rullkonveiereid. Levinumad neist on rullkonveierid. Toodetakse eri mõõtmetega rullkonveiereid alates väikepakikonveieritest ja lõpetades kaubaaluste konveieritega. Rullide paigutus peab sobima käsitsemisühiku mõõtmetega selliselt, et vähemalt kolm rulli oleks pidevalt kontaktis konveieril liikuva kaubaga. Kõige kriitilisem on nende konveierite juures kaldenurk. Vahel võib võtta sobiva kaldenurga seadistamine arvestatavalt aega. Oluline on seadistada õigesti tööle ka konveieri otstes ja vahepeal paiknevad pidurdusrullid ning otsastopperid. Elektriajamiga rullkonveierid Jõuallikaga varustatud rullkonveiereid valmistatakse väga erinevates mõõtudes alates väikepakikonveieritest ja lõpetades kaubaaluste konveieritega. Üldjuhul on maksimaalseks konveieri laiuseks 1500 mm. Rullid peavad olema hästi siledad ning transporditava ühikuga peab olema korraga kontaktis vähemalt kolm rulli. Konveieri kalle ei tohiks olla väga suur
Masinaehitus 3 TTK 4. variandi mootoril on pöördesagedus väike, mistõttu kannatab mootori kompaktsus. Ei ole soovitatav kasutada väikese võimsusega ajamites. 2. variandi mootori kasutamise korral ei taga me optimaalset ajami suurust, kuna kiilrihmülekande arv on suur. 3. variandi mootor on optimaalne valik. Tagab ajami kompaktsuse. 10.Määran konveieri ajamivõlli pöörlemissageduse maksimaalse lubatud hälbe. 10,5 n tm 91 4 p ntm = = = 3,6 3,15 100 100 min 11. Arvutan konveieri trummi minimaalse ja maksimaalse lubatud pöörlemissageduse. p [ntm]min = 91 - 3,6 = 87,4
Lindi liikumine kiiruseks valin v := 1.6 , (2, lk 198, Tabel 47) s Leian kaldkonveieri tootlikkuse arvestades tõusunurga mõju := 0.95 (2, lk 200) Q ton Qk := = 295 hr Lindi laius Qk B l lindi laius Bl = ton 290 v Q = 280 konveieri tootlikkus hr m 295 v = 1.6 lindi kiirus B l := = 0.46 s 290 1.6 3.011 ton = 1.6 basaldi mahukaal
Kehtna Majandus- ja Tehnoloogiakool Kursuse projekt: Tehniline Mehaanika Konveier ajami projekteerimine Õpilane: Siim Jaansoo MH-31 Juhentaja: Ants Siitan Kehtna 2005 Projekteerida lint konveierile ajam, kasutades tigureduktorit ja kett ülekannet. Variant:39 Joonis 10,11 Lähteandmed:1) Ringjõud konveieri trumlil F=2,5 kW 2) Trumli ringkiirus V=0,4 m/s 3) Trumli läbimõõt D=350 mm Koormus on püsiv;reduktor on ettenähtudpidevaks tööks ja ülekanne ei ole reverseeritav. Lahendus Käik: 1. Leian konveieri vedamiseks vajaliku võimsuse Pkt: Pkt=F*v=2500*0,4=1000 (w)=1 kW F- ringjõud konveieri trumlil v- konveieri trumli ringkiitus 2. Leian konveieri trumli võlli nurkkiiruse v:
............. Vello Lääts Juhendaja: "....." .................. 2012. a ......................................................... lektor Eino Aarend Tartu 2012 SISUKORD SISSEJUHATUS ...................................................................................................................... 3 1. LÄHTEANDMED ................................................................................................................ 3 2. KONVEIERI LINDI ARVUTUS ........................................................................................ 4 2.1. Lindi laiuse B leidmine ................................................................................................... 4 2.2. Saadud lindi tugevuse varuteguri K kontrollarvutus ....................................................... 4 3. TRUMLI ARVUTUS ........................................................................................................... 7 3.1
selgeks saada. Järgnevas aruandes tutvustan SMA liini kui tervikut ja erinevate masinate tööpõhimõtet ja ehitust. Liini otstarve ja töö Liinil saab tehases kõik alguse, kuna seal saavad valmis erinevate seadmete juhtplaadid. Tehasesse ostetakse toorikplaadid sisse ja asetatakse liini algusesse, milleks on laser. Laser kõrvetab plaadi peale strihkoodi ja saadab edasi pastaprinterisse, kus pannakse jootepastat programmi järgi, peale selle läheb plaat konveieri peal edasi CPP 12 (Collect, pick & place) masinasse, kus siis masin kannab plaadi peale erinevad komponendid. CPP masinaid on liinis 4-7 järjestikku, olenevalt millist plaati valmistatakse. Need pannakse järjestikku, kuna ühesse masinasse ei mahu nii palju erinevaid komponente, et plaat valmis saada. Mõned komponendid on ka väga suured ja võtavad laiuselt palju ruumi masinas. Peale kui komponendid on peale kantud läheb plaat konveieri peal jootmisahju, kus
4) Külmad hoovused muudavad ranniku ääres ala kõrbeliseks 5) Soojad hoovused muudavad rannikuäärse ala niiskemaks ja soojemaks 3) Vastan e-koolikoti küsimustele 1. Kuidas mõjutab Golfi hoovus meie igapäevaelu? - kujundab ilma Euroopas tuues sooja õhku 2. Mis on ookeanivee konveier? - ookeanivee ringiliikumine 3. Mis käivitab maailmamere hoovuste konveieri? - erinev tihedus, temperatuur ja tuuled 4. Kuidas toimub veevahetus erinevate ookeanide vahel? - Konveieri abil, mille paneb liikuma tiheduse erinevused 5. Kui suur on soojushulk, mida Golfi hoovus transpordib? - 300 miljonit kWh/sekundis 6. Miks sukeldub Golfi hoovus Põhja-Atlandil ja moodustab „korstna“? - 7. Mis võiks põhjustada Golfi hoovuse peatumise? - Järsk kliimamuutus, meteoriit.
