Tehnoloogiline
praak masinpinkidele SAEPINGID Tehnoloogiline praak saagpinkidel (tükeldussaed)
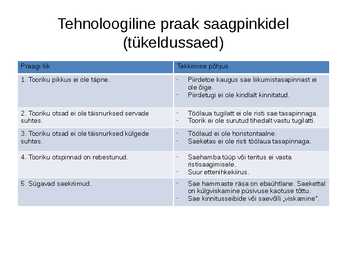
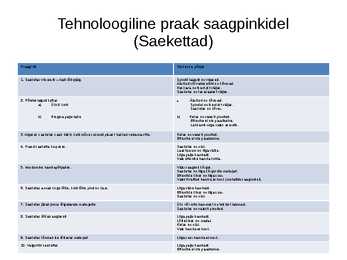
Praagi liik Tekkimise põhjus
1. Tooriku pikkus ei ole täpne. · Piirdetoe kaugus sae liikumistasapinnast ei ole õige. · Piirdetugi ei ole kindlalt kinnitatud.
2. Tooriku
otsad ei ole täisnurksed servade · Töölaua tugilatt ei ole risti sae tasapinnaga.
suhtes. ·
Toorik ei ole surutud tihedalt vastu tugilatti.
3. Tooriku otsad ei ole täisnurksed külgede · Töölaud ei ole horistontaalne.
suhtes. · Saeketas ei ole risti töölaua tasapinnaga.
4. Tooriku otspinnad on rebestunud. · Saehamba tüüp või teritus ei vasta ristisaagimisele. · Suur
ettenihkekiirus .
5. Sügavad saekriimud. · Sae hammaste räsa on ebaühtlane. Saekettal on külgviskamine püsivuse kaotuse tõttu. · Sae kinnitusseibide või saevõlli ,,
viskamine ". Tehnoloogiline praak saagpinkidel (pikilõikesaed)
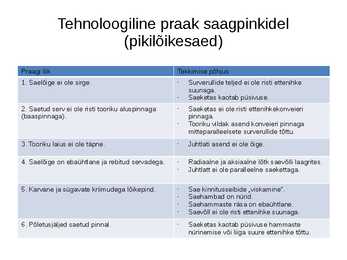
Praagi liik Tekkimise põhjus
1. Saelõige ei ole sirge. · Surverullide teljed ei ole risti ettenihke suunaga. · Saeketas kaotab püsivuse.
2.
Saetud serv ei ole risti tooriku aluspinnaga · Saeketas ei ole risti ettenihkekonveieri
(baaspinnaga). pinnaga. · Tooriku vildak asend konveieri pinnaga mitteparalleelsete surverullide tõttu.
3. Tooriku laius ei ole täpne. · Juhtlati asend ei ole õige.
4. Saelõige on ebaühtlane ja rebitud
servadega . · Radiaalne ja
aksiaalne lõtk saevõlli laagrites. · Juhtlatt ei ole paralleelne saekettaga.
5.
Karvane ja sügavate kriimudega lõikepind. · Sae kinnitusseibide ,,viskamine". · Saehambad on nürid. · Saehammaste räsa on ebaühtlane. · Saevõll ei ole risti ettenihke suunaga.
6. Põletusjäljed saetud pinnal. · Saeketas kaotab püsivuse hammaste nürinemise või liiga suure ettenihke tõttu. Tehnoloogiline praak saagpinkidel (Kahepoolsed otsamissaed)
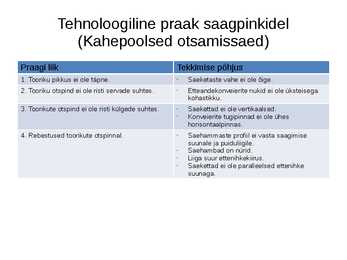
Praagi liik Tekkimise põhjus
1. Tooriku pikkus ei ole täpne. · Saeketaste vahe ei ole õige.
2. Tooriku otspind ei ole risti servade suhtes. · Etteandekonveierite
nukid ei ole üksteisega kohastikku.
