TALLINNA POLÜTEHNIKUM Päevane osakond Jaan Kalder AA-08 ETTEVÕTTEPRAKTIKA ARUANNE Juhendaja: T. Priimets Tallinn 2012 Sisukord Sissejuhatus.........................................................................................3 Ettevõtte tutvustus.................................................................................4 Ettevõte ajalugu....................................................................................4 Töö organiseerimine..............................................................................5 Töökaitsealaste küsimuste lahendamine....................................................6 Erialase väljaõppe korraldamine...........
Lauka Põhikool MIKROLAINEAHJUD Lõputöö Markus M Juhendaja Riina Leet Pärnu 2008 2 SISUKORD SISSEJUHATUS.............................................................................................................................4 1. ELEKTROMAGNETLAINED...................................................................................................5 1.1.Mõiste.................................................................................................................................... 5 1.2.Jaotus..................................................................................................................................... 6 2.AJALUGU....................................................................................................................................8 3.MIKROLAINEAHJU EHITUS JA TÖÖPÕHIMÕTE................................................................9 3.1.Ehitus...............................
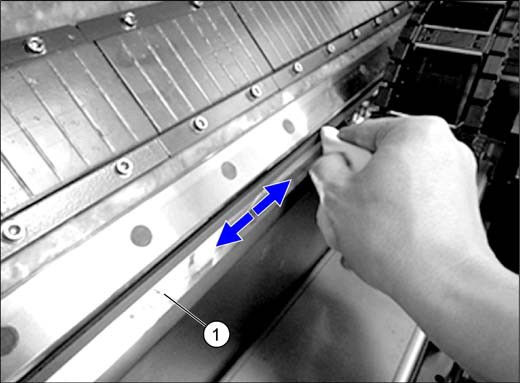
Nende mõõteseadete hulka kuuluvad ka minu paigaldatavad kaalusüsteemid. Iseseisva töö käigus tuli uurida Eestis kehtivaid seadusi ja eeskirju, mis puudutavad mõõteseadmeid. Erinevusi kohalikes seadustes ja määrustes ei leidnud kuna meie omad on EL`i omadest otse ülevõetud. Teiseks tuli teha näidis paigaldus iseseisvalt ja täita ka erinevad dokumendid, mis saadeti Pfreundt`i ülevaatamiseks. Tehtud paigalduses ja dokumentatsioonis vigu ei leitud. 3. Individuaalülesanne Individuaalülesandena esitan automaatkaalusüsteemi pControl paigalduse Liebherri laadurile L580. Töö sisaldab endas kaabeldust, monitori ja juhtploki paigaldust ning kalibreerimist ja testimist. Kogu protsess on suhteliselt aega ja täpsust nõudev kuna paigalduse ajal tehtud vigade kõrvaldamine hiljem on keerulisem ja ka kallim. 3.1. Kaalusüsteemi pControl paigaldamine Paigaldus töid alustan reeglina põhiosade montaaziga laadurile. Selleks tuleb kabiini
1. Trigerid. Trigerid kuuluvad järestikskeemide hulka, sest neil on mälu omadus. Väljundi väärtus sõltub peale sisendite väärtuste ka väljundi väärtusest eelnevatel hetkedel. Triger on mäluelement, mis säilitab ühe bitist informatsiooni. Trigeril on kaks stabiilset olekut. Olekuks nimetatakse trigeri väljundi väärtust antud ajahetkel. Tavaliselt on trigeril kaks väljundit: otseväljund ja tema eitus. Trigeri tüübid: 1) SR-triger (Set Reset) Asünkroonse trigeri puhul pole sünkrosisendit millega ümberlülitumise aega juhtida, seega väljundi väärtus muutub sisendi väärtuste muutuste järgi. S R Qt 0 0 Qt-1 01 0 10 1 11 - Kui S = R = 1, siis on otseväljud ja inversioonväljund ühesuguse väärtusega Q = ^Q, kuna kahendväärtuse otseväärtuse ja eitus ei saa olla võrdsed, siis loetakse seda keelatud väärtuseks. Loogikafunktsioon Qt = S + ^R Qt-1 SR trigerit saab ka lisaks a