teha kindlaks tööaja tegelik struktuur koostada tööpäeva normatiivne bilanss Sinu vastus on osaliselt õige. Olete valinud liiga palju valikuid. Õiged vastused on järgmised: teha kindlaks tööaja tegelik struktuur, parimate töövõtete (kogemuste) omandamine Küsimus Vali sobivad vastavused 2 Õige Konveieri võttis kasutusele Henry Ford Hindepunkte 2/2 Tööpäeva lühendamine tingis tööviljakuse parandamise Elton Mayo Graafilise tööaja planeerimise meetodi võttis kasutusele Henry Gantt Sinu vastus on õige. Õige vastus on: Konveieri võttis kasutusele Henry Ford, Tööpäeva lühendamine tingis tööviljakuse parandamise Elton
21. Konveiertöötluse põhimõtted, konveierite liigid (mudelid). Konveieriseeritud töötlusel tuginetakse ühetaktilisele käsutöötlusele, kuid protsessoris töödeldakse samaaegselt mitut käsku. Taoline käsutöötluse korraldus võimaldab märgatavalt suurendada protsessi jõudlust. Konveiertöötlusel nimetatakse ajavahemikku kahe teineteisele järgneva operatsiooni vahel konveieritaktiks. Mida lühem on konveieritakti kestus, seda kõrgemaks võib osutuda konveieri jõudlus. Kindlaid funktsioone täitvad konveieri seadmed moodustavad konveieris astmeid. Konveierit moodustavate üksikute astmete omavaheliste ühenduste viiside järgi eristatakse kahte konveieri struktuuri - lineaarne ja mittelineaarne. Lineaarse konveieri moodustab teatav kogumik jadamisi ühendatud infotöötluslülitusi. Töötlusesse suunatav info ning konveieri üksikuis astmes saadud tulemid säilitatakse ajutiselt konveieri astmetevahelistes puhverregistrites.
Leiame ajami (tööea, ressursi) Lh=7*0,85*((8*2)/24)*24 Tulemuseks saame 34748 h Ajami Mootori parameetrite määramine Ajami üldkasutegur nmin+g*(nmax- g 0,5 nmin nmax nmin) 1 Kiilrihm 1 0,94 0,96 0,95 2 Silinder reduktor 1 0,97 0,98 0,975 3 Elastne doroidsidur 1 0,98 4 Konveieri lint 1 0,94 0,96 0,95 5 Laagrid paar tk 1 0,99 6 Laagrid paar tk 1 0,99 7 Laagrid paar tk 1 0,99 8 Laagrid paar tk 1 0,99 n 0,83 Marko Kuldsaar KAT 31/41 Elevaatori nõutav võimsus Ptm=F*v Ptm=3kN*1,1m/s=3,3kW Arvestades ajami kasutegurit saame mootori minimaalseks võimsuseks. Pm=Ptm/n= 3,3/0,83=4kW
Riigi toetusel võetu palju laene, et nende abil kiiresti rikastuda või osta tarbekaupu. See oli erinev varasematest, sest Suur tööpuudus, kriis kestis väga kaua, võimaldati kaupu palju toota, kuid neile ei jätkunud piisavalt tarbijaid. Kriisist väljumiseks kasutati kahte teed: Teostati uus kurss, mille kava elluviimine pidi ergutama tööstust ning looma uusi töökohti. Riik otsustas, mida ja kui palju toota, kellele ning millistel tingimustel toodangut müüa jne. Kuidas muutis konveieri kasutuselevõtt tööliste tingimusi? Töö muutus tervist kahjustavaks, võimaldas kasutada tootmises standardseid detaile ja tõhusamaid töövõtteid. Mida peetakse suure depressiooni põhjuseks? Kaupade ületootmine, ebamajanduslik käitumine, riik ei soovinud sekkuda majanduse juhtimisse. Roosevelti reformid: Panganduses: kehtestati kontroll panganduse üle. President sulges kõik pangad ja keelas nende taasavamise. Põllumajanduses: riik hakkas reguleerima põllumajandust
globaliseerumisele; Ettevõtete vahel toimub järjest suurem tööjaotus ja kitsam spetsialiseerumine. Toodete valmistamise saab jaotada etappideks: uurimis- ja arendustegevus, detailide ja sõlmede valmistamine, kokkumonteerimine, müük ja hooldus. Liiderfirma ettevõtete vahelist kooperatsiooni ja koostööd korraldav firma. Alltöövõtja allhanke korras toodet valmistav ettevõte (isik). Fordismi ja toyotismi v õrdlus: FORDISM uutele harudele iseloomulik tootmise korraldus, konveieri Kasutuselevõtt, masstootmine, nn. "igaks juhuks tootmine". TOYOTISM paindlik tootmise korraldus, kus töölised lisaks oma tööoperatsiooni täitmisele osalevad ka tootearenduses, tekib meeskonnatöö, kasutatakse rohkeid allhankeid kindlatelt partneritelt, nn. "õigeks ajaks tootmine". Kasutatakse tugitootmise mudelit, st. toodetakse suurtes kogustes, samas tooted on varieeruvad. Jaapani autotootjad kasutavad ka ülikallist robottootmist, et tõsta tootmise kiirust ja kvaliteeti.
