Koostas: Reppy
21.11.2012
Keevitamine 1. Keevitusprotsesside Liigitus:
Käsikaarkeevitus
Keevitus kaitsva gaasi keskkonnas (MIG, MAG, MIG/MAG, TIG)
Kontaktkeevitus
Plasmakeevitus 2. Metallide keevitatavus : Keevitatavuseks nimetatakse ühesuguste või erinevate metallide omadust moodustada
kvaliteedinõuetele vastav
keevisliide .
Keevitatavus sõltub keevitatavast materjalist,
kasutatavast keevitustehnoloogiast, samuti keevisliite konstruktsioonist. Praktikas on
juurdunud 4 keevitatavuse hindamise astet: hea, rahuldav, piiratud, halb. Hea keevitatavuse
korral on keevisõmblusel ligilähedaselt samad mehaanilised omadused kui keevitataval
metallilgi. Keevitatavus on rahuldav, kui piisavalt hea keevisõmbluse saamiseks tuleb valida
kindel (
ratsionaalne ) keevitusrežiim. Piiratud keevitatavuse korral tuleb kasutada erinevaid
tehnoloogilisi võtteid (näiteks toorikute ettekuumutamine, järeltermotöötlus jne.) või isegi
muuta keevitusviisi. Halva keevitatavuse puhul piisavat keevitatavust saavutada ei ole
võimalik.
Metallide keevitatavust hinnatakse praokindlusega.
Külmpraod tekivad enamasti
keevisõmbluse kõrval põhimetallis kohe või 10…48 tunni jooksul pärast keevitamist.
Külmpragusid
seostatakse suurest jahtumiskiirusest tingitud
habraste karastusstruktuuride
moodustumisega või metalli nn
vesinikhaprusega (kõrgenenud vesiniku kontsentratsioonist
tingituna ). Külmpragude tekkimise oht on karastuvatel terastel, mille süsinikusisaldus on
suurem kui 0,25%.
Kuumpraod tekivad keevitamise ajal, tavaliselt õmblusmetallis.
Praod tekivad kõrgel temperatuuril, kui õmblusmetall on pooltahkes või vasttardunud olekus.
Kuumpragude tekkele kalduvad enamasti suure
süsiniku-, väävli- ja fosforisisaldusega terased. Nii külm- kui kuumpragude tekke põhjus on keeviskonstruktsioonis keevitamisel
tekkivad keevituspinged. Keevituspingeid põhjustavad ebaühtlane temperatuuriväli
(keevisõmbluse ligiduses on temperatuur märgatavalt kõrgem kui eemal), samuti
keevisõmbluse lähiala takistatud
paisumine kuumutamisel ja takistatud kahanemine
jahtumisel.
Keevituspingeid ja
nendest põhjustatud k
ülm- ja kuumpragusid saab vältida liidetavaid
toorikuid
ette kuumutades (sellega väheneb temperatuuride ebaühtlus), samuti
keeviskonstruktsiooni termilise järeltöötlemisega –
lõõmutamisega keevituspingete
kõrvaldamiseks. Suurte keeviskonstruktsioonide puhul ei ole võimalik kumbki eelnimetatud
võtetest, mistõttu sellised konstruktsioonid (laevakered, autokered,
mastid jms.)
keevitatakse kokku hea keevitatavusega metallidest ja metallisulamitest, näiteks
madalsüsinikterastest (süsinikusisaldus alla 0,25%).
