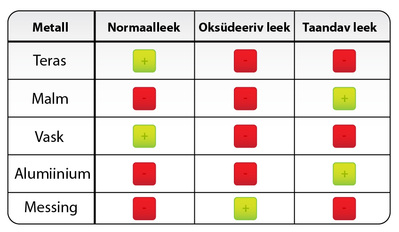
põletil olev atsetüleenikraan, seejärel põletil olev hapnikukraan 16. Atsetüleeniga rikastatud leeki nimetatakse On ainult üks õige vastus. normaalleegiks taandavaks leegiks oksüdeerivaks leegiks 17. Hapnikuga rikastatud leeki nimetatakse On ainult üks õige vastus. normaalleegiks taandavaks leegiks oksüdeerivaks leegiks 18. Normaalleegiga keevitatakse On ainult üks õige vastus. terast alumiiniumi messingit Viidatud allikad 1. Laansoo, A. (2010) Keevitamine. MIG- MAG keevitus. Kirjastus Argo, 87lk. 2. Lepola, P. Makkonen M. (2005) Hitsaustekniikat ja teräsrakenteet. Werner Söderström Osakeyhtiö. Helsinki, 429lk. 3. Haines, J. Storer, J. (1994) The Haines Welding Manual. Haynes North America inc.USA, 215 lk. 4. Eesti Standard (2007) EVS-EN ISO 5817:2007. Keevitus. Terase, nikli, titaani ja nende sulamite sulakeevitusliited. Keevitustasemed keevitusdefektide järgi. Eesti Standardikeskus 2011, 29lk. 5
Olustvere teenindus-ja maamajandus kool Märt Seimann Gaasikeevitus Olustvere 2012 Sissejuhatus Referaadis räägin ma lähemalt gaasikeevitusest ja kõigest sellega seounduvast.Ise mul gaasikeevitusega erilist kokkupuudet pole olnud.Kuid räägin ka alguses mis see keevitamine ültse on. Keevisliide on siis kahest või enamast detailist koosnev keevitamise abil koostatud liide. Keevitamisel toimub sulatatud lisamaterjali ja põhimaterjali segunemine ning nende tardumisel moodustub keevisõmblus ehk keevisliide. Gaasikeevituses üldiselt Gaaskeevitus oli varemalt väga laialdaselt kasutatav keevitusviis, kuid seoses uute keevitustehnoloogiate kasutuselevõtuga on gaaskeevituse osatähtsus langenud. Gaaskeevitus
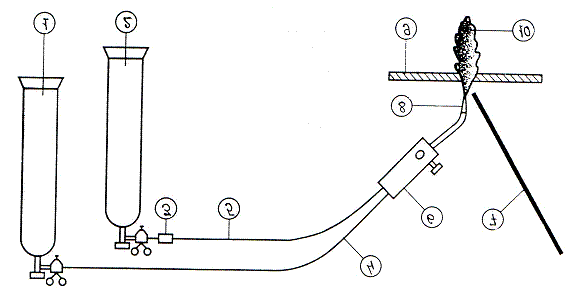
Olustvere Teenindus- ja Maamajanduskool Põllumajandus nimetu KEEVITUS Referaat Olustvere 2017 Sisukord Sissejuhatus 3 1. Gaaskeevitus 4 1.1 Gaaskeevituse põhimõte 4 1.2 Injektorpõleti 5 1.3 Surugaasireduktorid 6 1.3.1 Hapnikureduktori skeem 6 1.4 Gaaskeevituse võtted ja asendid 7 2. Ohutusnõuded ja kaitsevahendid 8 Kokkuvõte 10 Kasutatud allikad 11 Sissejuhatus Keevitus- ehk liitmistehnoloogiad on väga laialdaselt kasutatavad nii kaasaegses masinaehituses, aparaaditööstuses kui ka ehituses. Käesolevas töös on juttu üldiselt keevitamisest ning natuke põhjalikum ülevaade gaaskeevitamisest. Alapeatükkides on kirjeldatud gaaskeevituse tööpõhimõtet, lisatud pildid ja joonis antud liitmistehnoloogia süsteemist. Referaadi viimane peatükk a
KEEVITUS Keevitus on teraste ja värvilismetallide enimlevinud ja tähtsaim liitmismeetod: tootmiskeevitus (production welding) - detailide liitmine toodete valmistamisel; remontkeevitus (repair welding) - purunenud ja kulunud osade taastamine, moodustab kuni 20% kogu keevitustööde mahust; pealekeevitus. Keevitusprotsesside hulka loetakse ka jootmist, termopindamist ja termolõikamist. Keevituse põhimõisted Keevitus, keevitamine (welding) - kahele või enamale osale kuumutamise või surve abil jätkuva kuju andmine. Võidakse kasutada keemiliselt koostiselt sarnast lisamaterjali. Keevitatakse metalle, plaste, komposiite, keraamikat, klaasi jm. Terminit "keevitamine" kasutatakse tegevuse tähenduses ja terminit "keevitus" kui protsessi laiemas tähenduses. Kirjanduses kasutatakse põhiliselt terminit "keevitusprotsess". Keevitustehnoloogia (welding technology) - on tehnika ala, mis käsitleb