ette nähtud ühesugused ajavahemikud, mille kestus määratakse lähtuvalt kõige kauem kestva käsu töötluseks kuluva ajavahemikuga. Multitaktilisel töötlusel toimub käsu töötlus lihtsamate ja ajaliselt lühemate tegevuste jadana, kuid erinevate käskude töötluseks kulutatakse erinev arv takte. 21. Konveiertöötluse põhimõtted, konveierite liigid (mudelid). Konveiertöötlusel viiakse funktsionaalseis seadmeis infotöötlust läbi mitmes etapis (konveieri astmes). Kui infotöötlus ühel etapil (konveieri astmes) lõpeb, siis saadud tulemused suunatakse järgmisse töötlusetappi ehk töötlusfaasi. Konveierit moodustavate üksikute astmete omavaheliste ühenduste viiside järgi eristatakse kahte konveieri struktuuri - lineaarne ja mittelineaarne. Lineaarse konveieri moodustab teatav kogumik jadamisi ühendatud infotöötluslülitusi. Töötlusesse suunatav info ning konveieri üksikuis astmes saadud tulemid
...............................................................12 Kasutatud materjalid:.....................................................................................................................12 2 Ülesande püstitus m Projekteerida reduktor konveierile. Konveieri lindi liikumiskiirus Vk = 2,0 ± 5% ja vedava haru s tõmbejõud F1 = 1,6 ± 5%kN . Reduktor on mõeldud pidevaks tööks, kahe vahetuse, viieks aastaks. Konveieri trumli läbimõõt Dk = 320 mm. Sele 1. Reduktori skeem 3 Elektrimootori valik
Sotsiaalset turvalisust minimaalselt pakkuv riik. Paks riik- ülatuslikku sotsiaalset turvalisust pakkuv riik. Ühishüvis- ühiskonna rikkused, mida jagatakse ümber mitte majanduslikul teel, st. inimesed tarbivad ühiskonna hüvist tasuta ja turu vahenduseta. Fordism- majanduslik süsteem mis põhineb masstoodangul. Ameerika Ühendriikide autotööstur Henry Ford võttis 20.saj. algul kasutusele tööstusliku automatiseeritud konveieri ehk liikuva lindi meetodi. Konveier meetod- liikuval lindil põhinev töömeetod, st. igal inimesel on kindel ülesanne. Tootmine läks odavamaks. Ühiskonna sektorid I sektor- avalik sektor; II sektor-erasektor; III sektor- kodaniku ühiskond. Mõisted diskrimineerima - eelarvamuse põhjal inimesi halvustama. sallimatus- suutmatus lugu pidada teise inimese arvamusest nulltolerants- täisleppimatus rassism- inimeste solvamine nende rassi tõttu.
Konveieriga saame esimese käsu juures läbides esimese etapi, alustada juba teise käsu esimese etapi täitmist. Seejärel on esimene käsk kolmanda etapi juures, teine käsk teise etapi juures ja alustada kolmanda käsu esimese etapiga jne. Käskude paralleelsusele täidetakse keskmiselt ajaühikus rohkem ja protsessor on pidevalt koormatud. Konveier tõstab oluliselt protsessori tootlikust, kuid ainult siis kui seda pole vaja pidevalt uuesti käivitada või vahepeal peatada. Konveieri tõhusust vähendavad: 1) Siirdekäsud Konveier töötab tõhusalt seni kuni pole käske, mis realiseerivad programmis hargnemisi. Hargnemiste korral tuleb konveier uuesti käivitada. Vahel ei saa programmi ilma hargnemiseta teha, kuid mida vähem konveieri taaskäivitamist, seda kiirem on programmi täitmine. Suure tsükli puhul iga kord konveieri taaskäivitamine annab suure ajakulu. 2) Operandide laadimine mälust Mälu poole pöördumise aeg on tavaliselt
(8h) 1 14 tundi 1 päev 6h 200 2800 tundi 350 päeva 1 1,5 tundi 1 päevas 5 autot 200 300 tundi 37,5 päeva Selgita mil moel aitas konveiersüsteemi kasutuselevõtt kaasa majanduskasvule. Konveieri rakendamine võimaldas kasutada tootmises standardseid detaile ja senises tõhusamaid töövõtteid. See aga tähendas üleminekut kaupade hulitootmisele. 3. Ühenda riik ja majandust iseloomustav fakt. Prantsusmaa Majandusedu üheks põhjuseks oli Elsass-Lotringi tööstuspiirkonna ülevõtmine. Ameerika Ühendriigid Mindi üle massitootmisele , Sõda tõi majanduslikku kasu, sest süja ajal.... , 1920.aastatel tõusis maailmamajanduse juhtriigiks
kahe veoelemendiga 2.Transportimise suunalt: a) horisontaalsed b) kaldega 3.Renni konstruktsioonilt: a) lahtise renniga b) suletud renniga 4. Materjali kihi paksuselt: a) lahtiste kraapidega b) uputatud kraapidega. Plaadi kuju määrab transporditava materjali iseloomu: ilma ääristeta plaadid võimaldavad transportida ainult üksik ja suuretükilisi laste, ääristega plaadid aga peenemateralisi puistelaste. Lainelise pinnaga krabikujulised plaadid võimaldavad suurendada konveieri tõusunurka, tasapinnalised ääristeta plaadid on kasutusel peamiselt suuremõõtmeliste tükkidega tükkmaterjalide transportimiseks. Tasapinnaliste terasplaatidega plaatkonveierid on tavaseadmeteks kivimaterjalide purustus-sorteerimis-tehaste vastuvõtu sõlmedes just tänu nende tööpinna suurele kandevõimele 8. Tigukonveierite kasutusaala ja liigitus. Tigukonveiereid kasut kuivade pulbriliste, peeneteraliste ja granuleeritud materjalide ning märgade betooni-, mördi- ja savisegude
Enamiku tuntud tootmisviiside puhul toimub allutatud klassi ekspluateerimine valitseva klassi poolt. Kapitalismi puhul : toote (müügi)väärtus = tooraine väärtus + masinate kulu (amortisatsioon) + tööliste palk + LISAVÄÄRTUS (omaniku kasum). Lisaväärtuse loovad töölised oma tööga, selle saab aga omale tootmisvahendite omanik. Tööliste ABSOLUUTNE VAESUMINE: töölised võetakse tööle vähempakkumise korras, nõutavad oskused piirduvad lihtsate operatsioonidega konveieri ääres - võib üha vähem palka maksta. SUHTELINE VAESUMINE: omanike kasumid kasvavad kiiremini kui tööliste palk. Väljapääs on K. Marxi arvates eraomanduse asendamises kollektiivse omandiga (kommunism, sotsialism), mis leiab aset kõige arenenumal kapitalistlikul maal. Seda pole juhtunud, sest: 1) Kapitalistliku majanduse kiire areng tuleneb kodanluse säästlikkusest, kes erinevalt palgatöölistest investeerivad suure osa tuludest tootmisse (M. Weber protsetantlik eetika ja
jõgede lähedusse. 1)Raua sulandid/Al omadused 2)paigutuse muutus/kuhu rajatakse Fe: 1. maak, teras 2. Vanasti rajati kivisöe kaevanduste juurde. Tänapäeval pigem hüdroenergia ja gaasi lähedale. Al: 1.kerge, vastupidav, kergesti töötlev (kasutatakse laevade ja lennukite jaoks) 2.Mäiestike piirkondadesse odav hüdroenergia. Muutus:tänapäeval pigem sadamate lähedusse. Fordismi ja toyotismi võrdlus: 1)FORDISM uutele harudele iseloomulik tootmise korraldus, konveieri Kasutuselevõtt, masstootmine, nn. "igaks juhuks tootmine". 2)TOYOTISM paindlik tootmise korraldus, kus töölised lisaks oma tööoperatsiooni täitmisele osalevad ka tootearenduses, tekib meeskonnatöö, kasutatakse rohkeid allhankeid kindlatelt partneritelt, nn. "õigeks ajaks tootmine". Kasutatakse tugitootmise mudelit, st. toodetakse suurtes kogustes, samas tooted on varieeruvad. Jaapani autotootjad kasutavad ka ülikallist robottootmist, et tõsta tootmise kiirust ja kvaliteeti.