3. Toorikute otspind ei ole risti külgede suhtes. · Saekettad ei ole
vertikaalsed . · Konveierite tugipinnad ei ole ühes horisontaalpinnas.
4. Rebestused toorikute otspinnal. · Saehammaste profiil ei vasta saagimise suunale ja puiduliigile. · Saehambad on nürid. · Liiga suur ettenihkekiirus. · Saekettad ei ole paralleelsed ettenihke suunaga. Tehnoloogiline praak saagpinkidel (Saekettad)
Praagi liik Tekkimise põhjus
1. Saeketas vibreerib halb lõikejälg. Spindli
laagrid on vigased. Äärikud või vaheseibid on kõverad. Keskava on tsentrist väljas. Saeketas on tasakaalust väljas.
2. Põletuslaigud kettal a) Äärikud on kõverad. a) Üksik koht Spindel on tsentrist väljas. Saeketas on kõver.
b) Ringina palju laike b)
Ketas on valesti pinnitud.
Ettenihe ei ole paralleelne. Lahkamisnuga
vales asendis.
3. Alguses saeketas
saeb hästi, kuid mõne sekundi pärast hakkab vedama viltu. Ketas on valesti pinnitud. Ettenihe ei ole paralleelne.
4. Praod saeketta korpuses. Saeketas on nüri. Laasturuum on liiga väike. Liiga palju hambaid. Vale ettenihe hamba kohta.
5. Murdumine hambapõhjades. Väär saagimiskõrgus. Saeketas on liiga kõrgel üle materjali. Ettenihke kiirus on liiga suur. Valesti valitud hamba esinurk (metallide saagimisel).
6. Saeketas annab sirge lõike, kuid lõike pind on kare. Liiga vähe hambaid. Ettenihke kiirus on liiga suur. Saeketas on nüri.
7. Saeketas jätab joone lõigatavale materjalile Üks või mitu
hammast on teistest laiemad. Saeketas on valesti pinnitud.
8. Saeketas lõikab aeglaselt Liiga palju hambaid. Lõikekiirus on madal. Ketas on nüri. Vale hamba esinurk.
9. Saeketas tõmbab ise lõikavat materjali Liiga suur hamba esinurk.
10. Vaigukiht saekettal Liiga palju hambaid Ettenihe ei ole paralleelne. HÖÖVELPINGID Tehnoloogiline praak höövelpinkidel (Rihthöövelpingid)
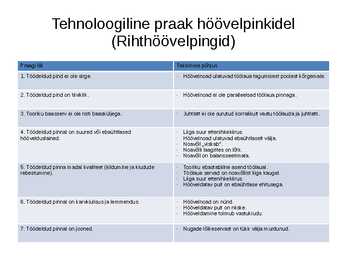
Praagi liik Tekkimise põhjus
1. Töödeldud pind ei ole sirge. · Höövelnoad ulatuvad töölaua tagumisest poolest kõrgemale.
2. Töödeldud pind on tiiviklik. · Höövelnoad ei ole paralleelsed töölaua pinnaga.
3. Tooriku baasserv ei ole risti baasküljega. · Juhtlatt ei ole surutud korralikult vastu töölauda ja juhtlatti.
4. Töödeldud pinnal on suured või ebaühtlased · Liiga suur ettenihkekiirus.
höövelduslained. · Höövelnoad ulatuvad ebaühtlaselt välja. · Noavõll ,,viskab". · Noavõlli laagrites on lõtk. · Noavõll on balansseerimata.
5. Töödeldud pinna madal kvaliteet (kildumine ja kiudude · Tooriku ebastabiilne asend töölaual.
rebestumine). · Töölaua servad on noavõllist liiga kaugel. · Liiga suur ettenihkekiirus. · Hööveldatav puit on ebaühtlase ehitusega.