1 Koostas: Reppy
21.11.2012
3. Tähtsamate keevitusprotsesside kirjeldus:
Kaarkeevitus kattega elektroodiga:
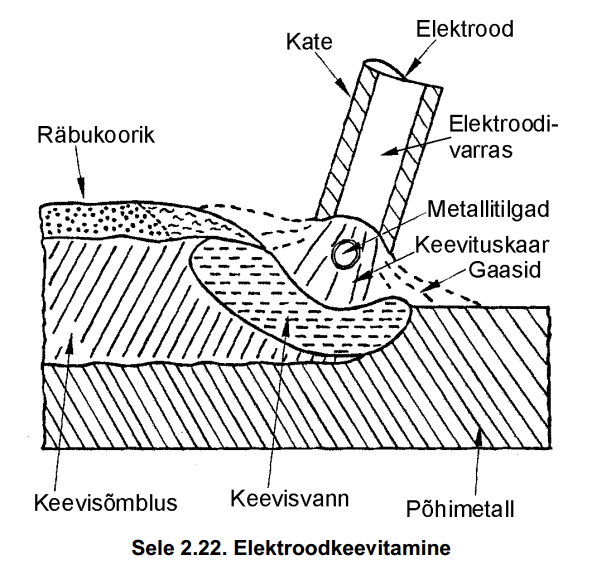
Elektroodkeevitamine kuulub rahvusvahelise
liigituse järgi ilma kaitsegaasita
kaarkeevitusmeetodite rühma. Elektroodkeevitamisel kinnitatakse keevituselektrood
elektroodihoidikusse. Keevituskaare, mille temperatuur on 5000…6000 °C, toimel
elektroodivarras ja selle kate ning põhimetall sulavad. Tekib keevisvann, kuhu
siirduvad elektroodimetalli
tilgad ja katte sulamisel tekkinud räbu tilgad, mis
moodustavad keevisvanni pinnal sularäbu kihi. Elektroodivarda ots sulab kattest
kiiremini, tekitades süvendi, mis suunab sulametalli tilgad ja katte lagunemisel
tekkiva gaaside joa keevisvanni. Kattest eralduvad gaasilised ained tekitavad
kaarevahemikus keevisvanni kohale gaasikaitse ümbritseva keskkonna (õhu) hapniku
ja lämmastiku mõju vastu. Keevisvanni jahtumisel moodustub keevisõmblus ning
selle pinnale tardunud räbukoorik.
Elektroodkeevitamine
Keevituskiirus ja
tootlikkus on elektroodkeevitusel väikesed –
ühe elektroodi sulamise aeg on ühe-kahe minuti piires, millele järgnevad ajakaod.
elektroodi vahetamiseks ja kaare taassüütamiseks. Tänapäeval elektroodkeevituse
osatähtsus väheneb, olles 20…25%. Elektroodkeevitamist kasuta takse kõikide
teraseliikide, malmi, Cu-sulamite, piiratult ka Al-sulamite
keevitamiseks .
Elektroodkeevitamine sobib materjali paksustele üle 1,0…1,5 mm. Selle meetodi eelis
on kasutatavus kõikides keskkonnatingimustes, võimalus keevitada õmbluse ruumis
suvalise asendi puhul (põranda, seina ja laeõmblused), suhteliselt lihtsad ja
teisaldatavad keevitusseadmed (keevitustrafod, keevitusalaldid).
2 Koostas: Reppy
21.11.2012
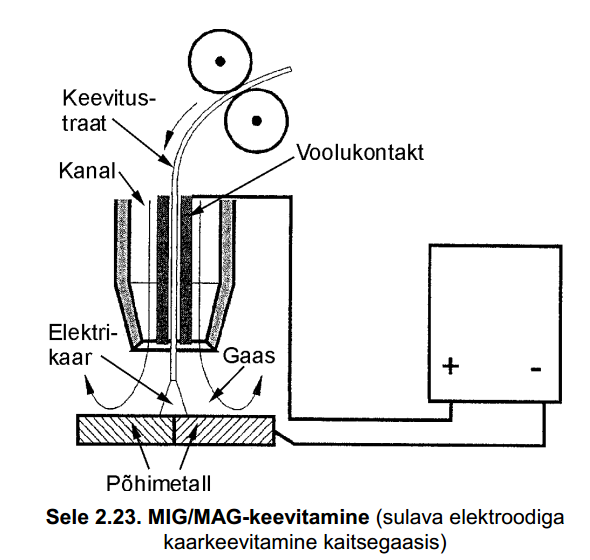
MIG/MAG Keevitus:
MIG/MAG keevitamist e.
sulava elektroodiga kaarkeevitamist
kaitsegaasis liigitatakse
kasutatava kaitsegaasi järgi kahte gruppi:
•
MAG-keevitamine e. kaarkeevitamine aktiivkaitsegaasis (CO2),
•
MIG-keevitamine e. kaarkeevitamine inertgaasis (argoonis).