asenduvad kõrge sündimus ja suremus madalamaga ning inimeste keskmine eluiga tõuseb. Eksport e väljavedu kaupade ja teenuste müümine riigist väljapoole. Energiamajandus majandusharu, mis hõlmab energia tootmise, töötlemise, edastamise ja jaotamise. Energiavarad loodusnähtused ja maavarad, mida on võimalik kasutada energiamajanduses. Euroopa Liit Euroopa arenenud riikide majandusühendus. Fordism uutele harudele iseloomulik tootmise korraldus, konveieri kasutuselevõtt. Geotermaal e maa soojusenergia maapõues peamiselt radioaktiivsete elementide lagunemisel tekkiv soojusenergia. Globaliseerumine e üleilmastumine kogu maailma haarav majandus- ja kultuurialaste kontaktide laienemine ennekõike side- ja transporditehnoloogiate arengu tulemusena. Import kaupade ja teenuste sissevedu teisest riigist. Industriaalühiskond e tööstusühiskond töötleval tööstusel põhinev ühiskonnakorraldus.
sellest. Asumaades alustati vastuhakke. Kolojaanimpeeriumites oli tavaliselt rohkem rahvast Asumaades kui emamaal. Riigid kes olid kolooniate jaotamisega hiljaks jäänud, pidid leppima väiksemate aladega. Suurt huvi pakkusid Aafrika, Aasia. Arengule aitasid kaasa tehnilised uuendused. Masina ehitusel võeti kasutusele tööpingid, mis aitasid kaasa kiiremat tootmist. Arenes seeria-tootmine, Henry Ford lõi 20. Sajandi algul oma konveieri — kiirem tootmine. Arenes ka lennundus, 1900. aastal lasti Saksamaal välja oma esimene õhu... Mõni aasta hiljem taheti lasta välja ka lennukid, kuid see ebaõnnestus. 1909 lendas Louis Bleriot üle Lamenze välja. Arenes tänu sellele ka lennundus. 1. Tööpingid 2. Lennundus 3. Sõjandus 4. Raadiotehnika, 1895 5. Telegraf 6. Raudtee — kiire, kasumikasv kiire, odav, toodang kiire 7. Turusuhted muutusid — konkurents suurem
Sae kinnitusseibide või saevõlli "viskamine". Pikilõikesaed Surverullide teljed ei ole risti ettenihke 1. Saelõige ei ole sirge. suunaga. Saeketas kaotab püsivuse. Saeketas ei ole risti ettenihkekonveieri pinnaga. 2. Saetud serv ei ole risti tooriku aluspinnaga Tooriku vildak asen konveieri pinnaga (baaspinnaga) mitteparaleelsete surverullide tõttu. Juhtlati asend ei ole õige. 3. Tooriku laius ei ole täpne. Radiaalne ja aksiaalne lõik saevõlli laagrites. 4. Saelõige on ebaühtlane ja rebitud servadega. Juhtlatt ei ole paraleelne saeketaga. Sae kinnitusseibide "viskamine".
spetsialiseerumine, kontsentreerumine, maksimeerimine, tsentraliseerimine, standardiseerimine ja sünkroniseerimine. Eelmainitud tunnused eeldasid suurtööstuse väljaarendamist ja inimeste plahvatuslikku siirdumist suurematesse keskustesse (linnadesse). Töökohtade ja töövõtete spetsialiseerumise tulemusel kujunes välja konveiertootmine, kus iga inimene tegi töötamisel vaid mõnda üksikut lihtoperatsiooni. Töö hakkas toimuma sünkroonselt konveieri rütmiga. Järgmise sammuna toimus toodangu ja töövahendite standardiseerimine. Paralleelselt tööstusrevolutsiooniga toimunud energeetilisele revolutsioonile toimus masinate kiire areng. Masinate leiutamise ja ulatusliku mehhaniseerimise tulemusel hakkasid masinad inimest konveieri juurest välja vahetama. Masinate järjest laiema kasutuselevõtuga loodi eeldused automaatsete vooluliinide rakendamiseks
§ Mobiilsed servapealistusmasinad (Bernardo EBM-50, Holzmann KAM 40 PROFI, Edge Schulz Maschinen Kantenprofi, ADAMIK MANUAL Speed, FELDER Forka 200 jpt). § Automaatsed servapealistusmasinad e. Kandimasinad (BRANDT KD56, ROVER C EDGE, RVD MA80, Manea M80, NEY KDP-111, SCM Contura, SCM P4L jpt). § Manuaalsed servapealistusmasinad (JET JEB-1, Biesse Artech SPEEDY, BCR mod. K 75, smf-515b jpt) § Servapealistusmale saab juurde osta transportija konveieri, mis toob valmis materjali tagasi. § Servapealistusseadmeid kasutatakse puitmaterjali nagu näiteks vineeri, puitlaastplaadi, MDF jne materjalide nagu näiteks PVC, ABS, akrüüli, melamiini, puidu, vineeri ja muu sellisega puitmaterjali katmata äärte katmiseks. § Servapealistusmasin lihtsutab, kiirendab ja teeb töö puhtamalt ära kui käsitsi. Servapealistusmasina osad § Konveier § Kiire eelfreesimis saag § Liimimisseade § Giljotiinid §
Kui puhkes Teine maailmasõda hakkasin ma tegutsema ning sõlmisin 1940.aastal liidu Suurbritanniaga. Meil toimus 2 liitlaste konverentsi , Teheranis ja Jaltas. Jaltas lubas ta Nõukogude Liidul sõjaliselt kontrollida Ida-Euroopat ja Sakamaa poolitada. Minu riik oli deomkraatlik ning valitses majanduslik liberalism, mis tähendas, et riik ei reguleerinud majanduslikku elu- toimus kiire tarbekaupade tootmise areng. Võtsime kasutusele konveieri, mis muutis kergemaks autode valmistamise. Samuti toimus ka esimene lend üle ookeani ning see pani aluse ka reisilennundusele. Peamiseks tööstusharuks oli rasketööstus, mille peamised harud olid metallitööstus ja masina- ning keemiatööstus. Ka kultuur oli meil mitmekülgne , kuna sisseränanud tõid kaasa erinevaid kultuure. 1883. aastal avati ka Metropolitan Opera, mis oli tuntud ooperiteater. Mertopolitan on tuntud ka raadio ülekannete poolest. Esimene raadioülekanne tehti 25.