6. Töödeldud pinnal on karvkiulisus ja lemmendus. · Höövelnoad on nürid. · Hööveldatav puit on niiske. · Hööveldamine toimub vastukiudu.
7. Töödeldud pinnal on jooned. ·
Nugade lõikeservast on tükk välja murdunud. Tehnoloogiline praak höövelpinkidel (Paksushöövel)
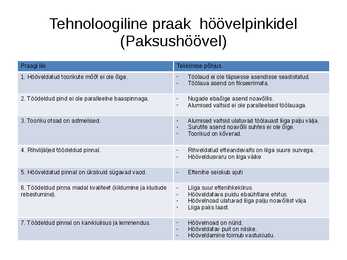
Praagi liik Tekkimise põhjus
1. Hööveldatud toorikute mõõt ei ole õige. · Töölaud ei ole täpsesse asendisse seadistatud. · Töölaua asend on fikseerimata.
2. Töödeldud pind ei ole paralleelne baaspinnaga. · Nugade ebaõige asend noavõllis. · Alumised valtsid ei ole paralleelsed töölauaga.
3. Tooriku otsad on
astmelised . · Alumised valtsid ulatuvad töölauast liiga palju välja. · Surutite asend noavõlli suhtes ei ole õige. · Toorikud on kõverad.
4. Rihvlijäljed töödeldud pinnal. · Rihveldatud etteandevalts on liiga suure
survega . · Hööveldusvaru on liiga väike
5. Hööveldatud pinnal on üksikuid sügavad
vaod . · Ettenihe seiskub ajuti
6. Töödeldud pinna madal kvaliteet (kildumine ja kiudude · Liiga suur ettenihkekiirus.
rebestumine). · Hööveldatava puidu ebaühtlane ehitus. · Höövelnoad ulatuvad liiga palju noavõllist väja. · Liiga paks
laast .
7. Töödeldud pinnal on karvkiulisus ja lemmendus. · Höövelnoad on nürid. · Hööveldatav puit on niiske. · Hööveldamine toimub vastukiudu. Freesidpingid Tehnoloogiline praak freesidel (Universaalfreespingid)
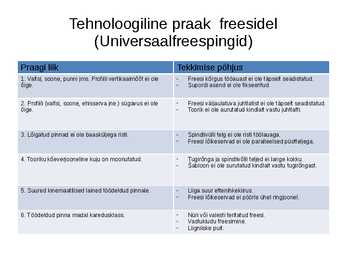
Praagi liik Tekkimise põhjus
1.
Valtsi ,
soone , punni jms. Profiili vertikaalmõõt ei ole ·
Freesi kõrgus tööauast ei ole täpselt seadistatud.
õige. · Supordi asend ei ole fikseeritud.
2. Profiili (valtsi, soone, ehisserva jne.) sügavus ei ole · Freesi väljaulatuva juhtlatist ei ole täpselt seadistatud.
õige. · Toorik ei ole
aurutatud kindlalt vastu juhtlatti.
3. Lõigatud pinnad ei ole baasküljega risti. · Spindlivülli
telg ei ole risti töölauaga. · Freesi lõikeservad ei ole paralleelsed püstteljega.
4. Tooriku kõeverjooneline kuju on moonutatud. · Tugirõnga ja spindlivõlli teljed ei lange kokku. · Sabloon ei ole surutatud kindlalt vastu tugirõngast.
5. Suured kinemaatilised lained töödeldud pinnale. · Liiga suur ettenihkekiirus. · Freesi lõikeservad ei pöörle ühel ringjoonel.
6. Töödeldud pinna madal karedusklass. · Nüri või valesti teritatud freesi. · Vastukiudu freesimine. ·
Liigniiske puit.