TTÜ EESTI MEREAKADEEMIA Üld- ja alusõppe keskus Metallide tehnoloogia, materjalid II Kodune töö nr. 3 - Keevitamine Üliõpilane: Hans-Peter Grass Õpperühm: MM21 Koostada põhimõtteline tehnoloogiline protsess keevitatud toote valmistamiseks, kasutades kas käsikaarkeevitust kattega elektroodiga või kaitsegaaskaarkeevitust. Lähtudes keevitatavast materjalist ja tema paksusest, toote kujust, tootmisprogrammist jt teguritest valitakse töö teostaja poolt põhjendusega üks kõige otstarbekohasem Ülesanne: 1
mine. Viimase viie aasta jooksul on selle haru ettevõtted saavutanud suure majanduskasvu. Peamine prob- leem selle tööstusharu juures on kvalifitseeritud, vajalike teadmistega ja eesti keele oskusega tööjõu (keevita- jate) puudus. Kõik see tingis vajaduse uue õppematerjali loomise järele. Antud õppevahendis on peatükkide kaupa välja toodud keevitusega seotud terminoloogia: käsikaarkeevitus, gaaskeevitus, keevitamine sulamatu elektroodiga kaitsegaasi keskkonnas, volframelektroodiga keevitamine argoonis. Eestikeelne õppematerjal KEEVITUSERILA EESTI KEEL aitab noortel töölistel sulanduda eestikeel- sesse töökeskkonda ning aru saada tehnilistest eestikeelsetest dokumentidest. Õppematerjal on mõeldud vastaval erialal kasutatavate terminite omandamiseks, tootmisprotsessi ülesannetest ja eesmärkidest arusaa- miseks ning eestikeelses töökeskkonnas hakkamasaamiseks. Käesoleva õppematerjali näitlikkus ja lihtsus aitavad minimaalse töö ja ajakuluga täiendada oma eesti
......................................................................... 6 Atsetüleen ja teised põlevgaasid...................................................................................... 6 Keevitusleek........................................................................................................................ 7 Juhised keevituspõletite käsitsemiseks................................................................................ 7 Vasak- ja paremsuunaline keevitamine............................................................................... 8 Keevisõmblused................................................................................................................ 10 Põkk- ja nurkõmblus...................................................................................................... 10 Kokkuvõte.......................................................................................................................... 11
..............................................................7 Injektorpõleti...............................................................................................................................9 Juhised keevituspõletite käsitsemiseks.....................................................................................12 Surugaasireduktorid..................................................................................................................13 Vasak- ja paremsuunaline keevitamine....................................................................................17 keevitustraat..............................................................................................................................19 Ohutus keevitamisel..................................................................................................................20 Kokkuvõte...........................................................................................................................





















Kõik kommentaarid