· Keemiatööstus · Autotööstus · Lennukitööstus · Elektrotehnika tööstus 2. Tekkisid suurettevõtted ja nende ühendused- monopolid, mis haarasid enda alla tihtipeale terve tootmisharu ja paljud väikeettevõtted läksid pankrotti. 3. Algab kapitali väljavedu arenenud maadest mahajäänumatesse 4. Võeti kasutusele hulgaliselt teaduse ja tehnika saavutusi. Henry Ford võttis kasutusele konveieri Sidetehnika arengus oli suureks sammuks edasi raadioside loomine. Raadioside leiutaja Marconi. Thomas Alva Edisson leiutaja, kes leiutas elektriliinid, ja grammofoni. 1903.a. vennad Wrightid lennuki leiutajad. 1909.a. leiutati esimene plastmass (bakeliit) 1912.a.uppus Titanic Inglismaa 20.sajandi algul 20.sajandi algul oli Inglismaa maailma tähtsaim kolonjaalriik, kuna kolooniad asusid mööda
Määran ajami kasuteguri: = kü lü s vl2 ll2 tm Ajami üldkasutegur nmin+g*(nmax- g 0.5 nmin nmax nmin) 1 Kiilrihm 1 0.94 0.96 0.95 2 Silinder reduktor 1 0.97 0.98 0.975 3 Elastne doroidsidur 1 0.98 4 Konveieri lint 1 0.94 0.96 0.95 5 Laagrid paar tk 1 0.99 6 Laagrid paar tk 1 0.99 7 Laagrid paar tk 1 0.99 8 Laagrid paar tk 1 0.99 Kokku 0.83 = 0,95 0,975 0,98 0,95 0,992 0,992 = 0,83 4. Leiame mootori nõutava võimsuse:
pinnatöötluse vahelihvimiseks. Ketaslihvpink Pingi lõikeelemendiks on lihvketas. Lihvketas on kinnitatud võllile ja käivitatakse kiilrihmadega. Lihvketta töölaud on kallutatav. Lihvketast kasutatakse sahtlite sobitamisel. Trummellihvpink Seda pinki kasutatakse mööblikilpide karestamiseks, kalibreerimiseks, raamide puhastamiseks. Trummlile kinnitatakse sobiva teralisusega lihvmaterjal. Vastavalt teralisusele häälestatakse trummel puidukihi kindlale paksusele. Detailid antakse ette konveieri abil. Trummli kõrguse reguleerimine käib kruvimehhanismi abil. Kombineeritud lihvpink Kombineeritud lihvpingid on ette nähtud karpide, sahtlite puhastamiseks ja sobitamiseks, prussdetailide otspindade ja kõverjooneliste detailide lihvimiseks.
Bioenergia 1) Keskkonnasõbralik 2) Väiketarbijatele 3) Prügiladustamisaladel 1) Piirkonniti on kasutamisvõimalused ebaühtlased 2) Suures tarbimispiirkonnas vaja ühendada teiste energialiikidega. Mõisted: alternatiivne energia energia, mis on toodetud fossiilkütustest erinevate energiakandjate baasil. embargo teise riigiga majandusliku suhtlemise keeld. fordism uutele harudele iseloomulik tootmise korraldus, konveieri kasutuselevõtt. kapital raha või realiseeritav väärtuste hulk, mida on võimalik investeerida. maailmamajandus suuremat osa maailmast hõlmav riikidevaheliste majandussuhete süsteem majandus inimestele vajalike hüvede valmistamise, jaotamise, vahetamise ja tarbimise süsteem majanduskriis majanduslangus, millel on negatiivsed tagajärjed OPEC Naftat Eksportivate Riikide Organisatsioon. Toorainekartell.
TÖÖTLEV TÖÖSTUS 1.Too näiteid vanadest tööstusharudest. Toiduaine-ja tekstiilitööstus, laevaehitus. 2.Too näiteid uutest tööstusharudest. Auto-ja keemiatööstus 3.Too näiteid kõrgtehnoloogilistest tööstusharudest. Mikroelektroonika, tarkvaratööstus, tuuma-ja kosmosetööstus, biomeditsiin. 4.Mida nimetatakse fordismiks? Uutele harudele iseloomulik tootmise korraldus, konveieri kasutuselevõtt. 5.Mis on toyotism? Paindlik tootmise korraldus, kus töölised lisaks oma tööoperatsiooni täitmisele osalevad ka tootearenduses. Tekib meeskonnatöö. Palju kasutatakse allhankeid kindlatelt partneritelt. 6. Nimeta tänapäeva autotööstuse etapid. Tootearendus, osade valmistamine, kokkupanek, turundus ning hooldustööd ja teenindus. 7.Võrdle toyotismi ja fordismi /täida tabel.