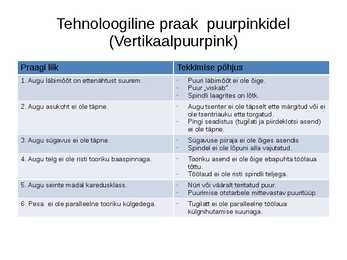
Puurpingid Tehnoloogiline praak puurpinkidel (Vertikaalpuurpink)
Praagi liik Tekkimise põhjus
1.
Augu läbimõõt on ettenähtust suurem. · Puuri läbimõõt ei ole õige. ·
Puur ,,viskab". · Spindli laagrites on lõtk.
2. Augu asukoht ei ole täpne. · Augu tsenter ei ole täpselt ette märgitud või ei ole tsentriauku ette torgatud. ·
Pingi seadistus (tugilati ja piirdeklotsi asend) ei ole täpne.
3. Augu sügavus ei ole täpne. · Sügavuse
piiraja ei ole õiges asendis · Spindel ei ole lõpuni alla vajutatud.
4. Augu telg ei ole risti tooriku baaspinnaga. · Tooriku asend ei ole õige ebapuhta töölaua tõttu. · Töölaud ei ole risti spindli
teljega .
5. Augu seinte madal karedusklass. · Nüri või vääralt teritatud puur. ·
Puurimise otstarbele mittevastav puuritüüp.
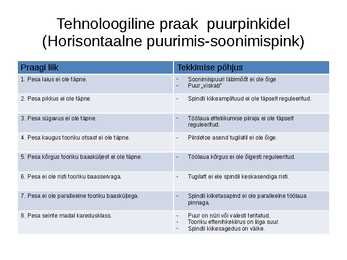
6. Pesa ei ole paralleelne tooriku külgedega. · Tugilatt ei ole paralleelne töölaua külgnihutamise suunaga. Tehnoloogiline praak puurpinkidel (Horisontaalne
puurimis -soonimispink)
Praagi liik Tekkimise põhjus
1. Pesa laius ei ole täpne. · Soonimispuuri läbimõõt ei ole õige · Puur ,,viskab"
2. Pesa pikkus ei ole täpne. · Spindli kiikeamplituud ei ole täpselt reguleeritud.
3. Pesa sügavus ei ole täpne. · Töölaua etteliikumise piiraja ei ole täpselt reguleeritud.
4. Pesa kaugus tooriku otsast ei ole täpne. · Piirdetoe asend tugilatil ei ole õige.
5. Pesa kõrgus tooriku baasküljest ei ole täpne. · Töölaua kõrgus ei ole õigesti reguleeritud.
6. Pesa ei ole risti tooriku baasservaga. · Tugilatt ei ele spindli keskasendiga risti.
7. Pesa ei ole paralleelne tooriku baasküljega. · Spindli kiiketasapind ei ole paralleelne töölaua pinnaga.
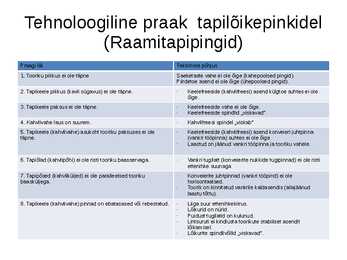
8. Pesa seinte madal karedusklass. · Puur on nüri või valesti teritatud. · Tooriku ettenihkekiirus on liiga suur. · Spindli kiikesagedus on väike. Tapilõikepingid Tehnoloogiline praak tapilõikepinkidel (
Raamitapipingid )
Praagi liik Tekkimise põhjus
1. Tooriku pikkus ei ole täpne Saeketaste vahe ei ole õige (kahepoolsed pingid). Piirdetoe asend ei ole õige (ühepoolsed pingid).