Kuna mõlemad keevitusprotsessid erinevad vähe ja kasutatakse samu seadmeid, siis
on sageli rahvusvaheliselt käibel lühend MIG/MAG-keevitamine.
MIG/MAG-keevitamisel tekitatakse traadikujulise elektroodi ja keevitatava detaili
vahel kaarlahendus, mille
soojusenergia toimel elektroodimetall ja põhimetall
sulavad (sele 2.23). Keevituskaare piirkonda juhitakse gaasisuudmiku kaudu
kaitsegaasi, mis kaitseb keevisvanni ja metallitilkasid õhuhapniku ja lämmastiku
toime eest. Keevitustraati antakse kaarevahemikku traadietteandemehhanismi
rullide abil. Keevitusvool juhitakse keevitustraati keevituspõletisse kinnitatava
voolukontakti abil. MIG/MAG-keevitus on levinud põhiliselt
poolautomaatkeevitusena – keevitustraat antakse ette automaatselt, põletit
nihutatakse käsitsi.
MIG/MAG-keevitamise
eeliseks elektroodkeevitusega võrreldes on suur tootlikkus,
kuna puuduvad ajakaod elektroodi vahetamiseks, keevitamisel ei teki räbu, ei ole
vaja keevisõmblust räbust
puhastada ja parem on õmbluse kvaliteet. Meetodi
puuduseks on sobimatus välistingimustes, väiksem on keevitustraatide valik.
Kaitsegaas valitakse keevitamisel sõltuvalt keevitatavast materjalist: näiteks
enimlevinud madalsüsinikterastest konstruktsioone keevitatakse enamasti
kaitsegaasina süsihappegaasi (CO2) kasutades. MIG/MAG-keevitus on tänapäeval
maailmas enimlevinud keevitusmeetod, näiteks laevaehituses ja -
remondis tehakse
95% töid MIG/MAG-keevitust kasutades.
3 Koostas: Reppy
21.11.2012
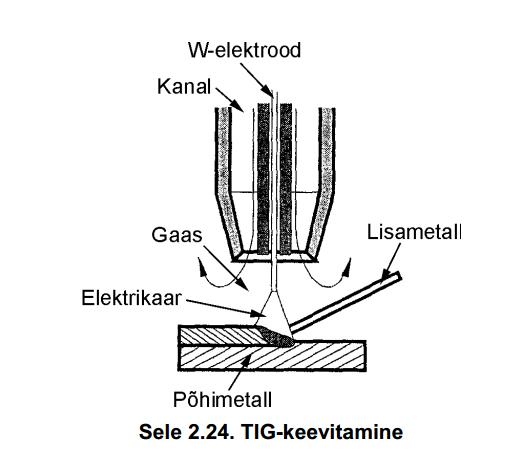
TIG keevitus
TIG-keevitamisel e. sulamatu elektroodiga kaarkeevitamisel kaitsegaasis põleb
keevituskaar volframelektroodi otsa ja toote vahel (sele 2.24) ning on ümbritsetud
keevituspõleti suudmikust väljuva, kanalit läbiva gaasijoaga. Kaitsegaas –
argoon (Ar),
harvem
heelium (He) – kaitseb elektroodi ja keevisvanni ümbritseva õhu eest, ühtlasi
keevituspõletit jahutades. Keevisvanni moodustamiseks kasutatakse lisametalli.
TIG-keevitus on levinud peamiselt käsikeevitusena. Kasutataks õhukeste materjalide,
alates 0,1 mm (võrdlusena: elektroodkeevitamisel alates 1,0 mm) keevitamisel.
itatakse peamiselt kõrglegeerteraseid ja kergoksüdeeruvaid metalle ja
metallisulameid (Al, Mg, Ti jt.), aga samuti pronksi. Meetodi eelised ja puudused on
samad, mis MIG/MAG-keevitamisel.