20. sajandil tarbimisharjumusi mõjutanud asjad 1. Konveiermeetod tootmises ja autod Elukvaliteedi paranemine Ameerika Ühendriikides peale esimest maailmasõda tõi endaga kaasa suurema tarbimise. USA tõusis maailmamajanduse esiotsa, kuna nii sõjas kui peale seda käitus ta peamiselt varustajana. Raha sissevool tõstis väga kiiresti ameeriklaste elukvaliteeti. Suurt rolli mängis edaspidiselt Henry Fordi Ford Motor Company, mis esimesena maailmas võttis kasutusele konveieri ehk liikuva lindi meetodi. Nii hakati valmistama autot, mis kandis nime Mobile T või ka hellitavalt ,,Tin Lizzie". Enne seda, kui auto laialdaselt ühiskonnas kasutust leidis liikusid inimesed peamiselt jala, trammidega või rongidega. 1924. aastaks tegutses üle Ameerika ligi kümmetuhat Fordi tootmiskompleksi ja 1927. aastaks oli müüdud 15 miljonit masinat. Fordi tootmismeetodiga muutus auto aina igapäevaesemeks ja võib öelda, et ka keskklassi inimese elu keskmeks.
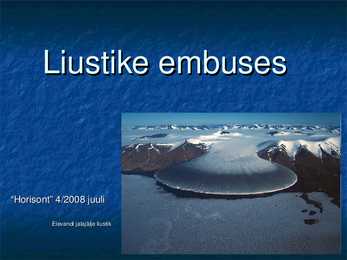
Põhimõtteliselt saab ookeani sügavamatesse kihtidesse maha matta ka suuri soojushulki. Kuigi eelmist, Eemi jäävaheaega hinnatakse praegusega võrreldes üldiselt rahutumaks, püsis ajavahemikus 129 000119 000 aastat tagasi praegusega võrreldavalt stabiilne kliima. Ainult ookeani tase oli nelja kuni seitsme meetri võrra kõrgem. PõhjaAtlandi soojakonveier käis selle 10 000 aasta vältel ringi umbes sama jõuliselt nagu praegusel ajal. Kulus aga vaid umbes 400 aastat konveieri käigu oluliseks aeglustumiseks ja uue jäätumise algamiseks. Mõnede klimatoloogide arvates on meil kõvasti vedanud, et hiljutine "väike jääaeg" mahtus pöörduva muutuse raamidesse ega toonud kätte praeguse jäävaheaja lõppu. Konveier ei jää ka jääaegadel päriselt seisma. Süvavee teke soojematel aegadel kulgeb termilise konvektsiooni teel, nagu praegu. Jäisematel aegadel toimub pinnavee sukeldumine aga jää tekkel vette
1. Saelõige ei ole sirge. · Surverullide teljed ei ole risti ettenihke suunaga. · Saeketas kaotab püsivuse. 2. Saetud serv ei ole risti tooriku aluspinnaga · Saeketas ei ole risti ettenihkekonveieri (baaspinnaga). pinnaga. · Tooriku vildak asend konveieri pinnaga mitteparalleelsete surverullide tõttu. 3. Tooriku laius ei ole täpne. · Juhtlati asend ei ole õige. 4. Saelõige on ebaühtlane ja rebitud servadega. · Radiaalne ja aksiaalne lõtk saevõlli laagrites. · Juhtlatt ei ole paralleelne saekettaga. 5. Karvane ja sügavate kriimudega lõikepind. · Sae kinnitusseibide ,,viskamine".
1. Saelõige ei ole sirge. · Surverullide teljed ei ole risti ettenihke suunaga. · Saeketas kaotab püsivuse. 2. Saetud serv ei ole risti tooriku aluspinnaga · Saeketas ei ole risti ettenihkekonveieri (baaspinnaga). pinnaga. · Tooriku vildak asend konveieri pinnaga mitteparalleelsete surverullide tõttu. 3. Tooriku laius ei ole täpne. · Juhtlati asend ei ole õige. 4. Saelõige on ebaühtlane ja rebitud servadega. · Radiaalne ja aksiaalne lõtk saevõlli laagrites. · Juhtlatt ei ole paralleelne saekettaga. 5. Karvane ja sügavate kriimudega lõikepind. · Sae kinnitusseibide ,,viskamine".
Analüüs: 1. variandi mootorit ei ole otstarbekas valida kuna ajami ülekandearv on liiga suur. 2. variandi mootor on optimaalne valik. Tagab ajami kompaktsuse. 3. variandi mootorit ei ole otstarbekas valida kuna ajami ülekandearv on liiga väike. 4. variandi mootoril on pöördesagedus väike, mistõttu kannatab mootori kompaktsus. Ei ole soovitatav kasutada väikese võimsusega ajamites. Määran konveieri ajamivõlli pöörlemissageduse maksimaalse lubatud hälbe: Arvutan konveieri trummi minimaalse ja maksimaalse lubatud pöörlemissageduse: Arvutan ajami minimaalse ja maksimaalse lubatud ülekandearvu: Määran ajami tegeliku ülekandearvu vahemikust 8,96...9,71: uteg = 9,34 Täpsustan kiilrihmülekande ülekandearvu: Valime mootori 4A100L4 mille nimivõimsus on 4 kW ja pöörlemissagedus nimireziimil 1435 pööret minutis. Ülekandearvud: u = 9,34, reduktori ukü = 3,55 ja kiilrihmülekande ulü = 2,63.
2.1 Programmeeritavus Programmeeritavad vertex ja fragment shaderid lisati graafikakonveierile, mis võimaldab mängude programmeerijatel luua veelgi realistlikumaid efekte. Vertex shaderid võimaldavad programmeerijal asendada näiteks asukohta, värvi, tekstuuri koordinaate ja tavalist vektorit. Fragment shaderid võimaldavad programmeerijal asendada näiteks valguse mudelit. Shaderid on võimaldanud programmeerijatel luua objektiivi mõju, vastendamist ja teravussügavust. Konveieri programmeeritavuse arengusuund on käinud koos Microsoft DirectX arenguga(DirectX8: Shader mudel 1.1, DirectX8.1: Pixel Shader mudel 1.2, 1.3 ja 1.4, DirectX9: Shader mudel 2.x ja 3.0 ja DirectX10 Shader mudel 4.0). Iga shaderi mudel on suurendanud programmeermise paindlikkust ja võimalusi. 2.2 Andme tüübid Enne DirectX9 graafikakaarte, toetasid graafikakaardid ainult palett värve või lahutamatut värvi tüüpi
tagasi maksta. Paralleele 1929. a krahhiga võib tuua ka tänapäevast, 2009. a alanud kriisiga, üks suuri põhjuseid oli samuti ülejõu käivate laenude võtmine. Laene võeti, et ehitada endale maja, alustada oma äriga või osta hoopiski uus auto. Kuid kahjuks olid laenud liialt suured ja inimesed ei suutnud neid enam tagasi maksta. Tagasi minnes 1929. a majanduskriisi juurde, siis üks põhjusi oli ka kaupade ületootmine. Konveieri kasutusele võtt võimaldas kaupu kiiremini toota, mis tingis liigse kaupade tootmise, inimesed ei tarbinud nii palju kaupu kui tehased valmistasid. Kolmandaks põhjuseks võib lugeda maailma majanduse kohanematuse, kuigi Esimene maailmasõda oli lõppenud kümmekond aastat tagasi, olid siiski säilinud hulgaliselt lahendamata majandusprobleeme. Peapõhjuseks võiks siiski pidada riigi soovimatust sekkuda majanduse juhtimisse.