1. SISSEJUHATUS Andmesalvestus on teema, millega iga arvutikasutaja kindlasti kokku on puutunud. Teema kuidas ja kuhu oma andmeid salvestada on olnud juba populaarne nende loomisest peale. Andmesalvestusseadmeid on tänapäeval mitmeid, kuid millist kuna ja kus kasutada jääb iga inimese oma teha. Esimesed andmesalvestusseadmed loodi juba 1800 aasta keskpaigas, kus kogu informatsioon talletati aukude näol kaarti. Edasine tehnoloogia areng on olnud aga väga murranguline ja kiireloomuline. Arvutivälisteks andmesalvestusseadmeteks on välised kõvakettad, CD-kirjutajad, DVD kirjutajad, disketi seadmed (paljudel juhtudel on need ka arvutisisesed andmesalvestusseadmed), USB mälupulgad, mälukaardid,magnet optilised seadmed, magnetlint seadmed. Andmesalvestusseadmete eesmärk on kõigil sama - talletada informatsiooni ja see hiljem uuesti sealt kätte saada. Erinevad on nad aga oma salvestamise tehnoloogia, andmemahu, salvestusk
Sisukord 1. Analooginfo, digitaalne info, ADC, DAC ja helikaart (14, 327-335) .................................... 2 2. Enamkasutatavad kombinatsioonskeemid (41-79) ................................................................. 3 3. Enamkasutatavad järjestiskeemid (80-124) ............................................................................ 4 4. Protsessori struktuur: käsuloendur, käsuregister, käsu dekooder, juhtautomaat ja operatsioonautomaat (125-132) ..................................................................................................... 5 5. Konveier protsessoris ja mälus (163-167 mälu + 184 cpu) .................................................... 8 6. Vahemälu (Cache) (171-182) ................................................................................................ 10 7. Protsessori töö kiirendamine: superskalaarne protsessor, konveier, SIMD, spekulatiivne täitmine, mitmetuumalised protsessorid (183-186) .................................
KORDAMISTEEMAD EKSAMIKS Analüütiline keemia ja instrumentaalanalüüs 1. Keemilise analüüsi ajalugu Flogistoniteooria ● rajaja Becher 17. sajandi keskpaigas ● flogiston on aine, mille tõttu asjad põlevad ● tuli on vaba flogiston ● Lavoisier lükkas ümber, näidates, et põlemine vajab teatud gaasi, hapniku, olemasolu ning määras õhu ja vee keemilise koostise. Robert Boyle: nö märja keemia rajaja, lahuste kasutamine, esimeste gaasiliste ainete valmistamine. Mihhail Lomonossov: kvantitatiivse analüüsi meetodid, võttis kasutusele kaalud, sõnastas massi jäävuse teaduse. Joseph Priestley: avastas ja eraldas hapniku. Henry Cavendish: vesi ei ole keemiline element, koosneb hapnikust ja vesinikust. Martin Klaproth: avastas uraani, tsirkooni ja tseeriumi, arendas mineraalide keemilist analüüsi, andis nimetused titaanile, strontsiumile ja t
EESTI MEREAKADEEMIA Laevandusteaduskond TÜÜRIMEES MEREPRAKTIKA ARUANNE Victoria I Praktikakoht 24.04.2007 23.04.2009 Praktika algus ja lõpp Õppegrupp: LL- 41 Juhendas: Rein Raudsalu TALLINN 2009 Retsensioonid 2 Sisukord LAEVA ANDMED, VAHITEENISTUS, LASTIKÄSITLUS, PÜSTUVUS, MEREPRAKTIKA .........................................................................................................................................................5 Üldandmed ..................................................................................................................................5 Joonised .......................................................................................................................................7 Vahitüürimehe vastutus navigatsioonivahis .........................................................................



























Kõik kommentaarid