4 Koostas: Reppy
21.11.2012
4.
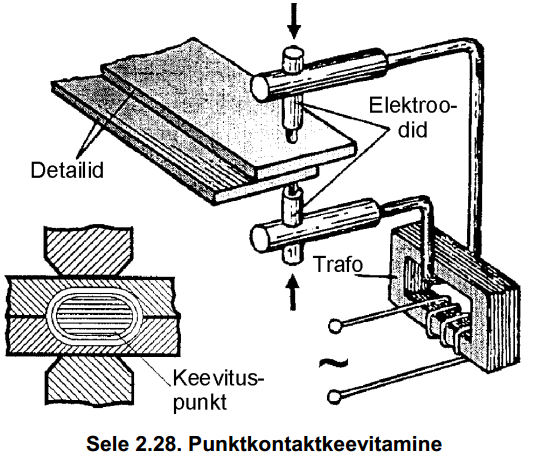
Kontaktkeevitusprotsesside kirjeldus:
Punktkontaktkeevitusel e. punktkeevitusel ühendatakse ülekattes olevad detailid
ühe või mitme keevispunkti abil, mis elektrivoolu toimel tekivad elektroodide vahel.
Joonkontaktkeevitus on punktkeevituse edasiarendus, kus järjestikused
keevituspunktid tekivad detailide liikumisel kettakujuliste elektroodide vahel.
Reljeefkontaktkeevitamine on sarnane punktkeevitusega, kus keevituspunktid
moodustuvad detaili pinnast välja ulatuvate osade vahel.
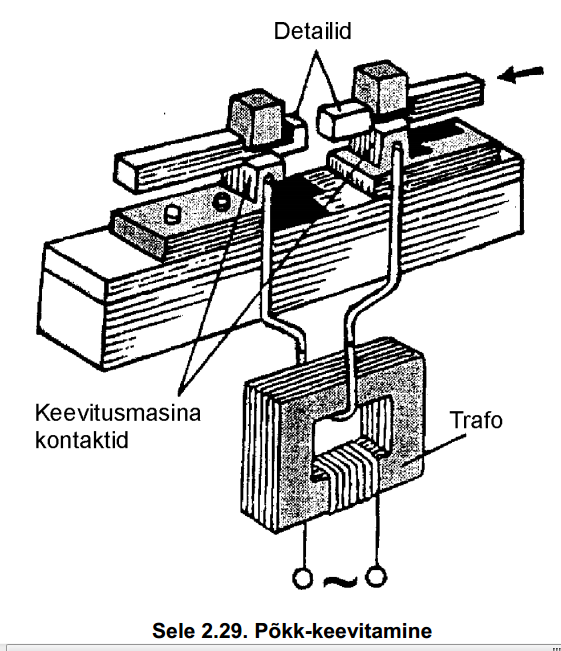
Põkk-keevitamist liigitatakse keevitusprotsesside iseloomu järgi
sulatuspõkk-keevitamiseks ning
takistuspõkk-keevitamiseks. Esimesel juhul saadakse põkkliide
keevitusmasina kontaktide abil kokkupuutesse
viidud detailide otspindade
kuumutamisega trafo vahendusel vooluahelat pingestades. Enne otspindade
kokkusurumist liidetavad pinnad sulavad. Takistuspõkk-keevitamisel ühendatavad
detailid surutakse otspindu pidi kokku ning kuumutatakse keevitusvooluga
plastse olekuni, misjärel rakendatakse survejõudu. Hõõgumiseni kuumeneval liitekohal
täheldatakse kohtjämendust. Sulatuspõkk-keevitamist kasutatakse suure
ristlõikepinnaga detailide, takistuspõkk-keevitust väikese ristlõikepinnaga detailide
ühendamiseks.