konveierilt mahatuleku vahel. t t Rk = s min. Rk = k min. n vk t s - pressitsükli kestvus, 28 x 8,5+20 = 258sek.= 4,3min n üheaegselt pressitavate plaatide arv. 1 9 t k - formeerimiskonveieri samm, ( konveieri tugede vaheline kaugus ), 9,8 m Formeerimiskonveieri kiirus t n 9,8 x1 vk = k = 4,3 =2,27 m/min ts Liimitatud laastu summaarne kulu laastuvaiba formeerimiseks leitakse valemiga L B ( 100 + wväl väl + ws s ) G= = Rk 10 3 ( 100 + w ) 659 x9,8 x 2,67 ( 100 x 29,3 +12 x10 +8 x18 )
nid Eksami näiteküsimus – Rääkige disaini mudelitest interaktsiooni perspektiivist. Tee tabelist spikker pmst. LOENG 14 KULDAR TAVETER Kordamine ja Kanban: XP, Scrum’i ja Kanbani erinevus: ei ole puhtalt xp, scrum või Kanban, nad on üksteisega kattuvad, kuid neil on erinevad rõhuasetused, XP puhul on rõhk koodil (paarisporgrammeerimine), Scrum’i puhul on rõhuasetus projektijuhtimisel ja Kanban’i puhul on kasutatud konveieri põhimõtet. SCRUM eksamil! Scrum’i puhul jagatakse toode tükkideks ja inimesed tiimideks (iga tiim tegeleb ühe tarkvaraga või väga suure projekti osaga). Jagada tuleb ka aeg ja paigutada tükkideks jagatud toode ajateljele. SCRUMI MÕISTED: sprint retrospektiiv igapäevane scrum meeting product backlog SCRUM’i protsess lõpeb siis kui kõik user storied on lõpetatud, raha on otsas või aeg on otsas Kanban’i 3 põhimõtet:
sn µ v + µ v2 + 2sn ( µ v - 1) - 1 . ] 1 - 2 sn ( µ v - 1) 6.5. Süsteemi inertsimomendi arvutus Ülesanne 6.9 Arvutada süsteemi elektrimootor-kettkraapkonveier inertsimoment. Süsteemi kuulub elektrimootor M2AA132S: Pn = 3,0 kW; nn = 960 min-1; J = 0,031 kgm2. Töömasina pöörlemissagedus ntn = 12,7 min-1, konveieri mass mk = 1122 kg. Töömasina ja elektrimootori vaheline ülekandearv nn 960 i= , i= = 75,6 . ntm 12,7 Valime elektrimootori ja töömasina vahele joonisel 6.11 kujutatud reduktori Reduktor 2 6 7
võib tuua siia Tallinnas Ülemistes asuva Hiina restorani. Sealne teenindus ei olnud miskit. See tähendab seda, et teenindaja leti taga ütles küll tere, kuid ei tekitanud minus mingit emotsiooni, et ma olen neile vajalik ning eriline. Samuti puudus kõikidel teenindajatel naeratus, mis on ülimalt tähtis teeninduses. Siia alla käivad ka kõik toidupoed, kes pole veel arenenud kvaliteetse teeninduse poole. Nimelt kassapidajad ei näita välja, et sa oled neile tähtis. Nad lasevad nagu konveieri peal, automaatselt öeldakse tere ja ei midagi muud. Vaevu mõned kassapidajad tõstavad pea, et näha, kes üldse nende kliendiks ongi. Et sellist suhtumist ning harjumuslikust muuta on vaja muuta teenindaja arusaamu. Teenindajad peavad olema väja koolitatud ka kõige väiksemad ning ,,tähtsusetud" teenindajad. Et ühiskond edasi areneks on vaja seda, et ettevõtted, kes endale teenindajaid palkavad nad ka väljakoolitavad. Kõige parem varjant on muidugi see, et saata inimene
Geograafia kordamine 19.02.10 1. Iseloomusta tootmiskorraldust fordismis ja toyotismis. FORDISM uutele harudele iseloomulik tootmise korraldus, konveieri Kasutuselevõtt, masstootmine, nn. "igaks juhuks tootmine". TOYOTISM paindlik tootmise korraldus, kus töölised lisaks oma tööoperatsiooni täitmisele osalevad ka tootearenduses, tekib meeskonnatöö, kasutatakse rohkeid allhankeid kindlatelt partneritelt, nn. "õigeks ajaks tootmine". Kasutatakse tugitootmise mudelit, st. toodetakse suurtes kogustes, samas tooted on varieeruvad. Jaapani autotootjad kasutavad ka ülikallist
Mida aeg edasi, seda vähem töölisi on seetõttu tööstuses hõivatud. AUTOTÖÖSTUS Autoteede alla jäävad suured maa-alad, sh viljakad põllumaad; autode summutitest eraldub tohutustes kogustes heitgaase, mis eelkõige mürgitavad tihedalt asustatud linnakeskkonda, põhjustades seal sudu teket või globaalsel tasandil kasvuhooneefekti; autoõnnestustes hukkub ja sandistub maailmas kaugelt enam inimesi kui relvakonfliktides. Fordism uutele harudele iseloomulik tootmise korraldus, konveieri kasutuselevõtt. Enamus vajaminevaid detaile toodeti ettevõttes, vilunud liinitöölised panid auto kokku tundidega, seega kasvas tootlikus oluliselt. Ühe auto hind langes mitu korda, muutes selle paljudele kättesaadavaks. Masstootmise tulemusena jäi sadade autotehaste asemel turul ruumi vaid vähestele väga suurtele ettevõtetele. Fordismist sai suurkombinaatide masstootmise süsteemi üldnimetus.