2. Tapikeele pikkus (kavli sügavus) ei ole täpne. · Keelefreeside (kahvlifreesi) asend külgtoe suhtes ei ole õige.
3. Tapikeele paksus ei ole täpne. · Keelefreeside vahe ei ole õige. · Keelefreeside spindlid ,,viskavad".
4. Kahvlivahe
laus on suurem. · Kahvlifreesi spindel ,,viskab"
5. Tapikeele (kahvlivahe) asukoht tooriku paksuses ei ole · Keelefreeside (kahvlifreesi) asend konveieri juhtpinna
täpne. (vankri tööpinna) suhtes ei ole õige ·
Laastud on jäänud vankri tööpinna ja tooriku vahele.
6. Tapiõlad (kahvlipõhi) ei ole risti tooriku baasservaga. · Vankri tugilatt (konveierite nukkide tugipinnad) ei ole risti ettenihke suunaga
7. Tapipõsed (kahvliküljed) ei ole paralleelsed tooriku · Konveierite juhtpinnad (vankri tööpind) ei ole
baasküljega. horisontaalsed. · Toorik on kinnitatud vankrile kaldasendis (allajäänud
laastu tõttu).
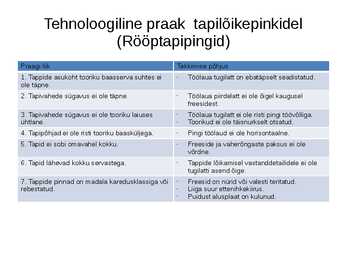
8. Tapikeele (kahvlivahe) pinnad on ebatasased või rebestatud. · Liiga suur ettenihkekiirus. · Lõikurid on nürid. · Puidust tugilatid on kulunud. · Lintsuruti ei kindlusta toorikute stabiilset asendit lõikamisel. · Lõikurite spindlivõllid ,,viskavad". Tehnoloogiline praak tapilõikepinkidel (Rööptapipingid)
Praagi liik Tekkimise põhjus
1. Tappide asukoht tooriku baasserva suhtes ei · Töölaua tugilatt on ebatäpselt seadistatud.
ole täpne.
2. Tapivahede sügavus ei ole täpne. · Töölaua piirdelatt ei ole õigel kaugusel freesidest.
3. Tapivahede sügavus ei ole tooriku laiuses · Töölaua tugilatt ei ole risti pingi töövõlliga.
ühtlane. · Toorikud ei ole täisnurkselt otsatud.
4. Tapipõhjad ei ole risti tooriku baasküljega. · Pingi töölaud ei ole horisontaalne.
5. Tapid ei sobi omavahel kokku. · Freeside ja vaherõngaste paksus ei ole võrdne.
6. Tapid lähevad kokku servastega. · Tappide lõikamisel vastanddetailidele ei ole tugilatti asend õige.
7. Tappide pinnad on madala karedusklassiga või ·
Freesid on nürid või valesti teritatud.
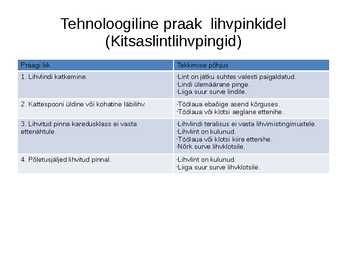
rebestatud. · Liiga suur ettenihkekiirus. · Puidust alusplaat on kulunud. Lihvpingid Tehnoloogiline praak lihvpinkidel (Kitsaslintlihvpingid)
Praagi liik Tekkimise põhjus
1. Lihvlindi katkemine. ·
Lint on jätku suhtes valesti paigaldatud. ·Lindi ülemäärane pinge.
·Liiga suur surve lindile.
2. Kattespooni üldine või kohatine läbilihv. Töölaua ebaõige asend kõrguses. ·
Töölaua või klotsi aeglane ettenihe. ·
3.
Lihvitud pinna karedusklass ei vasta ·Lihvlindi teralisus ei vasta lihvimistingimustele.
ettenähtule. ·Lihvlint on kulunud. ·Töölaua või klotsi kiire ettenihe.
·Nõrk surve lihvklotsile.