5 Koostas: Reppy
21.11.2012
5. Gaaskeevituse protsess
Gaaskeevitamine on keemilisel reaktsioonil põhinevate sulakeevitusprotsesside üldnimetus,
kus energiaallikana kasutatakse hapniku ja põlevgaasi segu põlemissoojust. Reeglina on sel
juhul tegu käsikeevitusega. Enimlevinud on hapnik-atsetüleenkeevitus, kus põlevgaasina
kasutatakse atsetüleeni (
C2H2 ). Atsetüleenileegi temperatuur ulatub kuni
3100 °C. Veel
kasutatakse vesinikku ja looduslikku gaasi, nende puhul on gaasileegi temperatuur
märgatavalt madalam.
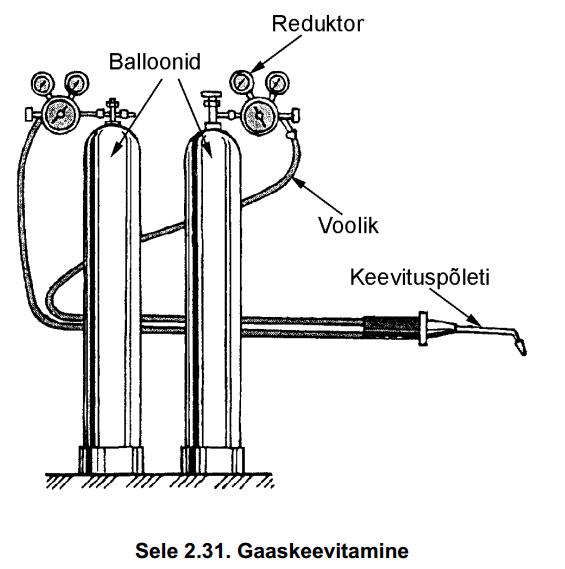
Gaaskeevitamisel juhitakse hapnik ja põlevgaas balloonidest läbi gaasireduktorite ja
keevitusvoolikute põletisse, kus nad segunevad ja tekitavad gaasileegi. Tänapäeval
kasutatakse universaalseid keevitus-lõikepõleteid, millega on võimalik nii gaaskeevitada kui
ka gaaslõigata. Keevitamisel kasutatakse lisametalli (traat,
vardad ), mille keemiline koostis
peab olema keevitatavale
metallile lähedane.
Gaaskeevitamise eeliseks on võimalus keevitada mistahes asendis. Saab keevitada õhukest
plekki , mis elektroodkeevitusega võimalik ei ole. Puudusteks on gaasileegi väike
läbisulatusvõime ja sellest tulenev piiratud keevitatava materjali paksus (kuni 4…5 mm).
Gaaskeevitusele loomulik on väike tootlikkus ja suured kulutused keevitusgaasidele.
Gaaskeevitamise osatähtsus on tänapäeval väike, seda kasutatakase peamiselt
remonttöödel.
6 Koostas: Reppy
21.11.2012
6. Jootmise protsess
Sageli ei ole võimalik või otstarbekas kasutada liitetehnoloogiana keevitamist, seda näiteks
halvast keevitatavusest tingituna. Jootmiseks nimetatakse lahtivõetamatu liite saamise sellist
tehnoloogiat, kus ühendatavate materjalide vaheline pilu täidetakse sulametalliga liidetavaid
materjale sulatamata. Pilu täitvat metallisulamit, mis on võimeline liidetavaid materjale
märgama ning pärast tardumist moodustab jooteliite, nimetatakse joodiseks. Keevitamisega
võrreldes on jootmisel mitmeid iseärasusi:
joodise ja jooteõmbluse koostis erinevad
liidetavate materjalide koostisest,
joodise ja moodustunud jooteõmbluse tugevus on liidetavate materjalide tugevusest
väiksem,
joodise
sulamistemperatuur on liidetavate materjalide sulamistemperatuurist
madalam,
jooteõmbluse moodustumine toimub enamasti kapillaarjõudude toimel.