eraldab magneetilise materjali vanarauast. Pilt 1. Magnetseparaator 5XCX-5 2. Magnetseparaatorite tööpõhimõte Tööpõhimõttelt on metalli eraldamise tehnoloogia kahel variandil. Ühel variandil on metalli eraldamine tänu tema magnetilistele omadustele ja teisel variandil metalli eraldamisel magnetväljas, kus metalliosakesed muudavad liikumise trajektoori tänu magnetväljale. Magnetseparaator on paigutatud risti või pikuti üle konveieri lindi fikseeritud töökaugusele. Läbivoolavast materjalist on raua objektid ,,löödud" magnetjõu poolt ja kantakse magnetvöö abiga ära. Kui raua objektid lahkuvad magnetväljalt, siis need objektid kukuvad automaatselt sobivatesse kanalitesse või konteineritesse. Magnetseparaatorite masinatehnika pakub raua kaevandamisel erilist tõhusust. See puhtuse ja tõhususe sorteerimise tase on tehtud võimalikuks tänu suurele võimsusele, kaugeleulatuvale magnetväljale ja masinate arengule.
kuumaks köetud mantli ainet. sügavusel. Jõudnud kõva litosfääri alla, valgub see astenosfäärina laiali või moodustab pluume, kust maakoorde kerkib magma. Konveieri horisontaalselt voogavad lülid panevad liikuma litosfääri laamad. Jahtunud ja raskeks muutunud laamad sukelduvad subduktsioonivööndeis mantli http://ares.nlib.ee/HORISONT/1999/07/lk_06
Sellest kõigest lähtuvalt võib öelda, et probleem mõjutab tervet organisatsiooni ning ülemus on see, kes peab sellele lahenduse leidma. Tunnused · Motivatsioonipuudus · Tüdimus · Rahulolematus kaastöötajatega · Hilinemine Põhjused · Motivatsioonipuudus on tekkinud asjaolust, et õmblejad viidi üle kindlale kuupalgale, mis on mõnevõrra kõrgem kui miinimumpalk, kuid teha tuleb tööd, mis oleks palju tulemuslikum ja tulusam konveieri puhul. · Tüdimus on tekkinud tüütust tööst, milleks peale majanduslangust on enamuses masstoodang, mis tuleb algusest lõpuni Mairil ise valmis teha. · Rahulolematus kaastöötajatega on tekkinud sellest, et suurem osa Mairi esialgsetest töökaaslastest on lahkunud ning asemele on tulnud uued äsja kutsekooli lõpetanud venelannad. Nende puhul häirib Mairit mitmed asjaolud: suhtluskeeleks on muutunud
nimetada ja märkida kaardil tänapäeva Aafrika riike, mis olid omal ajal Prantsuse (vähemalt 4 riiki), Briti (vähemalt 4 riiki), Saksamaa ja Portugali kolooniad). Aafrika: Põhjused: toormaterjalid, vahesadamad; Abessiinia ja Libeeria (ainsad iseseisvad riigid); Prantsuse: Benin, Niger, Senegal, Mauritaania Briti: Nigeeria, Egiptus, Gambia, Uganda Saksamaa:Togo, Kamerun Portugali:Mosambiik, Angola Tehnikasaavutused ja nende tähtsus. · Konveiertootmine (Ford T, 1908) (esimene auto, mis konveieri poolt, hüüdnimeks "Plekiliisu" ) · õhusõidukid (tsepeliin, Wrightide lennuk, 1903) (tsepeliin võetakse kasutusele sakslaste poolt, tänapäeval kasutatakse reklaamitööstuses) (lennuk võetakse ameeriklaste poolt, 1903 esimene õhulend, mis kestis 12s ja tõusis 0,5m kõrgusele)(suudeti tostada, et saab masinat lendu viia) · 1895 esimene raadiosaade · 1901 raadiosignaal üle Atlandi ookeani Majanduse areng 20. sajandi algul
intervjuudega? Valgustusega: Esialgu valgustuse paranedes tootlikkus kasvas. Seejärel hakati valgustust vähendama, kuid tootlikkuse kasv jätkus. Selgus, et tootlikkusele ei mõju üksnes töötingimused ja töö elemendid, vaid ka inimsuhted. Oluline on läbisaamine ülemuste ja kolleegidega, töötajatesse suhtumine. Töölised said aru, et neile pööratakse rohkem tähelepanu, et suhtumine neisse on positiivne ja suurendasid oma panust. · Konveieritöölistega - Mayo pani ühe konveieri taha sõbrad. Korraldajad kuulutasid aegajalt välja kohvipause ja esitasid töölistele küsimusi selle kohta, millal nende arvates oleks parem vaheaega teha. Tootlikkus tõusis. Järel oli samuti, et oluline on inimestesse suhtumine. · Intervjuudega - Küsitleti suhteliselt suurt hulka inimesi selle kohta, kuidas neile organisatsioonis meeldib. Algul küsiti ühesuguseid küsimusi. Hiljem kindlad küsimused kaotati ja küsitleja ainult suunas vastajat
Liustiku taandumist nim. hilisjääajaks e hilisglatsiaaliks. Esmalt oli kliima väga karm, arktiline, seejärel lähisarktiline. Eristatakse kolme faasi: vara, kesk ja hilist. Hilisjääaeg oli tundra ilmeline ja esimesed taime pidid olema kohastunud madala temperatuuriga, tugeva tuule, jaheda suve, vähese valguse ja toitainetevaese pinnasega. Kliima uue jahenemise tõttu vähenes järsult puude kasv. Selleni võime jõuda siis, kui me häirime ookeani konveieri tasakaalu. Mida saaksime teha jääaja ärahoidmiseks? Jääaja ärahoidmiseks soovitas Vene teadlane ümbritseda maa 10001500 km kaugusel Saturni rõngaga sarnaneva vööga, mis suurendaks maale jõudva päikeseenergia kogust (võimsus vastab poolele miljonile praegu tegutsevale kõige suuremale elektrijamale) Muuta hoovuste suunda, ehitada tammesi Faktid