4. Põletusjäljed lihvitud pinnal. Lihvlint on kulunud. ·
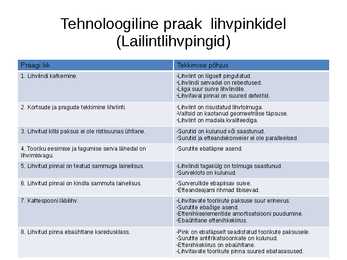
Liiga suur surve lihvklotsile. · Tehnoloogiline praak lihvpinkidel (Lailintlihvpingid)
Praagi liik Tekkimise põhjus
1. Lihvlindi katkemine. ·Lihvlint on liigselt pingutatud. ·Lihvlindi
servadel on rebestused. ·Liiga suur surve lihvlindile.
·Lihvitaval pinnal on suured defektid.
2.
Kortsude ja pragude tekkimine lihvlinti. ·Lihvlint on risustatud lihvtolmuga. ·Valtsid on kaotanud geomeetrilise täpsuse. ·Lihvlint on madala kvaliteediga.
3. Lihvitud kilbi paksus ei ole ristisuunas ühtlane. · Surutid on kulunud või saastunud. · Surutid ja etteandekonveier ei ole paralleelsed.
4. Tooriku eesimise ja tagumise serva lähedal on · Surutite ebatäpne asend.
lihvimisvagu.
5. Lihvitud pinnal on teatud sammuga lainelisus. · Lihvlindi tagakülg on tolmuga saastunud. · Surveklots on kulunud.
6. Lihvitud pinnal on kindla sammuta lainelisus. · Surverullide ebapiisav surve. · Etteandeajami
rihmad libisevad.
7. Kattespooni läbilihv. ·Lihvitavate toorikute paksuse suur erinevus. ·Surutite ebaõige asend. ·Ettenihkeelementide amortisatsiooni puudumine.
·Ebaühtlane ettenihkekiirus.
8. Lihvitud pinna ebaühtlane karedusklass. ·
Pink on ebatäpselt seadistatud toorikute
paksusele . ·Surutite antifrikatsioonkate on kulunud. ·Ettenihkekiirus on ebaühtlane.
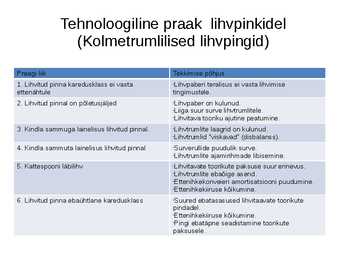
·Lihvitavate toorikute pinna suured ebatasasused. Tehnoloogiline praak lihvpinkidel (Kolmetrumlilised lihvpingid)
Praagi liik Tekkimise põhjus
1. Lihvitud pinna karedusklass ei vasta ·Lihvpaberi teralisus ei vasta
lihvimise ettenähtule tingimustele.
2. Lihvitud pinnal on põletusjäljed ·
Lihvpaber on kulunud. ·Liiga suur surve lihvtrumlitele. ·Lihvitava tooriku ajutine peatumine.
3. Kindla sammuga lainelisus lihvitud pinnal. Lihvtrumlite laagrid on kulunud. ·
Lihvtrumlid "viskavad" (disbalanss). ·
4. Kindla sammuta lainelisus lihvitud pinnal ·Surverullide puudulik surve. ·Lihvtrumlite ajamirihmade libisemine.
5. Kattespooni läbilihv ·Lihvitavate toorikute paksuse suur erinevus. ·Lihvtrumlite ebaõige asend. ·Ettenihkekonveieri amortisatsiooni puudumine.
·Ettenihkekiiruse kõikumine.
6. Lihvitud pinna ebaühtlane karedusklass ·Suured ebatasasused lihvitaavate toorikute pindadel. ·Ettenihkekiiruse kõikumine.
·Pingi ebatäpne seadistamine toorikute
paksusele.





























Kõik kommentaarid