Jootmise olulisemad eelised keevitamisega võrreldes on järgmised:
kõik metallid, sh. halvasti keevituvad, on joodetavad;
on võimalik liita erineva
sulamistemperatuuriga materjale, sh. metalli
mittemetallidega;
liidetavate materjalide vähema
kuumenemise tõttu on protsess keevitamisest kiirem;
samal põhjusel on väiksemad keevitamisele iseloomulikud probleemid – toodete
kõverdumine, metalli struktuurimuutused jms
Jootmise puuduseks on jooteliite temperatuuritundlikkus, s.o. kuumus võib põhjustada liite
tugevuse vähenemise või isegi jooteõmbluse sulamise.
Joodise sulamistemperatuuri järgi eristatakse pehmejoodisjootmist, kus kasutatakse
pehmejoodiseid sulamistemperatuuriga kuni 450 °C, ning kõvajoodisjootmist, kus
kasutatakse kõvajoodiseid sulamistemperatuuriga üle 450 °C. Pehmejoodisjootmist
kasutatakse juhul, kui jooteliidet ei koormata nimetamisväärselt ja ta töötab madalatel
temperatuuridel, näiteks elektroonikas ja elektrotehnikas.
Jootmisviise liigitatakse kõige sagedamini liigitamist jootekoha
kuumutamise viisi järgi.
Jooteljootmisel e. tõlvikuga jootmisel kuumutatakse joodist ja jooteliidet jootli e.
jootetõlviku abil. Gaasjootmisel toimub
kuumutamine gaasileegi abil nagu
gaaskeevitamiselgi. Ahijootmisel kuumutatakse tooteid ja joodist ahjus. Induktsioonjootmine
toimub kasutades induktsioon- e. kõrgsageduskuumutamist. Sukeldusjootmine on
jootmine kuumutamisega sulajoodise vannis. Kontaktjootmisel e. takistusjootmisel kuumutatakse
ühendatavaid tooteid nagu kontaktkeevitamiselgi liitekohta läbiva elektrivooluga.
7 Koostas: Reppy
21.11.2012
Jootmismaterjalideks on
joodised ja räbustid. Sulamistemperatuuri järgi eristatakse
pehmejoodiseid (sulamistemperatuur kuni 450 °C) ja kõvajoodiseid sulamistemperatuuriga
üle 450 °C. Toodetakse
pehmejoodiseid sulamistemperatuuriga alates
11 °C (Ga-In-Sn) kuni
425 °C (Ge-Al). Enimkasutatavad on tina (
Sn) ja plii (
Pb) baasil pehmejoodised.
Kõvajoodiseid toodetakse sulamistemperatuuriga
580…1240 °C. Tuntuimad on
Cu-, Ag- ja Al-baasil
kõvajoodised.
Jooteräbusti on mittemetalne keemiline aine joodetavate metallide ja joodise
puhastamiseks oksiididest, pindade jootmise ajal puhtana hoidmiseks ja sulajoodise pindpinevuse
vähendamiseks. Jootmistemperatuuri järgi eristatakse pehmejoodisjootmisräbusteid ja
kõvajoodisjootmisräbusteid.
Jootmistehnoloogia koosneb järgmistest etappidest:
• liidetavate pindade ettevalmistus – puhastamine mustusest ja
oksiidikilest;
• liite koostamine – liidetavate detailide asendi fikseerimine selleks, et
tagada ettenähtud jootepilu; selle suurus sõltub joodetavatest
metallidest ja joodisest ning on 0,05…0,15 mm;
• joodise ja räbusti kandmine jootekohta;
• jootekoha või joodetavate detailide kuumutamine
jootmistemperatuurini;
• õmbluse puhastamine ja korrosiooni põhjustavate räbustijääkide
eemaldamine.
8 Koostas: Reppy
21.11.2012
Kasutatud kirjandus 1. „Materjalid“ - Priit Kulu, Jakob Kübarsepp, Enn
Hendre , Tiit Metusala, Olev
Tapupere . Tallinn
2001
9 Document Outline
- Keevitamine
- Kasutatud kirjandus


























Kõik kommentaarid